Как правильно выбрать трубогиб для профильной трубы?
Трубогибы активно применяются в самых разнообразных сферах производства и строительства, где требуется придать трубе определенную форму и угол загиба. Стабильным спросом среди производителей и строителей пользуются устройства для сгибания профильных труб – профилегибы.
Основные характеристики
Чтобы выбрать качественный трубогиб для профильной трубы, следует знать, какие задачи способно решать оборудование. Основной целью применения станка является потребность в сгибании труб с различным сечением.
Гибочный станок способен решить множество актуальных задач, в том числе:
- Изогнуть металлическую трубу под заданным углом на максимальную величину до 160-180-360 градусов.
- Работать с широким диапазоном получаемых диаметров окружности — в зависимости от модели данный параметр варьируется в границах от 50-60 мм и до 1500 мм.
- Работать с тонкостенными и максимально прочными изделиями, изготовленными из разных сплавов, и разных форм.


Разновидности профилегибов
Выбирайте трубогибочные станки для гибки профильной трубы в зависимости от сферы их применения. Все устройства объединяются в три основные категории:
- Ручные.
- С гидравликой.
- Электромеханические.
Сфера применения, сырье, с которым предстоит работать, объемы производства так же оказывают определяющее влияние на параметры выбора.
Основные отличительные особенности
Гибочный станок для профильной трубы с различным видом привода отличается функционалом и комплектацией, принципом работы, производительностью, стоимостью.
- Ручной вариант — доступная стоимость, простая конструкция, есть ограничения по виду обрабатываемых труб — путем физических усилий данные устройства могут согнуть алюминиевые и тонкостенные стальные трубы небольшого диаметра. Есть ограничения по объему.
- Гидравлический — универсальный вариант, отличается компактностью, возможностью работать со стальными трубами среднего диаметра, способностью обеспечивать точность изгиба до 2-3-х градусов.
- Электрический профилегиб — высокая стоимость, максимально возможная, по сравнению с другими видами, мощность, отличная производительность, высокая точность угла поворота, удобное управление. Рекомендован профессиональным монтажным организациям и производителям.
- Электрогидравлический трубогиб — самый дорогостоящий и самый технически сложно устроенный вид оборудования, позволяющий работать с трубой в широком диапазоне сечения и обеспечивающий возможность гибки в нескольких плоскостях. Оснащение данного станка системой ЧПУ – позволяет получить высокую производительность производимых гибов и обеспечить точность выполняемых работ.

Также по теме…
Электрогидравлические и электромеханические профилегибы – что о них необходимо знать при выборе?!
Электрогидравлические профилегибочные станки – это подвид металлообрабатывающего станочного оборудования, которое используется для гибки сортового металлопроката, металлических труб и фасонных элементов по технологии вальцевания заготовки на угол до 360 градусов.
Технологические […]читать далее
Советы по выбору оборудования
Вальцы электрогидравлические, их основная задача на производстве
Электрогидравлические вальцы это листогибочные станки, предназначенные для вальцевания и большой разновидности трудоемких гибочных работ по радиусу. Широко применяются при производстве рекламных щитов, корпусов воздушных компрессоров, различных резервуаров, облицовочных металлоконструкций, корпусов […]
читать далее
Советы по выбору оборудования
Выбираем станки для заточки
Компания “ВСС-Групп” уже не первый год реализует станки заточные настольные в ассортименте, а также стационарные механизмы аналогичного назначения для профессионального применения. В их числе, универсальные точильно-шлифовальные устройства на подставке, промышленные […]
читать далее
Советы по выбору оборудования
 Технологические […]
Технологические […]Промышленный трубогиб для профильной трубы
Электрогидравлический промышленный трубогиб (профилегиб) для профильной трубы предназначен для радиусной гибки стального проката и профиля, подходит для интенсивной работы на промышленных предприятиях.-1000x1000-product_popup.jpg)
- труб круглого сечения,
- швеллеров,
- двутавров и т.д.
Применение промышленного трубогиба для профильной трубы:
- Изготовление металлоконструкций (каркасы для теплиц, металлические опоры козырьков крыш, навесы)
- Прокладка и монтаж трубопроводных систем (изменение формы трубы для обхода препятствий)
- Тепловое и коммунальное хозяйство
- Заводы монтажных заготовок
- Строительство
- Автомобильная промышленность, СТО
- Судостроение
- Нефтехимическая промышленность
Преимущества промышленного трубогиба для профильной трубы:
- Небольшие размеры, мобильность — электрический трубогиб не займет много места.
- Широкая функциональность станка для профильной трубы.
- Позволяет гнуть трубы с точным соблюдением размеров, в итоге дуги получаются абсолютно одинаковыми, их не придется переделывать.
- Электрический привод исключает необходимость ручного труда, физических усилий для работы с профилегибом не требуется.
- Надежная устойчивая конструкция, ремонтопригодность трубогиба.
- Долгий срок службы профилегиба благодаря закаленному металлу, из которого он изготовлен, качественной специальной покраске, контролю качества.
- Простота эксплуатации и обслуживания — для работы с профильным трубогибом не нужны специальные знания и навыки.
- Доступная цена — стоимость электрического трубогиба окупится быстро.
- Настраивается под любой размер профиля.
- На промышленный трубогиб мы даём заводскую гарантию 3 года!

Видео работы трубогиба
 youtube.com/embed/EdMhcIoNB00?rel=0″/>
youtube.com/embed/EdMhcIoNB00?rel=0″/>
Цена промышленного трубогиба
Актуальная стоимость промышленного трубогиба в прайс-листе.
Услуги гибки профилей и профильного проката на заказ в СПБ и Лен. Области с доставкой по России / Г
Заказать услуги гибки профильной трубы(и гибка уголка) необходимо в следующих случаях:
1. Строительство объектов с арочными или художественными конструкциями.
2. Сооружение игровых и спортивных уличных площадок.
3. Частное и дачное строительство (теплицы, рамы для вьющихся растений, оформление клумб и садовых конструкций).
4. Возведение каркаса зданий, ангаров и мостов.
А также в ряде других ситуаций, в которых нужны изделия из гнутого профиля и гибка профильной трубы.
И если Вам понадобились услуги радиусной гибки профилей и проката по нужному радиусу, то обращайтесь к нам. Мы выполним всё качественно, согласно Вашим чертежам, в сжатые сроки.
Услуги по гибке профильной трубы
Профильные трубы изготавливаются из различных металлов — алюминия, меди, стали. От материала и его толщины напрямую зависит время сгибания трубы, а также ряд других нюансов работы.
От материала и его толщины напрямую зависит время сгибания трубы, а также ряд других нюансов работы.
Заказать услуги гибки профильной трубы а также гибка стального уголка,гибка двутавра можно на сайте ГНЕМ-ТРУБЫ.РУ. Наши мастера быстро определят все особенности предоставленного вами материала и обеспечат качественный сгиб профиля без потерь эксплуатационных качеств.
Мы принимаем в работу:
1. Трубы квадратного сечения. Они очень популярны среди строителей и дачников Санкт-Петербурга, легко изгибаются, имеют минимум деформаций даже при жёсткой обработке. Услуги по гибке квадратной трубы позволяют избежать лишних финансовых трат на приобретение трубогибов и потерь времени на освоение правильной работы с таким оборудованием.
2. Трубы овального сечения. Часто такие конструкции используются для монтажа детских и спортивных комплексов. Они не имеют острых углов, достаточно устойчивы и прочны. В то же время, в отличие от круглых модификаций, овальные трубы могут служить устойчивой опорой для дощатого мостика, лесенки, игрушечного домика.
3. Трубы прямоугольного сечения. Такие изделия используются повсеместно — от строительства мостов и ангаров до сооружения теплиц на дачном участке. Услуги по гибке квадратной трубы, гибка двутавровой балки и прямоугольных труб осуществляются с минимальными деформациями, что гарантирует долгий срок службы изделий.
Услуги гибки профильной трубы, гибка двутавров от компании ГНЕМ-ТРУБЫ.РФ
Сгибание профильных изделий стоит доверить профессионалам, поскольку этот процесс требует учёта особенностей материала, геометрических размеров трубы и других нюансов. В СПБ вы можете оформить заказ наших услуг, таких как гибка металлического профиля, гибка алюминиевого профиля, гибка уголка на сайте ГНЕМ-ТРУБЫ.РФ. В нашей компании вы получите выгодные условия гибки квадратных труб на заказ, а также изделий овального и прямоугольного сечения для алюминиевых и стальных конструкций.
Наши плюсы:
• прозрачная схема работы,
• открытая информация об используемом оборудовании,
• качественный результат — все работы выполняются в строгом соответствии с ГОСТ и техническими регламентами,
• простота подачи заявки и консультации опытных мастеров к примеру по гибке двутавра или оконного профиля (оконных систем из алюминия) при оформлении заказа.
Для заказа услуг воспользуйтесь телефоном, электронной почтой или отправьте нам заявку на обратный звонок через наш сайт.
Гибка уголка, гибка уголка спб, гибка профиля в радиус, гибка профильной трубы, гибка профильной трубы спб, гибка квадратной трубы, услуги по гибке квадратной трубы, гибка металлического профиля, гибка алюминиевого профиля, гибка двутавров, гибка двутавра по радиусу, радиусная гибка профилей, гибка профилей по радиусу, гибка профиля по радиусу, гибка профильных труб, гибка п образного профиля, гибка прямоугольной трубы, услуги профилегиба, Гибка уголка по радиусу, Гибка алюминиевого профиля по радиусу, гибка алюминиевого профиля оконных систем, гибка оконных систем, гибка оконного профиля
59 фото блестящих идей по созданию механизма
Каждому хозяину большого садового участка или маленькой дачи, хотя бы раз в жизни (как минимум) может потребоваться трубогиб — устройство для сгибания профильной трубы.
К примеру это может быть, заготовка для тепличного каркаса или навеса, беседки, либо любых других металлических конструкций.
На базах по продаже металла, и на другом производстве обычно применяют устройства заводского изготовления, но это удовольствие далеко не из дешевых. Чтобы сэкономить свой бюджет на более приятные траты, выгоднее заняться изготовления устройства в ручную, своими силами.
Для данной конструкции, как говорится, «много ума не надо», и дефицита в деталях тоже не будет, чертежи трубогиба реально создать самому.
Содержимое обзора:
Варианты трубогиба
Вы можете согнуть трубу «домашним» способом, заполнить трубу песком, нагреть до красна паяльной лампой либо газовой горелкой, после этого гнуть трубу. Такой метод не признан приоритетным среди мастеров, он трудоемкий и не дает достаточной точности, также могут появится заломы и деформации.
Чтобы получить идеально согнутую трубу, с соблюдением норм и заданных параметров, не нанести урона исходному материалу, мастера применяют в работе специализированные трубогибы.
Большую популярность приобрели трубогибы рычажного типа.
Чаще всего в комплекте таких конструкций предусмотрено сразу пара дополнительных шаблонов под трубы разного диаметра. Есть схожие по конструкции агрегаты, ручные трубогибы, дроновые либо арбалетные, они позволяют гнуть короткие участки круглых стальных труб, подвергая лишь холодной обработке.
Арбалетные устройства очень компактны, и ценятся в сфере монтажа и инженерных коммуникаций.
В чем заключается работа трубогиба
Принцип работы совсем несложный, он заключается в нагреве трубы, труба греется до красна и становится очень пластичной, податливой к изменениям. Каждый вид трубогиба имеет свой спектр возможностей.
Главные функции — это качество изгиба и возможность гнуть трубы разного размера и диаметра.
С помощью дополнительных прокатных устройств достигается изгиб большего диаметра. Устройство функционирует с помощью валов, в комплекте их три.
Направляющие и нажимные. Труба проходит сквозь подвижных элементов, степень изгиба задается усилием прижимного ролика. Если радиус кривизны готового изделия получился мал, процедуру следует повторить.
Изгиб трубы по шаблону
В большинстве случаев простейшим вариантом, подходящим для абсолютно всех мастеров, даже начинающих, является шаблон из дерева. Доски выбирают по толщине сгибаемых труб, обязательно оставляйте запас доски в пару сантиметров.
Чтобы во время работы профиль не съезжал с шаблона, на торцах оставляют уклон. Шаблон жестко закрепляют на полу или другой устойчивой поверхности, рядом проводится монтаж упора для трубы.
Профиль вставляется в промежуток между шаблоном и упором, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. Лебедка либо рычаг сделает работу легче.
Огромный плюс такого процесса, экономия средств и простота исполнения.
Обратите внимание!
Любое устройство имеет недостатки, и этот метод не исключение. Изгиб получается не точным, плохого качества, а так же шаблон будет одноразовым (применяться только на один диаметр трубы).
Трубогиб-улитка
В штамповке одинаковых заготовок с большим тиражом, маленького радиуса кривизны, незаменимым станет трубогиб-улитка.
Его достоинство в малогабаритных размерах и простоте управления. Недостатком станет ограничение радиуса закругления, только не больших размеров.
Прокатные трубогибы
Нишу универсальности и практичности заняли приспособления выполненные в ручную — прокатные трубогибы (гибочные станки), на таких станках можно сделать любой угол изгиба.
Конфигурация особо не отличается от других моделей, в них так же есть основание и валы. Подвижный ролик жмет трубу, а протягивает её вращение ведущих валов.
Обратите внимание!
Нажатие можно увеличить с помощью лебедки, рычагов либо электропривода. Однако для производства дома такая конструкция достаточно сложная в исполнении.
Для воспроизведения такого агрегата потребуется много токарных и сварочных работ. Если вы все же решитесь на изготовление такой модели, она прослужит вам долго и порадует функционалом.
Как сделать трубогиб своими руками, вопрос в современном мире достаточно актуальный. Для облегчения задачи вы можете найти фото трубогиба в интернете, чтобы примерно понимать как он должен выглядеть.
Так же имеется множества чертежей трубогиба, которые легки в применении. Просмотрев всю информацию и оценив свои силы и наличие нужных комплектующих, спокойно приступайте к работе.
Фото трубогиба своими руками
Обратите внимание!
 youtube.com/embed/3OzJyMU0qXw» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/3OzJyMU0qXw» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Трубогиб для профильной трубы своими руками: способы изготовления
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Тот, кто любит самостоятельно мастерить различные изделия и конструкции, часто сталкивается с необходимостью изгиба в дугу профильной трубы. Сделать это без специальных приспособлений ровно и аккуратно невозможно, поэтому возникает потребность изготовить трубогиб для профильной трубы своими руками. Народными умельцами придумано достаточно много конструкций этого устройства. Многие из них вполне можно сделать самостоятельно. При этом они не требуют больших средств и просты в изготовлении и использовании.
Трубогиб – это приспособление, с помощью которого можно изогнуть трубу под нужным углом
Основная информация о трубогибах
Пред тем, как начать рассказ о вариантах и способах изготовления трубогибов, нужно определиться – что это такое и для чего применяется. Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
Так вот трубогиб – это ручное приспособление или стационарный станок, который позволяет изогнуть трубу из любого материала под произвольным углом.
Труба может быть стальная, медная, алюминиевая или пластиковая с диаметром от 5 до 1220 мм или профильная с любым сечением. Угол загиба от 0 до 180 градусов. Данная статья предлагает вашему вниманию технологию изготовления нескольких видов этого незамысловатого устройства, изучив которую, вы за несколько часов сможете изготовить любой понравившийся экземпляр.
Устройство трубогиба с башмаками для различных углов сгибания труб
Полезный совет! Прежде чем приступить к изготовлению трубогиба, необходимо разобраться в их видах. Выбрать следует тот, который наиболее подходит вам по функциональным возможностям и посилен для самостоятельного изготовления именно вами.
Какие существуют виды трубогибов
Если мы говорим о промышленных устройствах, то они поделены на несколько видов по способу осуществления привода, а также по типу изгиба.
Классификация по типу привода
Станки бывают: гидравлические, электромеханические и ручные. Станки на основе гидропривода бывают ручными и стационарными. Их мощности хватает, чтобы спокойно сгибать трубы даже 3-дюймового диаметра. Гидравлические трубогибы используются в профессиональной деятельности на специализированных производствах и способны выполнять очень большой объем работ.
Гидравлический трубогиб для сгибания водо- и газопроводных труб под углом до 90°
Электромеханические приборы можно применять для сгибания практически любых труб, даже с очень тонкими стенами, что не под силу гидравлике. Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу разорваться. Изогнутые такими приборами трубы не имеют ни малейших признаков деформации.
Электромеханический трубогиб для труб PEX/AL/PEX и углом изгибания до 180°
Ручные трубогибы используют только для изгибания небольшого диаметра труб из полимеров, нержавейки либо цветных металлов. Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.
Работают они в основном от электросети. Они просты в использовании и не требуют большой физической силы для работы. Такие трубогибы для профильной трубы своими руками изготовить вполне возможно.
Ручной инструмент для сгибания прямоугольного профиля и стальных труб
Классификация по способу изгиба трубы
Изогнуть трубу с помощью устройства можно различными способами. В зависимости от этого, можно выделить следующие виды трубогибов: арбалетные, пружинные, сегментные, дорновые.
Арбалетные устройства снабжены особой формой, которая и является изгибающим элементом. Она предназначена для одного диаметра или сечения трубы. Чтобы гнуть трубу иного диаметра, форму следует заменить. Пружинные приспособления снабжены упругими пружинами, позволяющими сгибать без деформации пластиковые трубы. Сегментные оборудованы специальным сегментом, который вокруг себя протягивает трубу, изгибая ее под нужным углом.
Принцип сгибания профильной трубы с помощью самодельного инструмента
Нужно понимать, что способ и величина угла изгиба трубы зависит от ее характеристик. Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.
Имеется даже такая величина, как минимальный радиус изгиба, при дальнейшем снижении которого труба деформируется или просто рвется. Этот показатель зависит от толщины стенок, материала и сечения трубы.
Полезный совет! Независимо от того, можно или нет согнуть трубу больше, чем предписано, делать этого не следует. Даже если вы сможете изогнуть изделие без повреждений, качество этого сгиба будет плохим, а это рано или поздно проявится. Поэтому минимального радиуса обязательно надо придерживаться.
Один из вариантов применения согнутого профиля — обустройство теплицы
Как изготовить простейший ручной трубогиб для профильной трубы своими руками
Теперь рассмотрим некоторые самодельные варианты трубогибов. Простейший вариант предусматривает возможность сгибания трубы посредством шаблона на заданный радиус. Такая технология вполне подойдет и для сгибания стальных труб, а не только алюминиевых. Шаблон просто выпиливают из досок, толщина которых несколько больше диаметра или сечения трубы, которую требуется сгибать.
Эти доски между собой надежно скрепляются, чтобы труба в процессе сгиба не могла выскочить из них. Чтобы образовался желоб, скрепляемые доски просто выпиливаются под уклоном для круглой трубы. Затем, готовый деревянный шаблон прикрепляют к столу или другому подобному основанию. Рядом с шаблоном крепят упор для фиксации трубы.
Статья по теме:
Дровокол своими руками: чертежи, фото, инструкции. Как выбрать дровокол. Типы дровоколов. Особенности винтовых, гидравлических и реечных дровоколов. Самостоятельная сборка агрегата.
Построенный своими руками трубогиб для профильной трубы подобного вида способен согнуть даже достаточно толстостенные трубы, если применить лебедку. Если труба профильная, то скосы при выпиливании досок не делают. Вместо этого трубу фиксируют с помощью нескольких ограничителей.
Чертеж с размерами для изготовления трубогиба своими руками
Используя древесину можно соорудить даже прокатный трубогиб, если выточить деревянные ролики. Их можно также изготовить из подшипников или полиуретана. Вообще, сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы. Податливые варианты можно сгибать на деревянных приспособлениях без особого труда просто руками, а вот для жестких труб понадобятся более сложные устройства с металлическими деталями.
Их можно также изготовить из подшипников или полиуретана. Вообще, сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы. Податливые варианты можно сгибать на деревянных приспособлениях без особого труда просто руками, а вот для жестких труб понадобятся более сложные устройства с металлическими деталями.
Изготовление самодельного гидравлического трубогиба
Если вы решили изготовить настоящий гидравлический трубогиб, вам нужно обзавестись домкратом с гидравлическим приводом, швеллером, двумя роликами и башмаком. Кроме того, понадобится несколько металлических пластин из стали более 3 мм толщиной.
Схема и принцип работы самодельного гидравлического трубогиба с использованием домкрата
Из швеллера с помощью сварочного аппарата создают прямоугольную конструкцию, высота которой совпадает с высотой полностью выдвинутого домкрата. Его устанавливают на жесткое основание и надежно закрепляют металлическими пластинами.
Домкрат нужно выбирать грузоподъемностью не менее 5 тонн. Он призван выполнять роль толкателя. Главной задачей здесь является поиск самых подходящих роликов. Сложность в том, что только при максимально точном обхвате трубы роликами может получиться действительно качественный изгиб. Если подыскать разные ролики и сделать их съемными, то можно будет гнуть трубы различного сечения и диаметра.
Пример устройства для сгибания металлических труб, созданного своими руками
Преимуществами гидравлического, сооруженного своими руками трубогиба для профильной трубы, являются: простота изготовления, доступность и низкая стоимость домкрата и деталей. Такое устройство позволяет с высоким качеством сгибать любые профильные и круглые трубы в холодном состоянии.
Как самостоятельно сделать прокатный трубогиб
Процесс сгибания трубы в прокатном станке проходит следующим образом. Труба укладывается на боковые ролики, а сверху на нее опускается третий, фиксируя изделие в заданной позиции. Когда мы начинаем вращать рукоятку, цепь приводит во вращательное движение валы, и профильная либо круглая труба сгибается под необходимым углом.
Когда мы начинаем вращать рукоятку, цепь приводит во вращательное движение валы, и профильная либо круглая труба сгибается под необходимым углом.
Шаг 1: создание основания трубогиба из стального швеллера 80х80х4
Для изготовления такого устройства необходимо:
- выточить ролики и обоймы для подшипников. Эту задачу можно доверить токарю, который по чертежам сделает работу в лучшем виде. В устройстве будет три вала, один из которых подвешен на пружинах, а два других зафиксированы в боках рамы;
Шаг 2: изготовление корпуса винтового механизма
- подготовить полку из 50-миллиметрового швеллера. Она имеет вид прямоугольника со сторонами 100х30 см. В ней делают отверстия для крепления валов и нарезают резьбу для регулировки положения прижимного вала;
Шаг 3: создание винта со стандартной нарезной резьбой
- все детали скрепить между собой при помощи сварочного аппарата;
- полку с прижимным валом подвешивают на пружинах, а боковые валы соединяют через звездочки цепью. На один из валов приваривают рукоятку для вращения;
 На один из валов приваривают рукоятку для вращения;
На один из валов приваривают рукоятку для вращения;Шаг 4: изготовление поворотной ручки центрального ведущего ролика
- монтируют домкрат так, чтобы с его помощью можно было легко регулировать прижимное усилие.
Полезный совет! Изготовить прокатный трубогиб без наличия чертежей и расчетов вам вряд ли удастся. Если вы не обладаете инженерными знаниями, то лучше найти готовую документацию, по которой и сделать станок.
Шаг 5: сборка всех деталей самодельного прокатного трубогиба
Трубогиб для профильной трубы своими руками вполне можно сделать. Его сложность зависит от того, для каких целей он вам нужен. Если это только разовые действия, то достаточно деревянных конструкций. Если же вы на постоянной основе занимаетесь изготовлением изделий из трубы, то вам понадобится более сложный агрегат.
Трубогиб (видео)
ОЦЕНИТЕМАТЕРИАЛ Загрузка.
 ..
ПОДЕЛИТЕСЬ
..
ПОДЕЛИТЕСЬВ СОЦСЕТЯХ
СМОТРИТЕ ТАКЖЕ
REMOO В ВАШЕЙ ПОЧТЕТрубогибочные станки | Качественное трубогибочное оборудование
Трубогибочные станкиErcolina идеально подходят для большинства операций гибки.
Ротационная гибка труб на сегодняшний день является основным методом высококачественной гибки труб. Изгибы формируются путем вытягивания материала вокруг вращающегося формирователя гибочного штампа. В частности, передняя касательная трубы или трубки удерживается в захватном рычаге гибочной матрицы Ercolina по мере того, как труба протягивается вокруг канавки гибочной матрицы и входит в нее.Матрица для встречного изгиба или пресс-матрица прикладывает к трубе противодействующее усилие, обеспечивая высокое качество гибки. Область контакта между вращающимся гибочным штампом и встречным гибочным штампом называется линией касания. Что отличает гибку с вращающейся вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить гибы труб высшего качества.
Этот контроль помогает производить гибы труб высшего качества.
Подробнее о ротационных гибочных станках Ercolina
Ротационные гибочные станки являются наиболее популярными машинами для использования в гибке труб, труб и твердых тел для таких применений, как: поручни, колена поручней и стены, поручни для инвалидов, рамы для мебели и вывесок, нестандартные детали автомобилей, такие как каркасы безопасности, щетки, нерф-бары, световые стойки, подножки и многое другое.Ротационно-гибочные станки Ercolina создают эстетически привлекательные изгибы, когда правильный инструмент соответствует области применения. Кроме того, во многих случаях стандартные стандартные инструменты Ercolina предлагаются с различными радиусами изгиба осевой линии, чтобы быстро адаптироваться к вашим задачам гибки. Стандартный инструмент для гибки часто можно слегка модифицировать, если это необходимо, чтобы удовлетворить особые требования к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями гибки.
Клиенты часто спрашивают, можно ли использовать станки и инструменты Ercolina для гибки алюминиевых и нержавеющих труб и труб. Ответ: «Да». и с отличными результатами. Гибочные матрицы Ercolina могут быть модифицированы для соответствия наиболее часто используемым материалам стальных, алюминиевых и нержавеющих труб.
Трубогибы Ercolina надежны
Нашим клиентам требуются надежные гибочные станки, способные производить высококачественную гибку, потому что нет ничего более важного, чем гибка с точностью и эффективностью.Машины Ercolina используются нашими клиентами во многих отраслях промышленности и настоятельно рекомендуются для гибки с вращающейся вытяжкой. С нашими моделями гибочных станков Super и Top вы можете точно контролировать процесс гибки труб от начала до конца. Ercolina предлагает модели станков для всех уровней производительности цеховой гибки от прототипа до серийного производства с ЧПУ или ЧПУ.
Быстрая и воспроизводимая качественная гибка
Конструкция трубогибочного станка Ercolina с вращающимся вытяжным устройством произвела новшество и изменила рынок, предлагая быструю и воспроизводимую качественную гибку по разумной цене. Наша компактная мощная конструкция обеспечивает большую производительность при изгибе и требует ограниченного пространства в цехе. Станки Ercolina изготавливаются из самых современных компонентов и доказали свою надежность, обеспечивая клиентам уверенность в течение многих лет гибочного производства. Для клиентов Ercolina это означает высококачественный продукт, дающий невероятные результаты. Станки Ercolina превосходят так называемые гибочные станки конкурентов, в которых используется устаревшая гидравлика и концевые выключатели для управления углами изгиба. Никаких медленных храповых движений, до середины изгиба требуется трудоемкая регулировка инструментов.Все гибочные станки Ercolina программируются на угол изгиба с компенсацией пружинения и полным изгибом до 180 градусов за один быстрый цикл.
Наша компактная мощная конструкция обеспечивает большую производительность при изгибе и требует ограниченного пространства в цехе. Станки Ercolina изготавливаются из самых современных компонентов и доказали свою надежность, обеспечивая клиентам уверенность в течение многих лет гибочного производства. Для клиентов Ercolina это означает высококачественный продукт, дающий невероятные результаты. Станки Ercolina превосходят так называемые гибочные станки конкурентов, в которых используется устаревшая гидравлика и концевые выключатели для управления углами изгиба. Никаких медленных храповых движений, до середины изгиба требуется трудоемкая регулировка инструментов.Все гибочные станки Ercolina программируются на угол изгиба с компенсацией пружинения и полным изгибом до 180 градусов за один быстрый цикл.
Почему сейчас самое время обновить цеховое трубогибочное оборудование?
Сегодняшнему заказчику-производителю требуются экономичные решения, чтобы конкурировать на существующих рынках, расширяя и улучшая свои текущие возможности. Производители, предлагающие услуги по гибке труб, часто увеличивают свою долю рынка и значимость для своих нынешних клиентов.С помощью трубогибочных станков Ercolina вы можете быстро производить гибку в своем цеху и экономить время и трудозатраты.
Производители, предлагающие услуги по гибке труб, часто увеличивают свою долю рынка и значимость для своих нынешних клиентов.С помощью трубогибочных станков Ercolina вы можете быстро производить гибку в своем цеху и экономить время и трудозатраты.
Ercolina и гибочного станка находится в пределах бюджета большинства клиентов. Хотя финансирование оборудования может быть сложной задачей, клиенты с правом кредита находят более конкурентоспособные арендные ставки и общую более низкую стоимость аренды. Для наибольшей финансовой гибкости CML USA, Inc. и Ercolina предлагают несколько вариантов аренды и сроков аренды в соответствии с вашими требованиями.Посетите нашу страницу «Варианты аренды», чтобы получить дополнительную информацию о доступных вариантах аренды и получить смету расходов.
Остались вопросы?
Если вам нужна помощь, чтобы определить, какие трубогибы и трубогибы Ercolina подходят для вашего цеха, наш высококвалифицированный персонал поможет вам с гибкой труб и труб. Позвоните (563) 391-7700 или свяжитесь с нами.
Позвоните (563) 391-7700 или свяжитесь с нами.
Наши трубогибочные станки могут специализироваться, например, на следующих применениях.Если вам нужно специальное решение для гибки или правки труб, вероятно, Stierli Bieger сделает это.
Гибка газовых и водопроводных труб
Газовые и водопроводные трубы можно сгибать на гибочном станке Stierli с использованием стандартных инструментов для гибки труб. Для каждого размера трубы используется отдельный гибочный сегмент.
Наряду с трубами, соответствующими DIN EN _______, трубы для перил также можно сгибать без оправки. Однако эти трубы имеют больший радиус изгиба.
Изгиб нержавеющих труб невозможен. Такие трубы необходимо всегда сгибать на дорновом гибочном станке.
Гибка газовых труб на стандартном трубогибе выполняется быстрее, чем на станке для гибки на оправке.
Гибка прямоугольных/квадратных труб
Гибка прямоугольных или квадратных труб может осуществляться специальным инструментом. При этом трубка слегка сжимается внутри, чтобы материал мог течь.
При этом трубка слегка сжимается внутри, чтобы материал мог течь.
Эта процедура гибки труб очень экономична и быстрее, чем гибочная машина на оправке.
Американский отвод
При гибке квадратных или прямоугольных труб внутренняя часть слегка сжимается, чтобы материал мог течь контролируемым образом. Это также известно как «американский изгиб трубы».
Эта процедура часто используется, когда такие трубы требуют экономичной гибки. Таким образом, не требуется дорогой станок для гибки на оправке, а процесс гибки также ускоряется.
Трубы для правки
Трубы могут быть сплющены в металлической или стальной конструкции.Сплющенные трубы можно использовать, например, для изготовления распорок.
Гибка тяжелых труб большого диаметра до 400 мм
3-валковые гибочные станки для большего диапазона диаметров очень дороги или даже не производятся производителями 3-валковых гибочных станков.
Если радиус изгиба не должен быть слишком мал, такую трубу можно также поэтапно согнуть с помощью гибочного пресса Stierli.
Большие диаметры > 400 мм по запросу.
Складные трубы
Мы разработали решения для гибки труб в металлических и стальных конструкциях. В результате можно сэкономить трудоемкие работы по распиловке и сварке.
Процесс гибки труб волочением
Можно гнуть более тонкие трубы и меньшие радиусы, чем на стандартном трубогибочном станке (процесс гибки труб под давлением). Процесс гибки труб волочением имеет несколько больше возможных применений, чем процесс гибки давлением.
Для гибки труб мы могли бы порекомендовать вам, например, следующие машины:
Наиболее полное руководство по трубогибочному станку
1)Что означает гибка на оправке?
Гибка на оправке — это метод введения стальных стержней в трубу для обеспечения поддержки во время гибки.Этот метод может идеально согнуть трубку, предотвратить сплющивание трубки и позволяет сгибать трубку без складок или перегибов.
Не для всех гибок труб требуется оправка. Как правило, трубы меньшего диаметра (например, трубы диаметром 6-8 мм) имеют большую опору сами по себе и не требуют использования оправки. Кроме того, для некоторых оцинкованных труб и железных труб с большим радиусом изгиба и толстой стенкой оправка не требуется. Однако для тонкостенных труб с малым радиусом изгиба и большим диаметром внутреннюю стенку трубы следует поддерживать оправкой, чтобы ее поперечное сечение не стало эллиптическим и не сморщилось внутри.
2) Когда нужна оправка?
Компания Hippo обобщила формулу, основанную на многолетнем практическом опыте, которая может помочь вам быстро определить, нужна ли оправка для выполнения гибки.
D — внешний диаметр трубы, T — толщина стенки трубы, R — радиус изгиба. Сложность гибки трубы зависит от толщины стенки и радиуса гиба трубы. Чем меньше толщина стенки и меньше радиус, тем сложнее ее обрабатывать.
В качестве параметров процесса гибки мы используем относительную толщину стенки tx = t / D и относительный радиус изгиба Rx = R / D. Для трубных фитингов с Rx>3D и tx>0,04 можно использовать стандартные инструменты. Для трубных фитингов с Rx <3D и tx <0,04D могут быть добавлены оправки, зачистной штамп и другие технические меры для обеспечения качества гибки.
Для трубных фитингов с Rx>3D и tx>0,04 можно использовать стандартные инструменты. Для трубных фитингов с Rx <3D и tx <0,04D могут быть добавлены оправки, зачистной штамп и другие технические меры для обеспечения качества гибки.
3)Как правильно выбрать оправку?
Поскольку гибка на оправке относительно технически сложна, как правильно использовать гибку на оправке для повышения качества гибки?
① Во-первых, необходимо определить тип оправки.
В целом оправки можно разделить на две категории: твердые оправки и мягкие оправки.
Для жестких оправок цилиндрическая оправка (или цилиндрическая оправка с шаровой головкой) имеет простую форму и проста в изготовлении, поэтому она более распространена, чем когтеобразные оправки.
Для мягких оправок оправка со сферическим узлом очень гибкая, может поворачиваться в любом направлении и адаптироваться к различным деформациям. Поэтому оправку со сферическим узлом часто применяют при гибке тонкостенных труб или труб с малым радиусом изгиба.
В то же время мы должны определить количество шаровых шарниров в соответствии с различными относительными радиусами изгиба, относительной толщиной стенки трубы и углами изгиба. Если количество шаровых шарниров мало, ожидаемого эффекта достичь не удастся; Если количество большое, то это сложно в изготовлении и трубе неудобно проникать.
② Во-вторых, определить размер шара оправки.
Зазор между оправкой и внутренним диаметром трубы также является важным фактором, влияющим на качество гибки.Если диаметр шарика оправки слишком мал, внутри трубки могут возникнуть волнообразные морщины, которые не могут играть роль в предотвращении сплющивания трубки снаружи; Если диаметр большой или шарик оправки снаружи недостаточно гладкий, стенка трубы будет натянута или даже сломается.
Одним словом, выбор подходящего диаметра оправки и ее адекватная смазка являются обязательными элементами для обеспечения качества гибки.
Вы можете обратиться к следующей эмпирической формуле: d ≈ (0. от 94 до 0,98) D, чтобы определить размер шарика оправки.
от 94 до 0,98) D, чтобы определить размер шарика оправки.
d- диаметр оправки
D- размер внутреннего диаметра трубы.
③ В-третьих, обеспечить прочность и смазку оправки.
Во избежание царапин на внутренней стенке трубы оправка должна быть достаточно прочной, тщательно очищенной от заусенцев и отполированной; внутренний просвет трубки также тщательно очищают и, при необходимости, мокро-продувают песком. Оправка также должна быть достаточно жесткой, чтобы избежать складок, вызванных тряской, и следует использовать подходящую смазку.
4) Как правильно использовать оправку
Положение, в котором оправка входит в трубу и начинает изгибаться, серьезно влияет на качество гнутой трубы.
Если место прокола находится слишком далеко вперед, внешний материал трубы может легко растянуться и может стать тоньше.
Если положение проникновения находится слишком далеко назад, соответствующий поддерживающий эффект не может быть достигнут, и трубка легко складывается и даже образует морщины на внутренней стороне.
Итак, как же нам все правильно сделать? Фактически, мы можем объединить формулу, чтобы выбрать: e ≤ (1/4 ~ 1/2) D. Буква e в формуле обозначает положение, при котором оправка входит в трубу в начале изгиба, буква D обозначает внутренний диаметр трубы. тогда конкретное значение может быть получено расчетным путем.
Наконец, после определения масштаба положения, мы должны сначала провести пробный изгиб на основе этого значения. В процессе пробной гибки внесите соответствующие коррективы в соответствии с конкретными условиями, чтобы оправка достигла соответствующего положения.Таким образом, полученные продукты гибки могут быть удовлетворительными.
Кроме того, при гибке квадратных (прямоугольных) труб формы поперечного сечения пресс-формы и оправки отличаются от круглой стальной трубы, но выбор и использование оправки и метод гибки в основном одинаковы.
5)Почему после использования оправки на изгибе остаются морщины?
Иногда даже при использовании оправки при изгибе трубы возникают складки.
Ниже приведены шесть основных причин складок при изгибе труб:
①Труба скользит в зажимной матрице
②Оправка находится недостаточно далеко
③Грибка установлена неправильно
④ Матрица очистителя изношена или нет подходит
⑤Зазор между стержнем оправки и трубкой слишком велик
⑥Неправильное или чрезмерное количество смазки
Если и оправка, и гребенка на месте, проверьте давление внутри.Возможно, вам придется приложить большее усилие к штампам, чтобы удержать трубку. Медленно корректируйте, пока не исчезнут морщины.
Понимание гибки труб и наиболее известных промышленных применений
Что такое гибка труб?
Гибка труб или гибка труб — это один из основных процессов механической обработки, который даже работники отрасли иногда считают само собой разумеющимся. По определению, гибкой труб считается любой процесс формовки металла, используемый для постоянной формовки труб или трубок. Эта процедура обработки может быть процессом гибки с привязкой к форме или произвольной формы.
Эта процедура обработки может быть процессом гибки с привязкой к форме или произвольной формы.
После того, как труба изготовлена, она обычно должна подвергаться операциям после изготовления, чтобы превратиться в пригодный для использования продукт. Сгибание является одной из самых распространенных из этих процедур. Это может быть выполнено либо вручную, либо с помощью станков для гибки труб с компьютерным управлением с использованием метода холодной или горячей штамповки. Гибка труб — это метод обработки, используемый в различных процессах обработки металлов давлением для повышения квалификации в области производства сантехники.Труба может быть согнута в разные стороны и под разными углами.
В зависимости от используемой процедуры гибки механические и физические свойства исходного материала могут быть изменены. Самая простая кривая может повернуть трубу на угол 90 градусов, образуя изгиб, но трубогибочные станки предлагают гораздо больше возможностей и переменных. Кроме того, гибку труб можно выполнять в нескольких других геометриях, включая 2D и 3D размеры.
Кроме того, гибку труб можно выполнять в нескольких других геометриях, включая 2D и 3D размеры.
Процессы гибки труб
Процесс гибки труб начинается с загрузки трубы или трубки в трубогибочный станок и ее зажима между двумя матрицами – зажимным блоком и формующей матрицей.Две другие матрицы свободно удерживают саму трубу – нажимная и грязесъемная.
Процедура гибки труб включает в себя использование механической силы для прижатия стандартной трубы или трубки к матрице, заставляя трубу или трубку приспосабливаться к форме матрицы. Обычно стандартная труба удерживается на месте, пока ее конец вращается и обкатывается вокруг матрицы станка. Различные формы обработки труб включают проталкивание стандартной трубы через ролики, которые сгибают ее в простую кривую. При многократных процессах гибки труб внутрь трубы помещается оправка, чтобы предотвратить разрушение.Труба удерживается в натяжении с помощью грязесъемной матрицы, чтобы предотвратить любое повреждение во время нагрузки. Матрица стеклоочистителя обычно изготавливается из более мягких материалов, таких как алюминий или латунь, чтобы не повредить и не поцарапать изгибаемый материал.
Матрица стеклоочистителя обычно изготавливается из более мягких материалов, таких как алюминий или латунь, чтобы не повредить и не поцарапать изгибаемый материал.
Трубогибочные машины могут быть с приводом от человека, с гидравлическим, гидравлическим, пневматическим приводом или могут работать с электрическим серводвигателем. Процессы гибки труб включают гибку на прессе, гибку с вращательным вытягиванием, гибку вальцами и индукционную гибку.
Промышленное применение техники
Гибка труб и труб имеет жизненно важное значение для самых разных отраслей промышленности.Они широко используются во всем, от автомобильной промышленности до авиации, судостроения, аэрокосмической промышленности, нефти и газа и т. д. Автомобильный сектор в значительной степени зависит от станков для гибки оправки, чтобы минимизировать овальность тонкостенных труб при их изгибе. Современные трубогибочные станки также могут помочь устранить морщины на внутреннем радиусе изгиба.
Две другие отрасли промышленности, которые полагаются на высококачественную гибку труб, — это аэрокосмическая и авиационная отрасли. В этих двух отраслях изгибы должны быть точными на 100 %, так как нет места для ошибки.В аэрокосмической отрасли особенно важно создавать кривые с высочайшей точностью.
В этих двух отраслях изгибы должны быть точными на 100 %, так как нет места для ошибки.В аэрокосмической отрасли особенно важно создавать кривые с высочайшей точностью.
Различные изделия из гнутого металла, от обработки труб до конструкционных акцентов, обеспечивают высокие результаты и выдерживают самые сложные промышленные и коммерческие условия. Корпорации-гиганты из различных отраслей промышленности работают со сторонними компаниями по гибке труб, труб и профилей, чтобы обеспечить быстрое выполнение работ, жесткие допуски и гарантированный контроль качества.
От изогнутых труб и отводов труб до сложных проектов по гибке под углом, в промышленности используется этот метод обработки для производства:
- Гибка и прокатка конструкционной стали
- Морское и нефтехимическое оборудование
- Гнутые металлы для оборудования игровых площадок
- Гнутые металлы для тренажеров
- Трубы, трубки и другие металлические компоненты ОВКВ и холодильного оборудования
- Транспортное оборудование
- Сельскохозяйственное оборудование
- Системы пневмотранспорта
- Воздуховоды для перерабатывающих предприятий
- Резервуары и стальные опоры для сосудов
- Уличные фонари и указатели
- Строительные и архитектурные акценты
- Различные компоненты мебели
Уже много лет трубо- и профильно-гибочные станки с цифровым управлением отвечают самым высоким техническим возможностям и требованиям к качеству. Процесс гибки труб используется практически во всех сегментах металлообрабатывающей промышленности.
Процесс гибки труб используется практически во всех сегментах металлообрабатывающей промышленности.
Вот четыре основных сектора, в которых используется технология гибки труб.
Аэрокосмическая промышленность
Одной из наиболее важных задач в аэрокосмической отрасли является создание прочных и прочных гибов, превышающих стандартные отраслевые спецификации. Аэрокосмические компании используют различные профильно-гибочные станки для производства гидравлических линий, выхлопных систем, труб двигателей, каркасов сидений и топливопроводов.
Автомобильная промышленность
Прецизионная гибка автомобилей, от различных компонентов интерьера до проворачивания топливопроводов, требует высочайшей точности и повторяемости, чтобы удовлетворить большие объемы требований производителей автомобилей. Потребности в гибке автомобилей постоянно меняются, поскольку сложные компоненты и системы выхлопной системы должны постоянно развиваться и вписываться в меньшие и более узкие места для производства современных суперкаров.
Для получения требуемых точных изгибов, как правило, на трубах малого радиуса с уменьшающейся толщиной материала, инженеры-механики обычно используют процесс, называемый ускоренным изгибом.Ускоренная гибка — это процедура, при которой материал проталкивается в инструменты во время выполнения гибки. Ускоренная гибка помогает обеспечить точную и точную гибку без поломки трубы или профиля. Этот тип гибки играет жизненно важную роль в автомобильных решениях для создания автомобильных выхлопных систем, тормозных и топливных магистралей, каркасов сидений, структурных компонентов и систем охлаждения.
Промышленность тяжелых грузовиков
В производстве большегрузных автомобилей небольшие и точные радиусные изгибы часто выполняются на трубах и трубопроводах, из которых трудно согнуть, таких как нержавеющая сталь 409 и 304.Эти материалы могут быть согнуты только с помощью высококачественного гибочного станка, поскольку для них требуются высокопрочные трубы большого диаметра. Станки для гибки труб и профилей используются для изготовления топливопроводов для тяжелых грузовиков, труб двигателей, многих конструкционных компонентов и других нестандартных изделий.
Станки для гибки труб и профилей используются для изготовления топливопроводов для тяжелых грузовиков, труб двигателей, многих конструкционных компонентов и других нестандартных изделий.
Судостроительная промышленность
Существует полный перечень услуг и решений по гибке, используемых в судостроительной отрасли, от небольших судов до торговых судов. Техника механической обработки используется для создания гидравлических линий, выхлопных систем, топливных и водопроводных линий.
Заключительные слова
Если обычные колена под углом 90 градусов не подходят для конструкции вашей системы или требований к пространству, изогнутые трубы, трубы и профили являются отличным вариантом разводки. Благодаря глубокому пониманию термина, процесса и его промышленного применения теперь вы знаете, что довольно просто найти решение для труб, труб и профилей всех размеров.
Другие статьи от Industry Tap…
4 Ключевые точки Холодная гибка и горячая гибка при гибке труб
Перед гибкой труб и ТРУБ
ЗАЧЕМ ИСПОЛЬЗОВАТЬ ГНУТЫЕ ТРУБЫ И ТРУБЫ?
Гибка труб позволяет системам свести к минимуму изменения давления, продолжая прокладывать материалы через сложные системы трубопроводов.
Огромное разнообразие размеров и материалов отводов труб также делает их пригодными для прокладки любых материалов, от горячих или едких жидкостей до поддержания давления и движения жидкостей с высокой вязкостью или жидкостей с взвешенными твердыми частицами, таких как трубопроводы для пульпы нефтеносных песков, содержащей высокую концентрацию кремнезема. песок.
Наконец, поскольку большинство методов гибки труб достаточно экономичны, использование гнутых труб и трубок окажет минимальное влияние на общий бюджет проектирования при использовании идеальной длины и размера для вашего применения.
Поскольку большинство изогнутых труб не изменяют концы трубопровода, изгибы труб часто легко реализовать в технологической системе с использованием стандартных процессов сварки, фланцев или других методов соединения.
Видео роликовой гибки трубы
горячая гибка и холодная гибка.
Гибка труб — это своего рода технология обработки при гибке профилей. Хорошая гибка труб – это искусство. Это требует, чтобы мы много думали, прежде чем выполнять сгибание.
При гибке трубы необходимо учитывать множество различных факторов, чтобы выполнить работу как можно лучше.
Вы должны убедиться, что у вас достаточно опыта, чтобы хорошо выполнять работу, у вас есть все необходимое оборудование и вы используете правильный метод гибки.
Существует много видов гибки, но самый простой метод классификации состоит в том, чтобы разделить их на горячую гибку и холодную гибку.
Как у горячей, так и у холодной гибки есть свои плюсы и минусы, в зависимости от типа материала, который необходимо согнуть, и требуемого угла изгиба.
Методы холодной гибки часто полагаются на чистую физическую силу, чтобы помочь придать трубе ее окончательную форму, в то время как методы горячей гибки используют осторожный нагрев для уменьшения требуемой силы.
Каждый метод имеет уникальные преимущества и определяет возможную степень изгиба и окончательную форму трубы.
Холодная гибка
Холодная гибка относится ко всем типам гибки, при которых для гибки трубы не используется дополнительное тепло.
Холодная гибка выполняется машинами без нагрева материала, подлежащего гибке. Эти машины обычно оборачивают трубу или лист материала вокруг формы с силой, которая заставляет трубу изгибаться.
Этот процесс выполняется быстро, и материалы не требуют последующего охлаждения; однако холодное изгибание может иметь недостатки, если материалы хрупкие.
Холодная гибка труб
Холодная гибка относится ко всем типам гибки, при которых для гибки труб не используется дополнительное тепло. Процедура обычно выполняется путем оборачивания трубы или другого материала вокруг штампа или формы, которая заставляет трубу изгибаться.
Процедура обычно выполняется путем оборачивания трубы или другого материала вокруг штампа или формы, которая заставляет трубу изгибаться.
Холодная гибка трубы процедура гибки является довольно быстрой и тем более, что она не требует охлаждения или какого-либо особого ухода после выполнения гибки. Поскольку машины, используемые для холодной гибки, в целом не очень дороги, поскольку они не особенно сложны или продвинуты, холодная гибка может быть хорошим вариантом для небольших компаний, у которых нет большого бюджета.Это также может быть хорошим методом для компаний, которые не специализируются на гибке, но должны выполнять ее только время от времени.
Отрицательным моментом всех видов холодной гибки является невозможность гибки радикально. В большинстве случаев вам придется заполнить машину наполнителем, например песком, чтобы труба не помялась и не сломалась из-за радикального угла.
Машина для холодной гибки и машина для горячей гибки
Обычно заготовки гнут в холодных условиях ( гибка труб в холодном состоянии ).
Заготовку следует нагревать только при работе с очень толстым листовым металлом или очень маленькими радиусами изгиба, чтобы снизить требуемые изгибающие усилия и избежать хрупкости материала из-за низкой температуры.
Оборудование для холодной гибки обычно дешевле, чем оборудование для горячей гибки, поскольку оно менее сложное. Это может сделать его привлекательным вариантом для небольших компаний.
Рекомендации по профилировочному станку для гибки труб и труб
ПРОЦЕССЫ ХОЛОДНОЙ ГИБКИ ТРУБ
Гибка с помощью вращательного вытягивания: Труба или трубка изгибаются с использованием комбинации штампов и других различных компонентов, работающих во вращательном действии.Это действие вытягивает трубу или трубку вперед, делая желаемый изгиб. Вращательно-вытяжная гибка также может использовать оправки.
Роликовая гибка: Используемый, когда требуются изгибы или изгибы большого радиуса, этот метод пропускает кусок трубы или трубки через серию из трех роликов в конфигурации пирамиды для получения желаемой кривой.
Изгиб на оправке: Оправка помещается внутрь изгибаемой трубы или трубы, особенно в случае материалов с более тонкими стенками, для предотвращения дефектов, которые могут возникнуть при изгибе детали, таких как волнистость, сплющивание или разрушение.
Гибка сжатием: Сгибание трубы с использованием стационарной матрицы, в то время как контрматрица изгибает материал вокруг неподвижной матрицы.
Четыре наиболее распространенных типа трубогибочных станков холодного сечения
Четыре наиболее распространенных типа станков для гибки профильных труб: гидравлические, электрические, ручные и механические. Гидравлический блок чрезвычайно прочен и прочен и может создавать точные углы с толстыми стенками в больших трубах. Электрические трубогибочные станки имеют электрические зубчатые передачи и обычно программируются, что делает их идеальными для выполнения нескольких итераций одного и того же изгиба.
Трубогибочный станок с ручным управлением дешев, прост в транспортировке и управлении, и может выполнять многие задачи по гибке при достаточном количестве смазки. Ручная гибка – это вид искусства. Это требует некоторых навыков, но позволяет создавать нестандартные формы. По углам изгиба механические модели находятся где-то между гидравлическими и ручными.
Ручная гибка – это вид искусства. Это требует некоторых навыков, но позволяет создавать нестандартные формы. По углам изгиба механические модели находятся где-то между гидравлическими и ручными.
Применение станков для гибки профильных труб
Универсальный гидравлический профильный трубогибочный станок может использоваться во многих областях, от автомобилестроения до дизайна интерьеров.Некоторые примеры готовых изделий, которые могут быть изготовлены на трубогибочных станках с числом осей от 1 до 12, в зависимости от требуемой степени автоматизации. Некоторые из приложений включают в себя:
- Гидравлические соединения и системы
- Топливопроводы для дизельных двигателей
- Аксессуары для мотоциклов и скутеров
- Мебель и аксессуары из железа, стали и алюминия
- Мебель для магазинов, офисных зданий, больниц и т. д.
- Детские игровые площадки и тренажеры
- Вытяжки
- Ручки
- Оборудование для пищевой промышленности
КОМУ НУЖНА ХОЛОДНАЯ ГИБКА?
Холодногнутая сталь имеет множество применений.
- Гнутая сталь, полученная методом холодной гибки, часто используется при строительстве зданий и мостов и особенно впечатляет, когда ее оставляют на виду;
- Судостроители, железные дороги и производители автомобилей также используют холодногнутые стальные изделия;
- Нефтехимическая промышленность использует изогнутые и змеевиковые трубы для обработки и транспортировки своей продукции;
- Холодногнутая сталь также имеет множество других применений в промышленности и пищевой промышленности.
Особенности гибки труб при холодной гибке
Холодная гибка гибочных трубПроцесс холодной гибки обычно выполняется путем оборачивания трубы или другого материала вокруг формы или формы, в результате чего труба изгибается.Процесс довольно быстрый, или даже быстрее, потому что нет необходимости в охлаждении или какой-либо специальной обработке после выполнения гибки.
Поскольку машины, используемые для холодной гибки, как правило, не очень дороги и не отличаются особой сложностью или продвинутостью, холодная гибка является хорошим выбором для небольших компаний с небольшим бюджетом.
Это также хороший метод для компаний, которые не специализируются на гибке, но должны делать это время от времени.
Преимущества холодной гибки труб
Свойства металлов
Холодная гибка гибочных трубИз-за деформационного упрочнения металла при холодной гибке металлическая труба после холодной гибки намного тверже, чем металлическая труба после горячей гибки, но холодная гибка не разрушит первоначальные свойства металла. После холодной гибки нет необходимости очищать и удалять оксидную окалину, а также не будет термической деформации.
Потребление энергии
По сравнению с горячей гибкой, холодная гибка требует большей силы изгиба, а пружинение и остаточное напряжение значительно увеличиваются.А холодный изгиб не может сгибать острые изгибы с малым радиусом кривизны.
Недостатки холодной гибки
Недостатком всех видов холодной гибки является невозможность согнуть полностью.
Станок для гибки квадратных трубГорячая гибка
Горячая гибка обычно относится к различным типам индукционной гибки. Горячая гибка очень эффективна при гибке труб, потому что она выполняется быстро, точно и делает мало ошибок.
Горячая гибка очень эффективна при гибке труб, потому что она выполняется быстро, точно и делает мало ошибок.
- процесс горячей гибки труб
- процесс горячей гибки труб
В процессе индукционной гибки, также известной как высокочастотная гибка, инкрементальная гибка или горячая гибка, используются индукторы для локального нагрева стали посредством индукции.В результате в изгибаемой форме образуется узкая полоса нагрева. Форма прочно удерживается зажимом на нужном радиусе, который крепится на свободно вращающемся рычаге. Форма проталкивается через индуктор с помощью точной системы привода, которая заставляет горячую секцию формировать индукционный изгиб с заданным радиусом. Затем изогнутая часть охлаждается водой, принудительным или неподвижным воздухом, чтобы зафиксировать форму изгиба.
Горячая гибка труб
Горячая гибка обычно относится только к различным типам индукционной гибки.
Индукционная гибка является высокоэффективным способом гибки труб, так как он быстрый, точный и с минимальным количеством ошибок. Процесс индукционной гибки осуществляется путем нагревания определенной точки трубы, после чего ее можно согнуть без особых усилий. Он не требует какого-либо наполнителя, а результат изгиба сводит искажения к минимуму.
Многие индукционные гибочные станки также выбрали этот тип гибки из-за его достаточной энергозатратности.После того, как процесс нагрева завершен, гибка не занимает много времени.
Особенности гибки труб для горячей гибки
Индукционная гибка — очень эффективный метод гибки труб, поскольку он быстрый, точный и почти безошибочный.
Процесс индукционной гибки осуществляется путем нагревания определенной точки трубы, которую затем можно легко согнуть. Он не требует какого-либо наполнителя, а результат изгиба сводит деформацию к минимуму.
Многие индукционные гибочные машины также выбирают этот тип гибки из-за его достаточной энергии. Процесс нагрева – самый трудоемкий элемент процесса, после завершения процесса нагрева гибка вообще не требует много времени.
Преимущества горячей гибки труб
Горячая гибка обладает несравненной технологичностью холодной гибки.
- Например, расстояние по прямой линии между двумя соседними отводами на трубе может быть небольшим, и даже непрерывный изгиб может выполняться без оставления прямых участков трубы;
- Может перерабатывать материалы с низкой пластичностью в холодном состоянии в отводы;
- Он может обрабатывать отводы, требующие большой механической энергии при холодной гибке, и может гнуть хрупкие материалы, которые легко ломаются при холодной гибке. Горячая гибка может быть изогнута в колено малого радиуса на трубе.
- Для труб из углеродистой стали и большинства труб из легированной стали радиус изгиба при горячем изгибе намного меньше, чем при холодном изгибе, а радиус изгиба может составлять от 0,7 до 1,5 наружного диаметра трубы.
 Горячая гибка может быть изогнута в колено малого радиуса на трубе.
Горячая гибка может быть изогнута в колено малого радиуса на трубе.Недостатки горячей гибки
- Недостатком горячей гибки может быть то, что материал необходимо охлаждать позже, что увеличивает время, затрачиваемое на каждую трубу, а машины, как правило, дороже, чем оборудование для холодной гибки.
- Отрицательными аспектами горячей гибки могут быть то, что материал после этого должен охлаждаться, что увеличивает время, затрачиваемое на каждую трубу, и то, что машины, как правило, дороже, чем устройства для холодной гибки.
- Оборудование сложное, стоимость обработки высокая, эффективность производства низкая, качество поверхности низкое.
- Для медных труб используется процесс холодной гибки, что исключает возможность «водородной болезни» за счет исключения высокотемпературного нагрева.

Индукционные трубы и трубки Гибка
Горячая гибка или индукционная гибка:
Хотя существуют небольшие различия в различных методах горячей гибки труб, почти все они представляют собой форму индукционной гибки.
Этот метод точно нагревает трубу с помощью катушки индукционного нагрева перед приложением давления, чтобы сделать предполагаемый изгиб.
- Трубогибочный станок для горячей гибки
- Индукционный трубогибочный станок
Он требует гораздо меньше физической силы, чем методы холодной гибки, и может производить гибки такого же или более высокого качества без наполнителей, оправок или других добавок, используемых для предотвращения деформации.
Что такое индукционная гибка?
Индукционная гибка – это точно контролируемый и эффективный метод гибки трубопроводов. В процессе индукционной гибки применяется локальный нагрев с использованием индуцированной высокой частоты электроэнергии. Трубы, трубки и даже конструктивные элементы (швеллеры, W и H профили) можно эффективно сгибать на индукционном гибочном станке. Индукционная гибка также известна как горячая гибка, поэтапная гибка или высокочастотная гибка. Для больших диаметров труб, когда методы холодной гибки ограничены, наиболее предпочтительным вариантом является индукционная гибка.Вокруг изгибаемой трубы размещается индукционная катушка, которая нагревает окружность трубы в диапазоне 850 – 1100 градусов Цельсия.
Трубы, трубки и даже конструктивные элементы (швеллеры, W и H профили) можно эффективно сгибать на индукционном гибочном станке. Индукционная гибка также известна как горячая гибка, поэтапная гибка или высокочастотная гибка. Для больших диаметров труб, когда методы холодной гибки ограничены, наиболее предпочтительным вариантом является индукционная гибка.Вокруг изгибаемой трубы размещается индукционная катушка, которая нагревает окружность трубы в диапазоне 850 – 1100 градусов Цельсия.
Процесс индукционной гибки
Следующие шаги выполняются для индукционной гибки трубопровода или трубопроводной системы:
- Предварительно осмотренная труба или трубопровод, подлежащий гибке, помещается в станину станка и зажимается гидравлически.
- Вокруг трубы монтируются катушки индукционного нагрева и катушки охлаждения. Для обеспечения равномерного нагрева индукционную катушку можно регулировать движением в 3 плоскостях.
- Путем регулировки радиусного рычага и переднего зажима можно зафиксировать требуемый радиус изгиба. Имеется один указатель для отображения правильного угла поворота.
- Длины дуг отмечены на трубе. Трубу можно перемещать медленно, в то время как усилие изгиба прикладывается с помощью рычага с фиксированным радиусом.
- После того, как все настроено в соответствии с требованиями, проверяются гидравлическое давление, уровень воды и переключатели, а затем начинается операция индукционной гибки.
- При достижении требуемого температурного диапазона трубу медленно продвигают вперед со скоростью 10-40 мм/мин, а при достижении заданного угла изгиба и заданной длины дуги работа останавливается.
- Сразу за индукционной катушкой нагретый материал трубы охлаждается с помощью струи воды на внешней поверхности трубы.
- На следующем этапе индукционный изгиб снимается и отправляется на проверку и измерение допусков.
- Завершающим этапом индукционной гибки является термообработка после гибки для снятия напряжения, нормализации и т. д.
 Имеется один указатель для отображения правильного угла поворота.
Имеется один указатель для отображения правильного угла поворота. Индукционная гибка обычно производится со стандартными углами гибки (например, 45°, 90° и т. д.). Однако, в зависимости от требований, они могут быть изготовлены на заказ с определенными углами изгиба.Также возможно выполнение сложных неплоских изгибов в одном стыке трубы. Радиус изгиба для индукционной гибки указывается в зависимости от номинального диаметра трубы (D), например, для изгибов 5D, 30D, 60D и т. д. На рис. 2 ниже представлена схема механизма индукционной гибки.
д.). Однако, в зависимости от требований, они могут быть изготовлены на заказ с определенными углами изгиба.Также возможно выполнение сложных неплоских изгибов в одном стыке трубы. Радиус изгиба для индукционной гибки указывается в зависимости от номинального диаметра трубы (D), например, для изгибов 5D, 30D, 60D и т. д. На рис. 2 ниже представлена схема механизма индукционной гибки.
Семь важных параметров, влияющих на процесс индукционной гибки квадратных труб
- Диаметр трубы
- Загрязнение поверхности
- Параметры процесса, такие как температура, скорость, скорость охлаждения и т. д.
Стандарты индукционной гибки
Поскольку сложный процесс индукционной гибки включает в себя различные этапы изготовления гибки, он должен точно контролироваться для производства качественных изделий. Этот процесс регулируется различными кодексами и стандартами. Наиболее распространенными и широко используемыми стандартами для индукционных гибов являются ASME B16. 49 и ISO 15590-1 (en).
49 и ISO 15590-1 (en).
Преимущества индукционной гибки
Основные преимущества индукционной гибки:
- Экономическая эффективность.Прямой материал менее затратен, чем стандартные компоненты (например, колена), а изгибы могут быть изготовлены быстрее, чем стандартные компоненты могут быть сварены.
- Колена часто можно заменить индукционными коленами большего радиуса, что снижает трение, износ и требуемую производительность насоса.
- Индукционная гибка уменьшает количество сварных швов в системе.
- Отсутствие сварных швов в критических точках благодаря касательным.
- Меньше неразрушающего контроля, экономия затрат.
- Индукционные отводы прочнее, чем отводы с одинаковой толщиной стенки
- Запас отводов и стандартных отводов может быть значительно уменьшен.
- Прямая труба более доступна, чем колена, что сокращает время выхода на рынок
- Индукционные отводы могут быть изготовлены из того же основного материала, что и прямая труба.
- Меньший риск утонения стенки и деформации поперечного сечения
- Тонкостенные трубы легко сгибаются.
- Одинаковая твердость и толщина.
- Трубка без складок.
- Для индукционной гибки требуется только прямая труба.
- Точный радиус и угол изгиба.
- Индукционная гибка не требует гибочных штампов или оправок. Простой набор зажимов/индукторов охватывает широкий диапазон радиусов и толщин стенок.
- Процесс индукционной гибки является чистым процессом. Нет необходимости в смазочных материалах.
- Различные гибки: квадратная труба, плоский стержень, двутавр, двутавр, швеллер и т. д.

Применение индукционных гибок
Большинство индукционных отводов используется в трубопроводных системах для транспортировки жидкости и газа. Кроме того, они используются в приложениях, требующих точности и надежности изгибов большого диаметра, а также там, где требуется ламинарный плавный поток.Типичные области применения индукционных гибов включают следующие отрасли:
Индукционные изгибы применяются в следующих отраслях:
- Petrochemical
- Химический
- Генерация электроэнергии Гибочные материалы
- Низколегированные стали
- Высоколегированные стали
- Мелкозернистые стали
- Аустенитная
- Мартенситная
- Ферритная
- Дуплексная
- Специальные сплавы
- Плакированная труба
- Алюминий
- Титан
- БУДЕТЕННЫЕ: Коническое концом
- BBE: скос оба конца
- BLE: скос большой конец
- BOE
- BOE: скос один конец
- BSE: скос Малый конец
- BW: untweld 40233
- PE: простой конец
- PBE: Гладкие оба конца
- POE: Гладкий один конец
- TE: Резьбовой конец
- TBE: Резьба с обоих концов
- TLE: Резьба с большим концом
- TOE: Резьба с одного конца
- TSE: Резьба с малым концом
- Если вы хотите узнать больше об общих стандартах для концов труб, вы можете найти информацию от ASME ниже:
- АСМЭ В1. 1 – Унифицированная дюймовая резьба
- ASME B16.25 – Концы под приварку встык
- Изгиб трубы должен быть, насколько это возможно, холодным изгибом, а горячий изгиб допускается только при следующих условиях:
- Радиус изгиба трубы меньше радиуса изгиба, указанного для холодного изгиба, или меньше, чем радиус существующей формы.
- Форма трубы сложная или между отводами нет прямого участка трубы, поэтому ее нельзя затянуть на трубогибе.
- Если стенка трубы слишком тонкая, она подвержена большому смятию и складкам после холодной гибки.
- Для труб большего диаметра или редко используемых, такой формы в настоящее время нет.
- Когда стенка трубы слишком толстая для холодной штамповки.
Артикул:
ТЕОРИЯ ПРОЦЕССА ХОЛОДНОЙ ГИБКИ ТРУБ
VВидео холодногнутой стальной трубы Φ168 мм (Малайзия)
Видео холодногнутой стальной трубы Φ510 мм (ОАЭ)
Гибка труб и круглых труб, гибка круглых полых труб
CHS Сталь / СТАЛЬНЫЕ ТРУБЫ
Профилегибочный станок W24S-180 выполняет гибку стальных труб диаметром 168 мм в Малайзии.CHS ЗНАЧИТ «КРУГЛЫЕ ПОЛЫЕ СЕЧЕНИЯ»
Из всех стальных полых профилей первым появился круглый полый профиль. Секция CHS является общей чертой в самых разных операциях с конструкционной сталью и имеет множество применений в строительстве и механике. Последовательные и четкие линии стали CHS делают эту круглую трубу очень эстетичным выбором во многих строительных конструкциях.
СтальCHS популярна для изготовления перил, балюстрад и строительных лесов. Другие цели включают вывески, колонны, заборы и архитектурные элементы, такие как изгибающиеся стальные лестницы.
CHS можно точно контролировать и зачищать изнутри. Это позволяет трубе быть пригодной для гибки на оправке.Трубы и трубки также известны как HSS (полые конструкционные стали), как и трубы квадратного и прямоугольного сечения, поскольку они полые.
Несколько примеров гибки труб
- Гибка круглых труб от Ø 3 мм до Ø 500 мм
Гибка прессом
Отвод малого радиуса (мин. 1,25 x НД)
Отводы для общепромышленного применения.
Змеевик для теплообменника.Плоские, цилиндрические, конические, изогнутые пучки труб, …
Колено для пневмотранспорта
Перила, поручни и трубчатые арочные порталы
Трубчатые барьеры безопасности
Колено выхлопной трубы
Трубчатые перила и основание для сбалансированной лестницы.
Отвод для труб малой толщины
Промышленные объекты (химическая, нефтехимическая, фармацевтическая, пищевая и т. д.)
Сельскохозяйственная техника и оборудование - Железные дороги, военно-морской, военный, атомный и энергетический секторы
- Металлические конструкции
Производство металлических деталей мебели
Строительные металлоконструкции
Автомобильное оборудование и строительная техника
Производство оборудования для обеспечения безопасности и защиты
Производство котлов, производство тепла, производство холода
Системы пневмотранспорта
Видео о гибке труб
 youtube.com/embed/-5N61Occ3oU»>
youtube.com/embed/-5N61Occ3oU»> В зависимости от требований вашего проекта трубогибочный станок BIT может работать с различными материалами, включая углеродистую сталь, нержавеющую сталь, алюминий, титан и медь.
Круглая трубка хорошо поддается изгибу из-за симметрии детали и потому, что при использовании надлежащей трубки деталь можно хорошо загерметизировать, чтобы избежать овальности или других искажений. Вообще говоря, при гибке круглых труб более крутые изгибы более сложны; аналогично, чем тоньше стена, тем труднее изгиб. Тем не менее, при использовании правильных инструментов, оборудования и процедур превосходное качество может быть достигнуто даже при гибке тонкостенных круглых труб с малым радиусом.
Дополнительная литература: Разница между трубой и трубой
Таблица выбора углового гибочного станка BIT для гибки труб
Гибка труб и круглых полых труб
Профилегибочный станок серииBIT может сгибать все типы труб, включая алюминий, нержавеющую и углеродистую сталь.
Мы сгибаем даже специальные материалы, такие как медь, цирконий и титан.Трубы и шланги определяются по-разному. Труба НЕ определяется по внешнему диаметру материала и не определяется по легко определяемой толщине.
Информация о номинальном размере трубы
BIT предоставляет подробную информацию о номинальных размерах труб и характеристиках труб, а также содержит полную таблицу толщин и весов спецификаций 40 и 80.
Подобно квадратным и прямоугольным трубам, круглые трубы и трубы могут быть согнуты практически любым процессом гибки, имеющимся в нашем магазине.Процессы включают гибку вытягиванием, гибку вальцами, добавочную горячую гибку, добавочную холодную гибку и индукционную гибку. Единственным исключением является пластинчатый рулет.
Станок для гибки профилей серииW24s может сгибать все типы труб и труб, включая алюминий, нержавеющую и углеродистую сталь. Мы даже гнем специальные материалы, такие как (цирконий и титан).
Углеродная труба (производимая на заводе) классифицируется как ASTM A53 (чаще всего), в результате чего предел текучести (psi) составляет минимум 30 000 для марки A и 35 000 для марки B.Углеродные трубки (заводского производства) чаще всего классифицируются как ASTM A500B, в результате чего предел текучести (psi) составляет минимум 46 000 для класса B.Связанные материалы: Сходство между изгибом круглой и прямоугольной трубы
Трубы и трубы можно использовать практически в любых целях, но чаще всего они используются в качестве перил, изделий для отдыха (игровые площадки, стойки для велосипедов, стойки ворот), промышленных изделий (котловых труб, теплообменников, систем трубопроводов) и изогнутых элементов навесов и навесы.
Дополнительная литература: Квадратные и прямоугольные трубы также известны как HSS (полые конструкционные стали).
машина для гибки профильных труб Машина для холодной гибки труб серии W24S и MSМожет сгибать квадратную трубу в круг или дугу.
Сосредоточьтесь на диаметрах труб для гибки до 20 дюймов, с помощью комбинированной формы для гибки поперечного сечения можно сгибать различные профили, многоцелевой станок для гибки профилей.
- Труба. Диаметр (мм): Ø25-510
- Макс.Толщина стенки (мм): 1,5-20
- Изгиб. ДИАМЕТР (мм): Φ400-10000
Примечание: Большой гибочный станок для холодных труб может быть изготовлен по индивидуальному заказу.
ПОДРОБНЫЕ ПАРАМЕТРЫ
PB-25 C
Станок для холодной гибки труб с ЧПУВысокопроизводительный станок для холодной гибки труб, ЧПУ, несколько программ, несколько настроек угла, более простое управление и программные настройки.
Он широко используется и может использоваться в серийно выпускаемых или стандартизированных продуктах, таких как выхлопные трубы, сиденья, бамперы и вся стальная мебель.- Труба. Диа (мм): Ø18-168 9-168
- толщина стен (мм): 2-14 2 2-14
- АСМЭ В1.
- мин. Гибленый диаметр: 1.5D
- Максимальный углог изгиба (°): 0-200
- Длина стержня (мм): 1800-5000
- Труба. Диаметр (мм): Ø50-300
- Усилие по оси Y (тонн):10-70
- Минимальный диаметр трубы: 1/2 дюйма
- Максимальный диаметр трубы: 2 дюйма
- Минимальный размер квадратной трубы: 1 дюйм
- Максимальный размер квадратной трубы: 2 дюйма
- Максимальный угол изгиба: 180°
- Длина ручки: 41 дюйм
- Общая высота: 45 дюймов
- Площадь основания: 11-3/4″ x 11-3/4″
- Вес машины: 98 фунтов.
Технология индукционной гибки позволяет изгибать практически неограниченное количество материалов.
Единственным требованием является возможность индукционного нагрева.
Общие группы материалов:
Углеродистая сталь
Нержавеющие стали
Прочая
Правильное определение формулы гибки
Еще одним важным этапом подготовки к гибке является расчет формулы.Когда вы тратите время на расчет таких вещей, как момент инерции площади поперечного сечения трубы формы и размера, вы изгибаетесь, что может сэкономить много времени и усилий. Убедитесь, что у вас достаточно времени, чтобы заполнить все формулы гибки, которые помогут вам правильно настроить машину и предотвратить многие распространенные проблемы с гибкой труб до их возникновения.
В большинстве случаев изгибы труб измеряются по отношению к номинальному размеру или диаметру трубы (D).
Отводы с большим радиусом, например, имеют расстояние от конца до центра, равное 1,5 диаметра (иногда обозначается как >1,5D).
Отводы с коротким радиусом имеют расстояние от конца до центра, равное диаметру трубы.
Радиус осевой линии гнутых труб и трубок можно определить, умножив обозначение D на диаметр трубы.
Например, труба 5D с 10-дюймовым D будет иметь радиус центральной линии 50 дюймов.
180-градусные отводы труб используют другое измерение, основанное на расстоянии от центра к центру, чтобы обеспечить лучшее представление о необходимом пространстве и о том, как отводы труб будут вписываться в систему.
Как и в случае с отводами, умножение диаметра 180-градусного изгиба трубы на обозначение D даст вам расстояние от центра до центра.
Изгибы труб на 180 градусов с малым радиусом представляют собой 2D, а изгибы труб с большим радиусом — в 3D.
Это означает, что 4-дюймовая труба с коротким радиусом будет иметь расстояние от центра до центра 8 дюймов, в то время как та же 4-дюймовая труба с большим радиусом изгиба будет иметь расстояние от центра до центра 12 дюймов.
Независимо от того, идет ли речь об отводах или отводах на 180 градусов, тангенциальные концы индукционно изогнутых труб часто не подвергаются процессу гибки и могут быть согласованы с существующими трубопроводами по диаметру, фланцу, клапану или фитингу.
Хотя поначалу подгонка и определение размеров изогнутых труб могут показаться сложными, базовое понимание используемых измерений упрощает их согласование с существующей системой или интеграцию в новую конструкцию.
Подробнее ↗Здесь мы собрали несколько статей о холодной гибке на станции, надеюсь, они вам помогут.
Дальнейшее чтение: КОНЕЦ ТРУБ: ОПИСАНИЕ Несмотря на то, что размер является важным фактором при выборе фланцев, отводов и других компонентов вашего трубопровода, концы труб имеют решающее значение для обеспечения надлежащей посадки, герметичности и оптимальной производительности.
ОБЩИЕ КОНЦА ТРУБ
Тип выбранного конца трубы определяет, как он соединяется с другими компонентами и для каких применений и компонентов лучше всего подходит труба.
Концы труб обычно относятся к одной из четырех категорий:
Гладкие концы (PE)
Резьбовые концы (TE)
Скошенные концы (BW)
Механические соединения с канавками или концы с канавками
Одна труба также может иметь несколько типов концов. Это часто указывается в описании трубы или на этикетке.
Например, 3/4-дюймовая труба SMLS Schedule 80s A/SA312-TP316L TOE имеет резьбу на одном конце (TOE) и гладкую на другом.
Напротив, 3/4-дюймовая труба TBE SMLS Schedule 80s A/SA312-TP316L имеет резьбу на обоих концах (TBE).
ГЛАДКАЯ (ПЭ) ТРУБА ИСПОЛЬЗОВАНИЕ И СООБРАЖЕНИЯ
ТрубыPE имеют концы, обычно обрезанные под углом 90 градусов к участку трубы, что обеспечивает плоскую и ровную заделку.
В большинстве случаев трубы с гладкими концами используются в сочетании с накидными фланцами и фитингами и фланцами под приварку враструб.
Для обоих типов требуется угловая сварка на одной или обеих сторонах фитинга или фланца, а также у основания фитинга или фланца.
Там, где это применимо, гладкий конец обычно размещается на расстоянии ⅛ дюйма от места, где лежит труба, чтобы учесть тепловое расширение во время сварки.
Это делает их идеальными для систем трубопроводов малого диаметра.
РЕЗЬБОВОЙ КОНЕЦ (TE) ТРУБЫ ИСПОЛЬЗОВАНИЕ И СООБРАЖЕНИЯ
Обычно используемые для труб с номинальным размером три дюйма или меньше, трубы TE обеспечивают превосходное уплотнение.
Большинство труб используют стандарт Национальной трубной резьбы (NPT), который описывает коническую резьбу, используемую на трубе, с наиболее распространенным размером конусности 3/4 дюйма на фут.
Этот конус позволяет натягивать резьбу и обеспечивает более эффективное уплотнение.
Тем не менее, правильное соединение резьбы на ТЭ трубе необходимо, чтобы не повредить трубы, фитинги или фланцы.
Неправильная сборка или разборка может привести к истиранию или заклиниванию.
После разъединения повреждение резьбы или трубы может еще больше снизить коррозионную стойкость и гигиенические свойства — две популярные причины выбора трубы из нержавеющей стали.
К счастью, избежать этих опасностей часто так же просто, как подготовить резьбу перед сборкой.
Мы рекомендуем и продаем уплотнительную ленту для резьбы Unasco из нержавеющей стали.
Пропитанная никелевым порошком лента удерживает поверхности концов наружной и внутренней резьбы отдельно, а также смазывает соединение для облегчения сборки и разборки.
СО СКОЙКОЙ КОНЦА (BW) ТРУБЫ ИСПОЛЬЗОВАНИЕ И СООБРАЖЕНИЯ
Используемые со сваркой встык, фитинги BW обычно имеют скос под углом 37,5 градусов.
Эти фаски часто наносятся производителями вручную или с помощью автоматизированных процессов для обеспечения согласованности.
Это обеспечивает идеальное сочетание с трубными фитингами и фланцами BW и более легкую сварку.
КОНЦЕВАЯ ТРУБА С КАНАВКАМИ ИСПОЛЬЗОВАНИЕ И СООБРАЖЕНИЯ
В механических соединениях с канавками или на концах труб с канавками используется сформированная или обработанная канавка на конце трубы для установки прокладки.
Затем корпус вокруг прокладки затягивается, чтобы зафиксировать соединение и обеспечить оптимальное уплотнение и производительность.
Конструкция упрощает разборку и снижает риск повреждения компонентов трубопровода.
ОБЩИЕ СОКРАЩЕНИЯ И СТАНДАРТЫ НА КОНЦАХ ТРУБ
Концевые соединения труб, обычно используемые для трубных ниппелей, часто обозначаются аббревиатурами.
В большинстве случаев первая буква обозначает тип используемого конца, а следующие буквы указывают, какие концы обработаны.
Общие сокращения включают:
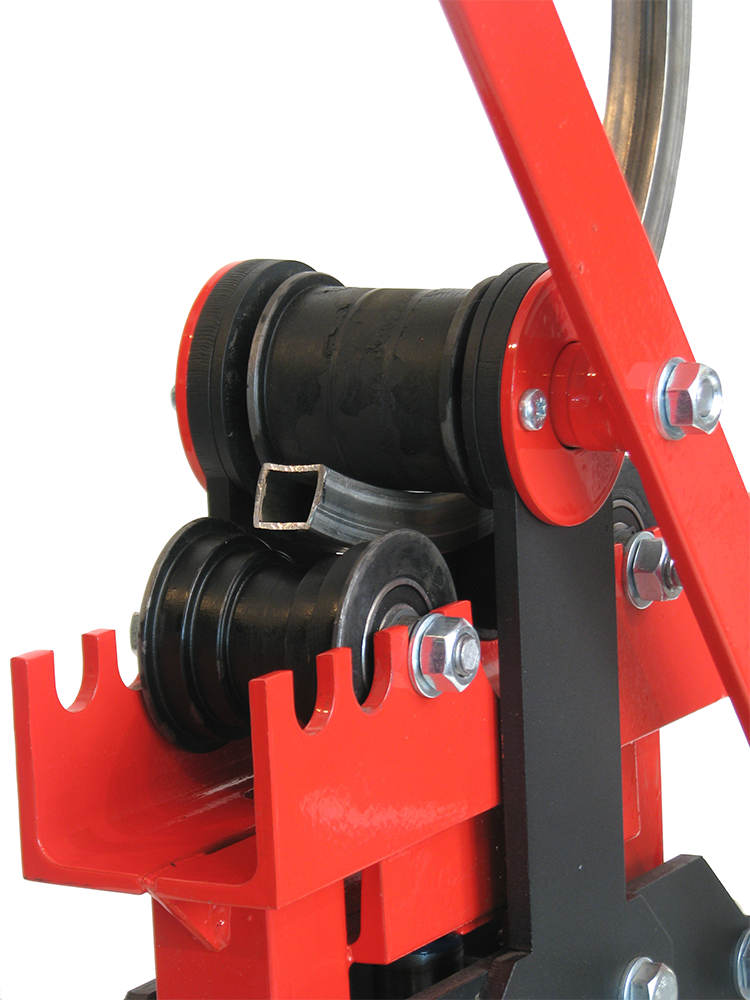 1 – Унифицированная дюймовая резьба
1 – Унифицированная дюймовая резьба CHS можно точно контролировать и зачищать изнутри. Это позволяет трубе быть пригодной для гибки на оправке.
CHS можно точно контролировать и зачищать изнутри. Это позволяет трубе быть пригодной для гибки на оправке. Мы сгибаем даже специальные материалы, такие как медь, цирконий и титан.
Мы сгибаем даже специальные материалы, такие как медь, цирконий и титан. Углеродная труба (производимая на заводе) классифицируется как ASTM A53 (чаще всего), в результате чего предел текучести (psi) составляет минимум 30 000 для марки A и 35 000 для марки B.Углеродные трубки (заводского производства) чаще всего классифицируются как ASTM A500B, в результате чего предел текучести (psi) составляет минимум 46 000 для класса B.
Углеродная труба (производимая на заводе) классифицируется как ASTM A53 (чаще всего), в результате чего предел текучести (psi) составляет минимум 30 000 для марки A и 35 000 для марки B.Углеродные трубки (заводского производства) чаще всего классифицируются как ASTM A500B, в результате чего предел текучести (psi) составляет минимум 46 000 для класса B.
 Диа (мм): Ø18-168 9-168
Диа (мм): Ø18-168 9-168 ПОДРОБНЫЕ ПАРАМЕТРЫ
Станок для холодной прокатки алюминиевых труб с ЧПУМожет изгибаться в различных формах (трехмерная графика, С-образная, U-образная, полный круг, эллипс, комбинированные формы с несколькими радиусами и т. д.). Подходит для гибки алюминиевых профилей для автомобилей, дверей и окон
СТАНОК ДЛЯ ГИБКИ АЛЮМИНИЕВОГО ПРОФИЛЯ С ЧПУиндукционная гибочная машина
Он используется для всех видов круглых или квадратных стальных труб, труб из нержавеющей стали, двутавровой балки, двутавровой балки, U-образного профиля горячей гибки, подходит для нефтяной, химической промышленности, металлургии, стальных конструкций, котлов и других проектов.
ПОДРОБНЫЕ ПАРАМЕТРЫ
Ручной трубогибна Grizzly.com
Согните трубку правильно, по-своему.
Ручной трубогиб T30860 представляет собой устойчивую и прочную платформу для гибки труб, которая быстро устанавливается и проста в использовании. Ручные трубогибы можно использовать с минимальным обучением, чтобы обеспечить точные и последовательные изгибы труб из различных материалов, включая сталь, медь и алюминий.
T30860 может сгибать круглые трубы диаметром от 1/2 до 2 дюймов или квадратные металлические трубы диаметром от 1 до 2 дюймов. Выполняйте изгибы до 180° с полной уверенностью. Благодаря прочной стальной конструкции после закрепления инструмента на месте он будет сгибать трубы в течение многих лет.
Независимо от того, строите ли вы прочный каркас безопасности, сверхлегкую раму или ремонтируете оборудование, ручной трубогиб T30860 выполнит свою работу!
Этот инструмент включает в себя напольную подставку, индикатор угла изгиба и съемную 41-дюймовую рукоятку. Доступны 17 дополнительных матриц (не входят в комплект) для круглых и квадратных труб различных размеров (T30861-T30877).
Доступны 17 дополнительных матриц (не входят в комплект) для круглых и квадратных труб различных размеров (T30861-T30877).
Ручной трубогиб T30860 поставляется с годовой гарантией, которая распространяется на детали и гарантирует отсутствие заводских дефектов. (Расходные материалы не покрываются гарантией.)
Руководство для T30860 было написано нашим отделом технической документации в США и содержит полезную информацию.
Команда технической поддержки Grizzly — U.С. на основе. Детали и аксессуары для трубогиба доступны в Интернете и поставляются со склада запчастей Grizzly в Спрингфилде, штат Миссури.
ХАРАКТЕРИСТИКИ
