Ремонт сварочных инверторов своими руками: диагностика и методы устранения
Когда ломается сварочный аппарат, срываются планы по работе. Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами. В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта. Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
В этой статье:
Устройство инверторного сварочного аппарата
Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве. Все виды оборудования для ММА, TIG и MIG сварки имеют общий инверторный блок, только в случае ручной дуговой сварки процесс ведется плавящимся электродом в обмазке, а у аргоновой горелки предусматривается неплавящийся вольфрамовый электрод и канал для подачи защитного газа.
Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:
 Устанавливается на выходе. Диодный мост имеет высокую скорость открытия/закрытия. Чтобы отводить тепло, предусмотрены радиаторы. От него отходят две клеммы для подключения сварочных кабелей.
Устанавливается на выходе. Диодный мост имеет высокую скорость открытия/закрытия. Чтобы отводить тепло, предусмотрены радиаторы. От него отходят две клеммы для подключения сварочных кабелей.Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Диагностика поломок инверторных сварочных аппаратов
Когда сварочный аппарат не работает, из него пошел дым, ощущается запах гари, необходима диагностика. В домашних условиях это делается так:
-
Отключите аппарат от сети
-
Выкрутите винты боковой крышки
-
Осмотрите платы, конденсаторы, транзисторы, клеммы
-
Подергайте провода рукой
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт.
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
-
Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу
-
Обезжирьте место соединения канифолью
-
Вставьте новый элемент в отверстия печатной платы
-
Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т.к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Конкретные признаки неисправности и способы ремонта
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Сварочный инвертор искрит, но не варит СкрытьПодробнееПроблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой. Даже в случае использования «крокодила» пошевелите его, чтобы улучшить контакт.
Искрить электрод может по причине неверно выбранной силы тока. Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой.
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток. Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
| Напряжение от сети, В | Сопротивление, Ом | Сварочный ток, А |
|---|---|---|
| 220 | 0 | 160 |
| 210 | 1 | 150 |
| 197 | 2 | 145 |
| 180 | 3 | 115 |
| 165 | 4 | 105 |
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод прилипает к металлу СкрытьПодробнееЭлектрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах «чувствует» момент прилипания электрода и кратковременно подает повышенный ток. Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Когда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую «крутилку» и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Почему сварочный аппарат включается, но не варит СкрытьПодробнее
Если лампочка «Сеть» горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Сварочный инвертор не включается/не работает СкрытьПодробнее
Если на инверторе не горят лампочки, возможно, оборван сетевой провод. Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Советы при сварке
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
-
Подбирайте правильные режимы сварки
-
Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода
-
При пониженном напряжении используйте аппараты, рассчитанные на просадку
-
Не перегружайте инвертор сверх его паспортного ПВ. Давайте оборудованию остывать
-
Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен
-
Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Ответы на вопросы: как отремонтировать сварочный аппарат своими руками?
Как часто нужно продувать инвертор от пыли? СкрытьПодробнееЭто зависит от степени запыленности помещения, где он расположен. Если рядом ведется абразивная резка металла, шлифовка, полировка нержавейки, то чистку рекомендуется производить еженедельно. продувка необходима каждый месяц, а лучше каждую неделю. В обычных гаражных условиях профилактическая продувка достаточна раз в 6 месяцев.
Что делать, если инвертор слабо варит? СкрытьПодробнее
Проверьте напряжение в розетке, оно должно соответствовать ГОСТу. Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).![]()
Для этого подойдет любой компрессор. В большинстве моделей ничего разбирать не требуется. На лицевой стороне есть перфорация для вентиляции. Наставьте шланг на нее и включите подачу воздуха. Пыль выйдет с обратной стороны за вентилятором.
Как быть, если сварочный аппарат сильно тарахтит при сварке? СкрытьПодробнееДля трансформаторов — это обычный звук работы. Сделать ничего нельзя. Если начал тарахтеть инвертор, проверьте прочность крепления кожуха. Часто винтики раскручиваются от вибрации и корпус начинает резонировать.
Что делать, если разболталось гнездо кабеля массы/держателя? СкрытьПодробнее
Если разъем болтается, это создает плохой контакт, что приведет к поломке аппарата. Разъем необходимо заменить. мешает варить. Разъем можно заменить, добравшись с обратной стороны. Купите точно такой же для своей модели инвертора.
Купите точно такой же для своей модели инвертора.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Самостоятельный ремонт сварочного инвертора: принципы и правила
Независимо от надёжности и гарантий производителя аппарат для сварки со временем выходит из строя. В некоторых случаях найти неполадку и устранить её можно своими руками. Это позволит оптимизировать расходы, связанные с его эксплуатацией.
1 / 1
Распространённые неисправности
Самое слабое звено сварочного трансформатора – это его клеммная колодка. Плохой контакт и большая величина сварочного тока приводят к сильному нагреву соединения и проводов. Результатом становится разрушение самого соединения и замыкание. Другие распространённые поломки трансформаторов:
Плохой контакт и большая величина сварочного тока приводят к сильному нагреву соединения и проводов. Результатом становится разрушение самого соединения и замыкание. Другие распространённые поломки трансформаторов:
-
Отключение оборудование в произвольном порядке.
-
Появление сильного гудения.
-
Ощутимый нагрев сварочного оборудования.
-
Плохая регулировка или низкая величина сварочного тока.
-
Повышенное потребление тока при отсутствующей нагрузке.
-
Обрыв дуги по непонятной причине.
К наиболее типичным неисправностям инверторных аппаратов относятся следующие моменты:
-
Дуга горит неустойчиво или она сопровождается большим разбрызгиванием материала электрода.
 Причина этому – неправильный выбор тока и скорости сварки.
Причина этому – неправильный выбор тока и скорости сварки.
-
Инвертор находится во включённом состоянии, индикаторы работают, но сварка отсутствует. К основным причинам относятся перегрев устройства и повреждение кабелей.
-
Сварочный электрод стал прилипать к металлу. Обычно подобное происходит из-за низкого питающего напряжения электросети. Также на это может повлиять плохой контакт модулей оборудования в панельных гнёздах или слишком длинный удлинитель. Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
 Причина этому – неправильный выбор тока и скорости сварки.
Причина этому – неправильный выбор тока и скорости сварки.
Основные причины выхода инверторов из строя
Инверторный аппарат обладает более сложной, чем выпрямитель или трансформатор, конструкцией. Соответственно, она менее надёжная. В случае выхода какой-либо детали этого оборудования необходимо проверить работоспособность транзисторов, диодов и прочих элементов, относящихся к электронной схеме инвертора. Для этого пользователю нужно уметь работать с цифровым мультиметром, вольтметром и другой измерительной техникой. Не лишними будут навыки работы с осциллографом. Причины поломки электронной схемы инвертора:
Для этого пользователю нужно уметь работать с цифровым мультиметром, вольтметром и другой измерительной техникой. Не лишними будут навыки работы с осциллографом. Причины поломки электронной схемы инвертора:
-
Попадание под корпус аппарата влаги. Чаще всего причиной являются осадки: снег и дождь.
-
Скопление большого количества пыли внутри корпуса. Плохо влияет на охлаждение электронной схемы. Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
-
Несоблюдение режима непрерывности сварочных работ, предусмотренного изготовителем. Может привести к выходу из строя электроники вследствие перегрева инвертора.
-
Инвертор не включается. Одна из причин – это низкое напряжение в электросети.
-
Прекращение работы устройства во время длительной работы.
Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
 Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
Как устранить неполадку
Выполнить ремонт сварочного аппарата своими руками можно не в каждой ситуации. Если из корпуса появился дым или вы почувствовали запах гари, то это говорит о сложности поломки. Для её устранения следует воспользоваться помощью сервисной службы.
Нередко бывает так, что определить неисправность по определённым признакам невозможно. В подобной ситуации приходится проверять один компонент схемы за другим. Из этого следует, что для ремонта своими руками требуются также познания в области электроники – хотя бы на базовом уровне. Их отсутствие может привести к появлению новых неисправностей и обернутся напрасной тратой времени. Полезные рекомендации:
-
Самостоятельный ремонт инверторных сварочных аппаратов начинается со вскрытия корпуса.
Это нужно для того, чтобы визуально осмотреть начинку.
-
Нередко причиной неполадки становится плохая произведённая пайка проводов и контактов на плате. Достаточно перепаять их, чтобы инвертор заработал в нормальном режиме.
-
Визуально определить повреждённые детали несложно. Они могут быть покрыты трещинами, иметь пригоревшие на плате выводы и потемневший корпус. Все вышедшие из строя детали нужно уделить и заменить на аналогичные. Характеристики старых и новых элементов должны совпадать. Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
-
Что делать, если визуальный осмотр не помог? Нужно заняться тестированием (прозваниванием) деталей оборудования. Воспользуйтесь омметром или мультиметром. Самые уязвимые части инверторных моделей – это транзисторы. Поэтому диагностику оборудования начните с их проверки.
Также при помощи тестера нужно прозвонить оставшиеся части платы.
-
Проверьте все печатные проводники – возможно, вы найдёте обрывы или подгоревшие участки. Последние нужно удалить и напаять перемычки проводом ПЭЛ.
-
Выполните проверку контактов всех разъёмов, имеющихся в аппарате. В случае необходимости зачистите контакты. Используйте белую стиральную резинку.
-
Проверять диодные мосты удобнее после предварительного отпаивания от них проводов и удаления с платы. Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
 Это нужно для того, чтобы визуально осмотреть начинку.
Это нужно для того, чтобы визуально осмотреть начинку.
 Также при помощи тестера нужно прозвонить оставшиеся части платы.
Также при помощи тестера нужно прозвонить оставшиеся части платы.
Ремонт сварочного инвертора предполагает также проверку сигналов, которые поступают на шины затворов блока ключей. Узнать, если ли этот сигнал или нет можно при помощи осциллографа. Более сложные и неопределённые случаи требуют вмешательства специалистов.
Ремонт сварочных инверторов своими руками
Плохая работа сварочного аппарата требует вмешательство мастера. Ремонт сварочных инверторов заключается не только в замене деталей вышедших из строя. Чаще всего
- Неправильно выбранный режим сварки (сила тока) приводит к слабой дуге или разбрызгиванию металла электрода.
- Частое залипание электрода может говорить о слабом напряжении в общей сети. Нестабильность работы инвертора наступает при падении напряжения на 10-15%. Но подобное явление может случиться при следующих факторах: плохой контакт в быстроразъемном соединении вследствие окисления контактов, большое сопротивление удлиняющего кабеля вследствие большой длины или малого сечения.
- Отсутствие дуги при включенном инверторе говорит о плохом контакте зажима кабеля с деталью, но может случиться и обрыв кабеля.
- Отключение напряжения во внешней сети происходит при несоответствии предохранительного автомата по току, требуемому по технологии сварки.
- Срабатывание защиты инвертора по температуре происходит при превышении времени непрерывной сварки. Защита срабатывает при температуре свыше 700-800 градусов. Необходимо сделать паузу для охлаждения.

Любой ремонт сварочных инверторов начинается с вскрытия корпуса и внешнего осмотра панелей, плат и электронных деталей. Иногда можно по внешнему виду определить негодную деталь. Входной выпрямительный модуль с мощным мостом редко выходит из строя, но если агрегат вскрыт, то следует его прозвонить.
Инверторный модуль с транзисторными ключами наиболее уязвим, в плане поломки. Мощные транзисторы-ключи при выходе из строя имеют лопнувший или вздутый корпус или обгоревшие выводы. То же самое относится и к конденсаторам схемы. В идеальном варианте можно быстро определить сгоревшие детали и заменить их аналогичными. Если это не удается, то необходимо использовать специальное тестирующее оборудования для проверки транзисторов и проверки на проводимость всей схемы. Вот тут, кроме наличия тестирующих приборов и схемы, необходимо разбираться, как работают транзисторы, диоды и конденсаторы.
Если ремонт производится самостоятельно, то, при отсутствии внешних признаков поломки, необходимо собрать аппарат и отнести его в сервисный центр на ремонт. Подобная тактика сэкономит время и деньги. Если при сборке оказались лишние детали, то отдайте их мастеру вместе со сварочным инвертором.
Читайте также
Ремонт сварочных инверторов своими руками
Для того, чтобы отремонтировать неисправный инверторный сварочный аппарат , необходимо знать основные принципы его работы. Первый этап работы включает в себя выпрямление напряжения сети, которое далее преобразуется в переменное высокочастотное непосредственно в блоке инвертора, а затем понижается до безопасного сварочного имеющимся в конструкции трансформатором. И на последнем этапе выходной выпрямитель преобразует переменное напряжение в постоянное сварочное (хотя и не всегда).
Первый этап работы включает в себя выпрямление напряжения сети, которое далее преобразуется в переменное высокочастотное непосредственно в блоке инвертора, а затем понижается до безопасного сварочного имеющимся в конструкции трансформатором. И на последнем этапе выходной выпрямитель преобразует переменное напряжение в постоянное сварочное (хотя и не всегда). Все вышеперечисленные процессы регулируются блоком управления, который имеет достаточно сложную конструкцию. Однако сама конструкция такова, что достаточно легко поддается ремонту при наличии минимальных радиотехнических знаний.
Ремонт сварочных инверторов начинается с визуального осмотра . Все подозрительные места, имеющие визуально плохой контакт зачищаются и заново соединяются. Как правило — это зоны контакта выпрямительных диодов. Крепление их осуществляется на резьбовых соединениях, поэтому никаких специальных инструментов в этом случае не требуется.
Пробой диода через прокладку
Во время разборки необходимо проверить диоды на «пробой» — они должны пропускать ток только в одном направлении.
 Осуществляется данная процедура с помощью обыкновенного мультиметра. Если сопротивление не меняется при замерах от «+» к минусу и наоборот — такой диод нуждается в замене.
Осуществляется данная процедура с помощью обыкновенного мультиметра. Если сопротивление не меняется при замерах от «+» к минусу и наоборот — такой диод нуждается в замене. Однако, даже при одном неисправном диоде инвертор будет вполне приемлемо работать. А вот ситуации, когда аппарат включается и не работает, либо и вовсе не включается требуют более сложного вмешательства.
Начинать ремонт сварочного инвертора в таком случае следует опять-таки с визуального осмотра. Практически все модели инверторов оснащаются предохранителями на самой плате управления. Причем добраться до последних возможно только лишь демонтируя саму плату. Снимая ее, стоит промаркировать все разъемы, особенно, если их количество более трех, а сами они идентичны между собой. Дальнейшая замена неисправного предохранителя, сборка и монтаж не представляют трудностей — достаточно лишь аккуратности.
Более сложная, но широко распространенная неисправность — «гибель» одного или нескольких управляющих транзисторов.
 Визуальный осмотр, как правило, ничего не дает, поскольку сама неисправность чаще всего заключается во внутреннем обрыве цепей устройства. Проверяются они, опять-таки, с помощью мультиметра. Информация о самих транзисторах имеется на сайте производителя.
Визуальный осмотр, как правило, ничего не дает, поскольку сама неисправность чаще всего заключается во внутреннем обрыве цепей устройства. Проверяются они, опять-таки, с помощью мультиметра. Информация о самих транзисторах имеется на сайте производителя. Стоит отметить, что достаточно часто к выходу из строя этих транзисторов приводит недостаточное охлаждение, поэтому стоит обратить внимание на наличие термопасты в месте контакта транзистора и теплоотводной пластины. Распайка и новый монтаж также не представляют трудностей, однако стоит следить за тем, чтобы деталь во время пайки не перегревалась, поскольку пайка производится достаточно твердоплавким припоем.
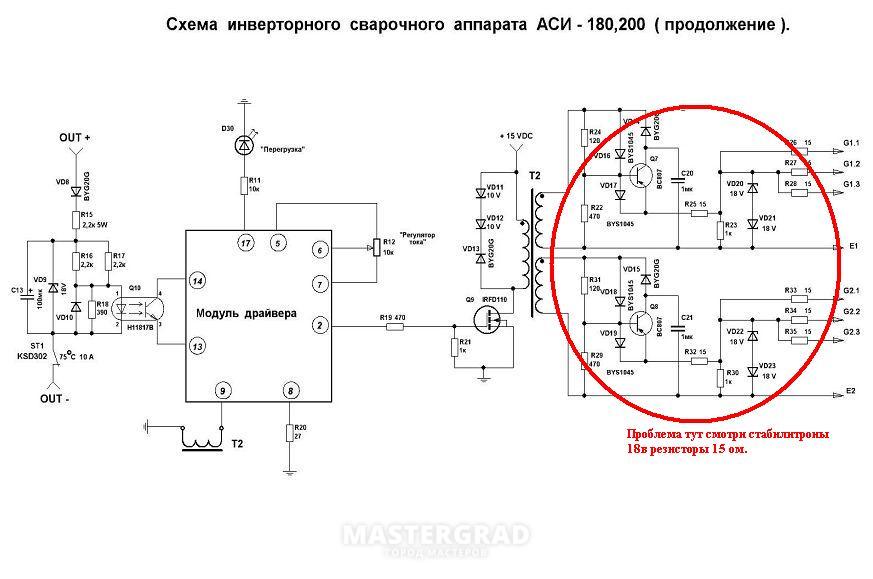
Выход из строя силовых транзисторов обычно «выбивает» и элементы раскачивающего их драйвера. Поэтому стоит обратить внимание и на состояние последнего. Обычно выходят из строя стабилитроны, диоды и транзисторы драйвера. Их проверка и монтаж сходны с силовыми, стоит только лишь учитывать их более высокую «нежность».

Кроме статьи «Ремонт сварочных инверторов своими руками» смотрите также:
Ремонт сварочного инвертора своими руками и профилактика
Сварочные инверторы все чаще используются мастерами в домашних условиях в гараже, на даче, в загородном доме. Научиться пользоваться сварочным аппаратом несложно – гораздо сложнее сделать ремонт инверторных сварочных аппаратов своими руками. Поломки и неисправности в инверторе чаще всего возникают именно в процессе самостоятельного обучения сварочному делу как следствие неправильных настроек и установки режимов работы аппарата. Схема инверторного аппарата для сварки металлов намного сложнее устройства обычной, трансформаторной сварки, поэтому и число поломок может возрасти при неправильной его эксплуатации.
Не все ремонтные работы требуют вмешательства профессионала – многие настройки и мелкий ремонт инвертора можно сделать и своими руками. Несоответствие ваших ожиданий и реальной работы инвертора кроется в неправильной настройке сварочного режима, в несоответствии тока, полярности напряжения диаметру или типу электрода, присадки или сварочного материала деталей. Но многие доморощенные мастера действуют по принципу: инструкция изучается только после поломки оборудования или тогда, когда больше нечего читать.
Но многие доморощенные мастера действуют по принципу: инструкция изучается только после поломки оборудования или тогда, когда больше нечего читать.
Чтобы с вашим дорогостоящим инвертором не случались неприятности, следует знать хотя бы основные причины поломок и плохой работы аппарата:
- Неверно установленная сила тока – это слабый импульс на дуге, залипание сварочного электрода, перегрев инвертора, разбрызгивание металла присадки или электрода.
- Электрод часто залипает – скорее всего, виновато уменьшенное напряжение в сети. Бытовой инвертор начинает работать нестабильно, если напряжение в сети падает на 10-15%. Но залипать электрод может и при плохом контакте в держателе или соединительном штекере. Это может быть вызвано окислением контактов, большим сопротивлением удлинительного силового кабеля или небольшим его сечением.
- Нет сварочной дуги – это плохой контакт на зажиме со свариваемой деталью или банальный обрыв кабеля.
- Инвертор отключился во время работы при сохранении напряжения в сети – скорее всего, сгорел предохранитель, так как был выбран с несоответствующим значением силы тока.
- Защитная автоматика может сработать при перегреве инвертора – значит, превышено время непрерывной сварки. Нужно дать аппарату остыть в течение 20-30 минут.
- Сгорел диодный мост – длительная сварка при максимальном токе.
- Сам источник питания инвертора может выйти из строя при попадании воды и пыли на детали, повышенная влажность воздуха или механическое повреждение.
- Сгорел транзисторный модуль – причины две: механическое повреждение или длительная работа при максимальном сварочном токе.
- Неисправность обнаружена в системе управления: причина – повышенная влажность или прямое попадание воды.

Самостоятельная диагностика и ремонт
Эти неисправности вполне можно устранить своими руками и без знания основ электроники. Если поломка сложная, то лучше вызвать мастера, а не пытаться разобраться в электронной начинке своими, не всегда большими, возможностями. Но каждый, даже самый просто ремонт инвертора своими руками следует начинать так: вскройте корпус, если срок гарантии уже закончился, и попытайтесь визуально определить поломку. Сам выпрямитель сварочного инвертора с мощным диодным мостом в составе почти никогда не ломается, но прозвонить его авометром (омметром, тестером) все же следует.
Сам выпрямитель сварочного инвертора с мощным диодным мостом в составе почти никогда не ломается, но прозвонить его авометром (омметром, тестером) все же следует.
Чаще всего выходит из строя инверторный модуль на полевых транзисторах и биполярных тиристорах. Происходит это при частом перегреве сварочного аппарата или при неправильно выставленных настройках рабочего режима. Внешне сгоревший транзистор выглядит лопнувшим или вздутым. Также могут быть обгоревшими выводы транзистора или тиристора. Вздутыми или лопнувшими будут и сгоревшие конденсаторы. В этом случае ремонт заключается в замене своими силами вышедших из строя деталей на исправные запчасти. Для этого вам понадобится только паяльник.
Но это в идеальном случае. Правильный ремонт своими руками состоит в предварительной проверке всех подозрительных элементов схемы, а для этого нужны специальные знания в электронике и радиотехнике. Если внешний осмотр не дал никаких результатов, то остается отнести сварочный инвертор в сервисный центр. Так вы сэкономите и деньги, и время.
Так вы сэкономите и деньги, и время.
Профилактика поломок инвертора
Интенсивная эксплуатация сварочного агрегата, частая замена оператора и несоблюдение приведенных ниже рекомендаций обязательно приведут к ускоренному износу аппаратуры и частым поломкам электроники. Уменьшить количество поломок или практически избежать их на долгое время помогут своевременные профилактические меры.
Что нужно, чтобы продлить работу сварочного аппарата:
- Сварочные работы рекомендуется проводить в закрытых помещениях со стабильной температурой и постоянной влажностью.
- Работая на открытой площадке, не допускайте попадания на инвертор влаги и пыли, особенно одновременно, чтобы не пришлось делать ремонт.
- Если напряжение в сети нестабильно, а также при большом расстоянии от места сварки до инвертора не слишком увеличивайте мощность сварочной дуги – устанавливайте не более 10-15% от номинального значения для работающего электрода.
- Берегите инвертор от ударов, вибрации, влияния агрессивной среды.
- Минимальное время работы при максимальном сварочном токе – это первое правило сварщика. Несоблюдение этого простого правила быстро приведет к поломке аппарат, его перегреву и выходу из строя деталей электросхемы.
- При резкой смене наружной температуры (помещение-улица) дать агрегату прогреться или остыть до той температуры, при которой он будет эксплуатироваться.
- Инверторный плазморез должен эксплуатироваться только в стационарных условиях, при постоянной температуре и влажности в помещении.
- Раз в неделю вскрывать корпус и продувать инвертор от пыли.
Вышеперечисленные неисправности сварочных инверторов – далеко не все, но они приходятся на 60% всех мелких ремонтов. При серьезной неисправности можно дать только одну рекомендацию — не ремонтировать аппарат своими руками, а отправить его на ремонт в сервисный центр. Так вы сэкономите на ремонте и не навредите своему помощнику.
Похожие статьиРемонт инвертора своими руками
сварочный аппарат инвертор kemppi
Электроника, которая применяется в сварочных инверторах, повышает КПД и добавляет функций сварочнику, но именно:
из-за электроники инверторы становятся более восприимчивыми к условиям работы и состоянию окружающей среды.
Как починить инвертор?
Порядок действий по диагностике и ремонту аппарата своими руками.
Внешний осмотр инвертора
Любой человек, не специалист может открыть инвертор и обнаружить причину поломки путем внешнего осмотра.
Если что-то оплавилось или обгорело – то вот и она, причина того, что аппарат встал.
Замена сгоревшей детали восстановит работу аппарата.
Диагностика сварочного аппарата
Если же при разборке аппарата внешним осмотром выявить ничего не удалось, необходимо преступать к диагностике устройства.
Проверка предохранителей
Сперва необходимо проверить предохранители. Они располагаются на плате управления, и проверить их можно лишь сняв плату.
Прозвоните мультиметром предохранители.
Проверка транзисторов
Если предохранители или плавкие вставки в норме, применяют следующий вариант проверки – прозвон транзисторов на случай обрыва цепей внутри транзистора.
Обычный осмотр транзисторов в большинстве случаев ничего не дает, но иногда бывает, дефект виден невооруженным глазом.
Сварочный аппарат gysmi
Причина поломки транзисторов заключается в их перегреве. Профилактика в данном случае заключается в замене термопасты в месте соединения транзисторов с теплоотводом.
Проверьте драйвер
Проверьте драйвер – все элементы устройства, которое «раскачивает» работу транзисторов. Обычно, если сразу нашли сгоревший транзистор, проверяйте и драйвер, потому что транзистор мог выйти из строя и в результате неверной работы элементов драйвера.
При прозвонке пользуйтесь схемой, двигаясь последовательно в избранном направлении.
Это необходимо делать для того, чтобы ничего не забыть и не перепутать.
Проверка выпрямителей
Если сварочный аппарат все еще не работает, необходимо проверить элементы выпрямителей, которые представляют собой диодные мосты. Выпрямители редко ломаются. но не лишним будет провести и их проверку. Диоды выпаивают и проверяют. Сопротивление диодов должно меняться от плюса к минусу.
Диоды, которые звонятся в обе стороны, подлежат замене и утилизации.
Так же проверяются все разьемы и зачищаются.
Таким образом, ремонт инверторов своими руками сводится к проверке всех элементов (работают или нет?), с последующей заменой обнаруженных негодных деталей.
Вам может быть интересно:
Ремонт сварочных аппаратов в СПб: сервис для СВАРОГ, KEMPPI, EWM, ESAB, Lincoln Electric, Ресанта
Ремонт сварочных инверторов своими руками, причины поломок и их решения
Появление изделий из металлов и необходимость создания из них всевозможных конструкций потребовало изобретения определенных способов их соединения. И если применительно к трубам возможно использование специальных фитингов, то арматуру и отдельные листы собрать в единое целое можно только при помощи сварки. Но для выполнения этого процесса необходимо определенное оборудование, такое как сварочный инвертор.
Первоначально он представлял собой огромный агрегат управляться которым было достаточно сложно. Но сегодня он превратился в компактное и высокотехнологичное оборудование. Однако, как это ни печально, этот прибор не вечен и рано или поздно может потребоваться ремонт инверторов. По каким же причинам чаще всего происходят поломки? Для ответа на этот вопрос нужно разобраться что представляет собой это устройство и где применяется.
Но сегодня он превратился в компактное и высокотехнологичное оборудование. Однако, как это ни печально, этот прибор не вечен и рано или поздно может потребоваться ремонт инверторов. По каким же причинам чаще всего происходят поломки? Для ответа на этот вопрос нужно разобраться что представляет собой это устройство и где применяется.
Инвертор – что это за прибор
Для того чтобы соединение металлических изделий было надежным и герметичным используют специальное оборудование. Его называют сварочным инвертором. Этот прибор обладает высокой мощностью и в то же время экономичностью. Он позволяет добиться отличного качества сварочных работ, а также значительно сократить время на их выполнение.
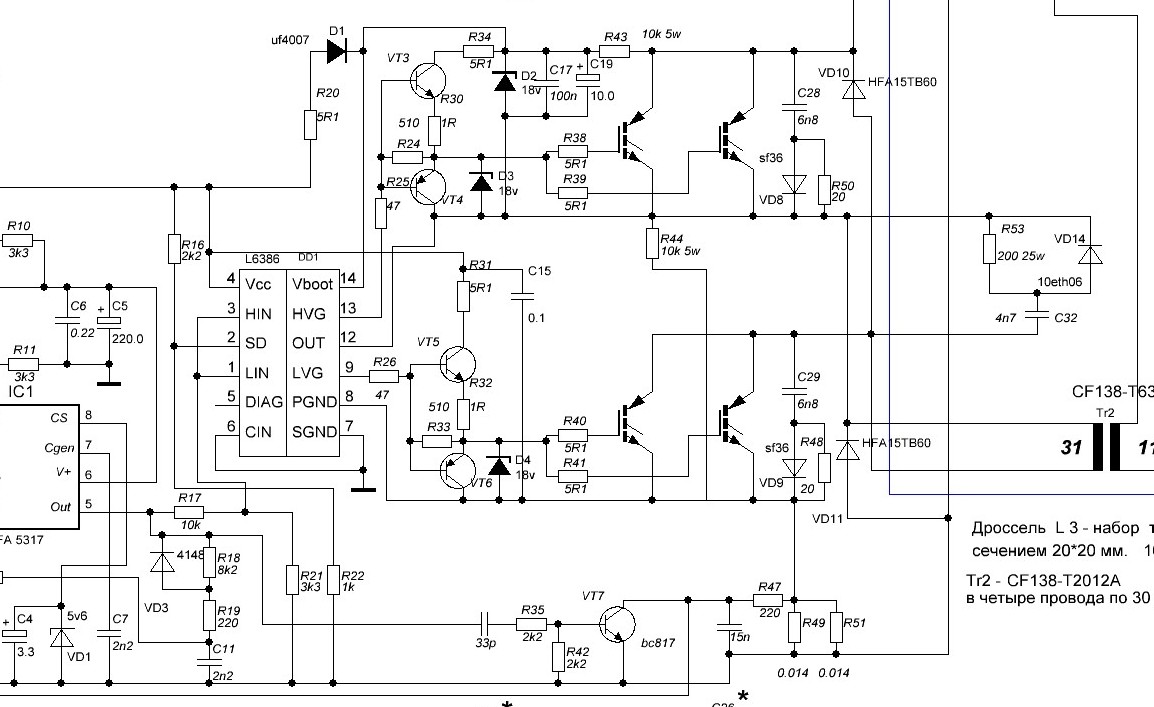
Схема сварочного аппарата
Современные сварочные инверторы применяют для соединения с использованием плавящихся электродов различных материалов:
- Цветных металлов;
- Чугуна;
- Углеродистых и легированных сталей.
Отличием этого прибора от трансформаторных сварочных аппаратов являются его компактные габариты и небольшой вес, что позволяет легко транспортировать оборудование на любые расстояния. Он способен стабильно работать даже при скачках напряжения в сети, что позволяет избежать частого ремонта сварочных инверторов. Этим объясняется его высокая популярность у сварщиков.
Он способен стабильно работать даже при скачках напряжения в сети, что позволяет избежать частого ремонта сварочных инверторов. Этим объясняется его высокая популярность у сварщиков.
Схема сварочника
Современные инверторы находят широкое применение при выполнении следующих работ:
- Строительно-монтажных;
- Ремонтно-восстановительных.
Однако не меньшей популярностью он пользуется и у частных лиц, позволяя быстро и качественно выполнять сварочные работы в частных домовладениях, на дачах, в гаражах.
Поломки – причине и их устранение
Даже самое современное оборудование со временем изнашивается и даже выходит из строя. И в таком случае может потребоваться ремонт сварочных инверторов.
Но бывают поломки вызванные и другими причинами:
- Работой в сложных условиях и при больших нагрузках;
- Неправильной эксплуатацией прибора;
- Низким качеством агрегата.
И если первых двух критериев можно избежать, то последний присутствует в оборудовании, произведенном компанией, которая не заботится о своем имидже. Однако и брендовые модели также со временем выходят из строя и тогда требуется ремонт инверторов. Обычно это происходит по двум причинам:
Однако и брендовые модели также со временем выходят из строя и тогда требуется ремонт инверторов. Обычно это происходит по двум причинам:
- Неправильной работе электронной начинке агрегата;
- Несоответствие выбранного режима эксплуатации.
Причем второй вид является одним из наиболее распространенных и избежать его можно проверив перед работой правильно ли установлены настройки и внимательно изучив инструкцию прежде, чем запустить прибор.
Обычно производители указывают в документации причины отказов при эксплуатации инвертора и способы проведения ремонта инверторных сварочных аппаратов.
Смотрим видео, частые поломки выхода из стоя блока питания:
Кроме рассмотренных выше случаев существуют и другие, при которых возможна поломка оборудования, значит и последующий ремонт сварочных аппаратов.
К ним относятся:
- «Молчание» прибора при включении;
- Отсутствие сварки;
- Залипание электрода;
- Чрезмерное разбрызгивание металла;
- Неустойчивость дуги.

Почему происходят такие ситуации? И как выполнить ремонт сварочных инверторов своими руками? Начнем рассмотрение с первого случая. Почему возникает неустойчивость дуги? Обычно к этому приводит неправильно выбранный ток для ведения сварки. Он должен соответствовать типу и размерам применяемого электрода. Но в то же время ток нужно подбирать с учетом скорости сварки. Если эти факторы не были учтены, то придется прибегнуть к ремонту инверторов.
Залипание электрода происходит по нескольким причинам:
- Скачкам напряжения в сети;
- Подключению прибора с использованием кабеля с малым сечением;
- Плохом контакте с поверхностью.
Естественно, что и устранение этой неисправности придется выполнять в соответствии с тем, от чего она произошла. Например, улучшить контакт можно, если предварительно зачистить поверхность детали от образовавшейся на ней пленки. Такой ремонт сварочных инверторов можно выполнить своими руками.
Причиной отсутствия сварочного процесса обычно является повреждение кабеля. Но возможно и отсутствие массы на поверхности свариваемой детали.
Но возможно и отсутствие массы на поверхности свариваемой детали.
Смотрим видео, причины поломок и их устранение:
Если инвертор не включается, то возможно причина кроется в сети, к которой он подсоединен. Это может быть низкое напряжение или неправильно подобранный автоматический выключатель в щитке и в таком случае ремонт сварочного инвертора не нужен. Слабый выключатель не позволит осуществить запуск оборудования, он автоматически отключится при этом.
Некоторые пользователи считают поломкой и автоматическое отключение аппарата при перегреве. Но такая ситуация происходит при срабатывании системы защиты, установленной в инверторе. И обычно после охлаждения прибора, работу можно продолжить.
Причины поломки инвертора часто связаны и с неправильной его эксплуатацией, а именно:
- Использованием при неблагоприятных условиях;
- Технически неправильная эксплуатация;
- Применение в помещениях с большой концентрацией металлической пыли.

И так как оборудование это достаточно дорогое и сложное, то лучше соблюдать все требования по его безопасной эксплуатации. Это поможет избежать преждевременного выхода оборудования из строя и необходимости ремонта сварочного инвертора своими руками.
Как избежать поломки оборудования
Чтобы такая сложная техника, как сварочный инвертор работала без сбоев необходимо соблюдать правила ее эксплуатации, в которых оговариваются такие пункты, как:
- Работа с использованием защитных средств;
- Использование электродов в соответствии с типом оборудования и параметрами свариваемого материала;
- Подключение к сети, напряжение и ток в которой соответствуют модели агрегата.
Кроме этого следует избегать:
- Перегрузки инвертора;
- Использования устройства в условиях повышенной влажности;
- Работы с поврежденными зажимами и держателями электродов;
- Превышения допустимого времени бесперебойной работы.
Могут возникнуть поломки и в результате непрофессиональных действий работника, устранение которых возможно только при ремонте инверторов. Поэтому при применении сварочного аппарата даже в личных целях нужно обращаться к специалистам.
Поэтому при применении сварочного аппарата даже в личных целях нужно обращаться к специалистам.
Чтобы избежать неисправностей необходимо своевременно производить техническое обслуживание оборудования, а также защищать его от длительного нахождения на открытом воздухе и регулярно очищать от пыли и грязи.
Где отремонтировать сварочный инвертор, если он вышел из строя? Доверять его ремонт следует только профессионалам. Для этого можно обратиться в специализированный сервисный центр или компанию, располагающую штатом высококвалифицированных работников и необходимым техническим оснащением.
При этом ремонт инвертора должен проводиться в соответствии с требованиями ГОСТа. Вначале обычно выполняется диагностика, что позволяет выяснить какая деталь нуждается в замене. Это позволяет значительно сократить расходы на ремонт.
Правило подключение инвертора
Однако стоит учитывать следующие факторы. Обычно ремонт дешевых сварочных инверторов из-за их низкого качества сопоставим со стоимостью нового аналогичного аппарата. Это объясняется большими затратами времени на диагностику, так как приходится перебирать практически все узлы прибора.
Это объясняется большими затратами времени на диагностику, так как приходится перебирать практически все узлы прибора.
В то же время дорогие сварочные инверторы ломаются крайне редко, так как отличаются высоким качеством и надежностью. Но и ремонт их нужно производить только в сервисных центрах, так, как только у них имеются оригинальные платы.
Что касается ремонта бытовых инверторов, то обычно он сводится к выполнению типовых работ и стоит недорого. При наличии определенных знаний его можно выполнить самостоятельно.
Заключение
Популярность сварочных аппаратов достаточно высока – это связано с удобством их эксплуатации. Однако для того чтобы оборудование работало без сбоев и поломок необходимо соблюдать определенные правила. Но стоит помнить и о том, что самые дешевые агрегаты обычно менее надежны и сэкономив при покупке можно очень много затратить на постоянные ремонты таких инверторов.
Инверторный сварочный аппарат Arc 200 Amp Советы по ремонту и уловки Ремонт сварочного аппарата в домашних условиях
перейти к содержанию- Домашняя страница
- Контактная форма
- Соглашение о политике конфиденциальности
- Условия использования
 youtube.com/embed/JOVM7VrAxrU» frameborder=»0″ allowfullscreen=»»/> Эта запись была размещена в инвертор и помечена как дом, инвертор, машина, ремонт, ремонт, советы, хитрости, сварка. Добавьте в закладки постоянную ссылку.← Сварочный аппарат 200A Инверторный электросварочный аппарат ARC MMA IGBT 220V Функция памяти Электросварочный аппарат 20-250A IGBT Inverter AC220V Дуговый сварочный аппарат Портативный ЧПУ → Ищи:
youtube.com/embed/JOVM7VrAxrU» frameborder=»0″ allowfullscreen=»»/> Эта запись была размещена в инвертор и помечена как дом, инвертор, машина, ремонт, ремонт, советы, хитрости, сварка. Добавьте в закладки постоянную ссылку.← Сварочный аппарат 200A Инверторный электросварочный аппарат ARC MMA IGBT 220V Функция памяти Электросварочный аппарат 20-250A IGBT Inverter AC220V Дуговый сварочный аппарат Портативный ЧПУ → Ищи:- HITBOX ARC STICK TIG 3 IN 1 Welder 110V 220V Dual Volt MMA Сварочный аппарат 200A
- 10 лучших инверторных сварочных аппаратов новой модели 2021 портативный сварочный аппарат
- Сварочный аппарат TIG Stick на постоянном токе 160-200 А, инверторный сварочный аппарат TIG-200 AC / DC ALU 110/220 В
- Инверторный сварочный аппарат MIG / ARC / TIG / MMA Аппарат для стержневой сварки IGBT 160A 220V
- 220V портативный IGBT инвертор MMA ARC сварочный мини сварочный аппарат 25-300A устройство
- Октябрь 2021
- Сентябрь 2021 г.
- августа 2021 г.
- Июль 2021 г.
- Июнь 2021 г.
- Май 2021 г.
- Апрель 2021 г.
- Март 2021 г.
- Февраль 2021 г.
- Январь 2021 г.
- Декабрь 2020
- Ноябрь 2020
- Октябрь 2020
- Сентябрь 2020
- августа 2020
- Июль 2020
- июнь 2020
- мая 2020
- Апрель 2020
- марта 2020
- Февраль 2020
- января 2020
- декабрь 2019
- Ноябрь 2019
- Октябрь 2019
- Сентябрь 2019
- августа 2019
- июль 2019
- июнь 2019
- мая 2019
- апрель 2019
- марта 2019
- Февраль 2019
- января 2019
- Декабрь 2018
- ноябрь 2018

- 10 шт.
- 110-560 В
- 110220в
- 110a
- 110 В
- 110в220в
- 115 В
- 120 вольт
- 120a
- 125a
- 135a
- 140 ампер
- 15-250а
- 16-40 мм
- 160-200
- 160-А
- 160a
- 160 ампер
- 165i
- 180a
- 195a
- 1 шт.
- 1тиг
- 20–180а
- 20-200
- 20-250а
- 200а
- 200 ампер
- 200 миль
- 200н
- 200p
- 20160a
- 205a
- 220110в
- 220 В
- 230 В
- 235 ампер
- 240 В
- 250а
- 250 ампер
- 2в1
- 3-в-1
- 300а
- 315a
- 315 ампер
- 34тлг
- 3в1
- 400a
- 400 г
- 420 ампер
- 4в1
- 520тап
- 60–160
- 7000 Вт
- 7 шт.
- 8000 Вт
- acdc
- агрина
- альди
- альфа
- алюминий
- алюминий-200а
- амико
- ансен
- ап80-48
- ап сварка
- дуга-120
- арк-140
- арк-160
- арк-160д
- арк-165
- арк-185
- арк-200
- арк-250
- арк-250с
- арк-400
- арк-420с
- arc140
- arc250
- arc260gold
- аргон
- at2000
- автоол
- бакит
- аккумулятор
- лучшее
- сварной шов
- бренд
- бюджет
- век
- центурилинкольн
- дешево
- самый дешевый
- Чикаго
- химера
- сварка
- Кларк
- константа
- конверсия
- конвертация
- самый крутой
- стоимость
- мастер
- крест-дуга
- ct416
- ct520d
- cts-160
- cts-180
- cts-180a
- cts-200
- разрез-50
- мертвых
- деко
- деко
- разница
- цифр
- цифровой
- цифр
- др-160
- драпер
- двойной
- легко
- Иствуд
- easyweld
- электрический
- emw508
- epicweld
- esab
- этоша
- вечный
- ewm-508
- экспресс
- fcaw
- первый
- флюс
- сила
- бесплатно
- fronius
- фьюжн
- geile
- хорошо
- гринкат
- гид
- гысми
- портативный
- поручень
- гавань
- портовые перевозки
- ГБТ2000
- herocut
- hg1800hf
- hg2300dv
- hg2600a
- высокий
- хитбокс
- хитбоксов
- хитроник
- хиттбокс
- Хобарт
- дом
- самодельный
- htbox
- Hyundai
- Гцxvogen
- hzzxvogen
- ибелл
- идеальный
- — IGBT справочник
- igbtinverter
- глубина
- ingco
- умный
- посредник Инвертор
- утюг
- it1002
- its200
- jasic
- jkarc
- кавасаки
- kd838
- kd839
- кд843
- kd844
- ключа
- кик-конь
- клатч
- крафтделе
- крамер
- узнать
- крышка
- лифт
- лифт-тиг
- легкий
- линкольн
- лотос
- м 309
- м 528
- магнум
- марка
- макина
- маркет
- мехпро
- металл
- миг-140гс
- миг-160
- миг-200
- миг-250
- mig228
- mig235
- мигртигмма
- мигмаг
- мигмагтигмма
- мигтигмма
- migtigstick
- мельник
- мини
- ММА-120Т
- ММА-160
- ММА-160А
- ММА-180
- ММА-200
- ММА-201
- ММА-400
- ММА-85
- ММА160
- мм
- mp250i
- тонн 2000
- мтс-165
- мтс-165а
- мтс-185
- мтс-205
- мульти
- многопроцессорный
- многопроцессорность
- без сенсорного экрана
- заказано
- озито
- Паркер
- у парковки
- parweld
- пилот
- плазма
- пм-мма-300сп
- балла
- порабощенный
- переносной
- пост
- питьевой
- Powerarc
- powermat
- практичный
- принцесса
- переносной
- импульс
- импульсный
- rajlaxmi
- сварка бритвой
- перезагрузка
- красный-d-arc
- ремонт
- отзыв
- рецензирование
- риланд
- рор
- рстар
- s160-am
- s160-dr
- s160am
- s160dr
- Шварцманн
- Schweigerät
- царапина
- Сили
- селко
- выбрать
- набор1
- SF-160
- SF-160A
- SF-180
- SF-200
- SF-200A
- шакти
- шерман
- серебряная линия
- симадре
- симдер
- самых маленьких
- умный
- см / с
- оснастка
- пролет
- искра
- спартус
- ст-165
- ст-185
- ст-205
- штальверк
- Стэнли
- звездочных кв.
- начало
- стелс
- шаг
- палка
- Stickarc
- сварка
- забастовка
- Сангольд
- супер
- susemse
- т113
- t2000
- т800
- разборка
- технология
- технический
- тест
- тестирование
- термодайн
- тепловой
- термодуговая
- тиг-160
- ТИГ-160ДЦ
- тиг-160
- тиг-165
- тиг-165hf
- тиг-165с
- тиг-180
- тиг-180дц
- тиг-185
- тиг-185хф
- тиг-200
- тиг-200а
- ТИГ-200ДЦ
- тиг-200
- тиг-205
- тиг-205хф
- тиг-205
- тиг-220dc
- тиг-225
- сварочный аппарат TIG-Torch-Stick-Arc-MMA-DC-инвертор-230v-Voltage
- тиг200
- тиг200а
- тиг200м
- тиг200п
- тигарка
- тигароплазма
- тигмма
- tigmmaarc
- тигр
- тигр
- тигстикарк
- титан
- инструмент
- фонарь
- горелка-дуга-дуга-mma-dc-инвертор-сварщик-110в-напряжение
- трансформатор
- очередь
- твист
- типа
- u0026
- распаковка
- уни-миг
- unimig
- союз
- улучшено
- подержанный
- Usewell
- с использованием
- вектор
- вевор
- гадюка
- vivohome
- вольт
- vorführgerätvector
- вулкан
- часы
- сварной шов
- сварщик
- сварщиков
- сварка
- напарник
- Weldpro
- подача проволоки
- мир
- будет
- WS-200D
- WS-250
- х-бык
- yeswelder
- зоян
- zx7-200
- zx7-250


| M | т | Вт | Т | F | S | S |
|---|---|---|---|---|---|---|
| «Фев | апр » | |||||
| 1 | 2 | 3 | ||||
| 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| 18 | 19 | 20 | 21 | 22 | 23 | 24 |
| 25 | 26 | 27 | 28 | 29 | 30 | 31 |
- agrina mig / mag / mma сварочный аппарат-180b // co2 инвертор mig сварочный аппарат prezzo
- heter arc-10 a 400 230v инвертор igbt
- mma 400 сварочный аппарат
- parkside multi сварочный аппарат
- как проверить сварочный аппарат arc145
- tse200
- ine s160
- autool ewm-508 igbt dc инверторный сварочный аппарат 110v tablilla
- видео о 185tsw prowave welder
- shenzhen электросварочное оборудование
- Контактная форма
- Соглашение о политике конфиденциальности
- Условия использования
 Инвертор
Инверторvs.Сварщик трансформаторов: что лучше для ваших нужд?
0Последнее обновление
Электросварочные аппараты эксплуатируются более 100 лет. Как и любая другая технология, сварочные аппараты в настоящее время значительно усовершенствованы, чем в предыдущие десятилетия.
Однако есть что сказать и о надёжности старого образца. Когда речь идет о трансформаторных или инверторных сварочных аппаратах, у многих профессионалов в области сварки есть выбор.
Однако ваши предпочтения должны зависеть от того, какой из них лучше подходит для выполняемой работы. Чтобы помочь вам, мы собрали всю важную информацию о сварщиках, чтобы вы могли лучше понять, как они работают, и, наконец, выберите ту, которая вам больше всего подходит. Вот подробное описание инверторных и трансформаторных сварочных аппаратов. Читать дальше!
Инверторный сварочный аппарат Обзор
Кредит: Рижка Назар, Shutterstock
.
Как это работает?
Инверторный сварочный аппарат преобразует переменный ток в выходное напряжение с более низким полезным напряжением.Например, от источника питания 240 В переменного тока до выходного напряжения 20 В постоянного тока. В инверторных устройствах для преобразования мощности используется пара электронных компонентов.
Напротив, традиционные трансформаторные приборы в основном полагаются на один большой трансформатор для регулирования напряжения. Инвертор работает за счет увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц.
Это делается с помощью электронных кнопок, которые быстро включают и выключают питание (до одной миллионной секунды).Используя этот способ управления источником питания до того, как он попадет в трансформатор, можно значительно уменьшить размер трансформатора.
Примечательные особенности
Повышенная эффективность С помощью инверторного сварочного аппарата вы можете отрегулировать профиль сварного шва в соответствии с требуемой толщиной. Инверторные сварочные аппараты улучшают внешний вид сварного шва и в то же время поддерживают качество сварки.
Инверторные сварочные аппараты улучшают внешний вид сварного шва и в то же время поддерживают качество сварки.
Механизм инверторного сварочного аппарата очень эффективен и остается холодным даже при продолжительной работе.Обычно они используют минимальное количество фильтрующего металла. Они эффективно снижают тепловложение и обеспечивают превосходную производительность.
Эффективность и энергосбережениеИнверторные сварочные аппараты не только энергоэффективны, но также обеспечивают безнапорное и бесплатное подключение. Эти инверторные сварочные аппараты являются прекрасной заменой обычным сварочным аппаратам, когда дело доходит до выработки тепла и потребления энергии.
Инверторный сварочный аппарат имеет выходную мощность до 93% по сравнению с обычными сварочными аппаратами.Уровень производства обычных сварщиков составляет 60%. Инвертор значительно уменьшает трансформатор, размер реактора и вес сварщика.
Сравнимые потери мощности (в основном, потребление энергии в проводнике и потери в магнитном сердечнике) также значительно уменьшены.
Эти превосходно сделанные инверторные сварочные аппараты имеют внутренний охлаждающий вентилятор. Он снижает рабочее тепло и предотвращает выработку дополнительного тепла. С помощью охлаждающих вентиляторов машины не только перестают перегреваться, но и приводят к увеличению срока службы устройств.
Кредит: Сергей Храмов, Shutterstock
. Выходное напряжение и текущая стабильностьМногие традиционные сварочные аппараты работают на переменном токе (AC), поэтому эти аппараты не обеспечивают непрерывный ток и выходную мощность.
В таком случае дуги этих машин нуждаются в нескольких повторных зажиганиях, примерно от 100 до 120 раз в секунду. В отличие от обычных сварочных аппаратов, инверторный сварочный аппарат быстро выделяет тепло.
Эти машины могут поддерживать постоянный ток.Он предотвращает нестабильность напряжения и температуры, поскольку эти машины имеют защиту от помех. По сути, сварочные аппараты обладают защитой от помех и имеют более низкую вероятность изменений температуры и колебаний напряжения.
По сути, сварочные аппараты обладают защитой от помех и имеют более низкую вероятность изменений температуры и колебаний напряжения.
Поскольку направление тока и напряжение часто меняются, традиционные инверторные сварочные аппараты используют переменный ток. Дуга может быть погашена и зажжена до 120 раз в секунду. Дуга непостоянна и горит постоянно. Это приводит к продолжительному нагреву. А его прочность снижает сварной шов.
Методы IGBTЭти инверторные сварочные аппараты могут быстро накапливать электроэнергию, используя любое устройство тока затвора. Это возможно благодаря технологии биполярных транзисторов с изолированным затвором. Переключатель инверторного сварочного аппарата также работает быстро и потребляет меньше энергии для выполнения заключительной операции.
Компактная и легкая модель
Благодаря минимальной конструкции инверторный сварочный аппарат можно использовать практически везде. По сравнению с другими традиционными сварочными аппаратами эти сварочные аппараты компактны. Вы можете разместить их в любом компактном пространстве благодаря компактной конструкции устройства.
Вы можете разместить их в любом компактном пространстве благодаря компактной конструкции устройства.
Конструкция достаточно компактна, поэтому вы можете полностью хранить ее в ограниченном пространстве. Вес и размер трансформатора будут значительно уменьшены, поскольку частота инверторного сварочного аппарата намного выше рабочей частоты.
Аналогичным образом, значительное увеличение размера, веса реактора и рабочей частоты будет значительно сведено к минимуму.
Плюсы
- Низкое энергопотребление.
- Обеспечивает превосходный контроль электрической дуги.
- Поставляется с охлаждающим вентилятором для защиты деталей от нагрева.
- Портативный.
Минусы
- Они менее долговечны по сравнению с обычными трансформаторными сварочными аппаратами.
- Дорогой ремонт.
Обзор сварщика трансформаторов
Кредит: Владимир Ненезич, Shutterstock
.
Как это работает?
Сварочные аппараты с трансформатором — более традиционный вариант сварки.Эти высокопроизводительные устройства являются «рабочей лошадкой» в отрасли и требуют питания от сети. Они в основном используются для промышленной сварки прутков. Они бывают размерами от 250 А до 600 А при 415 В.
Сварщик трансформатора позволяет сварщику выбирать выходной ток, перемещая обмотку ближе или дальше от вторичной обмотки. Он также может перемещать магнитный шунт внутри и из сердечника трансформатора, используя последовательный реактор насыщения с изменяемым подходом последовательно с выходом вторичного тока, или просто позволяя сварщику выбирать выходное напряжение, нажимая на вторичную обмотку трансформатор.
Эти приборы трансформаторного типа обычно самые экономичные.
Отличительные особенности
Особенностью трансформаторного сварочного аппарата является то, что на электрод подается переменный ток. Это означает, что преобразование активировано. Из-за этого увеличивается разбрызгивание металла, что, в свою очередь, сказывается на качестве шва.
КПД трансформатора составляет около 80%, так как большая часть энергии используется для нагрева «железа» прибора. Устройства разделены на домашние, производящие ток до 200 ампер, профессиональные и полупрофессиональные, до 300 ампер, а еще один — более 300 ампер.
Когда дело доходит до использования прибора в домашних условиях, используется однофазный электрический ток 220 вольт. Однако в большинстве экспертных устройств часто используется трехфазный ток 380 В.
НадежностьБольшинство людей спорят о надежности сварщика. В течение почти столетия трансформаторные сварочные аппараты подвергались комплексным исследованиям и разработкам для создания надежных и прочных аппаратов, в то время как инверторным сварочным аппаратам уделялось такое же внимание только 30 лет.
Сварочные аппараты с трансформатором более надежны по сравнению с лучшими инверторными сварочными аппаратами.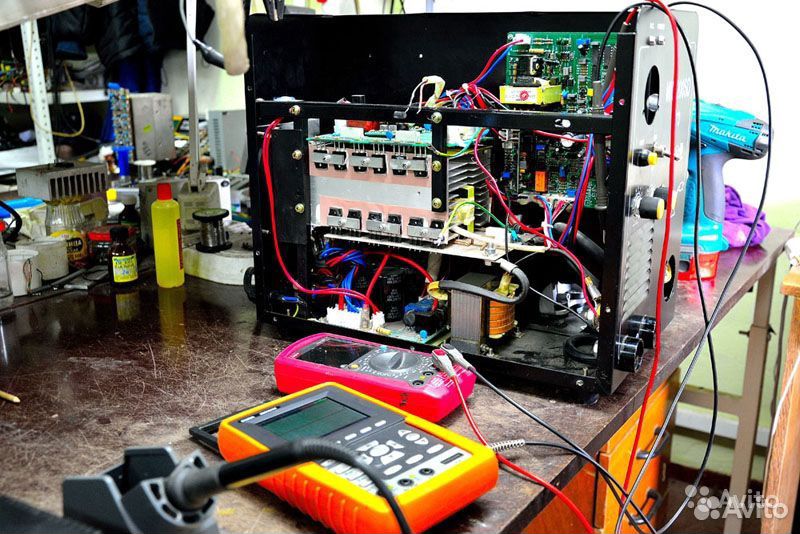 Однако за последние годы разрыв значительно сократился. Те дни в 1990-х годах, когда отказы инверторов вызывали кошмары, ушли в прошлое.
Однако за последние годы разрыв значительно сократился. Те дни в 1990-х годах, когда отказы инверторов вызывали кошмары, ушли в прошлое.
Кредит: kofana12, Shutterstock
. Возможные ограниченияОбщая тенденция состоит в том, что трансформаторные сварочные аппараты более просты, но надежны, в то время как инверторные сварочные аппараты могут объединять множество разнообразных процедур с меньшей надежностью.
Другое соображение — это то, как устройство будет ограничивать вас в среднесрочной и долгосрочной перспективе. Если за этими устройствами правильно ухаживать, они могут прослужить значительное количество времени. Если у вас есть трансформаторный сварочный аппарат, он будет крупнее и менее многофункциональным по сравнению с инверторным сварочным аппаратом.
Хотели бы вы купить дополнительное оборудование, чтобы иметь такую же производительность, которую может предложить инверторный сварочный аппарат? Или вам нужна надежность сварочного аппарата на базе трансформатора, но вам также нужно что-то, что вы можете носить с собой в качестве резервного, которое обеспечивается инверторным сварочным аппаратом?
Время простоя Некоторые области применения могут привести к преждевременному разрушению инверторных сварочных аппаратов, например, из-за дополнительных загрязняющих веществ в воздухе и высокой влажности.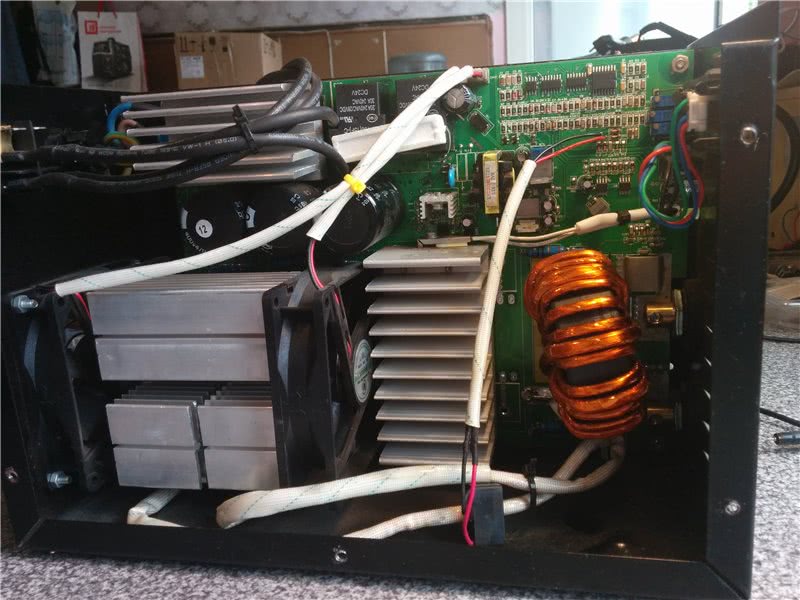 Производители пытались создать продукты, более устойчивые к сбоям из-за экологических проблем.
Производители пытались создать продукты, более устойчивые к сбоям из-за экологических проблем.
Однако они всегда более склонны к неудачам. Если ваша машина выйдет из строя, вы не сможете использовать ее, пока она не будет отремонтирована. Но как это повлияет на вашу повседневную деятельность? Если вы просто любитель, это не помешает осуществлению важных проектов и не повлияет на ваш доход.
Хотя ваша машина имеет решающее значение для бесперебойной работы вашего бизнеса, вам необходимо учитывать влияние простоев, которые могут у вас возникнуть.Если окружающая среда, в которой вы находитесь, способствует преждевременному выходу из строя и находится вне вашего контроля, стоит иметь более надежное устройство, которое проще по сравнению с универсальным устройством, которое не работает.
В таком случае лучше всего подойдет трансформаторный сварочный аппарат, поскольку он прочен, надежен и редко выходит из строя.
Область применения
Сварочные аппараты с трансформатором — это простое устройство, которое используется практически во всех сферах человеческой деятельности, где необходимы сварочные соединения для железных металлов.
Приборы используются для следующих целей:
- Ремонт и прокладка трубопроводов.
- Сварка водопроводных трубопроводов.
- Устройство металлических конструкций на стройплощадке.
- Соединение листовых материалов, два в стык и внахлест.
Плюсы
- Начальная стоимость невысока.
- Идеально для ремонта фермы.
- Сварщик не требует обслуживания.
- Текущие расходы также относительно низкие.
- Высокая надежность.
Минусы
- Зажигать дугу сложно.
- Чувствителен к снижению напряжения в сети.
Инвертор против сварочного аппарата трансформатора: что вам подходит?
Хотя инверторные сварочные аппараты имеют преимущества перед трансформаторными сварочными аппаратами, не все из этих преимуществ могут быть вам полезны. Окончательный выбор в конечном итоге сводится к предпочтениям пользователя.
Мы предоставили вам все необходимое, чтобы помочь вам учесть ваши требования и выяснить, что вам подходит. Кроме того, мы составили список различий между инверторными и трансформаторными сварочными аппаратами с учетом таких факторов, как долговечность, вес, стоимость и т. Д.
Давайте нырнем!
ПостоянствоПо сути, трансформаторы имеют более высокие рабочие циклы. Следовательно, теоретически они могут решать более сложные задачи, чем инверторные сварочные аппараты.На данный момент инверторы новые в магазинах и, следовательно, их долговечность сомнительна.
Сейчас мы знаем о долговечности трансформаторных сварочных аппаратов, поскольку они используются достаточно долго, чтобы анализировать и повышать их долговечность. Тем не менее, инверторная технология невероятно увлекательна, поскольку вы можете вложить много энергии в небольшой легкий корпус.
Затраты Между сварщиками инверторов и трансформаторов ведутся давние споры о ценах.![]() Многие трансформаторные сварочные аппараты экономичны, когда речь идет о начальных затратах.
Многие трансформаторные сварочные аппараты экономичны, когда речь идет о начальных затратах.
Но в конечном итоге инверторный сварочный аппарат сэкономит вам много денег. Все это сводится к затратам с течением времени. Начнем с того, что инверторные сварочные аппараты потребляют меньше энергии. Хотя точная стоимость, как правило, завышена, многие профессионалы сходятся во мнении, что вы можете сэкономить около 10% на счетах за электроэнергию.
Сварочные аппараты с инверторомтакже потребляют меньше расходных материалов и сварочного газа благодаря повышенной стабильности дуги.Со временем не будет безумием сказать, что сварочные аппараты окупятся сами за себя.
Вес По сравнению с трансформаторными сварочными аппаратами, инверторные сварочные аппараты легче. Они даже вдвое меньше нескольких трансформаторных машин. Если вы выполняете неподвижные работы на большой площади, большой и здоровенный сварочный аппарат для трансформатора не будет проблемой.
Однако, если вы собираетесь перемещать сварщика или помещение ограничено, лучше всего подойдет инверторный сварочный аппарат.
Стабильность и эффективностьЗа последние 50 лет сварочные аппараты для трансформаторов прошли долгий путь. Используя сварочный аппарат премиум-класса, вы можете достичь привлекательного уровня эффективности, сохраняя при этом относительно стабильную дугу.
Однако по сравнению с инверторными сварочными аппаратами это ничто. Большинство инверторных сварочных аппаратов вдвое эффективнее трансформаторных сварочных аппаратов. Например, по сравнению с трансформаторным сварочным аппаратом, инверторный сварочный аппарат использует половину ампер для получения аналогичного количества вольт.
Из-за этого большинство инверторных сварочных аппаратов могут работать от обычной домашней розетки, и, следовательно, вам не нужно покупать генератор или большую розетку на 220 В.
Долгое время в инверторных сварочных аппаратах использовался DC (постоянный ток). Хотя у них была более стабильная дуга, чем у обычных сварочных аппаратов с трансформатором постоянного тока, для сварщиков на переменном токе был доступен только один вариант.
Хотя у них была более стабильная дуга, чем у обычных сварочных аппаратов с трансформатором постоянного тока, для сварщиков на переменном токе был доступен только один вариант.
В настоящее время инверторные сварочные аппараты могут использовать как постоянный, так и переменный ток. А поскольку инверторные сварочные аппараты более эффективны, они могут генерировать более стабильную дугу.По этой причине инверторные сварочные аппараты являются лучшим выбором с точки зрения эффективности и стабильности.
Качество сварных швовРаз уж мы обсуждаем сварочные аппараты, давайте перейдем к сути сварки и остановимся на дуге и сварных швах. Если вы из тех сварщиков, которые работают с гладкой сталью весь день, каждый день, вам не нужно искать машину для сварки трансформаторов.
Однако мы живем в мире, который требует совершенства сварки в любом положении и на каждом материале.Сварщики с инвертором начинают сиять в этом требовательном мире. Поскольку инверторные сварочные аппараты можно запрограммировать на выполнение чего угодно, теперь мы видим, что улучшенная импульсная сварка MIG работает аналогично высококвалифицированной сварке TIG.
Программное обеспечение и усовершенствованная электроника открывают мир, который коренным образом изменил возможности сварочного аппарата. Иногда даже средний сварщик выглядит неплохо.
Когда дело доходит до качества сварки и инноваций, инверторный сварочный аппарат — лучший выбор. Тем не менее, для стали все еще можно упростить.
Рабочий циклВ общем, инверторные сварочные аппараты могут достигать гораздо более высоких рабочих циклов в результате размера трансформатора. Хотя более мелкие детали инверторного сварочного аппарата быстро нагреваются, их можно охладить намного быстрее и проще.
Однако в традиционных трансформаторных сварочных аппаратах детали намного больше и, следовательно, имеют тенденцию сохранять тепло и долго остывать.
Использование мощности генератора «Эффективность» означает, что использование энергии генератора более возможно с помощью инверторных сварочных аппаратов, которые могут работать на портативных генераторах меньшего размера. Это невозможно с обычными сварочными аппаратами для трансформаторов.
Это невозможно с обычными сварочными аппаратами для трансформаторов.
Однако следует учитывать, что использование энергии от генератора чревато опасностями.
ФункциональностьПо сравнению с традиционными трансформаторными сварочными аппаратами, характеристики высококачественных инверторных сварочных аппаратов значительно выше. Это особенно заметно при ручной сварке (MMA), при которой операторы считают, что сварка проще и им не нужно «бороться» с дугой.
В основном это из-за способности инверторных сварочных аппаратов иметь более высокое напряжение холостого хода и интегрировать такие функции, как Anti-Stick, Arc Force и Hot Start.Основным примером этого является сварка тонких материалов: с использованием традиционного аппарата для ручной сварки это печально известно сложно, если не непрактично.
Однако с помощью инверторных сварочных аппаратов, которые имеют неограниченную регулировку силы тока и стабильную дугу, мощность может быть значительно снижена, так что, например, лист металла толщиной 1,6 мм или секции труб можно сваривать значительно проще и контролируемым образом.
Кредит: Супавит Сретбхакди, Shutterstock
Что такое технология IGBT?
Буквы IGBT обозначают «Биполярные транзисторы с изолированным затвором».Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах без сварки, которые упрощают регулировку напряжения.
В некоторых инверторных сварочных аппаратах используется более старая технология MOSFET или транзисторы. Технология IGBT обеспечивает значительные преимущества по сравнению с MOSFET. Возможно, решающим преимуществом является то, что IGBT менее подвержены колебаниям мощности генератора и питающей сети, что делает их более надежными и менее уязвимыми для отказов или повреждений.
Когда использовать инверторный сварочный аппарат Когда использовать сварочный аппарат для трансформатора Внутри в регулируемой среде В пыльной и грязной среде Можно использовать на многих типах недрагоценных металлов Вы можете использовать его изо дня в день на одном и том же металле
Заключение
За последние 15 лет инверторные сварочные аппараты претерпели стремительные преобразования. Они постоянно улучшают функциональность и стоимость. Однако это не означает, что мы должны зарывать трансформаторные сварочные аппараты, поскольку они также играют решающую роль в отрасли.
Они постоянно улучшают функциональность и стоимость. Однако это не означает, что мы должны зарывать трансформаторные сварочные аппараты, поскольку они также играют решающую роль в отрасли.
В конечном итоге все сводится к индивидуальному взвешенному решению, зависящему от множества факторов.
Кредит предоставленного изображения: (L) Mehaniq, Shutterstock | (R) Алан Сау, Shutterstock
Лучший сварщик для самостоятельного ремонта и обслуживания дома
Нет ничего более приятного, чем наличие собственной домашней мастерской и возможность заниматься своими руками или выполнять работы по обслуживанию дома.Те из нас, у кого есть способность строить, чинить, создавать и ремонтировать вещи, — это редкая порода, которая не любит ничего, кроме как провести дождливый (или любой другой) день в мастерской. Часто мы обнаруживаем, что, хотя в наших мастерских есть все оборудование для работы с деревом, наличие сварщика открывает совершенно новые возможности для творчества. В этой статье мы обсудим, какой сварщик лучше всего подходит для самостоятельного ремонта и обслуживания дома.
В этой статье мы обсудим, какой сварщик лучше всего подходит для самостоятельного ремонта и обслуживания дома.
Типы сварочных аппаратов своими руками
Иметь сварщика в мастерской — это одно, но какой сварщик лучше всего подходит для проектов DIY.Что хотим сварить, что строим, что ремонтируем? Здесь мы рассмотрим три распространенных типа сварочных аппаратов: аппараты для дуговой сварки, сварки MIG и TIG
.Аппараты для дуговой сварки и их применение
Аппараты для дуговой сварки — это ваш основной и оригинальный сварочный аппарат. Эти машины, использовавшиеся десятилетиями, создавали целую промышленность. Первый аппарат для дуговой сварки был изобретен примерно в 1890 году, а первые сварочные электроды с покрытием были изобретены примерно в начале 1900 года.
Сегодня аппараты для дуговой сварки все еще используются в промышленности и в домашних мастерских.Новое поколение дугосварочных аппаратов — компактные, портативные и мощные. Часто они подходят не только для дуговой сварки, но и для сварки TIG.
обычно используются в строительной и ремонтной промышленности, особенно в таких областях специальной сварки, как сварка труб и подводная сварка. В то время как специалист по домашнему хозяйству может использовать эти машины для основных работ по изготовлению и ремонту оборудования.
Преимущества и недостатки дуговой сварки
Преимущества дуговой сварки
- Очень портативный , Новые аппараты, такие как 140 Forney EasyWeld Arc Welder, очень легкие .При весе всего 10 фунтов или около того эти машины идеально подходят для технического обслуживания и общих производственных работ.
- Дуговые сварщики не привередливы к состоянию свариваемого металла и будут сваривать грязные материалы. Также можно сваривать оцинкованную сталь, нержавеющую сталь и практичный чугун.
- Аппарат для дуговой сварки без защитного газа можно использовать в любую погоду .
- Цена. Большинство аппаратов для дуговой сварки, используемых в домашних условиях, — это , очень доступные по цене . Сварочный аппарат на 140 А можно купить менее чем за двести долларов.Другой фактор экономии — отсутствие необходимости в дополнительном защитном газе
- Идеально подходит для трубопроводов.
- Основы «Дуговая сварка» можно освоить за относительно короткое время при хорошем обучении. (У U-образной трубки есть много видео о том, как дуговой сваркой)
 Большинство аппаратов для дуговой сварки, используемых в домашних условиях, — это , очень доступные по цене . Сварочный аппарат на 140 А можно купить менее чем за двести долларов.Другой фактор экономии — отсутствие необходимости в дополнительном защитном газе
Большинство аппаратов для дуговой сварки, используемых в домашних условиях, — это , очень доступные по цене . Сварочный аппарат на 140 А можно купить менее чем за двести долларов.Другой фактор экономии — отсутствие необходимости в дополнительном защитном газеНедостатки дуговой сварки
- Может потребовать большей очистки, чем сварочные аппараты MIG, в зависимости от типа используемого электрода.
- Трудосвариваемая очень тонкая сталь и листовой металл
- Не так эффективен, как сварочный аппарат MIG, когда речь идет о производительности.Они медленные в использовании, так как вы постоянно меняете электроды.
- Для высококачественной сварки, такой как подводная сварка или сварка труб, требуется высокий уровень опыта и подготовка.

Сварщики Mig — Лучший сварщик для DIY
Сварочные аппаратыMig для общего домашнего ремонта и домашнего ремонта будут наиболее универсальными из всех трех типов и для большинства из них будут лучшими сварочными аппаратами для домашних хозяйств. Эти сварочные аппараты работают, используя непрерывную подачу проволоки, которая является присадочным стержнем к месту возникновения дуги.
Однако в некоторых случаях требуется использование защитного газа.Это может ограничить портативность, но есть способ обойти это при сварке низкоуглеродистой стали.
Защитный газ требуется для сварочных аппаратов Mig, если вы собираетесь сваривать низкоуглеродистую сталь, нержавеющую сталь и алюминий. Существует еще один вариант сварки низкоуглеродистой стали с использованием порошковой сварочной проволоки. Использование проволоки с флюсовым сердечником не требует защитного газа, поскольку флюсовая проволока обеспечивает защиту сварочной ванны.
Нажмите, чтобы увидеть один из лучших сварочных аппаратов Mig для DIY
Преимущества сварочных аппаратов MIG для DIY
- Хорошая цена для машин хорошего качества
- Сварочные аппараты Modern Mig меньше, легче и компактнее, а в некоторых случаях имеют большую мощность
- Сварка МИГ — самый простой из всех типов сварки для изучения
- Может сваривать намного быстрее, чем аппараты для дуговой или TIG-сварки
- Отлично подходит для сварки тонких металлов, таких как автомобильные панели
- Сварные швы имеют хорошую отделку и более чистые, без шлака. (порошковая проволока создает немного шлака и немного очищает)
- Один аппарат может сваривать низкоуглеродистую сталь, алюминий, нержавеющую сталь и использовать порошковую проволоку.
- Сварку сердечника флюсом можно производить на открытом воздухе в прохладную погоду
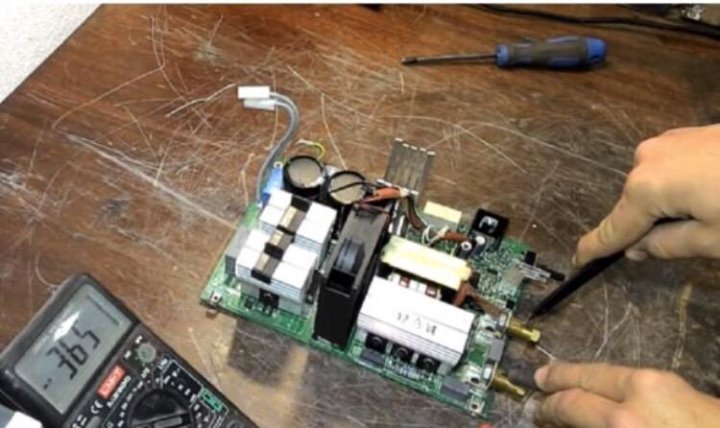 (порошковая проволока создает немного шлака и немного очищает)
(порошковая проволока создает немного шлака и немного очищает)Недостатки сварочных аппаратов MIG
- Требуется защитный газ, если не используется проволока с флюсовым сердечником.
- Использование защитного газа требует очень стабильных атмосферных условий, чтобы не сдувать газовую защиту
- Лучше всего использовать для более тонких металлов.В зависимости от мощности вашей машины. Например, для сварки двухдюймовой пластины требуется сварщик не менее 500 ампер.
- Требует большей подготовки, чем сварочные аппараты штучной сваркой, зона сварки должна быть очищена от грязи, ржавчины или краски.
Сварщики Tig, преимущества и недостатки
Сварочные аппараты TIG — это высокоточные аппараты. Вероятно, не лучший сварщик для DIY, но если вы занимаетесь точной работой, вам следует подумать об этом. Обычно используется в промышленности и производстве в таких отраслях, как производство продуктов питания и спортивного оборудования.Рама вашего велосипеда, скорее всего, сварена методом сварки TIG.
Вероятно, не лучший сварщик для DIY, но если вы занимаетесь точной работой, вам следует подумать об этом. Обычно используется в промышленности и производстве в таких отраслях, как производство продуктов питания и спортивного оборудования.Рама вашего велосипеда, скорее всего, сварена методом сварки TIG.
Преимущества
- Сварные швы практически не требуют очистки, очень чистые
- Сварные швы могут быть очень маленькими и деликатными
- Отлично подходит для сварки тонких металлов и листового металла
- Прочные качественные сварные швы
- Тепло, подводимое к сварному шву, можно контролировать с помощью педали
- Может сваривать сталь, сплавы и нержавеющую сталь
Недостатки
- Требуется защитный газ
- Сварочный процесс требует определенных навыков
- Не подходит для сварки толстой стали
Заключение
Суть в том, что сварщики Mig будут лучшими сварщиками для DIY для большинства людей. Это означает, что они самые универсальные и справятся практически со всем. Излишне говорить, что следующий лучший вариант — обратиться к дуговой сварке. Они больше подходят, возможно, для обслуживания ферм и более тяжелых строительных проектов.
Это означает, что они самые универсальные и справятся практически со всем. Излишне говорить, что следующий лучший вариант — обратиться к дуговой сварке. Они больше подходят, возможно, для обслуживания ферм и более тяжелых строительных проектов.
Ноэль Дэвидсон веками сваривал сталь, резал древесину и строил крутые штуки, а его блог Habitatdiy.com посвящен самоделкам и творчеству, потому что вы можете.
Ремонт сварщика трубопроводов | Авторизованный Lincoln & Miller Custom Rebuild
Что мы делаем:
Мы — мастерская по ремонту сварочных аппаратов всех марок, всех моделей, всех проблем.
Работаем на бензиновых и дизельных двигателях.
Мы являемся авторизованным гарантийным и ремонтным центром Lincoln and Miller.
Продаем запчасти Lincoln и Miller.
Строительные работы и реставрация Custum
Сметы всегда предоставляются и утверждаются заказчиком до начала работ.
Восстановленный сварочный аппарат на заказ
Обычный ремонт мы делаем:
Ремонт двигателя
Капитальный ремонт и восстановление газовых двигателей
Капитальный ремонт и восстановление дизельного двигателя
Запрессовка катушек и обмоток генератора
Проверка и замена якоря генератора
Корпус возбудителя изношен машиной и гильзой для нового подшипника якоря
Установите обновления для электронных устройств на холостом ходу
Установите датчики Мерфи
Обновления дистрибьютора
Ремонт и восстановление магнето
Профилактическое обслуживание и общий ремонт
Ремонт Mig and Tig
Ремонт дуговой сварки
Ремонт аппаратов дуговой сварки
Ремонт плазменного резака
Ремонт механизма подачи проволоки
Ремонт золотникового пистолета
Для всех, кто ищет что-нибудь, от простого ремонта до самой сложной сборки, Нейт Кинг из Pipeliners Welder Repair — лучший выбор.Черно-салатовый короткий капот Deutz переоборудован — моя машина. Мы спроектировали и построили это с нуля. Все, что связано с этой машиной, совершенно новое, спереди назад и сверху вниз.
Я очень доволен конечным результатом. Выглядит и сваривает невероятно, и для тех из вас, кто меня знает, я чертовски требователен к своей машине в том, как она работает, и в том, как она сваривает. Не может быть счастливее! Снимаю шляпу перед вами и командой!
Брэд Дэвис | Отзыв от Facebook
Прекрасное отношение и очень гостеприимный.Рекомендую всем, кому нужен ремонт сварщика. Отлично работает. Мы сделали карбюратор, ленивец, говнер, дистрибьютора электроники за небольшой промежуток времени .. Спасибо за отличный сервис, Нейт и ребята из Performance Welding San Marcos TX
.Стивен Коваррубиас | Отзыв от Facebook
Вернул свою машину, когда подумал, что дело безнадежно, и выглядит потрясающе
Колби Тобола | Отзыв от Facebook
Ремонт и калибровка на месте в производственных цехах:
(только электрические машины)
Ежегодная калибровка и сертификация
Ремонт Mig and Tig
Ремонт дугосварщика
Ремонт дуговой сварки
Ремонт плазменного резака
Ремонт механизма подачи проволоки
шпулька ремонтная
Pipeliner Kustoms- Custom Builds
Chop включает:
Кожух вентилятора Custom
Нестандартный топливный бак
Аккумулятор и кабели
6-лопастной вентилятор (только на газовых машинах)
Воздушный фильтр в сборе на дизельных машинах
Состав краски:
Промышленная эпоксидная краска для двигателя и генератора (сплошной цвет)
Порошковое покрытие на шасси
Дизельный двигатель Переделок:
Позвоните, чтобы узнать подробности
Хотите узнать больше!
У вас есть проект и вы хотите знать, сколько он может стоить? Позвольте нам помочь!
Лучший сварщик рам автомобилей
Лучший сварщик рам автомобилей: дешевый ремонт и изготовление кузовов автомобилей
Ищете ли вы , какой сварщик лучше всего подходит для автомобильных панелей? или Лучший сварщик рам автомобилей, , пожалуйста, уделите время и внимательно прочтите наши рекомендации.
Какой вид сварки используется для изготовления рам автомобилей?
Сварка MIG (газом) — это наиболее универсальная автомобильная сварка и самый простой способ сварки каркаса автомобилей. Сварка TIG (газовой) и дуговой сваркой (PAW), скорее всего, является лучшим выбором для сварки рамы автомобиля.
allmetalsfab.com Упоминается, что «Сварка MIG может использоваться со всеми типами металлов и сплавов, включая алюминий, нержавеющую сталь и другие виды стали различной толщины.”
MIG155GSV Инвертор на 155 ампер Вес — 21,2 фунта | ||
Вес — 36,4 фунта | ||
Forney Easy Weld 298 Дуговый сварочный аппарат Вес — 13,74 фунта | ||
Вес — 90 фунтов | ||
| Miller Electric 211 MIG Welder Вес- 0.010 унций | ||
LOTOS MIG110 Сварочный аппарат 910 MIG11040 140 Вес сварочного аппарата 910 54,0 фунта |
Какой сварочный аппарат используется для изготовления автомобильных панелей?
Мы объясним здесь, какой тип сварочного аппарата используется для автомобильных панелей? Поскольку существует множество сварщиков автомобилей, из которых можно выбирать, и у каждого свое мнение о том, что им нравится, не каждый из перечисленных ниже сварщиков кузовов подойдет вам.
Тем не менее, мы перечислили шесть наших любимых сварочных аппаратов для автомобильных вакансий и рассмотрели каждую из них, чтобы показать их плюсы и минусы и помочь вам решить, какой из них будет наиболее подходящим для вас.
Независимо от того, являетесь ли вы сварщиком MIG , TIG сварщиком или вам нужен сварочный аппарат для рамы автомобиля , который может работать с обоими, мы рассмотрели ряд различных машин для автоматической сварки рам , которые помогут вам сузить вниз ваш выбор для вашего следующего проекта.
weldpro 155 gd обзор: 155 А ИНВЕРТОР MIG / STICK ARC WELDER
Краткий обзор:
- Компактный дизайн, легкий и портативный
- Двойная входная мощность — 115 В / 230 В
- Выходной диапазон от 30 до 155 А
- Лист 24 калибра до пластины 3/8 дюйма
- Предлагает процессы стержневого стержня постоянного тока, сварки MIG и флюса
- Без электромагнитных помех
Показать предложения Amazon
MIG155GSV Инверторный аппарат для дуговой сварки MIG / Stick на 155 А с двойным напряжением 220 В / 110 В
Этот автоматический сварочный аппарат отличается превосходным рабочим циклом, особенно по той цене, которую вы платите.Для меня главным аргументом в пользу автомобильной сварочной машины было то, что в ней не использовались элементы управления. Органы управления просты в использовании, а дополнительный регулятор напряжения — это плюс, который упрощает набор номера.
Насколько надежны инверторные сварочные аппараты?
Однако это ничто по сравнению с инверторными сварочными аппаратами. Многие инверторные сварочные аппараты вдвое эффективнее своих трансформаторных аналогов. … Поскольку инверторы более эффективны, они могут производить более стабильную дугу.По этой причине инверторные сварщики награждаются как за эффективность, так и за стабильность.
Описание продукта:
Автоматическая сварка кузова Weldpro 155 Инвертор с двойным напряжением — это автомобильный сварочный аппарат , номер модели MIG155Gsv — это автомобильный сварочный аппарат MIG .
Этот автоматический сварочный аппарат включает самозащитную порошковую проволоку, которая оснащена уникальной электронной схемой реактора, которая может точно управлять передачей короткого замыкания и смешанной передачей, что обеспечивает лучшую производительность, чем другие автомобильные сварочные аппараты .
По сравнению со сварочными аппаратами с силиконовым управлением и резьбовыми сварочными аппаратами наша продукция имеет следующие преимущества:
- Стабильная скорость подачи проволоки
- Переносимость
- Энергосбережение
- Отсутствие электромагнитных помех.
155 Weld-pro Сварка рамы автомобиля — отличный выбор для вас дома, на работе или для работы в поле. Качество, которому можно доверять и на которое можно рассчитывать долгие годы!
Характеристики продукта:
| Производитель товара | : | Вт Weld-pro |
| Номер детали | : | Le |
| Вес изделия | : | 21.2 фунта |
| Размеры изделия | : | 14,96 x 13,58 x 6,69 дюймов |
| Номер модели продукта | : | Le |
| снято с производства | : | № |
| Стиль продукта | : | Миг 155ГСВ |
| Материал изделия | : | Металл |
| Напряжение | : | 115 Вольт |
| Батарейки в комплекте? | : | № |
| Требуются батарейки? | : | № |
Плюсы:
- Определяет сложные настройки
- Многоцелевой
- Простота установки и использования
- Автоматический выключатель сварки
- Отлично подходит для автомобильных работ
- Компактный дизайн, легкий и портативный
Минусы:
ОбзорSUNCOO 130 MIG Welder: портативный сварочный аппарат 110 вольт
Краткий обзор:- Отличная маленькая портативная машинка.Легко использовать.
- ИСПОЛЬЗУЕТ УДОБНЫЙ ПРОВОД С ФЛЮСОВОЙ ЖИДКОСТЬЮ 0,6–0,9 ММ.
- Порошковая проволока, саморазбавляемая металл-инертный газ при сварке, предотвращает окисление свариваемой детали.
- 2 вентиляционных отверстия на аппарате способствуют отводу тепла.
- Легко отрегулируйте ток, регулируя 4 кнопки для MIN / MAX, 1/2
Показать предложения Amazon
Проволока с флюсовым сердечником Автоматическая подача безгазового сварочного аппарата Маленький сварочный аппарат: переносной сварочный аппарат, 110 В
Можно ли использовать проволоку с флюсовым сердечником в аппарате для газовой сварки MIG?
Да, заработает.Сердечник из флюса иногда используется в сварочных аппаратах MIG , даже в присутствии газа. Например, в ветреную погоду будет работать флюсовый сердечник, который будет сдувать защитный газ. Кроме того, сердечник из флюса часто дает немного лучшее проникновение, чем газовый экранированный провод.
Мы стремимся предоставить вам точную информацию о продукте.
Сварочный аппарат MIG 130 позволит вам получить профессиональную
сварка кузова опыт.
Компактный, портативный и легкий сварочный аппарат прост в использовании , с легко начать работу, так как почти все готово к процессу сварки.
Его портативность позволяет брать с собой автоматический сварочный аппарат , а также его очень легко настроить и использовать.
Характеристики продукта:
| Производитель | SUN-COO |
| Позиция Номер детали | 3060400400 № HOUS2 |
| Вес | 36.4 фунта |
| Размеры | 13,4 x 7,2 x 11,4 дюймов |
| Размер продукта | 13,4 дюйма * 7,2 дюйма * 11,4 дюйма |
| Цвет изделия | оранжевый |
| Материал продукта | Металл |
| Модель позиции | MIG 130 NO GAS-желтый |
| Напряжение машины | 110 вольт |
| Продукт Батареи в комплекте? | № |
| Продукт Требуются батареи? | № |
Плюсы:
- Это один из самых недорогих наборов.Если у вас ограниченный бюджет, дешевый сварочный аппарат станет отличным выбором для ваших нужд.
- Контроллер переменной скорости позволяет полностью контролировать то, над чем вы работаете, для получения более точных и чистых результатов.
- Этот самый дешевый сварочный аппарат выглядит прочным и надежным. Внешний корпус выполнен из сверхпрочной нержавеющей стали, которая прослужит долго.
- Удобно и портативно. Есть верхняя ручка, с помощью которой вы можете легко носить его с собой.К тому же он довольно легкий.
- Многие говорили, что он работает быстрее, чем многие сварщики, которых они пробовали раньше. Он также работает тише, чем другие марки.
Минусы:
- У некоторых просто были проблемы с настройкой из-за отсутствия необходимых инструкций.
Forney Easy Weld 298 обзоры: Best Arc Welder 100 ST, 120 Volt
Краткий обзор:- Работает со штангой до 1/8 дюйма
- Совместимость с генератором при 120 В — 4500 Вт
- Сварные швы до 3/16 дюйма.и более 1/4 дюйма при сварке электродом 16-го калибра низкоуглеродистой стали
- Вход 120 В и выход 90 А
- Рабочий цикл: 30% при 80 Ампер
Показать предложения Amazon
Хорошие ли сварщики Форни?
Многофункциональный автомобильный сварочный аппарат также создает очень красивые сварные швы. Колесный привод MIG действительно хорош, и он также имеет зажигание дуги TIG для сварки TIG, что намного лучше, чем начинать с нуля. Наконец, Forney Easy Weld 140 MP отличается высококачественной сборкой.Он одновременно прочный и легкий.
Описание продукта:
Мы стремимся показать вам лучший сварщик для автомобильных рам информации. Производители, поставщики и другие специалисты предоставляют здесь , какой вид сварки используется для автомобилей?
Машина для сварки кузовов 100 ST Stick оснащена инновационной инверторной системой питания, которая легка и проста в использовании, обеспечивая безотказную работу и высочайшие результаты.
Идеальный стартер для дуговой сварки обеспечивает входное напряжение 120 В и выходное напряжение 90 А, а также возможность сварки TIG , продается отдельно.
Эффективная конструкция лучшая сварка для автоматического листового металла для работы с электродом до 1/8 и сваривает от 16 до 5/16. Отлично подходит для автомобильных и домашних проектов.
Характеристики продукта:
| Производитель | : | Forney Industries inc |
| Номер детали | : | 298 |
| Цвет продукта | : | зеленый |
| Материал | : | Металл |
| Вес изделия | : | 13.74 фунта |
| Номер модели продукта | : | 298 |
| Размер изделия | : | 100 СТ |
| Напряжение | : | 120 Вольт |
| Предмет Источник питания | : | проводной электрический |
| Максимальный ток | : | 90 Ампер |
| Размеры продукта | : | 16,25 х 8 х 12.5 дюймов |
| снято с производства | : | № |
| Изделие Длина шнура | : | 6 футов |
| Компоненты продукта | : | Сварочный аппарат |
| Особенности товара | : | Возможность сварки TIG |
| Измерительная система | : | Метрическая система |
| Батарейки в комплекте? | : | № |
| Требуются батарейки? | : | № |
Плюсы:
- Не требует батарей
- Есть способность TIG
- Позволяет выполнять сварку с разного расстояния.
- Может работать с электродами диаметром до ⅛ дюйма
- Может использоваться для сварки различных материалов.
Минусы:
- Нет подключения к газу
- Несмотря на то, что поддерживает сварку TIG, вам придется покупать горелку TIG отдельно.
PRIMEWELD TIG 225X 225 A IGBT AC DC Tig / Stick Сварщик
Краткий обзор:- Сварка TIG известна своими красивыми кромками.
- Ручное управление горелкой с высокочастотным пуском и точный педальный контроль нагрева при сварке
- Усовершенствованная инверторная технология с ШИМ (широтно-импульсной модуляцией) с использованием технологии IGBT
- 200HRTZ на PULSE FREQ И AC FREQ будет работать с алюминием 1/4 ″ и 3/8 ″ мягкой сталью и напряжением 110/220 вольт и может сваривать 7018, 6013
- PrimeWeld TIG225X AC / DC TIG Welder with Pulse — это универсальный сварочный аппарат, который поможет вам выполнять различные проекты.
Показать предложения Amazon
Вы выполняете сварку TIG на переменном или постоянном токе?
Сварка TIG может выполняться как на переменном (AC), так и на постоянном (DC) токе.Выбор текущего типа зависит от материала заготовки. Обычно сталь сваривают постоянным током, а алюминий — переменным.
Описание продукта:
Не всем нравится сваривать свой автомобиль сваркой методом TIG, но некоторым это нравится, и когда люди находят время, чтобы использовать этот процесс для автомобильной сварки , получается самая красивая отделка автомобиля.
Если вы используете эту сварку для автоматической сварки листового металла , тогда PRIME WELD TIG225X — лучший сварочный аппарат TIG для кузовных работ.
Сварка рамы автомобиля имеет широкий диапазон настроек, поэтому у вас есть все возможности для выполнения вашего проекта с максимальной эффективностью и чистотой, которую может предоставить любой сварочный аппарат best TIG .
Обладает широким диапазоном силы тока, что не всегда необходимо для кузовных работ, но при необходимости другого ремонта пригодится.
Этот автоматический сварочный аппарат оснащен фонариком CK Superflex с воздушным охлаждением, который позволяет легко маневрировать вокруг автомобиля в труднодоступных и труднодоступных местах.
Сварочное оборудование для автомобильных шасси — очень удобный фонарик, который не слишком сильно нагревается для работы с кузовом.
Prime weld соответствует самым высоким стандартам обслуживания клиентов, которые вы найдете на рынке сварочных работ.
Этот лучший сварочный аппарат для сварки листового металла не только действительно доступен по цене, но и о вас позаботятся с момента покупки, пока вам не понадобится поддержка со стороны Prime weld.
Если вам нужен сварочный аппарат TIG для автомобильных работ , мы рекомендуем его.
Характеристики продукта:
| Производитель товара | : | Первичный шов |
| Цвет продукта | : | Черный |
| Материал изделия | : | СТАЛЬ |
| Размеры продукта | : | 24 x 19 x 12 дюймов |
| Источник питания | : | ИМПУЛЬС ПЕРЕМЕННОГО / ПОСТОЯННОГО ТОКА |
| Позиция Номер детали | : | TIG225 |
| Вес изделия | : | 90 фунтов |
| снято с производства | : | № |
| Требуются батарейки? | : | № |
Плюсы:
- Возможность импульсной дуги
- Превосходное обслуживание клиентов
- Ножная педаль и пальцевый переключатель
- Высокочастотный гудок
- Функции подъема / опускания
Минусы:
Miller Electric 211 — Лучший сварщик MIG
Краткий обзор:- Бинты на липучке
- Кабель питания 5 футов (2 м) и переходные вилки MVP ™ для 120 В и 240 В
- Пистолет MIG MDX ™ -100, 10 футов (3 м)
- Бесконечный контроль напряжения дает вам возможность вручную настраивать машину
- Smooth-Start ™ обеспечивает плавный пуск без брызг.
Показать предложения Amazon
Описание продукта:
Сварочный аппарат Miller Electric 211 Dual Voltage — лучший портативный автомобильный сварочный аппарат MIG, доступный в Интернете.
Это немного дороже, чем другие машины. мы рассмотрели его, но его производительность намного превышает разницу в цене.
Это один из самых надежных сварочных аппаратов на рынке , при этом он недорог и портативен по сравнению с другими высокопроизводительными сварочными аппаратами MIG, которые значительно дороже.
Большинство стандартных пистолетов MIG не соответствуют стандартам комфорта и эффективности сварки, но этот стандартный пистолет не сильно отстает от дорогих пистолетов на вторичном рынке.
Длина проволоки составляет десять футов, что не так долго, как хотелось бы большинству сварщиков, но, опять же, для стандартной горелки она намного длиннее, чем у большинства оригинальных проволок.
Диапазон настроек этого автомобильного сварочного аппарата обширен, чтобы обеспечить эффективную сварку любой части кузова вашего автомобиля.
На внутренней стороне дверцы сварочного аппарата есть полезный стол, если он вам нужен, и пластина-направляющая вокруг шкалы напряжения, что очень удобно.
В целом, это лучший онлайн-сварщик MIG для кузовного оборудования , и мы настоятельно рекомендуем его, если вы серьезно относитесь к автоматической сварке .
Технические характеристики продукта Подробные сведения:
| Производитель товара | : | Миллер электрический |
| Вес изделия | : | 0.01 унция |
| Размеры продукта | : | 23,8 x 15,2 x 16,2 дюйма |
| Номер модели позиции | : | 4 |
| Материал | : | HAWA |
| Количество штук | : | 1 |
| Позиция Номер детали | : | 4 |
| снято с производства | : | № |
| Толщина продукта | : | 7 дюймов |
| Напряжение | : | 230 Вольт |
| Товар Кол-во в упаковке | : | 1 |
| Компоненты в комплекте | : | Устройство^ Руководство по эксплуатации |
| Батарейки в комплекте? | : | № |
| Требуются батарейки? | : | № |
Плюсы:
- Компактный
- Пистолет для нанесения покрытий Excellent MIG
- Идеально для автомобильных работ
- Средняя цена
- для тяжелых условий эксплуатации
- Обширный набор настроек
Минусы:
- Нет возможности залипания или сварки TIG
LOTOS MIG140 Сварочный аппарат MIG на 140 ампер, флюсовый сердечник и сварка в среде защитного газа алюминия с переключателем 2T / 4T, аргоновый регулятор, устройство подачи металлической проволоки, черный / красный
Краткий обзор:- LotosMIG140 — это также пистолет для катушек, способный сваривать алюминий.
- Диапазон проводов–. 025 ″ -. 030 ″ (0,6–0,8 мм) из твердой стали; . 030 ″ -. 035 ″ (0,8-0,9 мм) с порошковым флюсом.
- Его можно легко подключить к существующей розетке на 110 В и быстро настроить за 10 минут или меньше. Устройство подачи алюминиевой проволоки
- — прочное и высококачественное устройство подачи проволоки из алюминия обеспечивает гораздо более стабильную и качественную сварку.
Показать предложения Amazon
Описание продукта:
USA Lotos Technology поставляет качественные сварочные машины и режущие инструменты малым предприятиям и покупателям для самостоятельной сборки.
С 2007 года продукция Lotos получила признание как авторитетный источник доступного промышленного оборудования, а — лучший потребительский аппарат для сварки MIG для кузовов автомобилей. — переносные аппараты плазменной резки и сварочные аппараты.
В технологииLotos используются новейшие технологии, такие как технология высокочастотного инвертора на основе IGBT / MOSFET, ШИМ (широтно-импульсная модуляция) и т. Д., Для подачи постоянного и точного тока на режущую поверхность.
Он помогает клиентам легко добиваться гладких, чистых резов на самых разных поверхностях и материалах (таких как нержавеющая сталь, легированная сталь, латунь, алюминий и другие проводящие материалы) с меньшим нагревом и меньшим искажением металла.
Лучший сварочный аппарат MIG для автомобильных панелей Аппараты обладают широким набором функций для большинства профессиональных пользователей, а также для домашних пользователей.
Устройство подачи проволоки из алюминия— прочное и высококачественное устройство подачи проволоки из алюминия обеспечивает гораздо более стабильную и качественную сварку.
Характеристики продукта:
| Название продукта | : | ЛОТОС |
| Позиция Номер модели | : | MIG140 |
| Максимальный ток | : | 140 ампер |
| Вес изделия | : | 54.0 фунтов / 24,494 K.G |
| Длина | : | 16 дюймов |
| Материал изделия | : | Металл, медь |
| Высота | : | 9,6 дюймов |
| Рабочий цикл (%) | : | 20 |
| Мощность двигателя | : | Электрический (переменный ток) |
| Измерительная система | : | США |
| Включено | : | Дополнительные наконечники, горелка |
| Входная мощность (вольт) | : | 110 |
| Толщина нанесения материала (дюйм.) | : | 0,1875 |
| Максимальная выходная сила тока (амперы) | : | 140 |
| Максимальная скорость подачи проволоки IPM | : | 550 |
| Минимальная выходная сила тока (амперы) | : | 25 |
| Номинальная мощность (В) | : | 18 |
| Инструменты Тип продукта | : | Электроинструмент |
Плюсы:
- Этот лучший сварочный аппарат mig может сваривать 16-граммовый канал для гусей (катаная сталь)
- Специально для стали / листового металла.
Минусы:
- Этот сварочный аппарат подходит не для всех металлов.
На этой странице вы найдете информацию по теме « лучший сварочный аппарат для автомобильных рам », а также ссылки на другие страницы нашего сайта, связанные с этой темой.
Прочтите подробную информацию ниже, чтобы узнать больше:
При создании новых или ремонтных (текущих, аварийных и др.) Вагонов применяется электросварочное оборудование для работы с металлическими деталями.
Как сваривать листовой металл кузова автомобиля
В процессе сварки у вас есть соответствующие знания о том, как сваривать листовой металл кузова автомобиля , потому что обрабатываются металлические детали разной толщины и с разным доступом к месту установки. Поэтому сварочные аппараты для автомобилей делятся на две большие группы:
- оборудование для заводской сборки новых автомобилей
- оборудование для ремонта и модернизации автомобилей с пробегом
Функции и операции, выполняемые сварщиком автомобилей
Ремонт с использованием сварщика включает в себя не только сварочные (сборочно-демонтажные) работы, но и другие операции, например, правку.
Сначала во время этой операции деформированные части кузова автомобиля вытаскиваются с помощью специального оборудования. Чтобы прикрепить его к поверхности, к ключевым точкам вмятины приваривают шайбы.
За них в дальнейшем будет зацепляться крюк тали или наконечник обратного молота.
Во-вторых, сварщиком часто нагревают толстые детали (например, кузовные детали в грузовиках, лонжероны — в легковых автомобилях) с целью их дальнейшей деформации.
Кроме того, у ремонтных сварщиков часто есть дополнительные возможности.Очень распространены, например, конструкции, предусматривающие оснащение сварщика зарядно-пусковым устройством. Это устройство разработано для:
- обслуживание стартерных аккумуляторов автомобилей
- запуск двигателя автомобиля при разряженном аккумуляторе
Малогабаритные аккумуляторные сварочные инверторы позволяют произвести срочный ремонт автомобиля прямо на месте (на труднодоступной трассе).
Запаса электрической мощности одного комплекта источников питания хватит на простой сварочный ремонт, и большегрузный автомобиль сможет продолжить движение, не меняя маршрута.При необходимости ремонтная бригада может взять с собой запасные аккумуляторы.
Для кузова в ремонте кузова
Сварочные аппараты для кузовного ремонта автомобилей выполняют работы по специальной технологии. Предусмотрен ряд процессов, которые направлены не только на сохранение структурных свойств металла, но и на его защиту.
Контактная точечная сварка
Аппарат для точечной сваркиСборка, в большинстве случаев, производится контактной сваркой. Операция осуществляется путем нагрева соединяемых деталей в отдельных точках.
Повышение температуры происходит из-за прохождения большого тока через малое поперечное сечение этих точек контакта.
Их нагревают до необходимой температуры и подключают. Основная масса металла соединяемых деталей при этом не нагревается и его структурные свойства не меняются.
После монтажа места сварки проходят антикоррозионную химическую обработку и изолируются герметиком для кузова автомобиля.
Сварка не опасна только для алюминия.Это связано с тем, что этот металл не подвержен коррозии. Поэтому многие новые модели автомобилей оснащены алюминиевыми деталями (например, капотом, крыльями и т. Д.).
Сварка деталей из алюминия производится специальными электродами в среде аргона .
Сварочный аппарат Сварочный аппарат TIG LORCH серии HandyTIG 180 AC / DC
Аппарат для дуговой сварки Lorch Handy TIG 180 DC . Фотографии сварочной техники
Сварочные аппараты для автомобилей кузов по точечной сваркой делятся на одноточечные и многоточечные автоматические сварочные аппараты .
Среди одноточечных очень популярен МТНЧ-250. Если необходимо использовать многоточечный, используется MTIP-600. Скорость сварки 8000… 19200 точек в час.
Это зависит от толщины металла и конфигурации обрабатываемых поверхностей: например, днище быстрее, а лонжероны медленнее.
В ремонт
Если ремонт относится к , то лучший сварочный аппарат для листового металла кузова (замена крыльев, крыши, фрагментов дверей и т. Д.)), то используются аппараты для одноточечной сварки . Такое оборудование описано выше.
Для остальных видов сварочных работ (сборка, правка и др.) Используются сварочные полуавтоматы . Сварка осуществляется за счет автоматической подачи проволоки. В этом случае используется защитный газ (из воздуха атмосферы). Существует два типа сварки :
- в атмосфере активного газа (углекислого газа). Сварка имеет обозначение MAG .
- в атмосфере инертного газа (аргона).МОМЕНТ обозначен
Сварка в атмосфере инертного газа имеет значительно более высокие характеристики, но стоимость аргона значительно превышает стоимость диоксида углерода.
Таким образом, сварка MIG применяется для работы с цветными металлами, алюминием и нержавеющей сталью, а MAG — для сварки черных металлов.
При выполнении ремонтно-сварочных работ автомобиля часто используется сварочный инверторный аппарат МиГ для сварки листового металла .
Сварщик использует технологию IGBT, которая позволяет сварку MIG / MAG проволокой в газовой среде: двуокиси углерода или аргоне и их смесях. Кроме того, у него есть дополнительные опции:
Защита от перегрева, что значительно увеличивает ее надежность;
имеет синхронизированную регулировку сварочного тока и скорости подачи проволоки, что увеличивает производительность.
Сварочные аппараты для автомобилей с дополнительными опциями
Многие модели сварочных аппаратов, которые используются как лучший сварочный аппарат для листового металла , при ремонте автомобилей имеют дополнительные опции:
Техническое обслуживание (зарядка, снятие изоляции с пластин и т. Д.) стартерных аккумуляторных батарей автомобиля.
Это позволяет использовать сварщика в перерывах между сварочными сеансами для дополнительных работ по техническому обслуживанию автомобиля и помогает повысить рентабельность мастерской;
Запуск двигателя автомобиля в холодную погоду с разряженным аккумулятором. Эта опция расширяет возможности сварщика. Это особенно ценно в регионах с суровым климатом.
Инверторный сварочный аппарат AIRLINE AJS-W-03 очень популярен. Выполняет электродную электросварку.Кроме того, это пуско-зарядное устройство, которое заряжает аккумуляторные батареи напряжением 12 В и 24 В и запускает двигатель автомобиля в сложных климатических условиях.
Аккумуляторные сварочные аппараты
Сварочные аппараты обычно «привязаны» к источнику питания: стационарной электросети или передвижному генератору энергии.
Сварочные аппараты с батарейным питанием значительно увеличивают мобильность сварщика.
Источником питания сварочного аппарата Micro Stick 160 является аккумуляторная батарея Mobile power 1.С этим аккумулятором можно использовать без подзарядки:
- 21 электрод диаметром 2,5 мм
- 9 электродов диаметром 3,2 мм
Его небольшой вес — 4,9 кг. (вес аккумулятора 6 кг.), а устройство для переноски позволяет сварочному аппарату кузова самостоятельно переносить его на рабочий объект.
Мобильные авторемонтные бригады часто оснащаются такими малогабаритными сварочными аппаратами . Это позволяет выехать на легковой машине для выполнения срочных сварочных работ прямо где-нибудь на трассе.
Как выбрать устройство (инвертор), какие лучше
Выбирая лучший сварочный аппарат для автомобильных работ , важно определить, какие работы будут проводиться с автомобилем.
Основную часть проблем приходится решать с телом, которое выполняет защитные функции. Помимо прочего, он отвечает за внешний вид автомобиля. В абсолютном большинстве материал корпуса — тонколистовая, хорошо штампованная сталь.
В меньшей степени остальные узлы и детали автомобиля ремонтируются с использованием сварочной техники.Они могут быть различной формы и изготовлены из легированной стали, чугуна, алюминиевых сплавов и других материалов.
Характер выполняемых работ зависит от рабочего места, в котором они выполняются. Размеры сварочного оборудования будут меняться там, где в условиях гаража или СТО производятся ремонтные работы.
При проведении ремонта владельцем автомобиля важно учитывать, что большинство из них — начинающие сварщики. Здесь лучше всего использовать инверторные блоки питания.Новички могут легко запустить дугу и поддерживать ее стабильное состояние.
Для кузовного ремонта
Как уже отмечалось, повышенные требования предъявляются к сварному шву при кузовных работах. Особенно, если он находится на видном месте. Эти операции выполняются как инверторами, так и сварочными полуавтоматами.
Полуавтомат
Наиболее приемлемый способ добиться положительного результата — использовать сварочные полуавтоматы. Одно и то же расстояние между сварным швом и соплом подачи проволоки сохраняется по всей длине сварного шва.Шов гладкий и не выделяется на поверхности тела.
Использование инертного газа предотвращает образование шлака и позволяет сразу приступить к нанесению покрытия. Тонкая сварочная проволока и минимальный сварочный ток позволяют эффективно работать с материалами корпуса минимальной толщины.
При выполнении длинных корпусных швов с очень тонкой толщиной металла используется вариант импульсной сварки. Программа подает ток и проволоку через определенные промежутки времени, тем самым предотвращая перегрев свариваемых листов.Получается, что поверхность гладкая, без короблений.
Инвертор
Сварка с помощью инвертора выполняется с использованием специальных электродов, достаточно больших для диаметра листового металла. Шов более толстый, поэтому он становится более заметным на поверхности тела.
Металл в зоне сварки может сильно нагреться и вызвать термическую деформацию. Поэтому лучше сварить корпус с помощью инвертора в местах, скрытых от человеческого глаза.
В ремонт
Ремонт автомобилей включает в себя огромное количество вариантов используемых технологий. В некоторых из них лучше всего показано использование как полуавтоматов, так и инверторов.
Полуавтомат
Полуавтомат должен обладать универсальными возможностями. Возможность использования проволоки разного диаметра, большой диапазон тока и газовые горелки с водяным охлаждением позволяют сваривать металл разной толщины.
Сварочный полуавтомат MEGA MIG 500S- Blue weld
Использование защитного инертного газа позволит производить ремонт деталей из жаропрочной и коррозионно-стойкой стали, алюминиевых сплавов и др.Для расширения функциональных возможностей предусмотрена организация отдельного разъема для выполнения ручной дуговой сварки.
Инвертор
Работа устройства на высоких частотах тока делает конструкцию устройства относительно небольшой по размеру. А если он укомплектован аккумулятором, то для его мобильных пользователей созданы все условия. Ремонт автомобилей с инвертором возможен даже в поле, где нет электричества.
Argus B 201 / 30- Электродный сварочный аппарат
Большим минусом в эксплуатации инверторов является отсутствие в России системы ремонта.Чтобы диагностировать проблему, а тем более заменить вышедшую из строя деталь, если возможно, то по прошествии очень долгого времени.
С функцией зарядного устройства
Любой автомобилист сталкивался с проблемой разряженного аккумулятора. Многие решили эту проблему с помощью специально разработанного для этой цели зарядного устройства.
Однако его принцип работы аналогичен принципу действия сварочного аппарата. Необходимо только предоставить необходимые для зарядки выходные параметры — ток и напряжение.
Rom.Кабели.
Возможность плавного регулирования этих характеристик с помощью электронных схем на инверторных сварочных аппаратах позволила создать устройство, выполняющее обе функции.
Если сварочный инвертор имеет выходное напряжение около 50 Вольт, то его необходимо дополнить понижающим трансформатором напряжения до 12 Вольт. Регулирование тока присутствует в конструкции всех инверторов. Такие сварочные аппараты предлагает рынок.
ПРОФЕССИОНАЛЬНАЯ СВАРКА КУЗОВА ВАШЕГО АВТОМОБИЛЯ — ВИДЫ И ПРЕИМУЩЕСТВА:
Кузов автомобиля является важной частью транспортного средства, а также другими компонентами или частями.
Корпус находится в зоне риска, являясь буфером при контакте с внешней средой — неизбежное механическое воздействие окружающих предметов, других транспортных средств и предметов при ДТП гарантированно приведет к поломкам и нарушению формы элементов конструкции. детали и потеря привлекательного внешнего вида.
Не забывайте об агрессивном воздействии окружающей среды — влага, грязь, соль вызывает коррозионные пятна и трещины. Во всех этих случаях требуется кузовной ремонт автомобиля .
Требования к сварке кузова автомобиля
Сварка кузова автомобиля — это трудоемкий процесс, будь то дуговая, точечная или другие типы сварки .
В любом случае требуется качественный сварочный аппарат для кузовных работ и высококвалифицированный сварщик — только такая комбинация гарантирует удовлетворительный результат.
Отсутствие должного опыта и хороший сварочный аппарат не позволяет добиться точного и тонкого шва.
Сварку кузова следует проводить в специально оборудованном помещении, где есть точка подключения к сети с соответствующими параметрами частоты, напряжения и тока, источника газа и т. Д.
Сварка кузова автомобиля своими руками возможна только в простых случаях и при кузовном ремонте в тех местах, где эстетика шва не так важна.
Профессиональный подход к обработке кузова на оборудованной СТО позволяет получить сварной шов по нужным критериям:
- вид шва выбирается в зависимости от места повреждения
- с учетом характеристик металла выбран вид сварки
- способ ремонта сваркой — газовая, ручная дуговая, полуавтоматическая, лазерная — выбирается в каждом случае индивидуально
Действительно универсального варианта нет, элементы автомобиля после ремонта подвергаются разным нагрузкам, сделаны из разных материалов.
Точечная сварка в подавляющем большинстве случаев применяется для ремонта крыльев, порогов, при этом соединение внахлестку будет оптимальным для элементов, находящихся под большой нагрузкой.
Если необходимо частично заменить какую-либо деталь, то стыковое соединение целесообразно применить, например, при заделке дыр на днище автомобиля.
Своевременная диагностика автомобилей позволяет выявить поломку на ранней стадии, что дает возможность решить проблему без серьезных финансовых затрат.
какие виды сварки на машинукакую сварку варить кузов?
Как уже говорилось выше, выбор того, какая сварка и какие материалы подходят для сварки кузова автомобиля, должны делать профессионалы, как и выбор устройства, которое выбрать для осуществления процесса.
Кузов автомобиля изготовлен из низколегированной стали с небольшим содержанием титана или углеродистой стали с содержанием углерода в пределах 0,08 — 0,14% и такой стали со средней толщиной около 0.8 мм отлично штампуется, устойчив к сильному натяжению.
По видам сварочного ремонта специалист выбирает из следующего диапазона:
- Ручная дуговая сварка с использованием многопостового сварочного выпрямителя типа «ВДМ 1202» или его аналога с электродами диаметром 1,6 мм марки УОНИ 13/45, положение шва нижнее
- Газовая сварка кузова автомобиля выполняется газовой горелкой с ацетилено-кислородным пламенем и присадочной проволокой диаметром 0.8 мм марки Св-08Г2С
- Сварка кузова с полуавтоматом также очень популярна — потребуется баллон с углекислотой и проволока диаметром 0,8 мм марки Св-08Г2С
- Однако вы можете сваривать полуавтоматически и без газа, используя порошковую проволоку или проволоку с флюсом.
Можно ли сварить кузов автомобиля сварочным инвертором?
Инверторный сварочный аппарат для кузовных работ с высокочастотным электрическим током используется для сварки бампера, дополнительных рам, задней и передней лебедок, упоров и даже противотуманных фар, если заказчик хотел разместить их на крыше автомобиля. .
Основное преимущество сварки кузова инвертором — высокая скорость — работа будет выполнена в кратчайшие сроки.
Инвертор в процессе создания сварных швов на автомобиле активно применялся еще с советских времен, правда, только в тех местах кузова, которые не претендуют на эстетичный вид.
Полученные швы надежные и прочные, но только на металле толщиной более 3 мм.
Для получения качественного шва с инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неминуемо скажется на качестве шва.
сварка для автомобиляОсобенности сварки кузова электродвигателем
Как сварить листовой металл кузова автомобиляРуководство Лучшая дуговая сварка кузова автомобиля электродом позволяет сваривать тонкослойный металл, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт.
Если у вас нет опыта работы со сварочным аппаратом, вы можете залатать только ржавые участки коррозии на дне, для выполнения таких операций можно брать любые материалы, если они соответствуют требованиям по толщине и надежности.
Остальное доверить профессионалам. Этот вариант соединения металлических деталей — самый старый и надежный и в то же время самый универсальный.
Причем эту опцию можно использовать при любом пространственном расположении сварного шва, даже в местах с ограниченным доступом.
Широкий ассортимент доступных марок электродов позволяет сваривать самые разные стали — как углеродистые стали обычного качества, так и высококачественные стали с различным содержанием легирующих элементов.
При этом качество шва напрямую зависит от квалификации сварщика , и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается. за счет простоты и транспортабельности такого оборудования.
По понятным причинам сварка кузова своими руками дешевле, но не лучше, особенно если сварочный полуавтомат для кузовных работ оставляет желать лучшего.
Решив выбрать прибор для кузовного ремонта, квалифицированный специалист учтет химический состав, толщину металла, расположение свариваемых деталей, чтобы состояние порогов после сварки порадовало машину. собственник более года.
Действительно, если у вас есть высокопроизводительный сварочный аппарат для кузовных работ и грамотные специалисты в оборудованном помещении, то ремонт кузова не займет много времени.
Так что не экономьте на автомобиле и собственной безопасности — доверьте его профессионалам, у которых есть все необходимое для кузовного ремонта.
Фермер погиб от удара током при сварке бункерного вагона
| Рис. 1. Сварщик в деревянном доме |
- Поддерживайте оборудование в надлежащем рабочем состоянии.
- Используйте соответствующие средства индивидуальной защиты и убедитесь, что они находятся в надлежащем рабочем состоянии.
- Разработайте безопасные рабочие процедуры для сварочных работ, особенно для сращивания сварочных кабелей.
- Определите другие потенциальные проблемы безопасности, такие как необходимость в прерывателе цепи замыкания на землю (GFCI).
6 августа 2003 года 44-летний фермер-мужчина сваривал кормовую тележку, когда его ударило током. MIFACE узнал об этом инциденте из газетной вырезки. 24 мая 2004 г. исследователи MIFACE взяли интервью у опекуна умершего и друга семьи в доме опекуна. После интервью смотритель сопроводил исследователей MIFACE к месту жительства умершего и к месту смертельной травмы. Исследователи MIFACE смогли увидеть как сварщика, так и тележку-бункер для кормов.Сварочные кабели и кабели ранее были вывезены из сарая. В ходе написания этого отчета были получены заключение судмедэкспертизы, свидетельство о смерти, отчет из полицейского управления и фотографии. MIFACE не удалось опросить человека, обнаружившего жертву. Рисунки 1, 2 и 4-7 были доставлены на место происшествия сотрудниками полиции. MIFACE удалил личные идентификаторы с изображений. Рисунок 2 был сделан MIFACE во время посещения объекта.
Пострадавший всю жизнь был фермером, родился и вырос в этом доме. Покойный владел от 28 до 60 голов коров, выращивая их на мясо на 140 гектарах посевных площадей. Чтобы пополнить свой доход от фермы, он ходил на распродажу недвижимости, аукционы и т. Д., Покупал старое сельскохозяйственное оборудование, ремонтировал его и перепродавал. По словам его опекуна, жертва была очень умелой и изобретательной. Смотритель научил потерпевшего «искусству» сварки, когда ему было восемь лет, а с двенадцати лет он начал сваривать самостоятельно.Пострадавший был сварщиком «палкой», технически известным как сварщик дуговой сварки в экранированном металле. У жертвы не было письменной программы по безопасности на ферме и она не посещала какие-либо курсы по безопасности на ферме.
Другая семья жила в отдельном доме на территории жертвы. Они платили потерпевшему аренду и помогали ему по хозяйству. Человек из этой семьи — это человек, который обнаружил жертву. Эта семья не является «опекуном жертвы», упомянутым в этом отчете. По словам смотрителя, потерпевший имел функциональные нарушения.Из-за своего функционального нарушения пострадавший обычно тесно сотрудничал с другим человеком при выполнении любого вида работы. Когда сослуживец жертвы делал перерыв, оба брали перерыв. Смотритель и друг семьи независимо друг от друга прокомментировали «надежность» и правдивость личности, обнаружившей жертву.
| Рисунок 2. Прицеп-бункер корма |
Пострадавший ремонтировал тележку-бункер для кормов (см. Рис. 2). Он поставил фургон на место с помощью трактора, припарковав фургон на песчаной почве за пределами небольшого деревянного сарая, в котором хранился металлолом, сварщик, инструменты, коробка электрических розеток и другой мусор. Фургон был 18 футов в длину, шесть футов в ширину, а платформа вагона находилась на высоте 28 дюймов от земли.Переднее колесо, на котором была обнаружена жертва, находилось примерно в 4 футах 6 дюймах от передней части фургона. Балка под телегой с сеном, на которую опирался пострадавший, когда его нашли, находилась на высоте 21 дюйма над землей.
Сварщик был дуговой сварщиком переменного тока старой марки Hobart (см. Рисунок 1). Покрытие и изоляция шнура питания сварщика были повреждены, что привело к оголению проводов (см. Рисунок 3). Сварочные кабели не были доступны исследователям MIFACE. Состояние изоляции кабеля неизвестно.Смотритель объяснил, что они были украдены вскоре после инцидента. Исследователям сказали, что первый комплект сварочных кабелей был возрастом примерно 10 лет и длиной примерно 12 футов. Второй комплект сварочных кабелей, который был «сращен» с первым, также не был доступен для проверки. Жертва сварила прутьями, которые были выброшены на другие предприятия или куплены жертвой на аукционе. Сварочные стержни хранились в сарае в открытых контейнерах, на открытых полках или на полу.
По словам опекуна пострадавшего, пострадавший каждый раз проводил сварочные работы одинаково из-за своей функциональной инвалидности. Обычная рабочая процедура пострадавшего заключалась в том, чтобы «срастить» два набора сварочных кабелей вместе и положить их на землю на кусок дерева размером 2 x 12 дюймов (см. Рисунки 4-5). Он не стал изолировать стыки для защиты. Во время сварочных работ на пострадавшем должен быть сварочный шлем и сварочные перчатки. Он лежал и / или стоял на синей теплоизоляционной плите из жесткого пенопласта.Пострадавший устанавливал все оборудование, включал сварщика (90 ампер) и начинал сваривать.
В день происшествия пострадавший, похоже, работал на последних секциях вагона. Согласно отчету полиции, он лежал примерно в 200 футах от основного блока питания сварщика, который находился внутри сарая. Розетка, к которой был подключен сварочный аппарат, не имела заглушки, имела видимые оголенные проводники и в нее были включены другие предметы. В заключении судмедэкспертизы указывалось, что пострадавший лежал на влажной земле.Ближайшая метеостанция зафиксировала 0,03 дюйма дождя в день инцидента. За последние 7 дней выпало почти 3,5 дюйма дождя, хотя за предыдущие три дня выпало всего 0,04 дюйма.
| Рисунок 3. Поврежденная изоляция электрического шнура | Рисунок 4. Неизолированный стык |
| Рисунок 5.Неизолированный стык на голой земле |
Хотя неизвестно, как жертва обычно «сращивает» кабели, в день инцидента он прикрепил электрододержатель непосредственно к проводу кабеля. Неизолированное соединение лежало на голой земле.
В полицейском протоколе говорилось, что потерпевший прикрепил заземляющий провод к раме кормораздатчика. Лицо, нашедшее жертву, представило представившейся полиции следующее.Он работал с покойным, когда приваривал повозку. Он оставил жертву работать в одиночестве, пока проверял другого члена семьи. Каждые 5-10 минут он проверял пострадавшего, чтобы убедиться, что с ним все в порядке. Когда он вернулся в последний раз, он назвал имя жертвы, но жертва не ответила. Он обнаружил, что жертва не дышит, сидящей под тележкой-бункером с кормом, положив голову на металлические перила. Сварочный стержень и кабели лежали на коленях пострадавшего. Он не мог видеть лица потерпевшего, потому что сварочный шлем прикрывал его голову.Он несколько раз говорил с потерпевшим, наклонился и коснулся жертвы; жертва не ответила. Поскольку потерпевший не ответил, он опустился на колени и положил руки на землю, предположительно, чтобы помочь жертве. Когда его руки коснулись земли, он заявил, что получил «сильный» шок. В этот момент он выключил сварщика и позвал опекуна пострадавшего. Прибыл смотритель, позвонил в службу 911 и отключил сварщика от электрической розетки. Прибыла экстренная помощь, и пострадавший был объявлен мертвым на месте происшествия.
Человек, нашедший жертву, рассказал полиции, что в прошлом, когда жертва выполняла сварку, он говорил «ай», когда работал сварщиком, что указывало на то, что жертва могла получить удар электрическим током во время процесса сварки.
| Рис. 6. Стингер на коврике, неиспользованные сварочные стержни | Рисунок 7.Гибкий коврик под кормовозом-бункером |
По словам его опекуна, в день инцидента присутствовали нетипичные обстоятельства. Пострадавший не поместил сращенные кабели на кусок дерева размером 2 x 12 дюймов (см. Рисунки 4-5). На нем не было сварочных перчаток, и он не занимался сваркой, лежа на жестком коврике под собой. Он работал один, что было для него очень необычно. Запасные стержни лежали рядом с местом нахождения жертвы (см. Рис. 6).Он поместил сварочный стержень в жало, но стержень не был зажжен, что указывало на то, что пострадавший не находился в процессе сварки, когда его ударили током. В полицейском протоколе не указано, что рядом с потерпевшим были найдены использованные стержни.
На фотографиях, сделанных полицией во время инцидента, видно, что под тележкой-бункером для кормов находился мат из гибкого пенопласта; фотографии показывают, что жертва, вероятно, не лежала на циновке, когда находилась под фургоном (см. рис. 7).
Хотя температура воздуха была всего 75 градусов, пострадавший сильно потел, о чем свидетельствовала его пропитанная потом рубашка с коротким рукавом.Согласно отчету полиции и заключению судмедэксперта, следов входных и выходных ран от электричества не обнаружено.
Событие, видимо, осталось незамеченным. Возможная последовательность событий заключается в том, что при включении сварщика пострадавший поместил сварочный стержень в жало. Чтобы немного ослабить сварочные кабели, он натянул кабели на себя и через ноги. Если произошло повреждение изоляции кабеля и проводник был оголен, когда он протаскивал провод под напряжением по ногам, ток мог уйти на землю в любом месте, где его тело контактировало с землей, или через луч вагона и соединение заземления с землей. .
Причиной смерти, указанной в свидетельстве о смерти, было поражение электрическим током. Проведенная токсикология показала, что у жертвы был повышенный уровень фермента, который выделяется при повреждении мышц, что соответствует поражению электрическим током.
Примечание. Этот инцидент произошел на частной ферме, не подпадающей под юрисдикцию Администрации безопасности и гигиены труда штата Мичиган (MIOSHA). Несмотря на то, что бизнес может не подпадать под юрисдикцию MIOSHA, рекомендуется следовать руководящим принципам MIOSHA для повышения безопасности на рабочем месте.
- Поддерживайте оборудование в надлежащем рабочем состоянии.
- Используйте соответствующие средства индивидуальной защиты и убедитесь, что они находятся в надлежащем рабочем состоянии.
Пострадавший при сварке не использовал соответствующие средства индивидуальной защиты.Хотя на пострадавшем были соответствующие средства защиты глаз (сварочный шлем), он не защищал должным образом свои руки, кожу и ноги. Его руки и руки не были должным образом защищены от ультрафиолетового света и горячего металла; на нем не было кожаных сварочных перчаток / защитных рукавов или рубашки с длинными рукавами и манжетами на пуговицах, сделанных из плотной ткани 100% шерсти или хлопка или других защитных предметов, таких как кожаный фартук, куртка или набедренные повязки, чтобы защитить его . Он не защищал свои ноги, надев высокие кожаные сапоги, чтобы искры не попали в сапоги.Часть 33 Общего отраслевого стандарта Закона штата Мичиган о безопасности и гигиене труда (MIOSHA) «Средства индивидуальной защиты» содержит рекомендации для лиц по правильному выбору и использованию средств индивидуальной защиты при проведении сварочных работ.
Строительные изоляционные листы из жесткого пенопласта, хотя, возможно, в некоторой степени являются электрическим изолятором, не предназначены для такого использования. Чтобы обеспечить большую степень защиты, следует использовать изолированный электробезопасный коврик и положить его на землю, чтобы обеспечить поверхность для работы, а также обеспечить дополнительную защиту — защитный коврик не проводит ток и обеспечивает защиту человека, находящегося на коврике. не позволять человеку быть «путем» электрического тока к земле.В Интернете можно найти несколько источников защитных ковриков, используя поисковый запрос «непроводящий коврик». Один источник непроводящего мата, идентифицированный MIFACE, имел мат размером 4х10 футов, который продавался в розницу менее чем за 275 долларов США.
- Разработайте безопасные рабочие процедуры для сварки, особенно для сращивания сварочных кабелей.
Чтобы предотвратить риск травм и смерти, разработка безопасных рабочих процедур может определить возможные риски и шаги, которые можно предпринять для их предотвращения.Процедуры безопасной работы выявляют существующие риски, которые могут быть связаны с самим сварочным оборудованием, отсутствием необходимых средств индивидуальной защиты; окружающая среда, в которой происходит сварка, и объект сварочной операции.
Сварочное оборудование включает сварочный аппарат, провода, жала и сварочные стержни. Все сварочное оборудование всегда следует проверять перед использованием. Убедитесь, что сварочный аппарат и его розетка правильно заземлены. Убедитесь, что электрододержатель и все электрические соединения и кабели должным образом изолированы — не используйте, если изоляция повреждена или отсутствует, или если кабельные соединения на держателях электродов ослаблены.Избегайте использования держателей электродов с дефектными губками. Убедитесь, что сварочные кабели сухие и не содержат смазки и масла. Держите сварочные кабели вдали от кабелей питания. Следите за тем, чтобы кабели не соприкасались с горячим металлом и острыми краями. Не проезжайте через кабели.
Сварочные стержни следует хранить в закрытых емкостях и в сухом месте. Пострадавший хранил сварочные стержни в закрытых контейнерах в открытом доступе к условиям окружающей среды. Эти стержни могли впитывать влагу, вызывая образование трещин во флюсе, и, следовательно, не могли эффективно экранировать дугу.Это могло привести к низкому качеству сварного шва и плохому управлению дугой во время процесса сварки.
Установите безопасные рабочие процедуры, когда вам нужно «сращивать» сварочный кабель. Пострадавший применил небезопасную практику, когда прикрепил электрододержатель к проволочному кабелю. Соединения должны выполняться только с использованием одобренных компонентов и серийно выпускаемых сварочных «кабельных соединителей», которые можно найти в магазинах сварочных материалов и некоторых сельскохозяйственных магазинах.
Необходимость выбора и использования соответствующих средств индивидуальной защиты обсуждалась в предыдущей рекомендации.В зависимости от того, где выполняется сварка, могут потребоваться дополнительные меры для защиты вашего здоровья. Респиратор может считаться необходимым в зависимости от типа выполняемой работы, характера загрязняющих веществ, наличия хорошей вентиляции на месте сварки и концентрации дыма, которому вы подвергаетесь. Шум также может быть проблемой, и могут потребоваться средства защиты органов слуха.
Похоже, пострадавший менял электроды голыми руками.Эта небезопасная практика должна быть запрещена. Никогда не меняйте электроды голыми руками или мокрыми перчатками. При сварке избегайте наматывания электродных кабелей вокруг тела.
Обращайте внимание на среду , в которой будет проводиться сварка. Есть ли поблизости легковоспламеняющиеся или горючие материалы? Держите поблизости огнетушитель на случай чрезвычайной ситуации. Земля под сварщиком или там, где вы проводите сварку, влажная или влажная?
Свариваемый объект следует оценить на предмет потенциальных рисков.Подключите заземляющий кабель как можно ближе к месту проведения сварки. Убедитесь, что зажим заземления подключен к чистому металлу (без ржавчины, краски или покрытия). Ржавый, окрашенный или покрытый металл может повлиять на электрическую цепь и целостность заземления. После завершения сварки не окунайте электрододержатель в воду, чтобы охладить его, поскольку это может привести к поражению электрическим током. Никогда не выполняйте сварку во влажных местах из-за опасности поражения электрическим током.
- Определите другие потенциальные проблемы безопасности, такие как необходимость в прерывателе цепи замыкания на землю (GFCI).
Согласно отчету полиции, розетка, к которой был подключен сварщик, не имела заглушки, имела видимые оголенные проводники и в нее были включены другие предметы. Вероятно, что сварочная установка пострадавшего не могла бы работать с 240-вольтовым GFCI из-за оголенных проводников на электрическом кабеле / вилке, прикрепляющей сварочный аппарат к настенной розетке (см. Рисунок 3).Хотя GFCI обычно не используются со сварочными аппаратами в условиях фермы, GFCI обнаружил бы утечку тока в электрическом кабеле между сварочным аппаратом и электрической розеткой. Электрическая цепь была бы прервана, и сварщик отключился бы, показывая пострадавшему, что питание сварщика «небезопасно». ПРИМЕЧАНИЕ: GFCI может обеспечить защиту от «стены до сварщика». GFCI не защитит вас от перебоев между «сварщиком и работой». Потому что GFCI не может защитить вас от сбоев между «сварщиком и работой», используя надлежащую сварочную технику и средства индивидуальной защиты, в то время как сварка имеет решающее значение.
Стандарты MIOSHA, цитируемые в этом отчете, можно найти и загрузить с веб-сайта MIOSHA, Департамента труда и экономического роста штата Мичиган (MDLEG): www.michigan.gov/mioshastandards. Кроме того, стандарты MIOSHA можно получить за плату, направив письмо по адресу: Департамент труда и экономического роста штата Мичиган, Секция стандартов MIOSHA, P.O. Box 30643, Lansing, Michigan 48909-8143 или по телефону (517) 322-1845.
Закон штата Мичиган о безопасности и гигиене труда (MIOSHA), Общий отраслевой стандарт, часть 33, Средства индивидуальной защиты
Закон штата Мичиган о безопасности и гигиене труда (MIOSHA), Общий отраслевой стандарт, часть 12, Сварка и резка
Национальная база данных по безопасности сельского хозяйства (NASD), www.nasdonline.org, Тематическая область: Электробезопасность
NASD — Заземление электричества, Серия тренингов по безопасности задней двери в сельскохозяйственном отделении Университета штата Огайо
NASD — Безопасность при дуговой сварке, Серия тренингов по безопасности задних дверей в расширении Университета штата Огайо
NASD — Урок по технике безопасности в сельском хозяйстве План: безопасность дуговой, TIG и MIG сварки
Процедура безопасной эксплуатации, электрическая дуга и сварка MIG, Университет Небраски-Линкольн. UNL, Здоровье и безопасность окружающей среды.Адрес в Интернете: http://ehs.unl.edu
MIFACE (Michigan Fatality and Control Evaluation), Мичиганский государственный университет (MSU), Медицина труда и окружающей среды, 117 West Fee Hall, East Lansing, Michigan 48824-1315. Эта информация предназначена только для образовательных целей. Этот отчет MIFACE становится общедоступным после публикации и может быть дословно распечатан с указанием ссылки на MSU. Перепечатка не может использоваться для поддержки или рекламы коммерческого продукта или компании. Все права защищены. МГУ — работодатель позитивных действий и равных возможностей.
Публикация №: 03MI193
Информация об отказе от ответственности и воспроизведении: Информация в NASD не представляет политику NIOSH. Информация включена в NASD появляется с разрешения автора и / или правообладателя. Более
10 советов, которые могут улучшить ваши сварочные навыки
Этот краткий курс практических указателей адаптирован к потребностям любой фермы в ремонте металла.
1. Режимы Glob или Spray для толстой стали
Большинство фермеров могут не осознавать, что регулировка напряжения, силы тока и скорости подачи проволоки на аппаратах для сварки проволокой может обеспечить режимы передачи, точно настроенные для толстого металла. По словам Карла Хоэса из Lincoln Electric, ограничивающим фактором для режимов шарового или распыления является то, что они могут использоваться только на «металле толщиной ⅛ дюйма и толще и только при выполнении плоских и горизонтальных угловых швов».
Шаровая передача (короткая дуга): Напряжение, сила тока и скорость подачи выше, чем в стандартном режиме короткого замыкания.Это приводит к тому, что большие шарики проволоки выходят из конца проволоки и попадают в сварочную ванну. Этот режим обеспечивает сварку глубокого проплавления на толстом материале, но при этом образуется много брызг.
Распылительная дуга: Вольт, сила тока и скорость подачи проволоки выше, чем в шаровом режиме. Он производит поток крошечных капель расплава, которые разбрызгиваются по дуге от проволоки к металлу. Для истинного распыления вам потребуется газ, богатый аргоном. Распылительная дуга позволяет использовать проволоку большого диаметра, поэтому осаждается много металла, и получается бусинка великолепного вида.Его можно использовать только для плоских или горизонтальных угловых швов; лужа очень жидкая. Обязательно замените сопло вашего пистолета на устройство длиной около 3 дюймов или больше.
2. Очистить от загрязнений
«Фермеры обычно не могут должным образом подготовить металл перед сваркой», — говорит Джон Лейснер из Miller Electric. «Это включает удаление краски, ржавчины, грязи и других поверхностных загрязнений, но это также означает шлифовку трещин». Лейснер легко понимает, что подготовка металла — это последнее, о чем вы думаете, когда требуется ремонт сварного шва в разгар сезона или во время кормления скота.
«Я не говорю, что зона ремонта должна быть абсолютно нетронутой», — говорит он, добавляя, что сварные швы алюминия являются исключением (см. Совет № 6 по сварке алюминия). «По крайней мере, ударьте по месту ремонта проволочной щеткой с электроприводом, чтобы удалить ржавчину и грязь».
Очистка удаляет загрязнения, которые попадают в металл во время сварки; если они останутся, они поставят под угрозу ремонт. Если очистка невозможна, избегайте ремонта с помощью сварочного аппарата MIG. «Используйте сварочный аппарат и стержень 6011.Кроме того, снизьте скорость движения. Это дает время пузырькам газа выкипеть из расплавленного сварного шва до того, как эти примеси улавливаются внутри сварного шва », — говорит он.
Водород сварочный враг # 1
Водород — это наихудшая примесь, разрушающая сварные швы. Поскольку водород повсюду (в воде, грязи, ржавчине, краске, навозе, смазке), он представляет собой серьезную проблему для сварщиков. Что можно сделать, чтобы сбить водород? Чистый, чистый и еще чистый. «Водород, наряду с высоким остаточным напряжением и чувствительной к трещинам сталью, может привести к растрескиванию через несколько часов или дней после сварки», — говорит Хоуз из Lincoln Electric.«Высокопрочные стали (обычно используемые в почвообрабатывающих орудиях), толстые металлические секции и ограниченные детали более подвержены водородному растрескиванию».
3. Правила для угла, направления и скорости
Одним из удивительных аспектов сварки является то, что даже начинающий сварщик может добиться успеха. Тем не менее, Хоуз и Лейснер предупреждают, что существуют некоторые жесткие правила, обеспечивающие длительный ремонт сваркой.
Тяни или толкай: Здесь правило простое.«Если образуется шлак, вы тянете», — говорит Лейснер. Другими словами, вы перетаскиваете стержень или проволоку при сварке с помощью устройства для сварки стержневой или флюсовой проволокой. В противном случае вы будете проталкивать проволоку сваркой в среде инертного газа (MIG).
Рабочий угол: При сварке проволокой держите пистолет под углом от 10 ° до 15 ° в направлении, в котором продвигается сварной шов. При сварке штангой поддерживайте угол подъема от 20 ° до 30 ° в направлении протягивания. При сварке углового (тройникового) шва держите пруток или проволоку (независимо от процесса сварки) под углом 45 ° между двумя металлическими частями.
Расстояние между дугами: Отрегулируйте скорость движения так, чтобы сварочная дуга оставалась в пределах одной трети передней части сварочной ванны. Для сварки проволокой (сердечник или MIG) соблюдайте рабочее расстояние от ⅜ до ½ дюйма. При сварке штангой соблюдайте расстояние ⅛ дюйма между концом стержня и заготовкой. «Длина дуги не должна превышать диаметр сердечника электрода», — говорит Лейснер.
Скорость: Наблюдайте за сварочными лужами и гребнем (где затвердевает расплавленный металл).По словам Хоэза, при сварке проволокой (MIG или флюсовой сердцевиной) гребень должен находиться примерно на дюйма позади проволочного электрода. При слишком низкой скорости движения образуется широкий выпуклый борт с неглубоким проникновением, что также приводит к отложению слишком большого количества металла. С другой стороны, слишком высокая скорость перемещения создает неглубокий сварной шов, который дает узкий и сильно выпуклый валик. Большинство скоростей движения для различных шарниров значительно ниже 40 дюймов в минуту.
4. Выбор газа MIG
Для сварки MIG предпочтительным надежным защитным газом является 100% углекислый газ (co²).Он экономичен и позволяет получать сварные швы с глубоким проплавлением.
Тем не менее, есть время инвестировать в более дорогие защитные газы, которые включают:
- 75% аргона и 25% co² для получения красивых сварных швов (при 100% co² образуется много брызг) и для сварки при высоких значениях силы тока.
- 85% аргона и 15% co² для сварки толстолистовой стали или металла с большим количеством прокатной окалины или ржавчины.
- 90% аргона и 10% co² для сварки распылением, а также для тяжелых или толстых металлических секций.
- 100% аргон или смесь аргона и гелия для сварки алюминия.
- 90% аргона, 7,5% гелия и 2,5% co² для сварки нержавеющей стали.
5. Список покупок сельскохозяйственных электродов
Множество проданных проводов и стержней затрудняет выбор электродов. Лейснер и Хоуз приводят этот список покупок сельскохозяйственных электродов, которые подходят для большинства ремонтных работ.
Проволока MIG: Хороший общий диаметр проволоки MIG — 0,035 (наиболее распространенный) или.045 дюймов. Но учитывайте 0,025 дюйма при сварке тонких материалов толщиной дюйма или меньше. Причина в том, что проволока меньшего диаметра более стабильна при сварке при меньшем токе, что обеспечивает меньшую силу дуги и меньшую склонность к прожиганию металла.
Проволока с флюсовым сердечником: Одной из самых популярных проволок с флюсовым сердечником является E71T-1, поскольку «она хороша для сварки в нерабочем положении (вертикальная, потолочная), обеспечивает быстрое застывание шлака и высокую скорость наплавки», — говорит Лейснер. «Если вы выполняете сварку в неправильном положении (потолочный сварной шов), вы можете использовать проволоку E71T-8», — говорит Хоуз.Если вы свариваете металл с покрытием или оцинкованный металл (например, ножку с зернистостью), используйте проволоку E71T-14, потому что у нее есть сердцевина, которая взрывается в дуге. Это приводит к улетучиванию стальных покрытий, таким образом, сводя к минимуму растрескивание и пористость сварных швов. Все эти проволоки обеспечивают более высокую производительность наплавки, чем стержневые электроды, и их шлак удаляется легче.
Электрод-стержень: Пруток общего назначения — это электрод 6011, говорит Лейснер, поскольку он обеспечивает хороший проникающий сварной шов. По его словам, для более толстого материала, который «требует более глубокого проплавления, используйте электрод 6010».
«Если вы свариваете более тонкую заготовку там, где вам нужно меньше проплавления, перейдите на электрод 6013». Самый распространенный размер стержня — ⅛ дюйма. «Используйте стержень большего диаметра для более толстого металла и стержень меньшего диаметра для более тонкого металла», — советует Хоуз.
6. Сварка алюминия
Растущее присутствие алюминия в сельскохозяйственном оборудовании вызывает необходимость ремонта металла. Хорошая новость заключается в том, что любой сварщик может обрабатывать алюминий, и этому процессу относительно легко научиться.Но есть некоторые правила, которым вы должны следовать, — говорит Хоуз. Эти правила включают:
Купите приводные ролики с U-образной канавкой, которые поддерживают проволоку, но не сминают ее. Держите регулировку ведущего ролика на незакрепленной стороне.
Замените прокладку кабеля на тефлоновую, нейлоновую или аналогичную прокладку.
Используйте только аргон или аргон-гелий.
Выберите алюминиевую присадочную проволоку диаметром 3/16 или 1/6 дюйма. Эти большие провода легче протянуть вниз по кабелю пистолета.
Используйте контактный наконечник приблизительно.На 0115 дюймов больше диаметра проволоки.
Удалите жир, масло, навоз или грязь с помощью органического растворителя, такого как ацетон, слабого щелочного раствора, такого как сильное мыло, или обезжиривателя на основе цитрусовых. Избегайте сильных щелочных или кислотных чистящих средств.
Почистите ремонт, используя новую проволочную щетку из нержавеющей стали (используется только при сварке алюминия), чтобы удалить окисленный алюминий, который естественным образом образуется на поверхности металла. Оксиды алюминия плавятся при 3700 ° F, в то время как основной металл плавится при 1200 ° F.Оксиды на ремонтной поверхности препятствуют проникновению присадочного металла.
Разогрейте ремонт до 230 ° F. чтобы минимизировать растрескивание. Делайте прихваточные швы в начале и в конце ремонта, чтобы облегчить предварительный нагрев и предотвратить деформацию.
Используйте короткий пистолет и прямой кабель. Если вы много занимаетесь сваркой алюминия, подумайте о покупке пистолета для катушки.
Вдавите в сварной шов, чтобы уменьшить загрязнение и улучшить покрытие защитным газом.
Сварка горячая и быстрая, используя более высокие значения силы тока и напряжения, а также скорости хода сварного шва, чтобы предотвратить прожог.
Заполните кратер сварного шва в конце сварного шва. Кратеры — основная причина растрескивания сварных швов алюминия, предупреждает Хоуз. Чтобы заполнить кратер, продолжайте подавать проволоку в конце сварного шва, меняя направление движения назад по сварному шву примерно на 1 дюйм.
7. Секретарь ремонта высокопрочной стали
По словам Хоэза, производители все чаще обращаются к использованию трудно свариваемых металлов, таких как высокопрочная сталь, особенно в почвообрабатывающих орудиях.При ремонте высокопрочной стали очень важно подготовиться, предварительно удалив всю ржавчину, краску, жир и влагу, чтобы добраться до оголенного металла. Затем предварительно прогрейте место ремонта перед сваркой.
«Чем выше содержание углерода в стали (обычно используется в высокопрочных сталях), тем больше требуется предварительного нагрева», — говорит Хоуз. «Предварительный нагрев необходим для предотвращения растрескивания после сварки». При ремонте высокопрочных сталей используйте электрод с малым диаметром и низким содержанием водорода, например стержень 7018, добавляет Лейснер.Наконец, сохраняйте низкую скорость сварочного хода; это сохраняет сварочную ванну в расплавленном состоянии, давая возможность пузырькам газообразного водорода закипеть. В результате получается более качественный сварной шов.
8. Почему трескаются сварные швы?
Hoes говорит, что сварные швы трескаются по одной или нескольким из следующих причин:
- Перед сваркой не зашлифовать трещины до дна.
- Формование бусин меньшего размера. Сварные швы всегда должны быть немного шире, чем глубина.
- Формирование вогнутых или полых бусинок.Такие сварные швы могут привести к растрескиванию середины валика. Сварные швы всегда должны быть выпуклыми или горбатыми.
- Неправильная очистка ремонта. Если после ремонта оставить ржавчину, краску, жир, грязь или влагу, в сварной шов попадет водород, который может вызвать растрескивание.
- Без предварительного нагрева перед сваркой. Это особенно необходимо, когда свариваемая сталь имеет более высокое содержание углерода или сплава.
- Избегайте использования электродов с низким содержанием водорода для ремонта трудно свариваемых сталей (с высоким содержанием углерода или сплава).
- Невозможность заполнить кратеры в конце сварного шва.
- Неправильное усиление ремонта сварного шва.
- Не накладывать первый валик на многопроходные сварные швы достаточного размера, плоской или выпуклой формы. Это препятствует растрескиванию до тех пор, пока не будут добавлены более поздние бусинки для поддержки.
Лейснер говорит, что жесткие детали более склонны к растрескиванию. Если возможно, приваривайте к свободному концу таких деталей и оставляйте зазор 1/32 дюйма между пластинами для свободного движения усадки при остывании сварного шва.Очистите каждую бусину, пока она еще горячая, чтобы снять напряжение.
9. Сварка вне позиции
Гравитация — ваш враг при работе вне рабочего места, поэтому противодействуйте ее эффектам (особенно при сварке проволокой), используя немного меньшее напряжение и меньшую скорость подачи проволоки, чтобы создать меньшую лужу, — говорит Хоуз. По словам Лейснера, изменение полярности для концентрации тепла на кончике электрода приводит к более холодной сварке, что позволяет сварочной ванне остывать быстрее и предотвращать ее стекание. Вот еще несколько советов от обоих экспертов по сварке в нерабочем положении:
Горизонтальные сварные швы: Уменьшите рабочий угол до 0 ° или 15 °, а затем выполняйте сварку в стабильном темпе, чтобы сварочная ванна оставалась на месте.
Вертикальные сварные швы: На стали толщиной 3/16 дюйма и более выполняйте сварку нисходящим движением. Однако это движение может быть проблемой; сварочная ванна может опередить дугу и стать изолятором, уменьшая проплавление. На стали толщиной 1/16 дюйма и более сваривайте восходящим движением из стороны в сторону, перемещая дугу справа к центру, а затем влево, чтобы создать треугольник.
Сварные швы: Уменьшите силу тока и двигайтесь быстро, чтобы сварочная ванна оставалась узкой.Используйте круговые движения и взмахи, чтобы сварочная лужа не вылилась из сварного шва.
10. Когда усиливать
Усиление ремонта сваркой «определенно необходимо, если трещина находится в месте, где вы не можете подготовить ее поверхность для сварки», — говорит Лейснер. «Всегда укрепляйте точки, подверженные высоким нагрузкам, например, петли складного оборудования».
Усиление также необходимо, если деталь сломалась более одного раза в том же месте или рядом с тем же местом, что и предыдущий ремонт, добавляет Хоуз.
При армировании обязательно скосите края под углом 30 °, где новый металл встречается со старым. Это обеспечивает лучшее проплавление.
Для более тяжелых участков материала оставьте небольшой участок (пространство) внизу стыка. Для этого сначала скосите края, а затем отшлифуйте нижнюю часть скоса до толщины никеля.
Вот последний совет по усилению. «Материал толщиной более дюйма обычно следует сваривать за несколько проходов», — говорит Лейснер.