Схема инверторного сварочного аппарата, настройка
Для сварочных работ используется специальное оборудование, схемы отдельных моделей сильно отличаются друг от друга. Наиболее часто используемым является инвертор. Это оборудование отличается точностью, работать с ним предельно просто. Схема этого устройства не слишком сложна, многие умельцы предпочитают собирать такие аппараты своими руками.

Схема устройства сварочного инвертора.
Работа эта трудоемкая, требует определенных навыков и внимания. Перед тем как начинать сборку, необходимо составить будущую схему сварочного аппарата, определить, какие именно элементы и узлы необходимы. После сборки обязательно надо проверить работоспособность оборудования, безопасность его использования. При проведении сварочных работ обязательно следует использовать специальные защитные перчатки и маску.
Схема сварочного аппарата
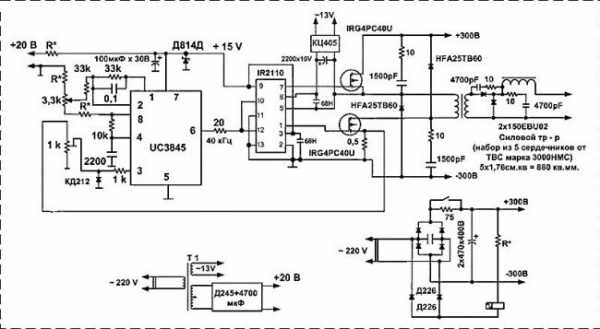
Рисунок 1. Функциональная схема источника питания инверторного сварочного аппарата.
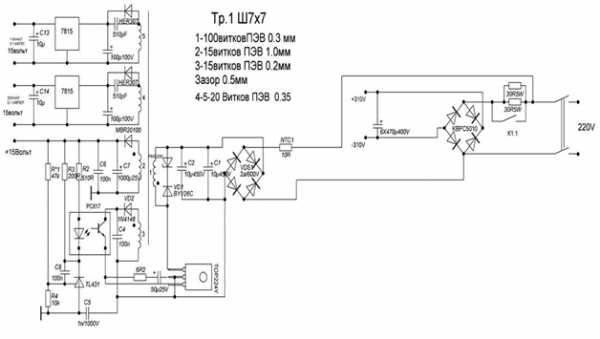
- трансформатор, в основе которого лежит феррит 7*7 или 8*8;
- первичная обмотка должна иметь 100 витков из провода с сечением 0,3 мм;
- первый слой вторичной обмотки делается из 15 витков, сечение провода составляет 1 мм;
- второй слой вторичной обмоткой включает также 15 витков, сечение провода равно 0,2 мм;
- третий слой вторичной обмотки делается из 20 витков, сечение провода равно 0,35 мм.
При выполнении обмотки необходимо следить, чтобы провод заполнял все пространство, это даст стабильное напряжение. Пример схемы приведен на рис.1. Общая схема сварочного аппарата включает в себя 2 трансформатора на 41 кГц, но можно применять и на 55 кГц. После этого идет прокладка и дроссель типа L2, специальный токовый трансформатор. Используются дополнительно вентиляторы для охлаждения.
Вернуться к оглавлению
Намотка трансформатора
Схема дросселя сварочного инвертора.
Схема сборки предусматривает намотку трансформатора, делается это с использованием меди. Ее ширина равна 40 мм, а толщина — 0,3 мм. Понадобится и термобумага для обертки. Подойдет обычная кассовая, ее толщина должна составлять 0,05 мм. Такая бумага обладает необходимым качеством, она прочная, при намотке не рвется. Обычный провод для работы не подходит, так как он перегреется, при этом все токи будут вытесняться на поверхностную часть, нижние слои не будут задействованы.
Вторичная обмотка состоит из 3 медных лент, они между собой разделяются специальной фторопластовой пленкой, которая при нагреве темнеет. Не рекомендуется для обмотки использовать обычные провода ПЭВ с сечением 0,5-0,7 мм. Такие провода круглые, во время обмотки они оставляют большое количество воздушных зазоров, т.е. теплообмен замедляется. Схема обязательно предусматривает наличие вентилятора на 0,13 А 220 В, можно использовать и иные значения.
Вернуться к оглавлению
Сборка сварочного инвертора
Схема подключения инвертора к аккумулятору.
Для сборки инверторов рекомендуется примерять вентиляторы и радиаторы, которые есть в компьютерных блоках. Купить их не составит труда, стоимость такого оборудования демократичная. Косой мост будет собираться из 2 радиаторов, при этом надо верхнюю часть моста ставить на одном радиаторе, а нижнюю располагать на другом. Диоды монтируются на радиаторы при помощи специальной прокладки из слюды. Если используется мост IRG4PC50W, то вместо слюды потребуется специальная теплопроводящая паста.
Все выводы транзисторов, диодов надо устанавливать таким образом, чтобы они шли навстречу один одному. Между радиаторами ставится плата, она предназначена для соединения всех цепей питания будущего оборудования с отдельными деталями моста. При этом надо помнить, что цепь питания составляет 300 В. Чтобы выбросы трансформатора ушли в цепь, схема предусматривает наличие припоя на плате, конденсаторов на 0,15 мк. Все остальные части соединяются между собой проводниками. Используются снабберы с конденсаторами, они помогают глушить все выбросы трансформатора резонансного типа, уменьшать потери IGBT.
Вернуться к оглавлению
Проведение настройки
Схема намотки сварочного трансформатора.
Настройка инверторного сварочного аппарата проводится после окончания сборки. На ШИМ подается питание в 15 В, также рекомендуется подать питание и на вентилятор. Выполняется подключение реле К1 через резистор R11. Это позволяет исключить сильные всплески во время подачи рабочего напряжения в 220 В. Проверяется четкость срабатывания реле, после чего по истечении 2-10 сек на ШИМ подается рабочее питание. Не должно возникать прямоугольных импульсов, особенно после того, как сработали реле.
После этого на мост подается питание, равное 15 В. Это дает возможность убедиться в том, что его схема собрана правильно. На холостом ходу ток потребления будет до 100 мА. Плюс необходимо убедиться, что фазировка обмоток проведена правильно.
На ШИМ понижается тактовая частота, пока на нижнем ключе не появится загиб, то есть пока не наступит перенасыщение узла. Полученное значение делится на 2, число прибавляется к значению частоты, что и составляет рабочую частоту для платы ШИМ и самого сварочного трансформатора. Если во время настройки лампочка реле светится при токе в 150 мА, то схема собрана верно. Если же она светится слишком ярко, то сборка проведена неправильно либо наблюдается пробой обмоток. Для снижения уровня помех необходимо все питающие провода скрутить, они должны быть как можно короче.
Вернуться к оглавлению
Проверка агрегата в действии
После того как инверторный сварочный аппарат полностью готов, необходимо проверить его работоспособность. Для этого оборудование следует включить, постепенно добавлять ток и проверять напряжение осциллографом. Значения напряжения нижнего ключа не должны превышать 500 В, допустимый максимум равен 550 В при условии выброса. Если схема соблюдена правильно, то значение не превышает 350 В.
Во время проверки необходимо учесть, что когда шина издает максимальный шум, то подавать ток не следует.
Следующим этапом проверки будет непосредственно сварка. Первые 10 сек работы сварочного аппарата ничего делать не надо, затем следует проверить радиаторы. В течение следующих 20 сек надо соблюдать холодный режим, в течение 60 сек — теплый. Затем нужно взять 2 длинных электрода под выбранный тип сварки, полностью израсходовать их. Проверяется состояние трансформатора, он должен быть горячим, но не сильно, так как высокий уровень нагрева свидетельствует о том, что схема сборки была нарушена. Обычно после того, как подряд сгорели 3 электрода, радиаторы нагреваются достаточно сильно. Небольшой кулер охлаждает их до приемлемого состояния уже в течение 2 минут, после чего можно продолжать работу с высоким уровнем качества.
Схема сварочного инвертора трудоемка. Чтобы собрать инвертор, придется иметь некоторый опыт. Предварительно необходимо определить, какие именно материалы и инструменты потребуются для работы, после чего приступать к сборке. После ее окончания оборудование надо проверить, чтобы убедиться в его работоспособности и правильности конструкции.
moiinstrumenty.ru
Сварочные работы своими руками: инверторная сварка
Введите ваш запрос для начала поиска.
Сварочные работы на даче своими руками довольно редки, тем не менее, они все же требуются. И тут возникает вопрос – приглашать профессионального сварщика, либо попробовать выполнить сварочные работы своими руками? Тут вы конечно же скажете, что для этого необходимо получить соответствующее обучение и опыт, и будете отчасти правы.
Дело в том, что для выполнения простых (бытовых) сварочных работ не требуются глубокие знания и опыт, поскольку здесь электродуговая сварка просто заменяет крепеж – болты, винты и т.д. Сварщик-новичок не сможет качественно сварить водопроводную или газовую трубу, но там, где качество сварного шва не первостепенно, у него все получится.

Инверторная сварка своими руками
Разумеется, новичку не нужно покупать какое-то сложное и профессиональное оборудование, для дачных нужд вполне достаточно купить недорогой сварочный инвертор, с помощью которого можно выполнить самый распространенный вид сварки – ручной электродуговой (MMA). Этот вид применяется для сварки деталей из углеродистой конструкционной стали. Для инверторной сварки своими руками используются штучные покрытые электроды.

Что необходимо для работы сварщика
Сварочные работы являются достаточно вредным видом производства, поэтому стоит позаботиться о защите глаз и рук в первую очередь. Для глаз используют маску со светофильтрами, которые защищают зрение от вредного излучения и при этом позволяют видеть место сварки. Светофильтры имеют разную степень затененности и делятся по номерам, в зависимости от интенсивности дуги. Более подробно о маске мы писали в статье «как выбрать сварочную маску».
Для защиты рук используют краги – специальные рукавицы или перчатки, которые можно купить в любом строительном магазине. Кроме того, можно также купить сварочный костюм или фартук, а также обувь, которая выдержит попадание искр.
Электрододержатель (держак) и масса
Провод электрододержателя или в простонародье держака должен быть из меди большого сечения, и чем выше ток, тем больше сечение. Бытовые инверторы не обладают большой мощностью, поэтому для них пойдут провода, рассчитанные на ток до 200 А. В большинстве случаев покупать провода не требуется, так как они идут в комплекте с инвертором.

Какие нужны электроды
Марок и типов электродов великое множество, но для бытовой сварки достаточно марки ОЗС, либо АНО и МР. Диаметр электрода – «двойка» или «тройка», в зависимости от толщины свариваемых деталей, чем толще детали, тем большим должен быть диаметр электрода и ток для инвертора.

Материал толщиной до трех миллиметров сварит электрод «двойка», от 3 до 5 мм – «тройка», четырех миллиметровый стержень вряд ли пригодиться, так как домашняя электросеть просто не выдержит такой нагрузки, да и задач таких, как правило не стоит. Ну а о «пятерке» в нашем случае и говорить не стоит.
Готовим свариваемые элементы
Прежде чем приступать к сварке, места стыковки деталей необходимо очистить от грязи и ржавчины, удалить влагу. Если толщина детали более 3 мм, то лучше с кромок снять фаску, это позволит более качественно сварить элементы, что важно, особенно для новичка. Рекомендуем не экономить на времени и хорошо подготовить свариваемые детали.

Положения при сварочных работах своими руками
Конечно же, наиболее удобное положение для производства ручной дуговой сварки – сварка «в нижнем положении», то есть когда сварочный шов проходит по горизонтальной плоскости. Так процесс сварки проходит с полным контролем сварочной ванны, расплав и присадочный металл электрода ровно ложиться в сварочный шов. Именно поэтому опытные сварщики советуют новичка начинать свою сварочную «карьеру» с варки на столе, а не пытаться сразу варить конструкцию на месте из неудобных положений.
Часто приходится варить в вертикальном положении, либо горизонтально на вертикальной поверхности, это не очень удобно и в целом сложнее горизонтального положения. Вести шов лучше с верху вниз короткой дугой, при этом сварочную ванну делают небольшой, чтобы расплав и металл не стекал. Иногда возникает необходимость варить снизу, то есть потолочная сварка, но она очень сложна, поэтому новичку за нее лучше не браться.
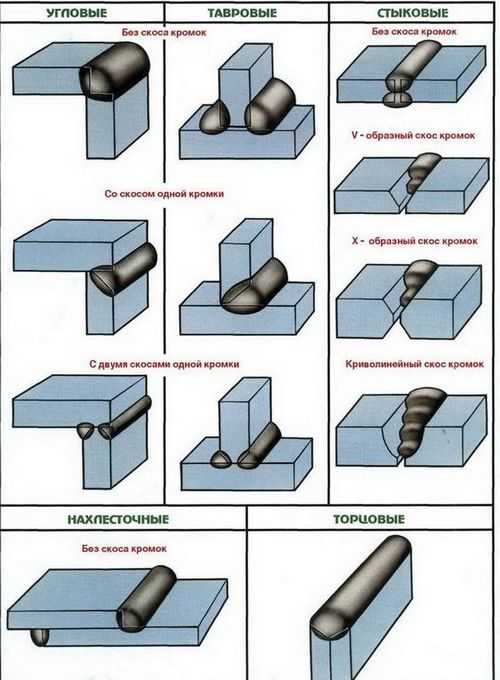
Способы сварки: внахлест, встык, тавровая и угловая
Работа сварщика предполагает несколько способов сварки деталей: внахлест, встык, тавровая и угловая. Шов ведется наклоненным электродом, кроме сварки встык, когда электрод держат практически прямо. При угловой сварке новичку рекомендуется разместить свариваемые детали «в лодочку», а не латинской буквой L, в этом случае проще добиться качественного шва с хорошо проваренными краями.
Настройка сварочного инвертора
В первую очередь необходимо выставить сварочный ток, сила которого определяется исходя из толщины электрода. Для наших целей мы используем «двойку» и «тройку», для первого рекомендуется выставить ток в 70-80 ампер, для второго типа – 100-140 ампер. Опытные сварщики довольно точно выставляют ток с первого раза, новичку же следует уделить больше времени, начиная с минимального тока и при необходимости его поднятия. В помощь придет звук сварки – булькает или гудит – сила тока выставлена не правильно, слышится потрескивание – сила тока угадана точно.
Остается еще вопрос – какую полярность выбрать для держателя электрода (держака) и массы. Поскольку инвертор использует постоянный ток, то на держак и массу можно подать как «плюс», так и «минус», что влияет на сварочный процесс. Для нас важно на держатель подать «плюс», а на массу «минус», то есть подключение обратной полярностью. В этом случае электрод греется сильнее свариваемой поверхности, что позволяет получить качественный шов. Прямая полярность (когда на электроде «минус», а на массе «плюс») применяется для сварки стальных листов, причем специальными для этих работ электродами.
Начинаем сварочные работы своими руками
Итак, все что надо для работы мы подготовили, самое время начать варить. Для первого раза лучше всего максимально упростить задачу: варим на столе в нижнем положении, детали — пластины (листовой металл) без фасок с прямыми кромками. Сварочный шов будет прямой в один слой, детали располагаем встык, используемые электроды – «двойка». Для простоты понимания сварочные работы мы разделили на этапы:
Этап первый. Все начинается с поджига дуги, для чего просто чиркаем электродом по свариваемым деталям. Данное движение напоминает поджиг спички, при этом чиркать следует с наклоном электрода к горизонту около 30-ти градусов и по направлению сварочного шва.

Этап второй. Разожженной дугой начинаем варить шов, для чего перемещаем ее к началу шва и ждем несколько секунд до расплавления металла. Определить, что металл расплавился просто, пятно на месте сварки приобретает желто-оранжевый цвет и покрывается рябью. Теперь остается формировать сварочную ванну, для чего электрод держим немного наклоненным в направлении шва.
Этап третий. Сварочная ванна формируется путем постепенного перемещения электрода от начала шва к его окончанию, то есть, как говорили выше, дожидаемся расплава металла и перемещаем на несколько миллиметров дальше, и так до конца шва.
Что надо знать, формируя сварочную ванну
При формировании сварочной ванны есть несколько важных деталей, которые необходимо учитывать:
Дуговой промежуток, то есть контроль расстояния между электродом и швом. Если промежуток будет большой, то мы получим нестабильную дугу и отсутствие металла для создания сварочного шва, если электрод будет «клевать» детали – получим замыкание и отключение инвертора (сработает защита аппарата). Лучше всего подобрать высоту наклоненного электрода, при котором будет происходить касание обмазки электрода с деталями.
Высота шва зависит от наклона электрода, чем более вертикально его держать, тем ниже он будет. Сварщики, как правило, стараются сделать шов вровень со свариваемыми деталями, однако новичку лучше делать шов выше, это позволит лучше контролировать его качество. Впоследствии вы сможете снизить высоту или даже выйти на профессиональный уровень, но начинать с него не рекомендуем.

Движение электрода для новичка – прямолинейное, что позволит формировать наплывы, то есть «чешуйки», которые перекрывают друг друга. В идеале должен получиться шов с мелкими чешуйками, но если это сразу не получиться – не отчаивайтесь, вы пока новичок.
Еще одна «мелочь» — скорость перемещения электрода по шву. Это действие определяется на глаз, и никак по-другому. Необходимо внимательно следить за цветом пятна под дугой, передвигаясь плавно и без спешки. Важно не передержать – чревато прожигом, и не додержать – получим не проваренный участок. Интенсивность передвижение зависит от толщины электрода, чем он тоньше, тем медленнее прогревает металл, соответственно, тем медленней его ведут по шву. В любом случае, новичку настоятельно советуем останавливаться и осматривать шов, не пытайтесь с ходу варить одной дугой (то есть выполнить шов без остановок).

Наконец, последний этап сварочных работ своими руками – завершение сварки. Для этого необходимо сделать малый круг на месте, не убирая резко электрод. Оставшийся шлак на шву отбивают молотком и зачищают металлической щеткой (после остывания, разумеется). В качественном шве не должно быть включений шлака, и к этому надо стремиться новичку.
В целом это все, что необходимо знать начинающему сварщику, остальное придет вместе с опытом.
Сварочные работы своими руками ВИДЕО
stroy-masterden.ru
Сварочный инвертор своими руками — схема сборки, ремонт и настройка
Инвертор сварочный своими руками
Метод сварки металлов на сегодня насчитывает немало способов и большинство их основано на использовании электричества. Электросварка же в свою очередь, также подразделяется на несколько видов, в том числе и инверторный способ.
Последний стал популярен относительно недавно и до того, как на полках магазинов появились малогабаритные и легкие в переноске аппараты, домашняя сварка была уделом немногих. После массового внедрения сварочных инверторов оказалось, что принцип устройства и работы этого аппарата достаточно прост и при желании, собрать такой же можно самостоятельно.

Описание
Инвертор – это прибор преобразующий постоянный электрический ток в переменный, а в сварочном аппарате инверторного типа происходит двойное преобразование:
- Переменный ток силой не превышающей 5 ампер, с напряжением 220/380 вольт и частотой 50 Гц преобразовывается в постоянный с такими же значениями.
- Полученный постоянный ток преобразовывается в переменный с напряжением в несколько десятков вольт и силой тока до нескольких сотен ампер.
Такая трансформация более выгодна, поскольку получаемые характеристики сварочного тока имеют высокую стабильность и легко управляются, что дает возможность настроить оптимальный режим сварки при различных размерах свариваемых деталей.
Сварочные инверторы, это моноблочные приборы, и главное их достоинство – эргономичность. В отличие от сварочных трансформаторов, в том числе и выдающих постоянный ток, инверторы могут переноситься одним человеком, а обладающие небольшой мощностью, имеют вес всего в несколько килограмм и легко вешаются на плечо.
Преобразование происходит за счет трансформатора и электронных микросхем, требующих качественного охлаждения, поэтому в корпусе также размещается мощный вентилятор. Несмотря на кажущуюся сложность, сварочный инвертор можно собрать и своими руками. Такой прибор сможет обеспечить сваривание не хуже, чем его заводские аналоги.

Принцип работы
Основным элементом системы, является силовой трансформатор с выпрямителем. Его вторичная обмотка, сильно нагревается, поэтому при компоновке устройства, очень важно расположить ее на пути воздушного потока исходящего от вентилятора.
Выпрямленный ток пропускается через фильтр из триодов с высокой частотой коммутации, в результате, частота вторичного переменного тока может достигать значения в 50 КГц. Обратная зависимость частоты и габаритов электротехнического оборудования известна давно, что и позволило придать инверторам такие скромные размеры. Такой же принцип успешно используется везде, где необходима экономия пространства, например, в бортовой сети самолета или подводной лодки, частота электрического тока также измеряется тысячами герц.
В сварочном трансформаторе, производится преобразование электродвижущей силы, в то время, как в инверторе преобразуются высокочастотные токи, что позволило в разы уменьшить вес трансформатора и сократить расход материала на его изготовление. Для защиты от перегрузки, на вторичной стороне устанавливается плавкий предохранитель, который можно заменить с лицевой панели. Пользователь может регулировать силу подаваемого на электрод тока с помощью регулятора, значение тока выводится на цифровое табло.
Область применения
Трудно представить строительные работы, при которых не использовалась бы сварка. Сварочные инверторы существенно расширили область ее применения, так как обладают достаточно большой долей мобильности, в отличие от громоздких трансформаторных аппаратов. Сегодня инверторную сварку применяют:
- Для сваривания деталей из черных металлов.
- Для сваривания деталей из цветных металлов.
- При необходимости сваривания в малопроходимых местах, например, в подземных туннелях трубопроводов.
- Для сваривания фасонных деталей на производстве.
- Для сварки в бытовых условиях.
В промышленности, для сваривания применяются инверторы с автоматической и полуавтоматической подачей сварочной проволоки, что позволяет унифицировать процесс и снизить долю ручного труда.
Преимущества и недостатки
Основным преимуществом инверторных сварочных аппаратов является их размер, поскольку до этого, варить приходилось либо на стационарном посту, либо же, перемещать тяжелый сварочный трансформатор с помощью подручных средств, до места сварочных работ.
Благодаря двойному преобразованию, сварочный ток инвертора не зависит от сетевого и поэтому остается всегда с постоянными значениями, что позволило избежать таких неприятных явлений при сварке как:
- Залипание электрода.
- Отсутствие дуги при пониженном напряжении в сети.
- Пережог или недожог металла.
Инвертор универсален и подходит для сварки чугунных или цветных металлов соответствующими электродами, а также для аргонодуговой сварки неплавящимися электродами. Оператор имеет возможность регулировать ток в широких пределах.
Недостаток инверторов – это относительно высокая стоимость по сравнению с трансформаторами, но учитывая имеющиеся преимущества, он полностью нивелируется. Как и любая электроника, микросхемы аппарата требуют бережного отношения, поэтому рекомендуется периодически очищать внутреннее пространство от пыли.
Также электроника может выйти из строя в условиях низких температур или высокой влажности, поэтому окружающие условия должны согласовываться с паспортными данными прибора.

Как сделать своими руками?
Хотя инверторные сварочные аппараты в широкой продаже в современном исполнении, стали доступны относительно недавно, они не являются чем-то новым. По сути, добавилось только удобное цифровое управление и более современные электронные компоненты.
Принцип же работы, как и сам аппарат были разработаны несколько десятков лет назад, да и сегодня, многие схемы сборки актуальны. Собрать самостоятельно инвертор можно имея старые электротехнические детали, на основе современных электронных компонентов. Такой аппарат выйдет значительно дешевле, чем заводской аналог.
Необходимые материалы и инструменты
Для сборки аппарата понадобятся:
- Ферритовый сердечник для силового трансформатора.
- Шина из меди или проволока для создания обмоток.
- Фиксирующая скоба для соединения половинок сердечника.
- Термостойкая изолента.
- Компьютерный вентилятор.
- Транзисторы.
- Паяльник, пассатижи, кусачки.
Схемы
На сегодняшний день, все схемы сварочных инверторов унифицированы и построены на основе использования импульсного трансформатора и мощных транзисторов типа MOSFET.
Каждый из производителей вносит незначительные изменения в виде фирменных разработок, однако, в общем функционал аппарата не претерпевает каких-либо существенных изменений.
За основу также может браться принципиальная схема Юрия Негуляева – ученого и разработчика отечественного сварочного аппарата инверторного типа.
Пошаговое руководство
- Для размещения всех элементов необходимо подобрать корпус. Рекомендуется использовать старый системный компьютерный блок, так как там уже предусмотрены отверстия для вентиляции.
- Необходимо увеличить прочность корпуса, так как вес агрегата может достигать до десяти килограмм. Для этого, в углах устанавливаются металлические уголки на резьбовом крепеже.
- Первичная обмотка трансформатора – намотка проволоки производится по всей ширине каркаса, это способствует стабильной работе трансформатора при перепаде напряжений. Для намотки используются только медные провода, при отсутствии шины, несколько проводов соединяются в пучок.
- Вторичная обмотка трансформатора – наматывается в несколько слоев, для этого используют несколько проводов сечением 2 мм, соединенных в пучок.
- Между обмотками необходим усиленный слой изоляции, во избежание попадания на вторичную обмотку сетевого напряжения.
- Между сердечником трансформатора и обмотками предусматривается воздушный зазор, для обеспечения циркуляции воздуха.
- Отдельно на ферритовом сердечнике выполняется трансформатор тока, при сборке закрепляющийся на плюсовой линии и соединяющийся с панелью управления.
- Транзисторы необходимо прикрепить к радиатору, но обязательно через термопроводящую диэлектрическую прокладку. Это обеспечит эффективный теплоотвод и защиту от короткого замыкания.
- Диоды выпрямляющего контура крепятся аналогичным способом, к пластине из алюминия. Выходы диодов соединяются неизолированным проводом сечением 4 мм.
- Силовые проводники внутри корпуса разводятся таким образом, чтобы исключить короткое замыкание.
- Вентилятор устанавливают на задней стенке, что сэкономит пространство и позволит обдувать сразу несколько радиаторов.
 Электросхема сварочного инвертора
Электросхема сварочного инвертораНастройка аппарата
После сборки аппарата необходима дополнительная настройка для получения корректных значений сварочного тока и напряжения:
- Подается сетевое напряжение, на плату и привод вентилятора.
- Необходимо дождаться полной зарядки силовых конденсаторов, затем проверить работу реле, убедившись что напряжение на токоограничивающем резисторе, установленном в цепи конденсаторов отсутствует, после чего замкнуть его.
- При помощи осциллографа определяется значение тока вырабатываемого инвертором, для чего замеряется периодичность импульсов, поступающих на обмотку трансформатора.
- Проверяется режим сварки на блоке управления, для чего вольтметр подключают к выходу усилителя осциллографа. В маломощных инверторах, значение напряжения достигает около 15 вольт.
- Проверяется работа выходного моста, путем подачи напряжения 16 вольт от блока питания. Следует помнить, что в режиме холостого хода, потребление блока составляет около 100 мА и это необходимо учитывать при проведении измерений.
- Тестируется работа с силовыми конденсаторами. Напряжение изменяют со значения 16 вольт на 220. Осциллограф подключают к выходным транзисторам и контролируют амплитуду сигнала, она должна быть идентичной с той, что была на испытаниях с пониженным напряжением.
Обслуживание и ремонт
Для сборки, обслуживания и ремонта сварочного аппарата инверторного типа необходимо иметь достаточный уровень электротехнических знаний. При отсутствии таковых и необходимости ремонта, пользователь может производить лишь текущее обслуживание:
- Чистка аппарата от пыли – производится пылесосом при открытом корпусе. Если аппарат используется постоянно в строительных работах, то необходима регулярная чистка.
- Замена предохранителя – защищает схемы аппарата от повреждений при перегрузке и коротких замыканиях.
- Ремонт коммутирующих частей на сварочных кабелях.

Сварочный полуавтомат из инвертора
В технологических процессах требуется сваривание шаблонных деталей и наибольшего качества можно добиться используя автоматические и полуавтоматические сварочные установки с подачей проволоки для сваривания. Получить такое устройство из самодельного или промышленного инвертора, можно только при наличии соответствующих знаний и правильной перенастройке блока управления.
Дело в том, что источники питания для ручной и полуавтоматической сварки проектируются с различными вольтамперными характеристиками, и инвертор к которому добавлен только механизм для подачи проволоки, будет в итоге давать неровный шов с рваными краями.
Советы и рекомендации
- Следует помнить, что силовые конденсаторы и транзисторы в схеме инвертора, требуют дополнительных мер безопасности, в частности, обязательного наличия токоограничивающего резистора. Подача тока без него может привести к взрыву.
- Не следует удлинять сварочные кабели, их длина не может превышать 2,5 метра.
househill.ru
Сварочный инвертор своими руками: схемы и порядок сборки
 Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
 Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
 Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
Схема оборудования
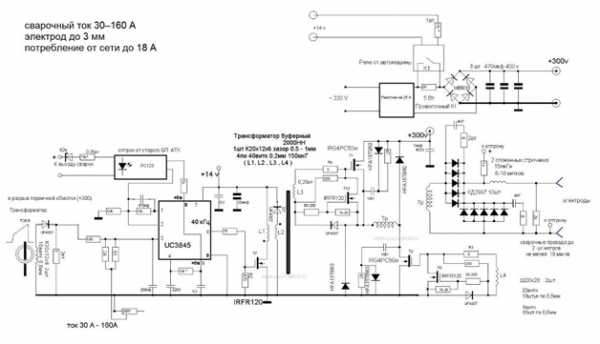
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.
Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.
Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.
Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.
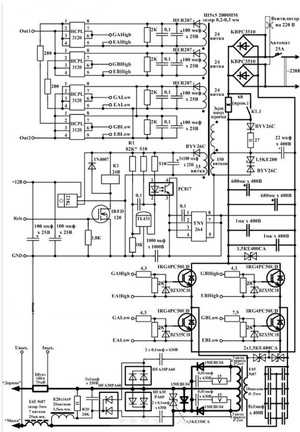
Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
 Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
 Подключение 15 В к ШИМ.
Подключение 15 В к ШИМ.Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
220v.guru
Как сделать сварочный инвертор своими руками: схема сварочного инвертора (видео)
Собрать инвертор своими руками сварочный достаточно просто, имея небольшие знания в области электротехники и электроники. Любой домашний мастер, имеющий свободное время и необходимый уровень знаний, способен собрать самодельный инверторный сварочный аппарат.

Функциональные возможности сварочного инвертора.
На создание такого аппарата потребуется небольшое количество финансовых средств.
Изготовление силового трансформатора устройства
Изготовление инверторного сварочного аппарата начинается с изготовления или подготовки к установке в нем трансформатора. Намотка трансформатора для сварочного аппарата осуществляется медной жестью. Для изготовления обмотки трансформатора используется полоса медной жести шириной 40 мм, толщина которой составляет 0,3 мм. В качестве термопрослойки можно использовать обычную бумагу для кассовых аппаратов, в некоторых случаях допустимо использование ксероксной бумаги, но она обладает более низкими механическими качествами. При намотке трансформатора требуется, чтобы бумага, выполняющая роль термопрослойки, была прочной и не рвалась в процессе наматывания трансформатора. Стоит отметить, что используемая бумага от кассового аппарата имеет большую длину. Это является фактором, влияющим на удобство проведения процесса наматывания обмотки.
Конструкция силового трансформатора.
Осуществлять намотку при помощи толстого провода, как это делается многими умельцами, не рекомендуется. Дело в том, что трансформатор является устройством, работающим на высокочастотных токах, которые не задействуют центральную область толстого проводника. При использовании толстого медного провода в обмотке трансформатора получается сильный разогрев устройства, и трансформатор не в состоянии работать даже несколько минут подряд. Это явление носит название скин-эффекта в высокочастотных устройствах.
Этот эффект убирается путем использования медной ленты, при этом лента должна быть достаточно тонкой и широкой. За счет этого такой проводник будет проводить ток и не нагреваться. Вторичная обмотка формируется при помощи медных полос в количестве трех штук с фторопластовой изоляционной прослойкой между ними. В качестве термопрослойки во вторичной обмотке также используется бумага от кассового аппарата. В качестве альтернативы можно использовать и обычный провод марки ПЭВ, имеющий сечение до 0,7 мм. Основным преимуществом этого проводника является наличие большого количества тонких жил.
Трансформатор требуется оборудовать вентилятором для охлаждения, так как его обмотка в любом случае при прохождении тока будет нагреваться и потребует охлаждения. В качестве охлаждающего вентилятора можно использовать кулер от компьютерного блока.
Вернуться к оглавлению
Создание инфраструктуры сварочного блока
Принципиальная схема сварочного трансформатора.
В процессе осуществления сборки сварочного аппарата инверторного типа потребуется использование следующих инструментов и материалов, таких как:
- паяльник;
- отвертки;
- нож;
- ножовка по металлу;
- крепежные элементы;
- тонкостенный листовой металл;
- различные компоненты электронных схем.
В домашнем хозяйстве чаще всего собираются сварочные инверторы, рассчитанные на работу от обычной бытовой сети в 220 вольт, однако с таким же успехом и по аналогичной схеме можно собрать трехфазный сварочный аппарат, способный работать от промышленного напряжения, равного 380 вольт. Хотя обычные сварочные инверторы, работающие от бытового напряжения, являются более распространенными, трехфазный аппарат обладает своими преимуществами. Одним из таких преимуществ является более высокий КПД в работе, по сравнению с аналогами, работающими на однофазном токе.
В первую очередь требуется оборудовать блок вентиляционной системой, которая предотвращает внутреннее оборудование самодельных инверторов от перегревов в процессе работы. Лучшим вариантом системы охлаждения будет установка на собранный сварочный инвертор своими руками вентилятора от компьютерного блока на базе Атлон 64 Пентиум 4. Для создания нормального уровня вентиляции требуется установить в корпусе порядка шести вентиляторов. Для нормального охлаждения трансформатора на него потребуется направить потоки воздуха от трех вентиляторов. Нормальный забор воздуха для охлаждения должны обеспечивать правильно обустроенные заборщики. Решетки этих приспособлений не должны ничем перекрываться, чтобы обеспечить свободный поток свежего воздуха для охлаждения.
Монтирование платы, на которой располагается блок питания, осуществляется отдельно. Между силовой частью и платой блока питания монтируется защитная стенка из листового металла.
Вернуться к оглавлению
Создание электронного компонента устройства
Схема устройства инвертора для сварки.
После создания системы охлаждения осуществляется монтаж силового косого моста устройства. Этот компонент монтируется на двух радиаторах. Верхняя его часть располагается на одном конце, а нижняя прикручивается через прокладку из слюды на другой мост. Выводы диодов должны быть размещены в направлении навстречу транзисторам. На плате устанавливаются конденсаторы, служащие для уменьшения резонансных выбросов. Для этой цели потребуется установить 14 конденсаторов емкостью 0,15 мк и рабочим напряжением 630 вольт. Устанавливая конденсаторы, следует их раздать на всю цепь питания.
Для обеспечения резонации выбросов и уменьшения потерь IGBT, схема аппарата потребует в цепочку блока управления смонтировать снабберы, которые содержат конденсаторы. При осуществлении монтажа схемы необходимо использовать только качественные радиотехнические элементы, способные обеспечить надежность изделию. Дешевые и непроверенные конструктивные элементы в создаваемый сварочный инвертор своими руками устанавливать не стоит, так как это не гарантирует качества и долговечности работы устройства. Использование снаббера в конструкции аппарата позволяет снизить выделение тепла приблизительно в 4-5 раз.
Проводники, которые предназначены для управления затворками, крепятся при помощи пайки как можно ближе к транзисторам. Перед припаиванием эти проводники скручиваются попарно. Поперечное сечение в данном случае особого значения не имеет, а вот длина их не должна превышать значения в 150 мм.
Перед тем как осуществлять сборку силового блока и блока управления, требуется нарисовать схемы устройства этих узлов. Это нужно для того, чтобы обеспечить безошибочную сборку узлов устройства.
Собранная инверторная сварка своими руками оснащается блоком питания, который представляет собой классический флайбэк. Для настройки блока питания требуется методом подбора выбрать сопротивление того уровня, чтобы величина напряжения, подающегося на реле, равнялась 20-25 вольт.
На одном из используемых в конструкции радиаторов устанавливается термический датчик. При помощи этого компонента осуществляется контроль наиболее греющегося радиатора.
В блоке управления монтируется ШИМ-контроллер. Путем установки этого контроллера осуществляется контроль и стабилизация тока в электродуге. Посредством установки специального конденсатора определяется напряжение ШИМ, от которого в большой мере зависит качество выполняемых сварочных работ.
Вернуться к оглавлению
Осуществление настройки аппарата и подгонка его под стандарт
Полярность при сварке инвертором.
Самодельный инвертор изготовить достаточно просто, основной сложностью является правильная настройка устройства для работы. На начальном этапе осуществляется подача питания на ШИМ, напряжение питания должно составлять строго 15 вольт. Одновременно с подачей напряжения на ШИМ напряжение подается на двигатель кулера. Таким образом осуществляется тестирование работы системы охлаждения. Помимо этого, подача напряжения позволяет проверить синхронность работы устройств.
После проверки синхронности запуска системы охлаждения требуется протестировать срабатывание реле замыкания резистора, спустя 8 секунд после подачи напряжения на плату ШИМ. Параллельно сразу же после пуска устройства проверяется плата ШИМ на наличие прямоугольных импульсов сразу же после срабатывания реле. Следом после этого подается напряжение на мост устройства, подача напряжения позволяет проверить работоспособность моста. Тестирование оборудования следует проводить при силе тока не более 100 мА.
После того как собран инверторный сварочный аппарат, нужно провести проверку на наличие шумов на фазах трансформатора. Шумы должны полностью отсутствовать на любой из фаз трансформатора. В случае, если выявлен шум, необходимо проверить полярность компонентов аппарата. Дело в том, что в процессе сборки плат для сварочного аппарата можно с легкостью допустить ошибку. Подавать проверочное напряжение на мост можно при помощи любого бытового прибора с мощностью 2,2 Ватт.
После проверки устройства можно проводить полевые испытания, по результатам которых подстраиваются настройки инвертора.
expertsvarki.ru
Мощный сварочный инвертор своими руками: схемы, материалы, инструкция
Собрать самодельный инверторный сварочный аппарат по силам даже домашнему мастеру, не обладающему глубокими познаниями в электротехнических процессах. Основным требованием является соблюдение технологии монтажа, соответствие схеме и понимание принципа работы устройства. Если своими руками создать инвертор, то его параметры и производительность не станут значительно разниться с заводскими моделями, но экономия может получиться приличная.
Простой самодельный аппарат инверторного типа позволит качественно осуществлять сварочные операции. Даже инвертор с простой схемой позволяет работать с электродом от 3 до 5 мм и дугой до 1 см.
Характеристики
Подобный сварочник для домашнего применения может обладать следующими параметрами:
- Уровень напряжения – 220 вольт.
- Входная сила тока – 32 ампера;
- Выходная сила тока – 250 ампер.
Для бытового применения подходит инвертор, который функционирует от бытовой электросети 220 В. Если есть необходимость, то возможно собрать более мощное устройство, работающее от 380 В. Он отличается более высокой производительностью по сравнению с однофазным сварочным инверторным аппаратом.
Особенности функционирования
Для начала необходимо разобраться, как функционирует инвертор. По сути, он является компьютерным блоком питания. В нем можно наблюдать преобразование электроэнергии в такой последовательности:
- Входное переменное напряжение трансформируется в постоянное.
- Потребляемый ток частотой 50 Гц преобразовывается в высокочастотный.
- Снижается выходное напряжение.
- Выходной ток выпрямляется, требуемая частота сохраняется.
Подобные преобразования необходимы для снижения массы оборудования и его габаритов.
Трансформаторные сварочные аппараты обладают чувствительным весом и размерами. За счет значительной силы тока в них можно осуществлять дуговое сваривание. Для повышения силы тока и понижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В итоге трансформаторный сварочник тяжел и габаритен.
Инверторный же принцип позволяет снизить эти показатели в разы. Схема подобного аппарата предполагает повышение частоты до 60-80 кГц, что способствует снижению его габаритов и веса. Чтобы реализовать подобное преобразование применяются силовые полевые транзисторы. Они сообщаются меж собой именно с этой частотой. Питает их постоянный ток, поступающий от выпрямляющего устройства, в качестве которого применяется диодный мост. Значение напряжения выравнивают конденсаторы.
После транзисторов ток передается к понижающему трансформатору. Он представляет собой небольшую катушку. Малые размеры трансформаторной катушки инвертора обеспечены частотой, многократно увеличенной полевыми транзисторами. В итоге получаются аналогичные с трансформаторным аппаратом характеристики, но со меньшим весом и размером.
Что необходимо для сборки
Чтобы создать подобную самоделку необходимо учитывать характеристики схемы, т. е. потребляемое напряжение и ток. Выходной силы тока в 250 ампер достаточно для создания прочного шва. Чтобы реализовать задумку потребуются следующие детали:
- Трансформатор.
- Первичная обмотка (100 витков с проводом ⌀ 0,3 мм).
- 3 обмотки. В наружной: 20 витков, ⌀ 0,35 мм. В средней: 15 и ⌀ 0,2. Во внутренней 15 и ⌀ 1 мм.
Помимо этого, до начала сборки инвертора необходимо приготовить инструменты и элементы для разработки электронных схем. Потребуются:
- Отвертки;
- Паяльник;
- Нож;
- Ножовка по металлу;
- Крепеж;
- Электронные элементы;
- Медные провода;
- Термобумага;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит;
- Слюда.
Схемы
Принципиальная электрическая схема инвертора – один из наиболее ответственных моментов при проектировании или ремонте инверторного аппарата. Поэтому рекомендуем сначала подробно изучить варианты, а потом приступать к их реализации.
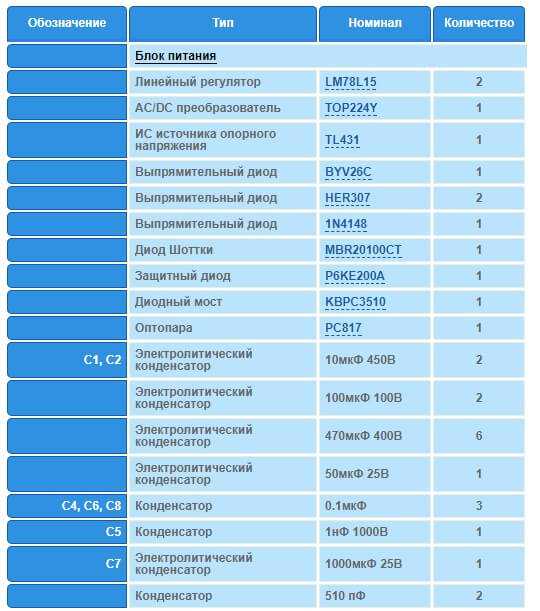
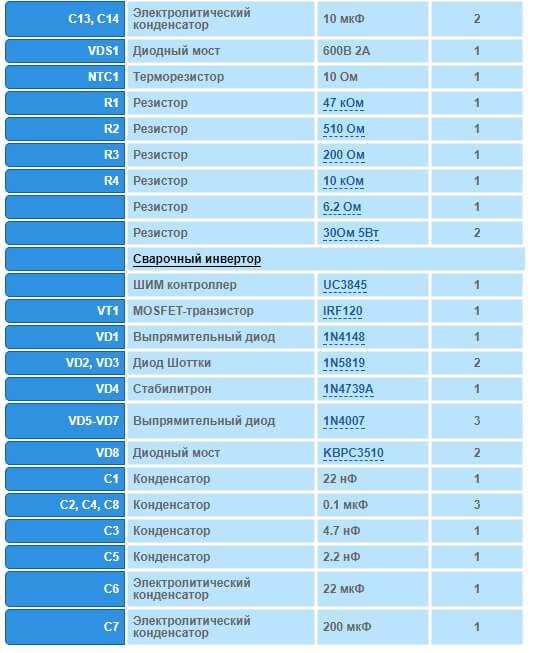
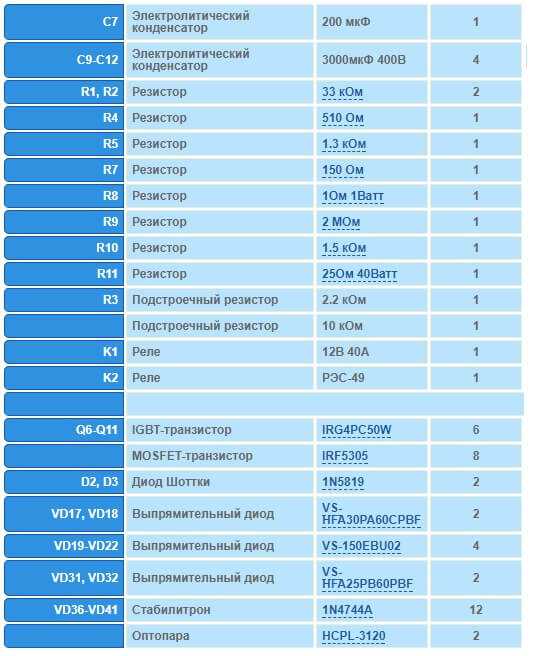
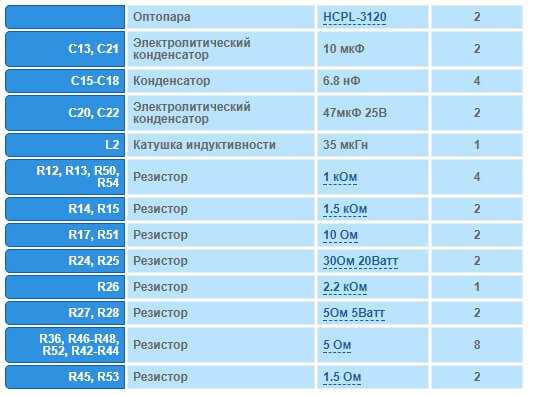
Список радиоэлементов
Силовая часть
Блоку питания отводится одна из ведущих ролей в инверторном аппарате. Он представляет собой трансформатор, который намотан на феррите. Он обеспечивает стабильное понижение напряжения и повышение значения тока. Необходимо 2 сердечника Ш20х208 2000 нм.
Для создания термоизоляции между обмотками инвертора применяется термобумага. Чтобы свести к минимуму отрицательное воздействие при постоянных перепадах напряжения в электросети, обмотка должна проводится по всей ширине сердечника.
Для обмотки трансформатора специалисты рекомендуют применение медной жести, имеющую ширину 40 мм и толщину 0,3 мм. Ее нужно обернуть в термобумагу 0,05 миллиметров (кассовая лента). Специалисты объясняют это тем, что во время сварки высокочастотный ток вытесняется на поверхность толстых проводов, а сердцевина не задействуется и выделяется много тепла. Поэтому обычные проводники не подходят. Исключить подобный эффект можно при помощи проводников со значительной поверхностной площадью.
Аналогом медной жести, который допускается использовать, является провод ПЭВ с сечением 0,5-0,7 мм. Он является многожильным с воздушными зазорами между жилами, что позволяет уменьшить нагревание.

Эту рекомендацию необходимо обязательно учитывать, так как нагреву подвержен не ферритовый стержень, а непосредственно провода обмотки. Именно по этой причине так важна вентиляция инвертора.
После создания первичного слоя в этом же направлении наматывается экранирующий провод со стеклотканью. Этот провод (подобного диаметра) обязан полностью перекрыть стеклоткань. Таким же образом необходимо действовать и с другими обмотками трансформатора. Их необходимо изолировать друг от друга при помощи указанных выше изоляторов.
Чтобы напряжение от трансформатора к реле было на уровне 20 – 25 вольт, необходимо правильно выбрать резисторы. Главной задачей питающего блока инвертора является изменение переменного тока в постоянный. Реализует это диодная мостовая схема типа «косой мост».
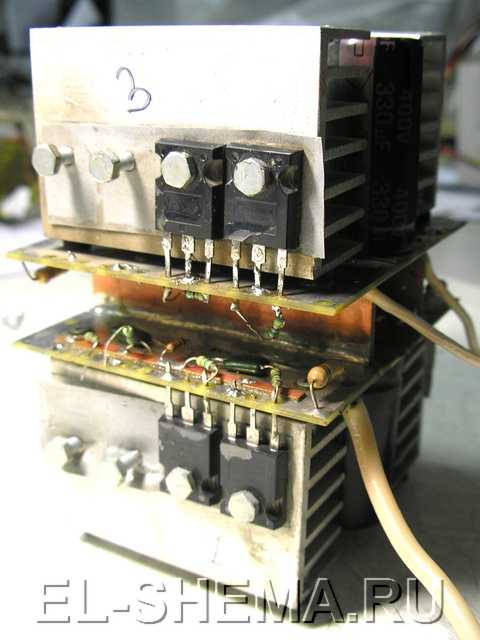
В работе диоды инверторного аппарата будут греться. Поэтому их необходимо размещать на радиаторе. Допускается применять радиаторы от компьютеров. Благо они сейчас широко распространены и недороги. Потребуется 2 радиатора. Верхний элемент моста фиксируется на одном, а нижняя – на втором. При этом при монтаже первого необходимо использовать прокладку из слюды, а во втором случае – термопасту.
Выход диодного моста – в том же направлении, что и выход транзисторов. Использовать провода длиной не более 15 см. Основа инверторного блока – транзисторы. Мост требуется отделять от блока питания листом металла, который впоследствии прикрепляется к корпусу.

Монтаж диодов на радиаторе
Инверторный блок
Основной задачей этого узла инвертора является трансформация выпрямленного тока в высокочастотную переменную составляющую. Исполнять эту функцию призваны силовые транзисторы, открывающиеся и закрывающиеся на высокой частоте.
Создавать преобразовывающий узел инверторного аппарата лучше не с одним транзистором помощнее, а с использованием нескольких более слабых. За счет этого стабилизируется частота тока и минимизируется шумовой эффект во время сварки.
В схеме инвертора должны присутствовать конденсаторы. Соединяются в последовательной цепи. Выполняют 2 основные задачи:
- Минимизируют резонансные выбросы блока питания.
- Снижают потери транзисторного блока, возникающие после включения. Объясняется это тем, что транзистор открывается скорее. Скорость закрытия заметно меньше. При этом происходит потеря тока и нагреваются ключи в транзисторном блоке.
Система охлаждения
Силовые элементы преобразователя во время сварки будут значительно нагреваться. Это может быть причиной поломки. Для исключения этого помимо упомянутых выше радиаторов следует применять вентилятор, исключающий перегрев и обеспечивающий стабильное охлаждение.
Одного вентилятора достаточной мощности может быть достаточно. Однако при использовании элементов старого ПК, то может потребоваться до 6 штук, 3 из которых необходимо размещать возле трансформатора.
Чтобы полностью защитить самодельный инвертор от перегрева можно задействовать датчик температуры. Его следует смонтировать на наиболее греющийся элемент с радиатором. Элемент сможет отключить питание при достижении определенной температуры, а индикация сигнализировать о критическом уровне.
Для эффективной и стабильной работы системы вентиляции инвертора необходимо обеспечить постоянный правильный забор воздуха. Для этого отверстия, по которым будет забираться воздух, не должны ничем перекрываться. В корпусе инвертора следует предусмотреть достаточное количество отверстий. При этом размещать их нужно на противоположных поверхностях корпуса.
Управление
При размещении электронных плат аппарата возможно применять фольгированный текстолит с толщиной 0,5 – 1 миллиметр.
Чтобы обеспечить автоматическое управление работой инверторной сварки следует купить и смонтировать ШИМ-контроллер. Он будет стабилизировать силу сварного тока и уровень напряжения. Для удобного управления в лицевой части размещаете все органы управления и точки подключения.
Корпус
После создания главных элементов инверторной сварки можно приступать к подготовке корпусных деталей. При планировании нужно учитывать ширину трансформатора, так как он должен беспрепятственно размещаться в корпусе. Исходя из этого размера следует добавить примерно 70% пространства для остальных деталей. Защитный кожух возможно сделать из листового железа, толщиной 0,5-1 миллиметра. Соединение элементов можно проводить при помощи сварки, болтов. Более изысканным вариантом будет цельная конструкция из выгнутых исходных материалов. Обязательны ручки и крепления для ремня, чтобы переносить аппарат.
При разработке инвертора нужно учесть возможность простой разборки для доступа к внутренним компонентам, чтобы их легко отремонтировать. Лицевая сторона также должна содержать:
- Переключатель силы тока;
- Кнопка, которой аппарат будет включаться/отключаться;
- Световые элементы индикации;
- Разъемы для подключения кабелей.
Заводские инверторы окрашиваются порошковым красителем. В быту можно использовать обычную краску. Нанести покрытие стоит для исключения появления ржавчины.
Подключение
Собранный сварочный аппарат нужно подключать в электросеть. При подключении к розетке следует предусмотреть наличие предохранителя или автоматического выключателя. Для защиты на входе в инвертор можно установить автоматический выключатель на 25 ампер.
Если точка подключения удалена, то можно использовать удлинитель.
Включение аппарат происходит по стандартной схеме – с помощью кнопки «вкл/откл». Должна загореться индикация, обычно для этого используется зеленый светодиод.
Производить подключение к сети необходимо проводом, имеющим сечение минимум 1,5 мм2. Однако оптимальным сечением будет провод 2,5 мм2.
Перед включением аппарата в электросеть следует проверить наличие изоляции всех высоковольтных элементов от корпусных деталей.

Проверка работоспособности
После проведения всех работ по сборке и отладке необходимо осуществить проверку работоспособности созданного инвертора.
По рекомендациям специалистов необходимо провести проверку силы тока и напряжения аппарата с использованием осциллографа. Нижняя петля по напряжению должна составлять до 500 вольт, не превышая значения в 550 В. Если все конструктивные требования соблюдены, то уровень напряжения будет составлять 330 – 350 вольт. Но этот метод доступен не всегда, ведь не у каждого дома имеется свой подобный измерительный прибор.
Зачастую проверка проводится в действии непосредственно сварщиком. Для этого проводится создание пробного шва с полным выгоранием электрода. По окончанию пробного сваривания нужно проверить температуру на трансформаторе. Если она зашкаливает, то в схеме имеются какие-то недоделки и следует все перепроверить.
Если температура силового блока в норме, то можно провести еще 2-3 пробных захода. После этого проверить температуру радиаторов. Они также могут перегреваться. Если после двух – трех минут они приходят в норму, то можно смело продолжать работу.
Настройка инвертора – полезные советы
Процедура сборки аппарата не отличается сложностью. Наиболее важным этапом является настройка инверторного аппарата. Может быть, что придется обратиться за помощью к специалисту.
1. Для начала нужно подключить 15 вольт к ШИМ с одновременным подключением одного конвектора. Так можно снизить нагрев и шумность во время работы.
2. Чтобы замыкать резистор нужно подключать реле. Оно подключается при окончании зарядки конденсаторов. За счет этого можно значительно снизить колебания напряжения во время подключения к электросети 220 вольт. Без резистора при прямом подключении возможен взрыв.
3. Проверить срабатывание реле замыкания резистора спустя пару секунд после подачи тока к плате ШИМ. Проконтролировать наличие на плате импульса прямоугольной формы, после отработки реле.
4. Подача питания 15 вольт на мост для проверки его работоспособности и правильности сборки. Сила тока должна быть не выше 100 мА на холостом ходу.
5. Проверка корректности размещения фаз. Применять осциллограф. На мостовую схему от конденсаторов через лампу подается 200 вольт с нагрузкой 200 Вт. На ШИМ выставляется частота 55 кГц. Подсоединяется осциллограф, проверяется форма сигнала и уровень напряжения (не более 350 вольт).
Для определения частоты аппарата следует медленно понижать частоту ШИМ до тех пор, пока на ключе IGBT не произойдет небольшой заворот. Полученное значение частоты нужно разделить на 2 и прибавить частоту перенасыщения. В итоге получится рабочее колебание частоты трансформатора.
Трансформатор аппарата не должен издавать никаких шумов. При их наличии необходимо проверять полярность. К диодному мосту можно подключать питание для теста через подходящую бытовую технику. К примеру, подойдет чайник, имеющий мощность 3000 Вт.
Идущие к ШИМ проводники нужно выполнять короткими. Их требуется скручивать и размещать дальше от источника помех.
6. Постепенно повышается ток при помощи резистора. При этом необходимо прислушиваться к инвертору и контролировать значения на осциллографе. На нижнем ключе не должно быть более 500 вольт. Среднее значение – 340. Если присутствуют шумы, то возможна поломка IGBT.
7. К свариванию приступать после 10 секунд. Проверяются радиаторы, если не нагрелись, то работу продлевать еще на секунд 20. После повторной проверки сваривание может продолжаться от одной минуты и дольше.
Безопасность
Все проводимые операции, за исключением проверки работоспособности, необходимо проводить исключительно на обесточенном оборудовании. Каждый элемент рекомендуется заранее проверить, чтобы после установки он не вышел из строя из-за перенапряжения. Основные правила электробезопасности также обязательны к выполнению.
Таким образом сделать самодельную инверторную сварку по силам практически каждому. Предложенное описание должно помочь разобраться во всех нюансах. Если изучить видео уроки и фото материалы, то собрать устройство не составит труда.
oxmetall.ru
УСТРОЙСТВО И РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА
Современные сварочные аппараты с целью уменьшения габаритов и массы, строятся исключительно по инверторной схеме, с мощными полевыми транзисторами в качестве силовых переключающих элементов. Несмотря на множество различных моделей таких аппаратов, суть работы и принцип действия почти одинаковы. Данная статья будет полезна для понимания функционирования схем инверторов, а так-же для их самостоятельного ремонта. В качестве примера выбран отечественный сварочный инвертор «ТОРУС”.
Устройство сварочного аппарата «ТОРУС-200”
«ТОРУС-200” – сварочный аппарат инверторного типа представляет собой источник постоянного тока с защитой от КЗ и тепловой защитой. Преобразователь источника тока выполнен по полномостовой схеме с частотой преобразования около 100 кгц. Регулировка тока производится изменением скважности управляющих импульсов при постоянной частоте. Четыре ключа преобразователя располагаются на отдельных радиаторах. Каждый ключ состоит из четырёх параллельных полевых транзисторов IRFP460.
Трансформатор преобразователя намотан проводом-литцендратом в шёлковой оплётке прямо на сердечник, т.е. без каркаса. Рядом установлен дроссель, который включен последовательно первичке трансформатора, причём намотка обоих выполнена одним куском провода, т.е. «по месту”. Выходной выпрямитель выполнен по двухтактной схеме (со средним выводом вторичной обмотки). Каждое плечо выпрямителя смонтировано на отдельном радиаторе и состоит из двух диодных сборок 60CPQ150 или четырёх 30CPQ150. Выпрямитель, питающий преобразователь состоит из моста GBPC3508W, установленного на радиатор и шести параллельных электролитических конденсаторов 470 мкф 400в. Принципиальная схема:

Схема мягкого включения представляет собой реле задержки включения полного заряда конденсаторов выпрямителя питания преобразователя. Исполнительный элемент – э.м. реле замыкающее мощный резистор.
На плате управления располагаются: 1. Блок питания электроники, который выполнен как отдельны модуль и представляет собой стандартный БП на 15в.
2. Схема «мягкого включения”.
3. Блок конденсаторов зарядно-разрядной цепи преобразователя.
4. Схема управления преобразователем. Также, на передней панели аппарата установлена платка индикации, выключения и регулировки тока.
Схема управления преобразователем состоит из:
1. Тактового генератора на микросхеме TL494. Он выдаёт две фазы тактовых импульсов с частотой около 100 кгц. Функции ШИМ не используются и микросхема выдаёт импульсы постоянной скважности. В этой микросхеме есть два компаратора, к которым подключены датчики тепловой защиты (терморезисторы на дросселе и радиаторе выходного выпрямителя).
3. Два выходных драйвера на микросхемах IR2112. На входы драйверов поступают тактовые импульсы, скважность которых изменяется в драйвере от импульсов, поступающих с компараторов схемы регулировки тока и защиты от КЗ. Выходы драйверов нагружены на импульсные трансформаторы, со вторичных обмоток которых управляющие импульсы поступают на ключи преобразователя.

Рекомендации по самостоятельному ремонту сварочного аппарата
Для ремонта сварочного аппарата, как и любого другого электронного устройства крайне желательно иметь некоторые познания в электронике и хотя бы минимальный опыт ремонта. Если ни того, ни другого нет, но есть много желания и денег, тогда можно попробовать. Из приборов необходим осциллограф и стрелочный авометр. Любой ремонт начинается с вскрытия и внешнего осмотра внутренностей. Конструктивно «Торус” состоит из следующих модулей:
1. Модуль входного выпрямителя
2. Модуль выходного выпрямителя..
3. Плата управления ключами.
4. Корпус с вентилятором.
Модуль входного выпрямителя. Входной выпрямитель – это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу. Мост GBPC3508W крайне надёжен и чтобы его спалить надо ещё постараться. Тем не менее и его проверить не лишнее. Все знают как звонится мост и нового тут не выдумать. Для неопытных можно посоветовать отпаять от него провода, чтобы в случае КЗ не вводить себя в заблуждение. Радиатор с мостом лучше сразу снять с платы чтобы в дальнейшем облегчить работу с ней.
Модуль ключей. Модуль ключей состоит из четырёх групп по четыре транзистора в группе. Каждая группа смонтирована на отдельном радиаторе на изолирующей прокладке. Кроме ключей в модуль входят шесть электролитических конденсаторов сглаживающего фильтра выпрямителя, питающего преобразователь (входного выпрямителя).
Чаще всего неисправный транзистор сразу виден: треснутый или взломанный корпус, прогоревшие выводы, но иногда внешних признаков неисправности нет и тогда для выявления неисправного транзистора следует применить стрелочный авометр. Включаем его в режим измерения сопротивления на предел Ком х1 и выбираем любую группу. Я думаю, не лишним будет напомнить, что все измерения следует проводить на выключенном из сети аппарате. Измеряем сопротивление между стоком и истоком. Для тех, кто не знает цоколёвки транзистора IRFP460: если расположить корпус выводами вниз и маркировкой к себе, то слева направо будут затвор, сток, исток. Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, т.е. в одну сторону высокое, в другую низкое сопротивление. Короткое замыкание – неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания.
Если группа звонится как положено (в одну сторону), то это не всегда означает, что все транзисторы в группе исправны. Их надо по отдельности проверить на «открываемость”. Это можно сделать не выпаивая каждый транзистор. Сначала отпаиваем по одному концу выравнивающих резисторов от каждого затвора, ставим минусовой щуп на исток первого транзистора, плюсовой на сток. Тестер должен показать высокое сопротивление. Теперь на мгновение прикасаемся плюсовым щупом (не снимая минусового) к затвору и снова перекидываем его на сток. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся. Пинцетом или скальпелем замыкаем затвор со стоком или истоком и снова замеряем сопротивление сток-исток, которое должно увеличиться почти до бесконечности (но надёжнее для запирания транзистора подать но затвор обратное напряжение, т.е. минус на затвор, плюс на сток) и это означает, что транзистор закрылся. Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора.
Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе. Для ремонта, проверки и поиска возможных аналогов радиоэлементов, изучите их даташиты.
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Условно – это потому, что окончательная проверка будет при наличии управляющих сигналов. В недавнем времени ключи стали снабжать снабберами (конденсаторами, впаянными между стоком и истоком каждого транзистора), которые защищают транзисторы от пробоя. Экономичность аппарата при этом несколько снижается, зато надёжность возрастает многократно. При прозвонке транзисторов конденсаторы можно не отпаивать, т.к. на результаты измерений они не влияют.
Модуль выходного выпрямителя. Модуль выходного выпрямителя состоит из платы с двумя радиаторами, на которых смонтированы силовые диодные сборки. В зависимости от применяемых сборок, их количество на радиаторе может быть разным – две или четыре. Также, в модуль входят дроссель и трансформатор. Диодные сборки выходного выпрямителя выходят из строя крайне редко. В двухсотой модели применяются две сборки 60CPQ150 или четыре 30CPQ150, а в каждой сборке по два диода по 60 и 30 ампер (соответственно) максимального тока каждый. В сумме это 240 ампер постоянного тока. Запас в 40 ампер довольно надёжен, к тому же максимальный импульсный ток едва ли не на порядок больше.
Все знают как звонятся диоды. Если группа звонится накоротко, нужно искать пробитый диод. Без выпаивания здесь не обойтись и для этого удобно использовать паяльник с отсосом. Когда все диоды проверены и неисправные заменены, модуль можно пометить как исправный и приступить к проверке платы управления.
Плата управления ключами – это самый сложный из всех блоков аппарата и от его правильной работы зависит надёжность аппарата и целостность его компонентов. Предварительную проверку работоспособности платы управления можно произвести без её демонтажа, т.е. прямо по месту. Первым делом отключаем питание преобразователя, для чего отпаиваем от входного моста один из толстых проводов идущих от платы управления (переменное 220в) и изолируем его оголённый конец изолентой.
Поскольку для оценки работоспособности платы управления необходимо оценивать быстроменяющиеся сигналы, без осциллографа (и навыка работы с ним) здесь не обойтись. Вставляем вилку питания в розетку и внимательно слушаем. Вращается вентилятор и через 3-5 секунд слышится щелчок. Его издаёт реле схемы «мягкого” включения. Если щелчка нет или он слышен сразу после включения, значит схема «мягкого” включения неисправна. Также, если щелчка не последовало, стоит проверить наличие питающего напряжения +15в. Источник этого питания приклеен к плате управления и подпаян к ней четырьмя проводами: два из которых – переменное 220в и другие два – плюс и минус 15в. Если питания нет, демонтируем источник питания и ремонтируем или заменяем его, поскольку он стандартный.
Схема «мягкого” включения очень проста и основана на срабатывании эм. реле K2 в результате открывания транзистора VT5 после заряда конденсатора C22 в его базовой цепи. Контакты реле S3 закорачивают резистор R40, который гасит ток заряда конденсаторов фильтра входного выпрямителя. Этот резистор очень слаб и часто выходит из строя. Этот резистор, даже если он исправен, я заменяю на более мощный для повышения надёжности аппарата. Отсутствие задержки срабатывания реле может быть вызвано обрывом ёмкости заряда C22, пробоем транзистора VT5 и пробоем аналога динистора VD4 в цепи базы транзистора.
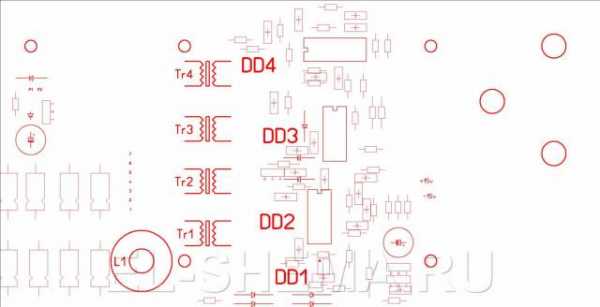
Если аппарат до Вас побывал в чьих-то «умелых” руках не лишнее проверить фазировку управляющих сигналов: если витые пары перепутаны местами, то есть угроза нарваться на сквозной ток, а если перепутаны провода в паре, то ключ не будет открываться. Мне попадались аппараты буквально «перепаханные” «умельцами” и эти аппараты пришлось проверять досконально. Ситуация усложнена ещё и тем, что качество сборки аппаратов полукустарное и не всегда можно отличить пайку производителя от пайки «умельца”.
Для несведущих могу уточнить: на затвор должны поступать положительные (относительно истока) импульсы амплитудой около 15в. Одновременно должны открываться группы 1 и 4 в одном такте и 2 и 3 в другом такте. Синфазность сигналов можно определить при помощи двухканального осциллографа.
Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Для того, чтобы подстраховаться от последствий невыявленной неисправности, питание преобразователя включим через лампу накаливания 150-200вт — удобнее включить её в разрыв переменной цепи моста входного выпрямителя. Подпаиваем все провода, отпаянные ранее с учётом лампы и включаем аппарат в сеть и смотрим на лампу. В первый момент лампа может ярко вспыхнуть (заряжаются ёмкости фильтра), но постоянно она должна светиться слабо. Яркое свечение свидетельствует о коротком замыкании в схеме или цепи нагрузки. .Когда все неисправности устранены, лампу отпаиваем, припаиваем к мосту провод питания и включаем аппарат в сеть. Измеряем напряжение на выходных клеммах – нормальный уровень напряжения должен быть около 60 постоянных вольт.
В случае, когда плата управления не выдаёт запускающих импульсов, её для удобства работы лучше отделить от всех узлов, т.е.отпаять витые пары от ключей, предварительно промаркировав группы и провода, отпаять датчики перегрева и заизолировать концы проводов, отпаять и отсоединить мост входного выпрямителя, отпаять шнур сетевого питания.
Далее припаиваем шнур сетевого питания, лучше через лампочку 50-100вт и включаем его в розетку. В первую очередь следует проверить наличие питания +15в на ножках 3,6,9 микросхем DD2 и DD3 и прямоугольных тактовых импульсов на ножках 10 и 12 тех же микросхем. Я пару раз сталкивался с выгоранием резистора в цепи питания DD3, правда после этого и саму микросхему пришлось заменить. Если тактовые импульсы на ногах 10 и 12 (т.е. на входах) есть, но нет импульсов на ножках 1 и 7 (т.е. на выходах) нужно ногу 11 посадить на общий провод и если микросхема исправна, импульсы на выходах должны появиться. Нет импульсов – смело заменяй микросхему. В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль (т.е. микросхема закрыта) и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль.
Если на входы драйверов (DD2 и DD3) не поступает тактовых импульсов, то их нужно искать на выводах 9 и 10 микросхемы ШИМ — DD4. В случае их отсутствия проверяем питание +15в на выводах 8, 11, 12. Можно проверить, не светится ли красный индикатор на передней панели аппарата и если это так, то скорее всего выключен тумблер рабочего режима. Также, можно проверить, не замкнут ли один из двух датчиков перегрева (на радиаторе выходного выпрямителя и на дросселе). Если все усилия тщетны – заменяем микросхему.
Вы добились управляющих импульсов на выходах обоих драйверов. Казалось бы – вот оно, счастье, но за этим счастьем может последовать фейерверк, когда Вы попробуете зажечь дугу. Дело в том, что ещё есть схема регулировки тока и защиты по току и если эта защита не работает, то Вы рискуете пойти по второму кругу поиска неисправностей.
Схема регулировки и защиты реализована на микросхеме DD1 и её обвязке. Датчиком тока является кольцевая катушка L1 сквозь которую проходит толстый провод питания преобразователя. На выводах 1 и 7 микросхемы DD1 формируются прямоугольные импульсы закрытия драйверов. Проверить работу схемы можно разными способами. Я пользуюсь следующим: отпаиваю один конец катушки L1 и вместо неё припаиваю источник переменного напряжения 3в. Это может быть трансформатор от сетевого адаптера или что-нибудь оригинальное. Подаю переменные 3в и смотрю сигналы на выводах 1 и 7 микросхемы DD1 – короткие прямоугольные импульсы с частотой 50гц. При этом кольцевые трансформаторы издают тихие звуки (отдалённо напоминающие голос кузнечика), а запускающие импульсы прерываются с частотой 50гц. Автор статьи: В.А. Третьяков.
el-shema.ru