плюсы и минусы для строительства дома
Павел МизовЕсли Вы:
- заботитесь о себе и близких и ищете экологически чистые материалы;
- хотите, чтобы в доме было комфортно в любую погоду – тепло в морозы, прохладно в жару;
- хотите построить дом в 2-3 раза быстрее, чем сосед, да ещё и сэкономить на материалах;
- мечтаете о надёжном долговечном доме, в котором без проблем смогут жить даже Ваши правнуки.
- цените творческий нестандартный подход, и Вам нужно найти материалы, которые позволят самым смелым архитектурным фантазиям стать реальностью;
- не хотите после окончания стройки увидеть на стенах трещины, образовавшиеся в процессе усадки, и плесень, которая появляется на стенах из-за влажности;
- и мечтаете жить в тишине и спокойствии.
Эти рекламные заявления просто «ездят по ушам» доверчивых клиентов. Как может кирпич быть теплым? Сравните теплопроводность стены из крупноформатных блоков толщиной 12 см с каркасом толщиной 10 см. Несущая способность обоих материалов позволяет построить дом до 3 этажей, но из керамических блоков без дополнительного утепления, дом будет очень холодным. Теплопроводность стен из керамического блока 0,2 Вт/мС°ч, а каркасных — 0.05Вт/мСч, то есть в три раза больше. Сопротивление теплопередачи керамического блока со штукатуркой на перлитовом растворе общей толщиной 240 мм, R фактор будет 1,71, а каркас 150 мм с утеплением из пенополиуретана и обшивкой общей толщиной 240 мм — 5,18. Чтобы сделать дом из керамических блоков таким же теплым, как и каркасный дом, нужно увеличить толщину стены в три раза со всеми вытекающими отсюда проблемами. Теплая керамика совсем не теплая. Физические законы никто не отменял. А теперь немного истории про «новый» строительный материал.
Несущая способность обоих материалов позволяет построить дом до 3 этажей, но из керамических блоков без дополнительного утепления, дом будет очень холодным. Теплопроводность стен из керамического блока 0,2 Вт/мС°ч, а каркасных — 0.05Вт/мСч, то есть в три раза больше. Сопротивление теплопередачи керамического блока со штукатуркой на перлитовом растворе общей толщиной 240 мм, R фактор будет 1,71, а каркас 150 мм с утеплением из пенополиуретана и обшивкой общей толщиной 240 мм — 5,18. Чтобы сделать дом из керамических блоков таким же теплым, как и каркасный дом, нужно увеличить толщину стены в три раза со всеми вытекающими отсюда проблемами. Теплая керамика совсем не теплая. Физические законы никто не отменял. А теперь немного истории про «новый» строительный материал.
История появления «теплой» керамики
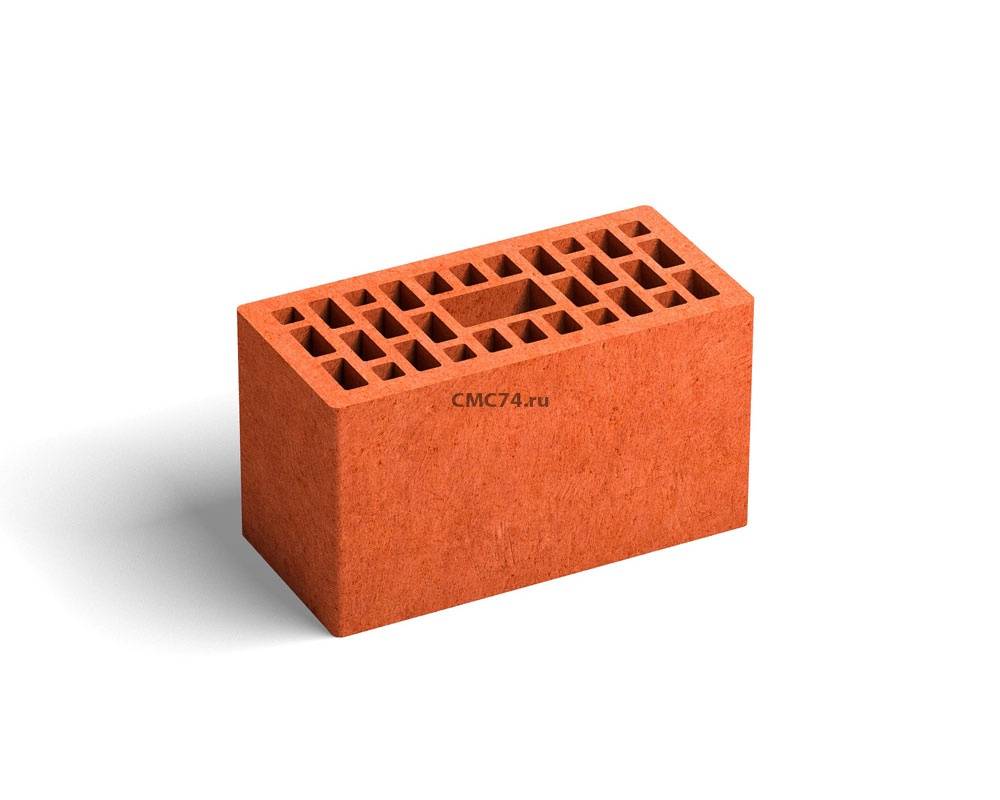
Схематический разрез блока показывает, что полость блока разделена стенками
Крупноформатные пустотелые блоки (HCT в США) получили распространение в США после пожара в Чикаго в 1871 году, когда возник спрос на пожаропрочные материалы для предохранения железных и стальных каркасов в высотных зданиях. Производители кирпича откликнулись, выпустив пустотелые блоки, которыми можно было окружить железные и стальные части, для защиты от огня (металл не горит, но плавится, теряя структурную прочность). Первоначально этот материал разработывался для защиты перекрытий от пожара, затем уже стал применятся в несущих конструкциях и перегородках. Пустотелый кирпич достиг пика популярности на западном побережье США между 20-ми и 40-ми годами прошлого века, и широко использовался в южной Калифорнии, в районах с концентрацией многоэтажных домов, как в центре Лос-Анджелеса. Материал потерял популярность после серии землетрясений, где он показал слабую структурную прочность. Землетрясения в Санта-Барбаре (1925) и в Лонг-Бич (1933), вызвавшие огромные разрушения не усиленных арматурой кирпичных зданий, принесли серьезные изменения в строительные правила на всем западном побережье. К 1920-м годам, изобретение других экономичных строительных материалов, таких как гипсовые блоки и волокнистые плиты, сыграли негативную роль для пустотелых блоков.
Производители кирпича откликнулись, выпустив пустотелые блоки, которыми можно было окружить железные и стальные части, для защиты от огня (металл не горит, но плавится, теряя структурную прочность). Первоначально этот материал разработывался для защиты перекрытий от пожара, затем уже стал применятся в несущих конструкциях и перегородках. Пустотелый кирпич достиг пика популярности на западном побережье США между 20-ми и 40-ми годами прошлого века, и широко использовался в южной Калифорнии, в районах с концентрацией многоэтажных домов, как в центре Лос-Анджелеса. Материал потерял популярность после серии землетрясений, где он показал слабую структурную прочность. Землетрясения в Санта-Барбаре (1925) и в Лонг-Бич (1933), вызвавшие огромные разрушения не усиленных арматурой кирпичных зданий, принесли серьезные изменения в строительные правила на всем западном побережье. К 1920-м годам, изобретение других экономичных строительных материалов, таких как гипсовые блоки и волокнистые плиты, сыграли негативную роль для пустотелых блоков. Использование керамических пустотелых блоков ставит перед выбором архитекторов, инженеров и производителей. Керамические блоки подойдут для обеспечения безопасности в коридорах, ведущих к выходу. Через изучение примеров использования в Южной Калифорнии, принимаются решения по реабилитации крупноформатных керамических блоков.
Использование керамических пустотелых блоков ставит перед выбором архитекторов, инженеров и производителей. Керамические блоки подойдут для обеспечения безопасности в коридорах, ведущих к выходу. Через изучение примеров использования в Южной Калифорнии, принимаются решения по реабилитации крупноформатных керамических блоков.
Технология изготовления и экология
Крупноформатные пустотелые (поризованные) блоки делаются из глины. Глина затем обжигается в печах, формируя прочный строительный блок. Полости внутри разделены тонкими стенками, что делает блок намного легче обычного кирпича. Неровная поверхность боковых граней позволяет штукатурке хорошо держаться на стене. Расход газа составляет 145,4 кг условного топлива на 1000 шт. условного кирпича или 70 м³ на 1 тонну продукции.
Ахмеднабиев Р.М., Колиенко А.Г. ЭНЕРГОСБЕРЕЖЕНИЕ ПРИ ОБЖИГЕ КЕРАМИЧЕКИХ ИЗДЕЛИЙ В ТУННЕЛЬНЫХ ПЕЧАХ СОВЕТСКОГО ТИПА // Технические науки — от теории к практике: сб. ст. по матер. XIV междунар. науч. -практ. конф. – Новосибирск: СибАК, 2012.
-практ. конф. – Новосибирск: СибАК, 2012.
Часто стена из поризованных блоков закрывается облицовочным кирпичом с помощью связей, крепящихся между рядами блоков и рядами облицовочного кирпича. Опять кирпич, только полнотелый.
Как можно говорить об экологии с такими энергозатратами только на обжиг, не говоря о повышенных затратах на доставку ингредиентов и доставку готовой продукции? В чем заключается экологическая чистота.? Что в материале нет вредных веществ? А в воздухе, которым дышат и ваши дети и наши?
Так ли тепло в морозы и прохладно в жару?
Вот что пишут: «материал обладает отличными теплосберегающими свойствами». Но это все слова. Какими отличными? Сколько тепла проводит стена из поризованных блоков? Стена, а не блок.
По ГОСТ 530-2012 (скачать) при плотности 800 кг/м³ теплопроводность кладки из блоков Поротерм на теплоизоляционном цементно-перлитовом растворе плотностью γ° =800 кг/м3 составит 0,2 -0,22 Вт/(м·°С). При строительстве из блоков толщиной 510 мм R-фактор составит 2,31 — 2,55 Вт/(м·°С), что тоже ниже требований СНиП.
Чтобы соответствовать СНиП для Московской области толщина стены из крупноформатных керамических блоков без дополнительного утепления должна быть 670 мм и не меньше.
Это означает, что в мороз будет холодно, а в жару жарко.
Построить дом в два-три раза быстрее, чем сосед и сэкономить
Можно спросить какой сосед? Какой дом? (А если сосед построил каркасный дом? ) По какой технологии строил сосед, с отделкой или без, на каком фундаменте, какая планировка, насколько сложная крыша? Как можно сравнивать разные дома? Если нет фактов, то это просто рекламный ход.
В каком доме без проблем будут жить правнуки?
Да ни в каком. У любого дома рано или поздно появляются проблемы. Я попробую представить не правнуков, а детей, настоящих и реальных. Трое моих детей дали ответ: в новом. Дети хотят жить в новом доме, а не в старом, со старой планировкой, дизайном, архитектурой.
Сто лет назад никто не думал устанавливать розетки с входом для телевизионной антенны, встраивать душевую кабину с радио, устанавливать телевизор в ванную комнату, искать место для стиральной и сушильной машины, а также для гладильной системы. Мы не знаем какого технического прогресса достигнем через 20 лет. Зачем вкладывать дополнительные ресурсы в дом, который не понравится правнукам? Не проще ли оставить им деньги?
Мы не знаем какого технического прогресса достигнем через 20 лет. Зачем вкладывать дополнительные ресурсы в дом, который не понравится правнукам? Не проще ли оставить им деньги?
Согласно опросу Гэлоп, 24% американцев, 23% финнов и 22% норвежцев меняют жилье каждые 5 лет, и 15% россиян, согласно интернет-журнала «Из рук в руки». Только 23% россиян никогда не меняли жилье, но хотели бы. По статистике, даже ваши дети будут жить в другом доме, а правнуки тем более. Так какая разница, будут у дома, в котором живут другие люди, проблемы или нет.
Когда самые смелые архитектурные фантазии становятся реальностью
Дом со смелой архитектурной фантазией легче всего строить из бетона, а не из кирпича. Жидкий бетон заполняет любую форму. Но нужно ли это воплощать? То, что нравится вам, может не понравится большинству других людей. Продать дом будет сложнее, если вы окажетесь единственным, кому эта фантазийная архитектура нравится.
Гибкую планировку в доме с несколькими этажами легче создавать в каркасном доме. Каркасные стены легкие, поэтому они могут опираться только на перекрытие. Стены из тяжелых материалов опираются либо на мощное перекрытие, либо на нижестоящие стены под этим перекрытием.
Каркасные стены легкие, поэтому они могут опираться только на перекрытие. Стены из тяжелых материалов опираются либо на мощное перекрытие, либо на нижестоящие стены под этим перекрытием.
Керамические блоки не позволяют осуществлять самые смелые фантазии.
Трещины и плесень
Трещины образуются не только от усадки стен, но и при слабой несущей способности грунта, от непрочного фундамента. Хрупкость керамических блоков обязывает строить фундамент с повышенной прочностью. Такой фундамент стоит дороже.
Плесень образуется когда есть повышенная влажность и тепло. Если вы будете жить в доме с повышенной влажностью, то плесень образуется в легких быстрее, чем на стенах любой конструкции из любого материала. Нет повышенной влажности — нет грибка.
Делайте вентиляцию и плесени негде будет жить. Но, в монолитном перекрытии нельзя провести вентиляционные короба, поэтому их крепят к бетонной плите и обшивают фальш-потолком. Это дорого и долго. В деревянном перекрытии трубы пропускаются внутри перекрытия и легко крепятся к деревянным лагам.
Керамический поризованный блок не дает гарантии от трещин или плесени. Слова об обратном это рекламный ход.
Шум Вас не потревожит
Продавцы керамических пустотных блоков утверждают, что звукопоглощение стены более 53Дб. Более это сколько? Каркасная стена из доски 100 мм с эковатой внутри и гипсокартоном толщиной 12 мм с обеих сторон поглощает от 85 до 125 Дб. Такие стены делают в студиях звукозаписи.
Поризованный блок не самый лучший звукоизолятор. Опять рекламный ход.
Поризованный крупноформатный блок не лучший материал для строительства дома
- Недостаток пустотелых керамических блоков состоит в том, что они слишком хрупкие при определенных обстоятельствах. Я видел разрушения в некоторых домах, вызванные неправильной установкой или обработкой. Хрупкая природа пустотелого кирпича, возможно должна обеспокоить людей, живущих в сейсмических районах.
- Толщина стены из крупноформатных блоков и облицовка кирпичом создают необходимость строить на монолитной плите (о недостатках этого фундамента читайте здесь), либо делать очень широкую стену ленточного фундамента.
 Пустотелый кирпич требователен к фундаменту.
Пустотелый кирпич требователен к фундаменту. - Щели между блоками остаются открытыми и через них уходит теплый воздух (тонкий слой внутренней штукатурки не удерживает тепло), а с ним и влага, попадая в наружный утеплитель из минеральной ваты, понижает теплозащитные свойства и снижает срок службы.
- Вентилируемый фасад дому из блоков Поротерм противопоказан, без дополнительной тепло- и пароизоляции. Невыгодно использовать дешевые фасадные отделочные материалы, как сайдинг
- Не дружествен по отношению к окружающей среде. Производство и доставка кирпича требует в несколько раз больше энергоресурсов, чем древесина.
- Керамические блоки не удешевляют строительство дома.
- Не улучшает дизайн дома.
- Не улучшает звукоизоляцию
- Скорость строительства не самая высокая
- Поризованный блок толщиной 510 мм и менее требует дополнительного утепления
- Увеличенная толщина стены уменьшает полезную площадь дома.
- Блоки хорошо впитывают влагу
- Сложно проводить коммуникации внутри стен и по стенам и как следствие, увеличение бесполезного технического объема дома, который нужно дополнительно отапливать. (30 см под потолком добавляют 30 м³ на каждые 100 кв.м к объему дома, которые нужно дополнительно оплачивать. Увеличивается площадь, занимаемая лестницей.
- При необходимости снести здание, выше расходы на снос и утилизацию
 Пустотелый кирпич требователен к фундаменту.
Пустотелый кирпич требователен к фундаменту.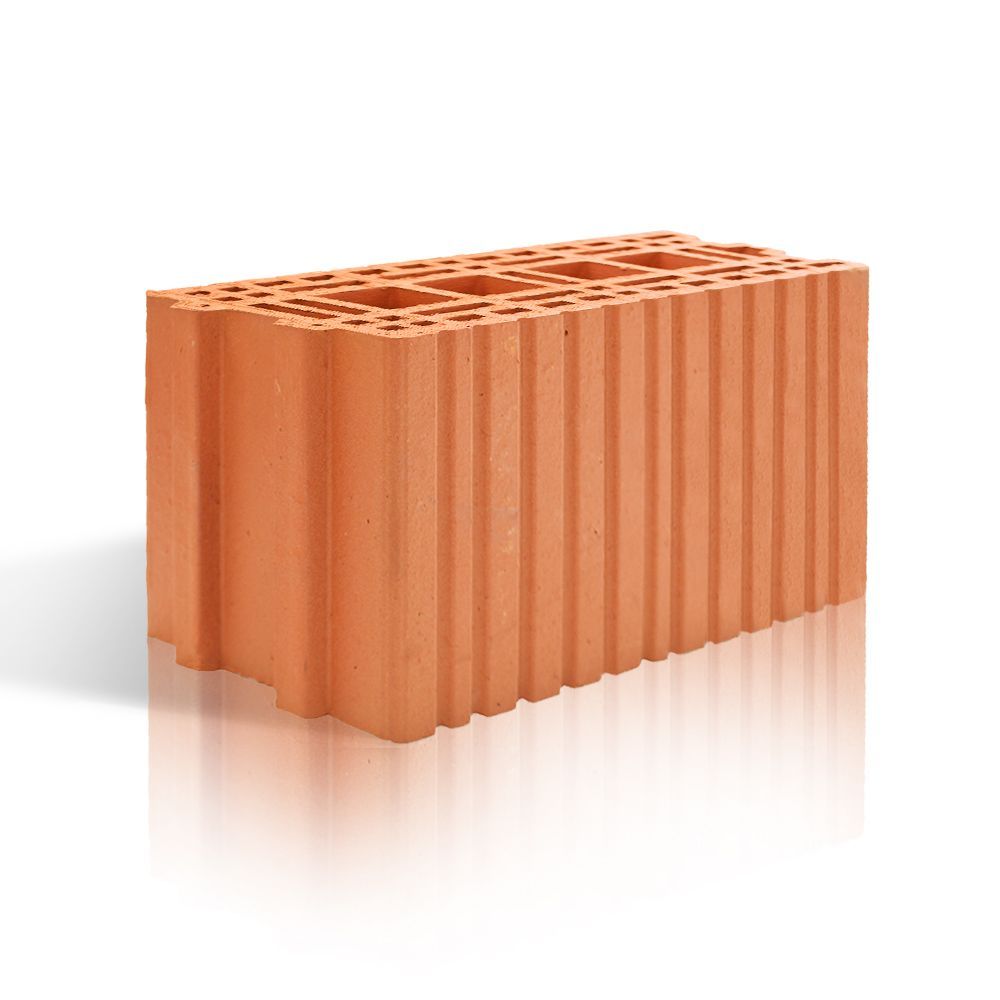 (30 см под потолком добавляют 30 м³ на каждые 100 кв.м к объему дома, которые нужно дополнительно оплачивать. Увеличивается площадь, занимаемая лестницей.
(30 см под потолком добавляют 30 м³ на каждые 100 кв.м к объему дома, которые нужно дополнительно оплачивать. Увеличивается площадь, занимаемая лестницей.Достоинства
- По счастью, прочность стенок пустотелого кирпича значительно выше, чем можно ожидать от строительного материала, сделанного из тех же ингредиентов, что и цветочные горшки. Во многих зданиях блоки без проблем сохранялись по 75 и более лет и, возможно простоят еще несколько десятков лет.
- Высокая стойкость к открытому пламени даст время для эвакуации из здания. (После пожара прочность стены уменьшится на 60%).
- Не гниет. И это единственное преимущество по сравнению с каркасными домами, которые строили некомпетентные строители.
Рифленая поверхность блока позволяет хорошо держаться штукатурке.
Как видите достоинств гораздо меньше, чем недостатков. Поэтому подумайте еще раз: Вам нужен Дом или только стены?
Поризованный кирпич: как выбрать, основные характеристики
Строительный поризованный кирпич — отличный стеновой материал, который обладает высокими потребительскими характеристиками и уникальными свойствами для малоэтажного строительства.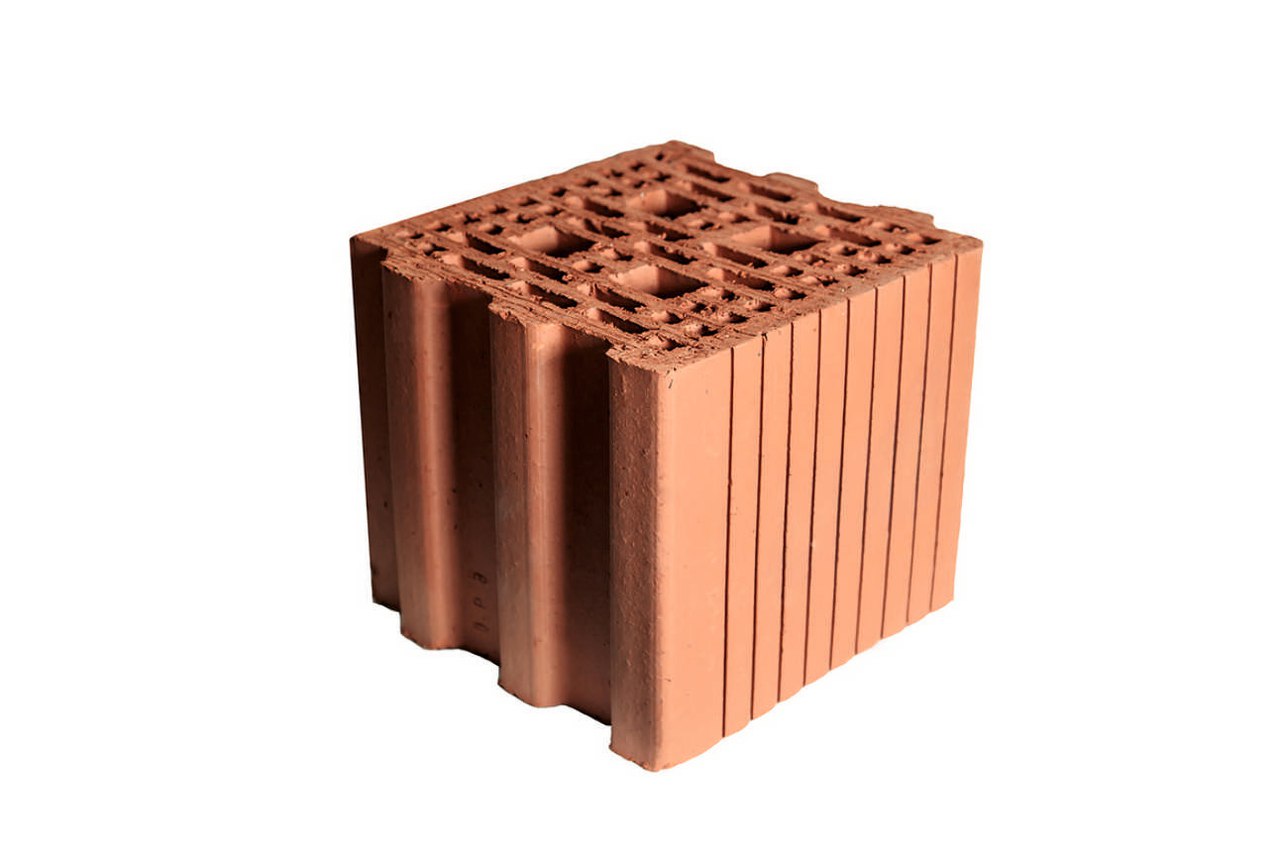 Все лучшие качества красного пустотелого кирпича и газобетонных блоков присущи поризованному керамическому блоку, или, как по-другому его называют, теплая керамика. В нашей стране все чаще и чаще можно увидеть постройки из этого материала. Интересно, что технология производства поризованного кирпича пришла к нам из Австралии, где его изготавливают уже более полувека. Пористый кирпич отличается высокой прочностью на сжатие и долгим сроком эксплуатации, хотя его плотность в 3-4 раза ниже, чем у простого кирпича.
Все лучшие качества красного пустотелого кирпича и газобетонных блоков присущи поризованному керамическому блоку, или, как по-другому его называют, теплая керамика. В нашей стране все чаще и чаще можно увидеть постройки из этого материала. Интересно, что технология производства поризованного кирпича пришла к нам из Австралии, где его изготавливают уже более полувека. Пористый кирпич отличается высокой прочностью на сжатие и долгим сроком эксплуатации, хотя его плотность в 3-4 раза ниже, чем у простого кирпича.
Особенности производства
Поризованный кирпич производится из глины различных пород, в состав добавляют наполнители из органики: опилки, торф или солому. Содержание наполнителя доходит до 25-30% от общего объема. При обжиге наполнитель сгорает, в результате получается поризованный камень с множеством мелких пор, которые обеспечивают блоку повышенную паропроницаемость.
Сначала из глиняного состава удаляют мелкие камни и примеси, после измельчения ее увлажняют.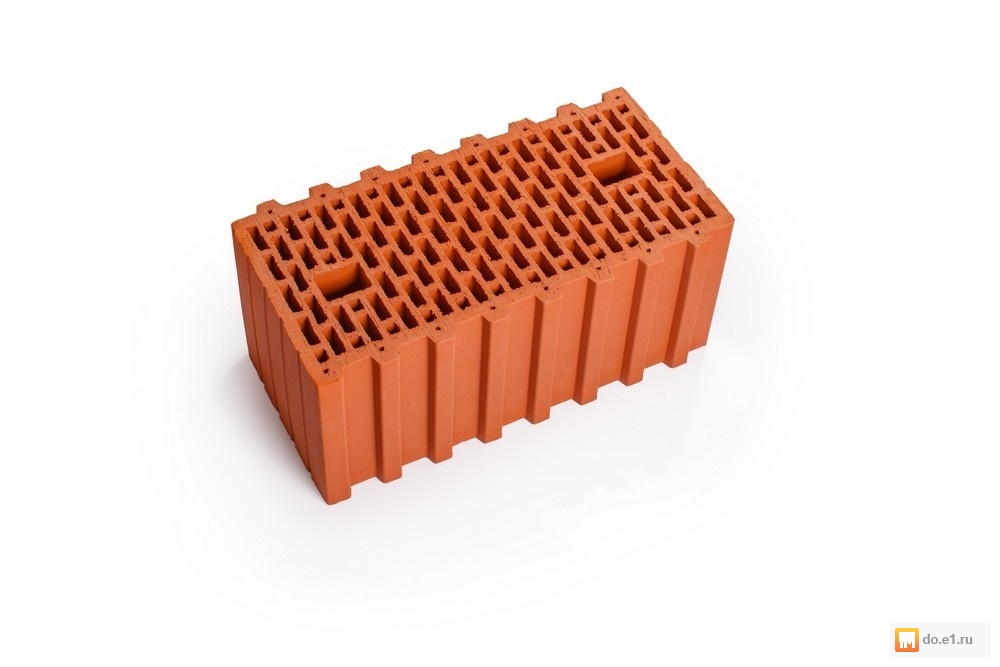 Готовая смесь называется шихта, в нее нужно добавить присадки. После идет один из самых важный этапов производства — обработка смеси на глинорастирающем оборудовании. Необходимо добиться однородной массы, непромес недопустим, это залог того, что поризованный блок будет прочным и однородно пористым.
Готовая смесь называется шихта, в нее нужно добавить присадки. После идет один из самых важный этапов производства — обработка смеси на глинорастирающем оборудовании. Необходимо добиться однородной массы, непромес недопустим, это залог того, что поризованный блок будет прочным и однородно пористым.
После качественного перемешивания состав уходит на этап формовки на вакуумном прессе, который удаляет излишки воздуха. Сформированная глиняная смесь выталкивается шнеком, именно на этом этапе в керамическом блоке появляются множество сквозных отверстий. Стальной режущей струной глиняной брусок нарезается на необходимые размеры. Разрезанные блоки отправляются в сушильный цех, где в течение 40-60 часов изделие сохнет. Если кирпич крупноформатный, время сушки может доходить до 70 часов для качественного результата.
Этап обжига. Именно от качества печи, возможности поддерживать необходимую температуру и быстро набирать жар зависит плотность и качественные характеристики блока.
Основные форматы поризованного кирпича: 2nf, 10.7nf, 14.3nf.
Важно: Поризованный блок по прочности различают по маркам прочности на сжатие от M75 до M200.
Почему выбирают поризованный камень
Народное название поризованного кирпича — теплая керамика или термокирпич. За счет множества сквозных отверстий объем пустот может составлять 14-35% от общего объема блока. Низкая теплопроводность этого материала уменьшает теплопотери дома в 2-3 раза по сравнению с монолитным бетоном или полнотелым кирпичом.
Габариты изделия позволяют проводить кладку стены от 25 см, а объемный вес одного блока 700-800 кг/м3, что сопоставимо с характеристиками блоков из газобетона или пенобетона. Уникальная для такой плотности теплопроводность 0,08-0,2 Вт/м2 делает его одним из перспективных строительных материалов среди блоков из легких бетонов.
Уникальная для такой плотности теплопроводность 0,08-0,2 Вт/м2 делает его одним из перспективных строительных материалов среди блоков из легких бетонов.
Плотность поризованного кирпича позволяет возводить из него как самонесущие, так и несущие стены. При применении такого материала в строительстве обеспечивается низкая теплопроводность ограждающих конструкций, исключается промерзание в зимнее время и достигается хорошая звукоизоляция.
Цена на поризованный камень зависит от размеров блока, его состава и наличия добавок. Но в любом случае, стоимость будет ниже, чем за полнотелый кирпич, поскольку расход сырья меньше. Значительная экономия получается и на клеевой смеси, ведь керамические блоки имеют отличную геометрию, что позволяет использовать тонкий слой кладочного раствора. Теплая керамика — это оптимальный выбор как для частного застройщика, так и для крупных строительных компаний.
Преимущества использования
Поризованный кирпич — уникальный материал для строительства, со множеством положительных свойств. Главные преимущества для застройщика:
Главные преимущества для застройщика:
- Негорючий материал. Здание, возведенное из поризованного кирпича, может противостоять огню без видимых разрушений в течение 7 часов.
- Керамические блоки биологически инертны, что делает их невосприимчивыми к плесени и грибку. А достаточно хорошая паропроницаемость стен из такого материала позволяет дому «дышать» и сохраняет ограждающие конструкции от конденсата.
- Мельчайшие поры, которые не видны глазу, понижают плотность материала, по отношению к классическим полнотелым кирпичам, тем самым понижая общий коэффициент теплопроводности материал, экономя хозяину дома затраты на отопление.
- Сравнительно небольшой вес керамических блоков, по сравнению с монолитными конструкциями из бетона или силикатных кирпичей, уменьшает нагрузку на фундамент и позволяет использовать более экономный вариант фундамента дома. Система паз-гребень в вертикальных стыках блоков обеспечивает хорошую герметичность без использования дополнительных кладочных растворов или клей-пены.
- Большие размеры крупноформатных блоков при собственном небольшом весе способствуют быстрой и качественной кладке.

Недостатки керамических блоков в строительстве
Но, как и любой материал, поризованная керамика имеет свои недостатки:
- Из-за наличия мелких пор у материала достаточно высокий коэффициент водопоглощения, нужно дополнительно защищать конструктив стены от влажности и атмосферных осадков. Появляется необходимость в наружной облицовке.
- Если возводятся стены помещений, в которых будет повышенная влажность (ванная комната, бассейн, баня), внутреннюю поверхность стен необходимо дополнительно изолировать пароизоляционной отделкой. Это могут быть пленки, лакокрасочное покрытие, лак или плотные моющиеся обои.
- Высокая пористость и наличие внутренних полостей может вызвать проблему сверления отверстий под крепеж. Но в настоящее время на рынке представлено много вариантов химических анкеров, которые успешно решают эту проблему. Хрупкость внутренних стенок изделий может быть нарушена грубым обращением при кладке или неаккуратном штроблении стен.
- В регионах, где нет собственных производств, цена поризованных кирпичей может быть достаточно высокой из-за дополнительных трат на доставку. Однако этот недостаток может быть компенсирован облегченным процессом строительства, присущим этому материалу и удешевлением общей сметы из-за отсутствия необходимости дополнительного утепления стен.
 Но в настоящее время на рынке представлено много вариантов химических анкеров, которые успешно решают эту проблему. Хрупкость внутренних стенок изделий может быть нарушена грубым обращением при кладке или неаккуратном штроблении стен.
Но в настоящее время на рынке представлено много вариантов химических анкеров, которые успешно решают эту проблему. Хрупкость внутренних стенок изделий может быть нарушена грубым обращением при кладке или неаккуратном штроблении стен.
Основные характеристики, сравнение с другими кирпичами
Надежность керамического теплого блока позволяет держать нагрузку 150 кг/см2. Согласно нормативным документам, этот показатель позволяет использовать материал для возведения жилых зданий высотой до 9 этажей.
Из-за относительно небольшого объемного веса, сравнимого с пено- и газобетоном, не оказывается большого давления на фундамент, что делает возможным строительство практически на любом виде грунта.
Важно: Прочностные характеристики газобетона ниже в 3-4 раза, а пенобетона в 10-12 раз ниже, чем у поризованного кирпича. Показатели надежности позволяют применять теплую керамику для строительства любых жилых и коммерческих зданий.
У классического глиняного или силикатного кирпича тоже высокие показатели надежности, но эти материалы требуют дополнительной теплоизоляции, и не обладают такими комплексными потребительскими преимуществами, как теплая керамика.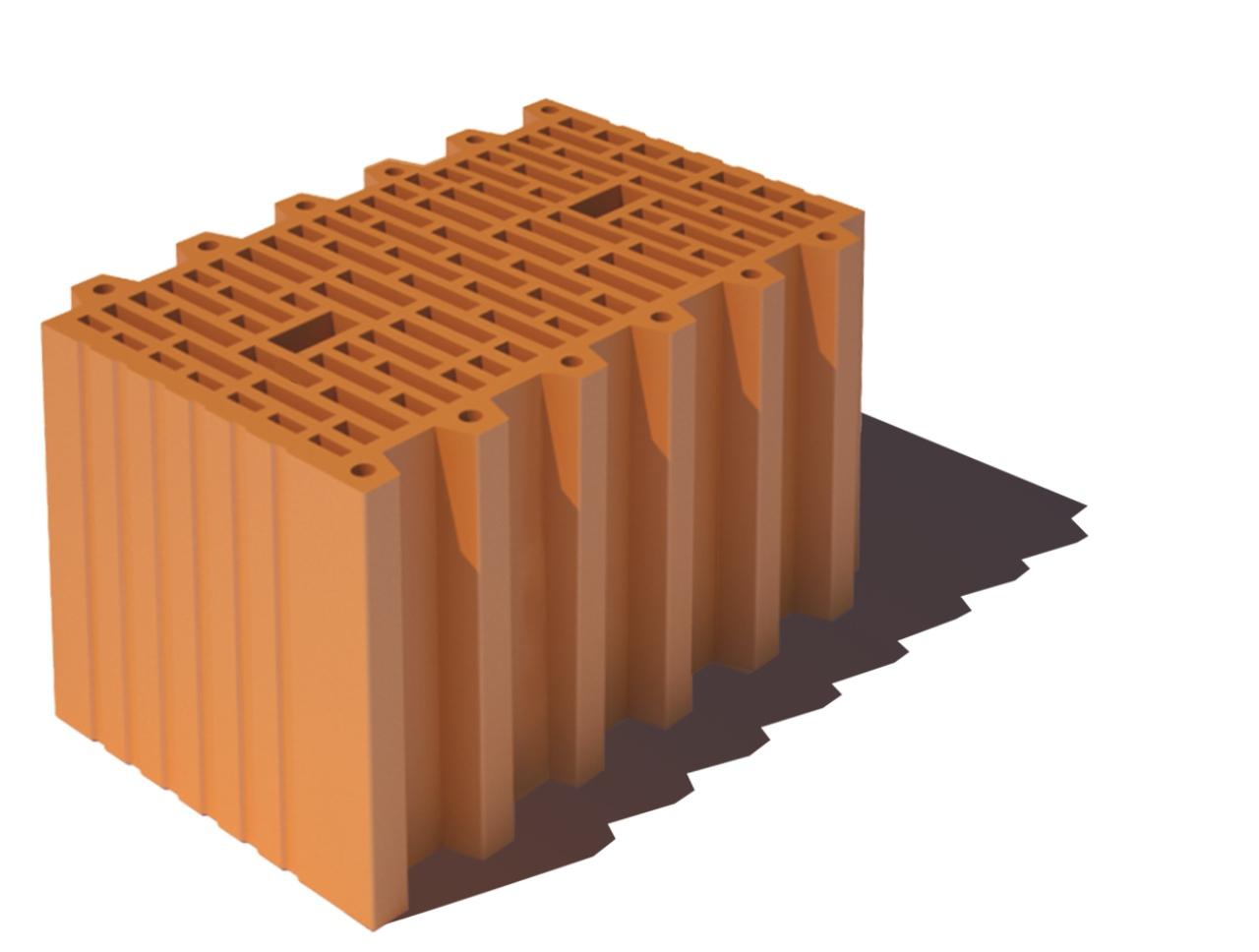
Стены из поризованных блоков лежат на горизонтально расположенном кладочном шве, в вертикальной плоскости надежное крепление обеспечивает система гребень-паз. При этом мостики холода практически отсутствуют, при условии толщины шва не более 3 мм, стена не продувается. Скорость кладки крупноформатных кирпичей сравнима с кладкой блоков из вспененного бетона.
Производители кирпича
На российском и зарубежном рынках достаточно много производителей качественного поризованного кирпича и теплой керамики. Рассмотрим основные крупные заводы, которые выпускают продукцию по ГОСТ 530-2012.
Гжельский кирпичный завод
Основан в 1928 году и производит керамический кирпич и поризованный камень на современном европейском оборудовании. Особенность этого производителя – в качестве сырья для производства используется экологически чистая глина, добытая в Гжельском месторождении.
Wienerberger (Вайнербергер)
Мировой лидер по выпуску поризованного кирпича, в России этим концерном построены промышленные комплексы, суммарной мощностью 400 млн. керамических блоков в год.
керамических блоков в год.
Leiertherm (Лиертерм)
Этот производитель не имеет производственных площадок в нашей стране, однако продукция этого крупнейшего завода имеет высокие теплотехнические показатели.
Rauf (Рауф)
Торговая марка по производству керамических кирпичей двух заводов в России, которые находятся в Ленобласти и в пригороде Санкт-Петербурга. Большая палитра различных форматов от 1nf до 14,3nf.
Примеры домов из поризованного кирпича
В нашей стране уже достаточно давно ведут строительство из теплой керамики. Множество построек возведено в различных регионах как своими силами, так и с привлечением строительных бригад.
Заказать керамические блоки различного формата вы можете на нашем сайте.
Размеры керамических блоков, толщина, вес, формат
Самый первый и важный этап в строительстве дома из керамоблоков – определиться с планируемой толщиной стены и, исходя из этого, выбрать пустотелые керамические блоки нужного размера. Размеры керамических блоков будут напрямую влиять на их количество и стоимость, а также энергоэффективность будущего дома.
Ниже мы распишем виды керамоблоков на примере самого первого в мире керамического блока Porotherm (от австрийского производителя Wienerberger), так как все появившиеся позже бренды разрабатывали линейки продукции, беря за основу именно Поротерм.
Основные показатели размера теплой керамики
В интернет-магазинах и каталогах размеры представлены показателями трех переменных A (ширина) x B (длина) x C (высота).
Ширина измеряется по стороне с пазами и является главным определяющим показателем, так как определяет толщину стены.
Рис.1 на примере блока с шириной 380 мм (380x250x219)
Толщина кладки (стены) = ширина керамоблока!
Высота у абсолютно всех керамических блоков Поротерм равна 219 мм для удобства применения гибких связей.
Размеры блоков Porotherm (по толщине) варьируются от 80 до 510 мм, при этом максимальный вес блока не превышает 20 кг.
Размеры поризованных блоков в первую очередь зависят от предназначения.
В таблице ниже также указан раздел формат. Другие производители, такие как ЛСР, Гжель, Braer, Сталинградский камень чаще всего указывают не размеры, а т.н. формат блока.
Виды теплой керамики по предназначениюОсновные стены
|
Название |
Ширина, мм |
Длина, мм |
Высота, мм |
Вес, кг |
Формат |
|
Porotherm 25М |
250 |
375 |
219 |
14,8 |
10,7 НФ |
|
Porotherm 38, 38 Thermo |
380 |
250 |
219 |
14,5 |
10,7 НФ |
|
Porotherm 44 |
440 |
250 |
219 |
16,5 |
12,35 НФ |
|
Porotherm 51 |
510 |
250 |
219 |
19,5 |
14,3 НФ |
|
Название |
Ширина |
Длина |
Высота |
Вес |
Формат |
|
Porotherm 8 |
80 |
500 |
219 |
7,2 |
4,5 НФ |
|
Porotherm 12 |
120 |
500 |
219 |
10,5 |
6,7 НФ |
Блок керамический поризованный пустотелый «Радошковичский керамический завод»
У нашей компании вы можете выгодно купить керамический поризованный пустотелый блок Радошковичского керамического завода.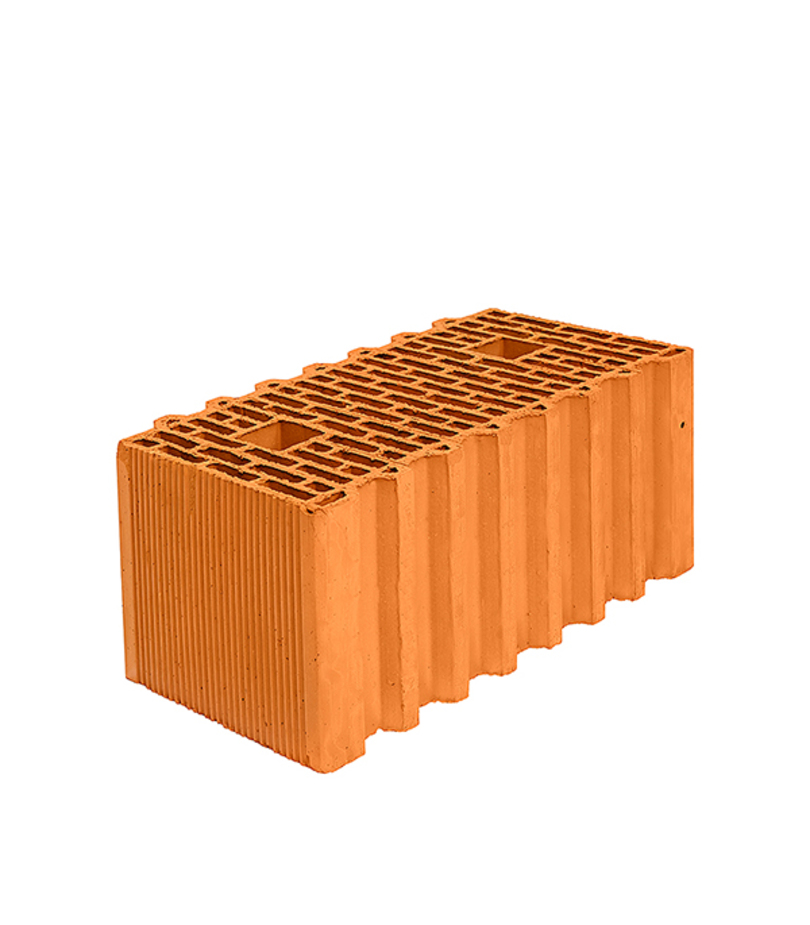 Подтверждение высокого качества продукции — сертификаты и опыт наших клиентов. У нас широкий товарный ряд и оперативная доставка заказов.
Подтверждение высокого качества продукции — сертификаты и опыт наших клиентов. У нас широкий товарный ряд и оперативная доставка заказов.
На поддоне: 288 шт.
Оплата: наличный и безналичный расчет
Доставка: Смоленск, Москва, Брянск, Тверь, Калуга
Керамические поризованные блоки
Керамический поризованный крупноформатный кирпич (поризованные блоки) за свои теплоизоляционные свойства получил название теплой керамики. Размеры таких блоков более чем на порядок превышают размеры обычного кирпича, при этом вес их в пять раз меньше.
Размеры таких блоков более чем на порядок превышают размеры обычного кирпича, при этом вес их в пять раз меньше.
Поризованный блок (поризованный камень или поризованный кирпич) – это пустотелый керамический кладочный материал увеличенного (по сравнению с обычным кирпичом) размера, обладающий повышенными тепло- и звукоизоляционными свойствами за счет особой пористой структуры. Блоки применяются для возведения несущих, ненесущих и самонесущих стен в малоэтажном и многоэтажном строительстве. Из блоков можно возводить здания высотой до 10 этажей. При этом крупноформатные керамические блоки позволяют воплотить любые архитектурные тонкости, будь то дугообразные стены или эркеры неправильной формы, возводить здания со свободной планировкой, при этом в случае необходимости возможны любые пристройки, перестройки и модификации. Блоки совместимы с различными видами строительных материалов.
Керамические поризованные блоки предназначены для возведения несущих наружных стен. Способность кладки аккумулировать тепло создает равномерный и естественный климат во внутренних помещениях и в теплое, и в холодное время года. Материал обладает отличными теплосберегающими свойствами. Зимой блоки надёжно сохраняют тепло, а летом удерживают внутри жилища ценную прохладу. Точно так же кирпичные стены работают и при постоянной смене дня и ночи. При этом повышается эффективность работы систем отопления и кондиционирования, и в итоге сокращаются затраты на содержание дома.
Способность кладки аккумулировать тепло создает равномерный и естественный климат во внутренних помещениях и в теплое, и в холодное время года. Материал обладает отличными теплосберегающими свойствами. Зимой блоки надёжно сохраняют тепло, а летом удерживают внутри жилища ценную прохладу. Точно так же кирпичные стены работают и при постоянной смене дня и ночи. При этом повышается эффективность работы систем отопления и кондиционирования, и в итоге сокращаются затраты на содержание дома.
Поризованные керамические блоки имеют уникальные показатели и одновременно избавлены от недостатков керамики.
Поризованные блоки по своим размерам превосходят обычный кирпич в несколько раз. Специальный индекс NF указывает на количество одинарных кирпичей, которое способен заменить каждый такой блок: от 2 до 15 стандартных кирпичей. Самый популярный – европейский формат 2 NF. Ширина постоянная – 25 см. Длина определяет толщину стены (25, 30, 38, 44 и 50 см).
Материал изготавливается из смеси глины с опилками. При обжиге при температуре 1000 °С на месте сгоревшей древесины образуются микропоры (до 50% от общего объема), которые обеспечивают повышенные теплоизоляционные свойства.
У стен из керамических блоков звукоизоляция более 53 Дб, то есть они «не пропускают» в дом шумы ниже этого уровня. Вы будете надёжно защищены от шума проезжающих мимо машин и разговоров близи дома.
Строительство из блоков позволяет избежать трещин на стенах, образовавшихся в процессе усадки, и плесени, которая появляется на стенах из-за влажности. Блоки выходят из печи с удельной влажностью всего 1%. После кладки этот показатель увеличивается до 7% из-за влажности кладочного раствора, а затем стена за год «усыхает» до 1,5%. Эта разница настолько незначительна, что при соблюдении технологии кладки дом не подвергается усадке. Хорошая паропроницаемость обеспечивает выход чрезмерной влаги из дома наружу. И наоборот, если воздух слишком сухой, кирпич отдаёт влагу внутрь. Этот процесс получил название диффузии водных паров. Он обеспечивает постоянный, естественный и комфортный микроклимат во всех помещениях дома и не даёт появиться плесени и грибку. Блоки морозостойки, выдерживают 50 циклов размораживания и оттаивания.
За счет пустотности строительных блоков уменьшается нагрузка на фундамент, а как следствие – его стоимость.
Многочисленные изолированные камеры, расположенные в теле стеновых блоков, успешно поглощают звук. Это позволяет обойтись без дополнительной шумоизоляции.
Cебестоимость строительства стен из крупноформатных керамических блоков на 20–30% ниже себестоимости строительства из кирпича.
Благодаря крупному формату поризованных блоков сокращается расход раствора и увеличивается производительность труда каменщиков.
Один крупноформатный керамический блок заменяет от 10 до 14 рядовых кирпичей в кладке, что существенно ускоряет процесс монтажа стен. Ещё быстрее строительство делает вертикальная система соединения паз-гребень, которой оснащены блоки.
Она вместе с крупным форматом даёт строителям целый ряд преимуществ:
— расход кладочного раствора уменьшается на 30%, за счёт того, что не требуется заполнения вертикального шва паз-гребень;
— снижается количество «мостиков холода», так как сокращается число швов и в доме становится теплее;
— скорость кладки стен увеличивается в три раза по сравнению со стройматериалами меньшего формата или без соединения «паз-гребень».
Однослойная стена из поризованных блоков будет весить в два раза меньше, чем стена из простого кирпича, а возводиться она будет примерно в 4 раза быстрее. Кладка 1 м² стены занимает у каменщика не более часа, что позволяет экономить на времени.
Существенного различия между блоками разных производителей нет: возможны незначительные расхождения по теплопроводности и звукопроницаемости, а также в геометрических параметрах. Это обусловливает возможность применения блоков в строительстве в том или ином регионе. Технология производства и качество сырья в 90% случаях идентичны.
Обратите внимание на марку прочности материала. Она показывает, какую максимальную нагрузку может выдержать материал и измеряется в килограммах на квадратный сантиметр. Большинство блоков имеет марку прочности M-100, а это значит, что их можно использовать при строительстве зданий до 10 этажей и при этом покрывать кровлю натуральной керамической черепицей. В этом случае не требуется никаких дополнительных армирующих элементов и конструкций.
Поризованный керамический блок |
Поризованным керамическим блоком принято считать пустотелый крупноформатный камень, который имеет микропористую внутреннюю структуру. Данный вид строительного материала используют для кладки сооружений, требующих усиление теплоизоляционных свойств. Изготавливают блоки путем пластического формования на производстве с наличием вакуумных прессов.
поризованный керамический блок фото
Виды поризованных керамических блоковКерамические поризованные блоки — это высокотехнологичный материал нового поколения, который разделяется на несколько видов. Основное отличие изделий это размерность. Стоит отметить, что если проект строения вашего дома предусматривает использование обычного кирпича, то вполне можно использовать для кладки и поризованные блоки. Геометрический размер поризованных керамических блоков, а именно длина может варьировать в пределах от 25 до 50 см, а вот ширина изделия стандартная – 25 см.
еще один вид поризованного блока
Хотя керамические блоки можно класть на классический цементный раствор или клей, специалисты все же рекомендуют применять особый теплый раствор, который значительно улучшает свойства теплоизоляции возводимых стен. Поскольку блоки кладут длинной стороной поперек стены, то чем крупнее размер изделия, тем теплее будет сооружение, что позволяет строить дома практически во всех регионах России. В случае применения другого материала, необходимо будет дополнительно утеплять стены здания.
- Блоки длинной от 25 см, как правило, используют для возведения внутренних стен и перегородок либо как дополнительное средство для утепления внешних стен. Такой способ теплоизоляции проводят при условии узкого фундамента.
- Блоки, которые имеют толщину 8, 10 или 11 см применяют для возведения перегородок либо в качестве облицовочного материала для создания монолитных поясов. Некоторые виды блоков, предназначение для возведения внутренних межкомнатных стен, обладают свойством большей теплопроводности.
По своему непосредственному назначению керамические блоки разделяют на лицевые и рядовые. Каждый вид изделия определяет дальнейшие эксплуатационные характеристики, а также может служить своеобразным декоративным материалом. В свою очередь лицевой вид блока может иметь гладкую и рельефную поверхность, которую в дальнейшем можно либо окрасить, либо оставить натурального оттенка.
Характеристики
характеристики поризованных блоков
Поризованные керамические блоки имеют форму параллелепипеда с боковыми выступами типа «паз» или «паз-гребень». По всему изделию расположены сквозные пустоты разного геометрического размера, которые распределены равномерно. Визуально такие просветы напоминают ажурное плетение. Можно наблюдать крошечные микропоры в полости изделия, которые возникают во время проведения обжига блока.
Основные характеристики поризованных блоков из керамики:
- Прочность на сжатие составляет 3,5 — 20 МПа. В зависимости от показателя предела прочности изделие делят на марки М35, М50, М 75, М100…. М200.
- Объемный вес менее 800 и до 1200 кг/куб.м
- Теплопроводность.
- Устойчивость к морозу. Выдерживает до 100 циклов замерзания — размерзания.
- Водопоглощение.
- Сорбционная влажность не более 1,5%
- Проницаемость паром.
- Пожаробезопасность.
- Активность радионуклидов.
- Доступная цена, формирование которой зависит от показателя прочности и величины изделия.
- Отличный показатель звукопоглощения.
- Возможно возведение сооружения в 9 этажей.
Достоинства и недостатки
Преимущества поризированного керамического блока трудно переоценить. Этот материал считается одним из самых долговечных, поскольку строение способно выдерживать достаточно продолжительный цикл замерзаний — размерзаний, оставаясь при этом дышащим, что в свою очередь свидетельствует об устойчивости к различным химическим элементам, а также к появлению плесени и грибка.
характеристики и свойства
Несмотря на свой небольшой вес, блоки достаточно прочные даже при условии наличия пористости изделия. При этом на должном уровне выполняется звуко- и теплоизоляция помещения, что позволяет значительно сэкономить на дальнейшей обработке поверхности, а также оплате за энергоносители для обогрева внутреннего пространства. Стоит отметить, что в отличие от других строительных материалов, использование поризованного блока намного меньше оказывает нагрузку на фундамент.
Оригинальность дизайна блока из керамики позволяет создавать оптимальные условия внутри строения, кондиционируя воздух и регулируя уровень влажности. Таким образом, получается своеобразный микроклимат в помещении.
Благодаря своей уникальной системе соединения блоков, можно даже сэкономить на скрепляющих веществах, поскольку сцепление и так достаточно прочное.
Строительство из поризованных керамических блоков намного эффективнее, чем из каких-либо других материалов. Поскольку блоки размерами значительно отличаются от классического кирпича, предоставляется реальная возможность сократить не только трудозатраты, но и сроки сдачи возводимого объекта в эксплуатацию. Особое свойство отличной адгезии позволяет облегчить труд работников, которые занимаются облицовочными, штукатурными и кладочными работами.(Для примера, как делается штукатурка стен своими руками читайте тут) К тому же, данное изделие очень хорошо переносит физические манипуляции, а именно, резание, фрезерование.
Экологичность сырьевого материала и доступность приобретения позволяют проводить строительство объектов любой сложности. Однако, следует помнить о максимальном количестве этажей строения.
Недостатков у керамического поризованного блока значительно меньше, чем преимуществ. Чтобы обеспечить защиту стен и перегородок от сырости, поверхность необходимо дополнительно обработать штукатуркой либо облицевать другими материалами.
Кладка стен из поризованных керамических блоков
Различают несколько типов стен, возводимых из поризованных блоков.
- Это обычная однослойная стена, которая предусматривает непосредственное использование керамических блоков и прочих материалов для проведения декорирования фасада. Это может быть как классическая штукатурная смесь, так и более дорогие виды лицевой керамики. Для второго варианта необходимо обязательно предусмотреть специальную воздушную прослойку, а также провести монтаж гибкой металлической конструкции для дальнейшего проведения облицовочных мероприятий.
- Вторым типом можно считать двухслойную стену, которая возводится по принципу «мокрого фасада». Такой вариант предусматривает наличие и керамического блока, и специального жесткого утеплителя, в состав которого входит минеральная вата. Стоит отметить, что толщина минваты варьирует в пределах от 6 до 10 см, а длина блока от 25 до 30 см. Материалы подбираются по принципу паропроницаемости, поскольку в будущем внутри стены возможно образование лишней влаги.
- Возведение трехслойных стен предусматривает сооружение некой конструкции, состоящей из стены керамических блоков, жесткого утеплителя, облицовочной стены. В качестве облицовочного материала можно использовать клинкерный кирпич, сайдинг под кирпич и многое другое.
Особенности кладки
Строительство из поризованных керамических блоков предусматривает кропотливый труд квалифицированных специалистов, которые знакомы с особенностями работы с данным материалом. Особое внимание следует уделять выбору смеси для осуществления кладки блоков. Ни в коем случае нельзя использовать классический цементный раствор. Только специальный клей, который гарантировано обеспечит сцепление изделий и прочность возводимой стены.
особенности кладки керамических блоков
Стоит отметить, что необходимо использовать стеклотканевую сетку при кладке рядов теплой керамики. Располагать ее следует через каждые два ряда. В случае монтажа железобетонных панелей в качестве междуэтажных перекрытий, следует на ряд кладки блока нанести раствор до 2 см толщиной и в него утопить кладочную сетку из стали.
На этапе крепления различных конструкций типа навесных шкафов, радиаторов отопления и т.д., следует использовать специальные анкерные крепления, которые отличаются большой длиной. Обычный вид крепежа в данном случае не подойдет.
Технология кладки стен
технология кладки стен из керамических блоков
Существуют неписанные правила, соблюдение которые определяет технологию кладки стен из различных строительных материалов. Давайте рассмотрим все этапы более подробно.
- Подготовка фундамента.
- Укладка изоляционного материала для дополнительной защиты возводимых стен от влаги.
- Строительство любого сооружения необходимо начинать с угла.
- Фиксация шнуров-причалок на углах кладки.
- Строительные материалы необходимо расположить максимально близко к месту проведения кладки.
- Раствор должен быть постоянно в пластичном состоянии. Поэтому его следует периодически перемешивать.
- После нанесения раствор разравнивается.
- Укладка блоков проводиться впритык шнура, причем ни в коем случае они не должны выступать за пределы фундамента.
- Раствор не стоит наносить на наружную грань стены.
- Каждый следующий ряд выкладывать предельно аккуратно, чтобы нанесенный раствор не вытекал наружу.
- После укладки каждого ряда следует проверять горизонтальность и вертикальность линий. Для этого возможно использование уровня либо специальных реек.
- При возведении стен в местах, где планируется установка оконных или дверных блоков, укладывают специальные перемычки.
- Про другие виды кладки кирпича читайте указанную статью.
Примите участи в опросе:
Загрузка …Еще по теме:
Наши рекомендации:
Понравился пост? Поделись с друзьями и оцени публикацию. Тебе не трудно, а автору приятно. Спасибо.
Загрузка…Подписывайся на наши новости Вконтакте!
Поризованный крупноформатный блок — кирпич нового поколения. Строим дом. Статьи о недвижимости, строительстве и ремонте. СИБДОМ
Несмотря на существующее сегодня многообразие современных строительных материалов, когда заходит речь о строительстве собственного дома, большинство владельцев загородных участков по-прежнему отдает предпочтение кирпичу. Для этого у них есть веская причина: появившийся несколько столетий назад кирпич до сих пор остается единственным строительным материалом, который позволяет возводить практически вечные дома. А в последнее время у них появилась возможность выбирать, использовать для строительства полнотелый кирпич или его современный аналог — поризованный крупноформатный блок.
Преимущества керамического кирпича хорошо известны. Экологичность, долговечность и морозоустройчивость давно обеспечили ему славу самого надежного материала для строительства дома.
Но при всех достоинствах у старейшего материала есть и ряд вполне серьезных недостатков. И главный из них — высокая цена. Строительство кирпичного коттеджа связано для владельцев с серьезными тратами: сначала на этапе сооружения фундамента (значительный вес строительного материала потребует устройства массивного основания), а затем при возведении дома — на оплату большого объема ручного труда. Для строительства потребуется привлекать высококвалифицированных каменщиков.
Кроме того, кирпич — материал мелкоштучный, строительство дома из кирпича — трудоемкий процесс, который способен растянуться на длительный срок.
Добавьте сюда то, что при всем этом сам по себе кирпич как строительный материал обладает невысоким коэффициентом теплосбережения (чтобы построенная из кирпича стена отвечала современной норме сопротивления теплопередаче, в условиях нашего климата ее традиционно делают многослойной, с прослойкой из эффективного утеплителя), и становится понятно, почему в последнее время у кирпича появилось немало конкурентов.
«Теплая» керамика
Один из них, поризованный керамический блок, или «теплая» керамика, как его еще называют, представляет собой современный аналог кирпича. Сохранив достоинства самого надежного и долговечного строительного материала, производители блоков постарались устранить его главные недостатки.
Как и полнотелый кирпич, крупноформатные поризованные блоки изготавливаются из глины (при производстве не используется никаких добавок и красителей) и отличаются экологичностью.
Подобно кирпичу, поризованный блок «дышит», поэтому в доме, построенном из этого материала, создается благоприятный микроклимат. В таком коттедже будет прохладно летом и тепло зимой. А отличная паропроницаемость блоков позволяет излишней влаге беспрепятственно покидать помещение.
В отличие от обычного полнотелого кирпича, поризованный блок обладает большей сопротивляемостью теплоотдаче. На заводе применяются особые формы, которые позволяют выпускать блоки с вертикальными полостями. Кроме того, в толще керамического блока присутствуют микропоры, образующиеся во время обжига, когда выгорают специально смешанные с глиной опилки.
Как известно, воздух является отличным теплоизолятором. Благодаря этому пустотелый кирпич в два раза лучше полнотелого сохраняет тепло.
Как известно, основные теплопотери в стене кирпичного дома идут через растворные швы. Чем меньше швов, тем больше снижаются потери тепла. Кладка крупноформатных блоков позволяет сократить количество швов в стене благодаря наличию у каждого крупноформатного камня пазов и гребней. Блоки соединяются между собой, как конструктор, при помощи соединения паз-шип. Появляется возможность не заполнять вертикальные швы раствором. Таким образом обеспечивается большее по сравнению с обычной кирпичной стеной теплосбережение.
Применение при строительстве дома крупноформатных пустотелых блоков позволяет уменьшить толщину стен, соблюдая при этом требования строительных норм по теплосбережению. При использовании керамического блока в кладке в два кирпича (510 мм) можно совсем отказаться от использования дополнительных теплоизоляционных материалов. Если бы владельцы задумали построить стену из обычного полнотелого кирпича без использования эффективной теплоизоляции, для того чтобы соответствовать нормам, ее толщина должна была бы составлять почти два метра.
Крупноформатный блок не только хорошо удерживает тепло, но и выступает отличным звукоизолятором. Даже тонкие стены из блоков обеспечивают высокую степень звукоизоляции.
Поризованные блоки обладают высокой морозостойкостью и способны выдержать до 75 циклов замораживанияразмораживания. Подобно кирпичу, крупноформатный поризованный блок отличается огнестойкостью и обеспечивает надежную противопожарную защиту зданий и сооружений. Никаких дополнительных мер защиты от пожара владельцам принимать не потребуется. Кроме того, керамический кирпич отличается прочностью и износостойкостью.
За счет больших размеров блоков значительно сокращается время, потраченное на строительство дома. Благодаря тому, что поризованный блок — более легкий, чем кирпич, материал, снижается нагрузка на фундамент и расходы на его сооружение.
И коттедж, и многоэтажка
Область применения современного материала различается в зависимости от размеров поризованных блоков. Так, крупноформатные блоки с маркой прочности 100 (М100), то есть способные выдержать нагрузку в 100 кг на 1 кв. м, главным образом используются при строительстве коттеджей высотой до 3 этажей.
Кроме коттеджного строительства крупноформатные поризованные блоки могут быть использованы в строительстве многоэтажных монолитно-кирпичных домов. В конструкции многоэтажного дома крупноформатные блоки используются в качестве материала для заполнения проемов, в высоту не превышающих 4 метров. В таком случае кирпичная стена опирается на монолитное меж этажное перекрытие, которое несет основную нагрузку.
Причем при строительстве дома поризованные блоки могут быть использованы как с внешней отделкой облицовочным декоративным кирпичом, так и в сочетании с конструкцией навесного вентилируемого фасада. В том случае если крупноформатный поризованный блок 14,3 НФ используется с облицовочным керамическим кирпичом, необходимость в дополнительном утеплении стены отпадает.
Несмотря на наличие пустот, керамические блоки отличаются большой прочностью. Стены из них выдерживают вес системы вентилируемого фасада снаружи и навесных конструкций (мебели, сантехники) во внутренних помещениях.
Кирпич от производителя
Хотя для нашего региона крупноформатные поризованные блоки — материал достаточно новый, строго говоря, «теплая» керамика новинкой не является.
Крупноформатные кирпичи появились за рубежом более тридцати лет назад и к настоящему времени уже успели получить распространение. В Красноярске можно приобрести поризованные блоки производства ООО «Копыловская керамика», продукция которого изготавливается на современном итальянском оборудовании. Наличие собственной сырьевой базы (в структуру завода входит собственное карьерное хозяйство) позволяет производителям снизить стоимость выпускаемой продукции.
ООО «Копыловская керамика» выпускает поризованные блоки разнообразных размеров, позволяя покупателю выбирать между блоками одинарными (длиной 250 мм, шириной 120 мм и высотой 65 мм), полуторными, двойными и нестандартными (европейских размеров). Самый большой поризованный блок по размеру способен заменить в кладке до 15 обычных полнотелых кирпичей.
Кроме поризованного кирпича традиционного красного цвета производитель предлагает кирпич ГОСТ 530–2007 следующих цветов: белого, бежевого, шоколадного и цвета слоновой кости.
Современный аналог полнотелого кирпича в Красноярске можно приобрести у официального представителя томского завода — компании «Вариант». Сегодня и у красноярских владельцев загородных участков есть возможность использовать при строительстве собственного дома современный материал, сочетающий в себе долговечность и надежность кирпича с повышенной тепловой защитой.
Инвестиционная компания «Вариант»
Ул. Водопьянова, д. 11а, пом. 2
(391) 2-772-332, 2-772-333
www.variant-24.ru
© Использование материалов допускается, только при наличии активной ссылки на портал Sibdom.ru
Пустотелый керамический кирпич для возведения однородных стен и технологический регламент
ОБЛАСТЬ: здание.
Изобретение относится к области строительства, в частности к конструкциям из пустотелых керамических блоков из кирпича, широко применяемых при работе однородных наружных стен зданий с заданным термическим сопротивлением в различных климатических условиях их эксплуатации. Предлагается пустотелый керамический кирпич для возведения однородных стен; блок состоит из боковых и торцевых граней, а также внутренней структурной термоизоляционной конструкции, образованной продольными и поперечными сторонами и несколькими рядами сквозных ячеек, расположенных параллельно бегущим граням; указанные ячейки состоят из основных щелевых ячеек, расположенных с зазором друг относительно друга в соседних рядах на половине их длины, и дополнительных сквозных ячеек, расположенных на противоположных сторонах этих рядов и отделенных друг от друга перегородками по длине ряда. .Кирпичный блок изготовлен из глины с добавками до 10% объема; добавки соответствуют сгоревшему мелкоизмельченному древесному углю или просеянному торфу или опилкам и до 20% древесного угля или золы ТЭС (ТЭЦ). Конструктивная теплоизоляционная конструкция выпрямлена относительно беговой и головной граней под углом 45 ° и разделена по длине на две равные части керамическими перегородками, проходящими поперек беговой и параллельной граням головки. Каждая часть состоит из рядов квадратных основных ячеек, отделенных друг от друга керамическими перегородками, пересекающимися под углом 90 °.Каждая квадратная основная и дополнительная ячейка также разделена по глубине на две ячейки с отступом керамических перегородок относительно перегородок соседних ячеек. Внутренние стенки и плоскости двух параллельных пар граней, пересекающихся под углом 90 °, разделены перегородками, образующими треугольные дополнительные ячейки по внутреннему периметру каждой части в каждом ряду; длина гипотенузы каждой дополнительной стороны треугольника равна диагонали квадрата основной клетки. Все ячейки ориентированы относительно беговой и головной граней кирпичного блока таким образом, чтобы диагонали квадратных ячеек и гипотенузы дополнительных ячеек располагались поперек теплового потока как со стороны беговой, так и со стороны головки, а в соседних рядах эти ячейки располагались расположены друг относительно друга на половине своей диагонали и чередуются следующим образом: одна строка содержит только три основных квадратных ячейки, другая строка содержит две квадратные ячейки и две дополнительные ячейки на концах.Еще три дополнительные ячейки расположены на внутренней грани головы и на перегородке стены; в то время как одна ходовая головка включает два квадратных углубления. Также раскрыта технология изготовления однородных стен из пустотелого керамического кирпича.
Технический результат: повышение физико-технических показателей как кирпичной кладки, так и технологического процесса возведения стены здания за счет применения доступного, экологически безопасного и надежного однородного материала; также расширилась сфера применения пустотелого керамического кирпича в строительстве для возведения однородных стен зданий.
ф-лы, 12 ил.
Изобретение относится к строительству, а именно возведению пустотелых керамических кирпичей-блоков, широко применяемых при однородной кладке наружных стен зданий с требуемым термическим сопротивлением для различных климатических условий.
Известны керамические пустотелые кирпичи-блоки, выполненные в виде прямоугольного параллелепипеда, содержащие внешние боковые грани коллектора и подрамника, а также внутреннюю конструктивную теплоизоляционную конструкцию, состоящую из отделенных друг от друга керамических стенок и перемычек параллельных рядов встык либо закрытые с одной или двух сторон пастельные грани — пустоты (см.ПМ EN №17052, МПК ЕС 1/00, опубл. 10.03.2001; RU №18548, МПК ЕС 1/00, ЭВ 2/00, опубл. 27.06.2001; Патент RU № 2120923, МПК SW 33/00, опубл. 27.10.1998), или пустот в виде выемок, расположенных на двух противоположных пастельных гранях, разные формы поперечного сечения первого и второго порядка смещены друг от друга в соседних рядах, в основном, на половину своей ширины и являются более боковыми. поперек направления холодного течения (См. патент RU № 2108430, МПК ИС 2/04, опубл. 04.10.1998).
Такие пустотелые кирпичи-блоки, имеющие конструктивно-изоляционную структуру со сквозными щелевидными или выступающими с двух сторон полостей, пропускают новый поперек теплового потока, обладают отдельно высокими теплотехническими и экономическими показателями по сравнению с полнотелым кирпичом или блоком, что позволяет использовать их в качестве теплоизоляционного облицовочного элемента многослойных стен в сочетании с другими конструктивными элементами несущих опорных силовых конструкций.
Однако сохранить такие высокие показатели этих кирпич-блоков при возведении однородных стен и даже многоэтажных малоэтажных домов сложно.
При возведении стен из этих пустотелых кирпичей используется цементно-песчаный раствор с высокой теплопроводностью (λ> 0,9 Вт / мс), который наносится на пастель, подрамник, стыковочную плоскость подрамника каждого смежного кирпича, блока и, таким образом, является основным проводник холода через все стыки кладки и, в частности, через сплошную пастельную плоскость блока для каждого соседнего ряда стен.
Кроме того, такой кирпичный блок с щелевидными пустотами с односторонней структурой внутренней структурной теплоизоляции, выполненной относительно коллекторов или граней коллекторов, при возведении однородных стен в один, полтора, два и более кирпича проигрывает. не только его теплоизоляционные характеристики, но и физические характеристики, так как стены, перегородки, переборки и соответственно сквозная щелевидная заготовка, которую вы опускаете, и последующие ряды кладки не совпадают друг с другом, и когда перевязки пересекаются в поперечном направлении, и тем самым нарушается равномерное распределение нагрузки на все керамические элементы кирпичного блока в каждом ряду стены, возникают локальные перенапряжения, приводящие к трещинам в некоторых местах керамических элементов и кладки, что сказывается на физико-технические, теплоизоляционные, экономические показатели возведены однородные стены из указанного кирпича.
Наиболее близким к предлагаемому изобретению является кирпич в виде прямоугольного параллелепипеда, содержащий внешние грани коллектора и подрамника и внутреннюю конструктивную теплоизоляционную конструкцию, состоящую из продольных и поперечных боковых стенок с расположенными рядами поперек направления теплового потока щелевидными. полости, разделенные перегородками и перемычками, так что один ряд содержит две пустоты основной длины, а другой — одну пустоту основной длины между двумя пустотами дополнительной длины, при этом перемычки в соседних строках смещены друг от друга на 0.4-0,5 продольных пустот по основной длине, что составляет 0,280-0,379 или 0,381 размером 0,470 кирпича по полому ряду, а ширина пустоты составляет 0,017-0,3 или 0,017-0,2 размера кирпича по пустотному ряду (см. Патент RU № 2183710, МПК ЕС 1/00, опубл. 20.06.2002).
Недостатком прототипа является невысокий уровень применения кирпича при возведении однородных стен как многоэтажных, и малоэтажных домов, вызванных просачиванием кладочного раствора в пустоты системы теплоизоляции каждого кирпича, блока и созданием «мостов холода» через стыки кладки и раствора саакши, что снижает его теплозащитные характеристики до 25- 30%.
Еще одним недостатком данного кирпичного блока являются низкие физико-технические характеристики при возведении однородных стен из одного, полутора, двух и более кирпичей в виде стен, перегородок, переборок и, соответственно, сквозных щелевидных полостей нижний и последующие ряды кладки не совпадают между собой, а пересекаются поперечно и тем самым нарушается равномерное распределение нагрузки на все керамические элементы кирпичного блока в каждом ряду стены, возникает локальное перенапряжение, приводящее к появлению трещин в некоторых размещает керамические элементы и кладку.
Известен способ возведения стены, выложенной километрами подрамного кирпича, и укладки между ними с обратной засыпкой (см. Патент RU № 2169240, МПК EV 2/02, опубл. 20.06.2001). Когда все кирпичи, заполнение желательно укладывать в положение подрамника для размещения поперек направления теплового потока с максимальным количеством пустот. На все вертикальные стыки кладки, за исключением шва, примыкающего к наружной верстовой стене, устанавливается утеплитель плиты. Стену жену можно выть пополам, два и два с половиной кирпича с обратной засыпкой из рядов подрамников, с размещенными отверстиями для связки в трех рядах и изоляцией во всех продольных вертикальных швах кладки, за исключением шва, примыкающего к внешней милевой стене.
Недостатком данного способа является то, что коллекторные ряды проемов (кирпичей) с щелевидными полостями, выполненные относительно подрамника скрепления граней кирпича, ограничиваются соответствующими тонкими вытянутыми стенками, выступами и внутренними стенками, размещенными в кладке стен поперек подрамника скрепляют соседние ряды кирпича, и поэтому все керамические элементы и щелевидные пустоты соседних кирпичей и ряды кладки не совпадают друг с другом, что приводит к неадекватным тепловым показателям стен и неравномерному распределению нагрузки по всей площади В керамических элементах соседних кирпичей возникает локальное перенапряжение, приводящее к появлению трещин в некоторых местах кирпича и кладки.Кроме того, использование плиточного утеплителя при кладке выше стен значительно снижает прочность стены. Эти недостатки сохраняются даже при использовании для кладки стен двух видов кирпича: один подрамник связывается с системой отопления, другой — с коллектором.
Наиболее близким по технической сущности и достигаемому результату является способ кладки стен и др. — осматривали стыковку раствором смежных граней строительных элементов и образования так нижнего горизонтального ряда стены, последующее формирование с перевязкой других предшествующих горизонтальных рядов стены, путем соединения строительным раствором смежных граней конструктивных элементов уже уложенных в каждом, образованных ниже горизонтального ряда, и из других строительных элементов, образующих новый горизонтальный ряд (см. патент RU Нет.2304674, МПК ЕС 1/00, ЭВ 2/02, опубл. 20.08.2007). Кладочный раствор наносят на лицевую сторону каждого строительного элемента в пазы, окружающие его гребни, параллельно его продольному и поперечному сечению возводимой стены и кладку производят так, чтобы гребни по сторонам соседних элементов совпадали друг с другом, и заполнение канавок этих гребней раствора, образованных на внутренней стене холодного окружения, каждый строительный элемент замкнутой зоны параллелен и перпендикулярен стенам, связанным с аналогичными зонами, смежным строительным элементам и образующим вместе с поверхностями, примыкающими к граням соседних строительных элементов, ограниченных В этих зонах теплоаккумулирующая полость мираглии открыта по всей высоте стены.
Недостатком прототипа является то, что стена выполняется без перевязки вертикальных градных швов, что нарушает жесткость всей стены.
Нагрузка от плиты передается утром на милю, что приводит к неравномерной нагрузке и осаждению продольных рядов стен, что может вызвать выкрашивание швов раствора по всей высоте стены, т.е. ее разрушение и утечку теплого воздуха через вертикальные щели одинаково по всей высоте стены .
Объектом изобретения является улучшение физико-технических показателей, например кирпичных, блочных и каменных стен зданий, за счет использования доступного, чистого, надежного и практически проверенного однородного материала, расширение области применения пустотелого пористого керамического кирпича. -блочная конструкция для возведения однородных стен зданий.
Цель проекта обеспечивается тем, что в пустотелом пористом блоке из керамического кирпича в виде прямоугольного параллелепипеда, содержащего боковые грани коллектора и подрамника, внутренняя конструктивная и теплозащитная конструкция из продольных и поперечных сторон, параллельных связка подрамника обращена к нескольким рядам сквозных полостей, состоящих из основных щелевидных пустот, расположенных со смещением друг относительно друга в соседних рядах на половине их длины, и дополнительных сквозных полостей, расположенных на противоположных концах этих рядов и разделенных друг от друга по длине ряда гребней кирпичный блок выполнен из глины С с добавлением до 10% горючего мелкодисперсного древесного угля или просеянного торфа, или опилки и до 20% древесины или золы ТЭС; конструктивно-теплоизоляционная конструкция развернута относительно граней коллектора и подрамника под углом 45 ° и разделена в продольном направлении на две равные части керамической лентой, проходящей через накладку и параллельные грани скрепления, каждая часть выполнена из рядов основных квадратных полостей, разделенных друг от друга керамическими стенками, пересекающимися под углом 90 °, каждая квадратная основная и дополнительная пустоты также разделены по глубине керамической перемычки с двумя ячейками, расположенной со смещением относительно перемычки, соединяющей пустоты и внутреннюю стенку, и плоскости, параллельной двум пары граней, пересекающиеся под углом 90 °, образующие перегородки по внутреннему периметру каждой детали, в каждом ряду прямоугольных треугольных крепежных полостей длина гипотенузы каждой треугольной крепежной стороны равна диагонали квадрата главная пустота; пустота ориентирована относительно граней коллектора и подрамника кирпичного блока таким образом, чтобы диагональ квадратных пустот и гипотенуза дополнительных пустот размещалась поперек теплового потока со стороны коллектора и граней коллектора, а также в соседних рядах из этих полостей смещены друг относительно друга на половину своей диагонали и чередуются: одна строка содержит только три основных квадрата пустоты, другой набор содержит две квадратные пустоты и две дополнительные полости по краям на внутреннем крае связующего, а стенка, разделяющая перемычки, представляет собой еще три дополнительных полости, а одна соединительная поверхность подрамника включает две квадратные ниши.
Кроме того, на поверхности каждой грани, за исключением одной грани скрепления подрамника, полый пористый керамический кирпич, выполняемый под бороздчатым раствором, как задачи, находящиеся на равном расстоянии от его краев, и каждая борозда стыковалась по краям граней другие канавки, расположенные на поверхностях смежных граней и образующие две продольные замкнутые зоны, параллельные вертикальные скрепляющие кромки подрамника, две поперечные ленты, параллельные вертикально скрепляющие стороны, периметр, разделяющий перемычки структурно-теплоизоляционной композитной системы, по одному подрамнику скрепляющих граней каждого кирпича. блок состоит из двух ниш, равноудаленных от склеивающей и пастельной граней и от центра, разделяющих перемычку в тепловых узорах.
Пустотелый пористый керамический кирпич-блок может быть выполнен в форме квадрата, а конструктивная теплоизоляционная конструкция обеспечивается двумя отдельными перемычками, проходящими через центр перпендикулярно друг другу и его наружным граням, одна из которых — параллельная стыковка подрамника лица в каждой своей частой выполняются на двух щелевидных пустотах, разделены перемычкой и равноудалены от соединения сторон и от поперечной оси, разделяющей перемычки, и каждая вертикальная пустота разделена внутренней перемычкой на две равные противоположные ячейки.
Цель проекта достигается путем однородной кладки стен из пустотелого пористого керамического кирпича в полуторный, два и более кирпича, включая формирование нижнего горизонтального ряда стены, затем формирование нижнего горизонтального ряда стены. следующий ряд, связав первый ряд стенового раствора смежными гранями кирпичей-блоков между собой и с уложенными кирпичами-блоками первого ряда и так далее.
Кладку стен делают с единой подрамной связкой ориентации всех продольных рядов, с перевязкой одномерных межрамных трещин, кирпичей, блоков, вех, забутовочных и смежных рядов, кратной половине длины прямоугольного пустотелого пористого керамического кирпича. блочный, с единой комбинацией всех керамических и полых пастельных структурных элементов-тепловых узоров ниже и выше кирпича, блоков, кирпичной кладки первого базового ряда стен выполняют из угла двух смежных стен на раствор, грунт или фундамент, твердый пастельный конец- торцевыми, с допустимым зазором между смежными вертикальными кромками, устанавливаются между собой кирпичи-блоки, соблюдая горизонтальность и прямолинейность верхней плоскости подстилки всего ряда и совпадение продольных и поперечных бороздок, покрывающих каждый кирпичный блок первого ряда стены; затем заполняют строительным раствором вертикальные полости первого ряда, образованные смежными бороздами при стыковке между ними, затем заполняют верхние горизонтальные пастельные борозды полным профилем эллипса первого ряда строительного раствора, используя экструзионное устройство; Формовку второго ряда производят вручную с перевязкой сверху пастелью первого ряда кладки с заполненными раствором бороздками.
Кроме того, при толщине стены в полтора, два или более кирпичных блока состоят из чередующихся соседних рядов: первый ряд содержит две вехи одного из основных прямоугольных блоков кирпича, а второй — от одной вехи до ряд квадратного керамического кирпича, блока, кирпичной кладки половинного кирпичного блока выполняют чередование смежных рядов, так что один соседний ряд содержит одну милю от основного прямоугольного кирпичного блока и вторую внутреннюю милю от квадратного кирпичного блока, а второй соседний ряд содержит противоположное: одну внутреннюю главную квадратную милю и вторую внешнюю милю от квадратного кирпичного блока; сцепление два кирпичных блока выполнить из эредвиси соседних рядов, так что один соседний ряд содержит две вехи из одного основного прямоугольного кирпичного блока и один забутовочный из квадратного кирпича-блока, а второй соседний ряд содержит два вехового ряда из квадратного кирпича-блока.
При стенках любой толщины мираглиа получают дополнительную тепловую камеру, которая образуется за счет зажима соседних ниш кирпичами-блоками, за счет зажима соседних ячеек плоскими вертикальными пустотами, разделяющими перемычки квадратный кирпич, блок, за счет зажима ячейки конструктивно-теплотехнические конструкции смежные кирпичи-блоки.
Выполнение кирпичной кладки из доступного экологически чистого материала: глина с добавлением до 10% горючего мелкодробленого древесного угля или просеянного торфа или опилок и до 20% древесины или золы ТЭЦ снижает теплопроводность на 0.17 Вт / мс и насыпная плотность 850 кг / м 3 за счет теплового воздуха, размещенного в закрытых порах и полостях структурных и теплозащитных рисунков, развернутых на 45 ° относительно лицевых сторон коллектора и носилок.
В связи с тем, что конструктивная и теплозащитная конструкция развернута относительно граней коллектора и носилок под углом 45 ° и разделена по длине на две равные части, керамическая полоса, проходящая поперек коллектора и параллельных граней связки, достижение которой подчеркивает расширение области применения этого кирпичного блока при возведении однородных стен, соответствующие нормативные требования строительных норм по тепловому сопротивлению и энергии при их производстве и эксплуатации.
Благодаря наличию двух ниш на одной поверхности скрепления подрамника и окружающих канавок под раствором для связывания кирпичей-блоков в кладке стен, удалось значительно улучшить физические и технические характеристики возводимых стен, их прочность.
Кирпичный пустотелый пористый керамический блок, выполненный в форме квадрата, со сторонами, равными длине основного пустотелого кирпичного блока, с аналогичной конструкционной и теплозащитной структурой может служить вторичной облицовкой кирпичных вех, забутовочных и соседние ряды подрамника связывают с ориентацией муфты относительно теплового потока.
Дополнительная перевязка квадратного пустотелого пористого керамического кирпича-блока в паре основных обеспечивает новый способ кладки однородных стен любой толщины, подрамника связи ориентации относительно теплового потока, с одинарной перевязкой кирпичей-блоков и продольных вех, забутовочных и смежные ряды одновременно в продольном и поперечном направлении, что обеспечивает простое распределение нагрузки на все керамические элементы: кирпич, блок, каждый ряд и все стены, повышает его прочность и устойчивость.
Разработан новый с каменными стенами людей с единой ориентацией связки подрамника всех продольных рядов, с одномерной перевязкой межрамных трещин, кирпичей, блоков, вех, забутовочных и смежных рядов, кратной половине длины прямоугольного пустотелого блока керамического кирпича, с единой комбинацией всех керамических и полых пастельных структурных элементов-тепловых узоров ниже и вышележащие кирпичи-блоки.
Заявляемый способ однородной кладки стен из пустотелых пористых керамических кирпичей-блоков отличается от традиционного и способа-прототипа, который предусматривает, что при распределении кладочного раствора производят не все стыковые поверхности между смежными гранями кирпичей-блоков. , а канавки расположены на равном расстоянии друг от друга по краям каждого лицевого кирпича, блока, образующего с раствором при его промерзании зону, опоясывающую каждый кирпичный блок в продольной и поперечной плоскостях, соединяющих смежные грани с нишами кирпично-блочных вех, забутовочных и смежных рядов, образующих замкнутые пояса из раствора, изолирующие пустотелые, плоские квадратные вертикальные камеры, соответственно параллельные или подрамные скрепляющие стороны подрамника кирпич, блок, в результате чего все внутренние грани с углублениями кирпичи-блоки и все стены защищены от холодного потока, проникающего через раствор мосты зал да .«
Новый способ однородной кладки стен пополам, одной, половиной, двумя и т. Д. Пустотным пористым керамическим кирпичом с перевязкой каждого ряда стены обеспечивает:
— жесткость и герметичность стены как у сухой кладки из кирпича. пирамида;
— равномерная передача нагрузки на все керамические элементы и зону кладки каждого кирпича, блока и серийной стены;
— создание аккумулирующих тепло, закрытых дополнительных воздушных камер в каждом ряду кладки, за счет кирпичей-блоков НИС, закрытых между вертикальными продольными швами, примыкающими к вехе и забутовочным рядам;
соединение смежных кирпич-блоков и подрамника связки вехи и стены забутовочного ряда между окружающими строительными поясами, устранение «мостиков холода»;
— экономия кладочного раствора более 5% от объема возводимых стен;
— получить более герметичные воздушные камеры, за счет подрамника скрепить смежные грани с выемками в муфте вехи и забутовочного ряда, увеличив тем самым термическое сопротивление стены двух кирпичей до 3.2
м 2 C / W;
— обеспечивает паро- и воздухопроницаемость стены, а в помещении — необходимый температурно-влажностный режим в любое время года.
Заявленное техническое решение поясняется чертежами.
Рисунок 1 — Общий вид впадины восточнее блока керамического кирпича в аксонометрии;
Рисунок 2 — Общий вид прямоугольного пустотелого блока из керамического кирпича в плане;
Фиг.3 — поперечное сечение А-прямоугольного пустотелого керамического кирпичного блока;
4 — Общий вид квадратного пустотелого керамического кирпичного блока;
5 — поперечный разрез по квадрату пустотелого пористого керамического кирпича Б-Б;
6 — стена кирпичная;
7 — кладка стен полукирпичная;
Рис — кладка стены в два кирпичных блока;
Фиг.9 — разрез кирпичной кладки In-In в одном кирпичном блоке;
Рисунок 10 — стена в одном кирпичном блоке, вид сверху;
11 — разрез по Y-Y вдоль стены в одном кирпичном блоке;
Рис — соединительные четыре кирпича-блока.
Пустотелый пористый блок керамического кирпича в виде прямоугольного параллелепипеда содержит пастельную грань 1, скрепляющие грани 2, скрепляющие грани 3 и две части 4 и 5 конструкционно-тепловой системы, разделенные поперечной центральной керамической перемычкой 6.Каждая часть 4 и 5 конструктивно-теплоизоляционной композитной системы содержит основные квадратные полости 7 и дополнительные полости 8, разделенные внутренней перемычкой 9, смещенной от соседних перемычек в шахматном порядке. Дополнительные полости 8 прямоугольного сечения треугольного сечения расположены соответственно по краям внутренней связки подрамника 2 и грани подрамника 3 у разделяющей перемычки 6. Все полости 7, 8 образованы керамическими гранями двух пар перпендикулярно пересекающихся перегородок 10 и дополнительных полостей 8 и даже внутренних краев стен 4 из кирпича и разделяющей перемычки 6.Все полости 7, 8 ориентированы относительно сторон коллектора и подрамника таким образом, что диагональные 11 квадратные полости 7 и гипотенуза 12 дополнительные пустоты 8 размещаются поперек теплового потока 13, как часть скрепляющих поверхностей 3 и боковых поверхностей скрепления носилок 2 и в соседних рядах эти пустоты чередуются относительно внешней стенки и разделительных перемычек: в одном ряду всего три основных квадрата пустот 7 с выступами 9, в другом ряду — две основные полости 7 и две по краям крепежных полостей 8, а края каждой детали конструкции-теплообменника и вдоль внутренних стенок склеивающие грани и разделяющие перемычки расположены соответственно на трех дополнительных полостях 8.Кроме того, на поверхности каждой грани, за исключением одного подрамника, соединительные грани находятся на одинаковом расстоянии от краев углубленных канавок 14 (2, 11, 12) в виде проблемных полос 15 (рис. 3 и 4), покрывающих раствор. периметр каждого кирпичного блока в поперечном и продольном направлении. Эти две канавки 14 удерживаются на поверхности разделяющей перемычки 6 и на ее расстоянии от ее центральной оси с обеих сторон.
Кроме того, одна — С, заголовок сторон кирпича включает две квадратные ниши 16 (1, 3), глубина в теле кирпича.Пастель облицовки 1 кирпичной кладки выполнить без ниш, но обязательно выполнить шлифовку с соблюдением ГОСТов с допусками разнесенности и непараллельности.
Кирпичный полый пористый керамический блок, выполненный в форме квадрата (рис. 4, 5), имеет конструктивно-тепловую структуру, аналогичную пустотелому керамическому кирпичному блоку в виде прямоугольного параллелепипеда, с той лишь разницей, что на нем имеется выполнены две перемычки 6, разделяющие его на четыре равные части, в которых на лицевой стороне 2 коллектора имеются две ниши 16 (1, 3, 4), а на одной из разделительных перемычек выполнены параллельные стыковочным граням подрамника в каждой из его частей. двумя щелевидными пустотами 17 (фиг.4, 5), разделенными между перемычкой 18 и равноудаленными от соединения сторон и от поперечной оси, разделяющей перемычки, и каждой вертикальной пустотой 17, разделенной внутренней перемычкой 19 на две равные противоположная ячейка.
Прямоугольный полый пористый керамический кирпич-блок в паре квадратного полого пористого керамического кирпичного блока обеспечивает новый способ однородной кладки стен, который заключается в следующем.
Кладка стен начинается с внешнего угла двух смежных стен, образуя внешнюю веху некоторых основных прямоугольных полых пористых блоков из пористого кирпича. его подрамник стороны 2 без ниш вывернут из правой стены, а подрамник 3 — из соседней стены. Укладка первого ряда (6, 7, 8, 9, 10, 11) производится на сплошном грунтованном пастельном кладочном растворе, без зазоров между соседними гранями из обычного кирпича, блоков, контролируя прямолинейность и горизонтальность лицевой поверхности. укладки первого ряда стены.Затем с помощью ручно-шнекового экструдера производят под давлением кладочного раствора вертикальные отверстия 15 (фиг.10, 11, 12), образованные замкнутыми между соседними пазами 14 смежных граней обычных кирпичей-блоков, а затем вводят кладочный раствор в продольном направлении. и поперечные пастельные бороздки 14 (рисунок 10, 12) верхних граней первого ряда, затем формируют и укладывают второй ряд и т. д. Необходимо строгое совпадение окружающих зон 15 (бороздки с раствором) (рисунки 9, 10, 11 , 12) смежные кирпичи-блоки вехи и между ними забутовочных рядов кладки и стены в целом любой толщины.
Кладку одного кирпичного блока (6) выполняют чередованием смежных рядов: один ряд содержит два вехи № 21 основного прямоугольного пустотелого пористого керамического кирпича, блок, а второй один веху из ряда дополнительных квадратных пустотелых пористых керамических кирпичей, блоков 22.
Кладка полукирпича (7) выполняется чередующимися соседними рядами, так что один соседний ряд содержит одну внешнюю милю 21 и вторую внутреннюю дополнительную милю 22, а второй соседний ряд содержит противоположные: одну внутреннюю базовую милю 21 и вторую внешнюю дополнительную милю. миля 22.
Сцепление двух кирпичных блоков (фиг.8) выполняют чередованием смежных рядов, так что один соседний ряд содержит два основных вехи одного основного кирпичного блока 2 и один между ними для более забутовочных рядов дополнительного кирпичного блока 22, и второй соседний ряд содержит два дополнительных контрольных ряда дополнительных кирпичных блоков 22.
Когда смежные кирпичные стены должны быть расположены в первичных и второстепенных смежных кирпичных блоках так, чтобы их подрамник связующей стороны 2 углублений 16 находился внутри стен.
При перевязке кирпичей-блоков и продольных вех и забутовок между рядами, кирпич-блок, разделяющий их перемычки 6, конструктивно-теплоизоляционная композитная система перекрывает примыкающие грани (рисунки 9, 11) вверху и нижележащие смежные кирпичи-блоки и ряды. кладка так, чтобы поперечные скрепляющие грани их стыковки находились под и над непрерывной поперечной разделительной перемычкой 6, содержащей пустоты 17 с внутренней перемычкой 19. Макроуровень между гранями перекрывается ми с двух сторон, твердое тело разделяет гребни 6 , и натяжное соединение между соседними гранями, напротив, открытыми, соединенными ячейками щелевидными пустотами 17 (Фигуры 9, 11).
Эта последовательность и особенность кирпичной кладки обеспечивает образование внутри стены холодного кладочного раствора в бороздах, окружающих каждый кирпич, представляет собой блок зон, связанных с аналогичными зонами соседних рядов, которые вместе с поверхностями граней углублений 16 а плоские щелевидные полости 17, разделяющие перемычку 6 смежных кирпичей-блоков, образуют дополнительную, воздушную, теплоизоляционную, теплоаккумулирующую, плоскую, вертикальную, замкнутую камеру по всей высоте кладки стены (фиг.9).
Таким образом, универсальный пустотелый керамический кирпич для возведения однородных стен и способа их кладки, высокая технологичность, низкая насыпная плотность, высокая экономичность, применим для строительства малоэтажных жилых домов в любых климатических условиях. условия.
1. Пустотелый пористый керамический кирпич для возведения однородных стен, содержащий боковые грани коллектора и подрамника, внутреннюю конструктивную теплоизоляционную конструкцию, выполненную с продольной и поперечной сторон и параллельную стыку подрамника, с несколькими рядами сквозных полостей, состоящих из основная щелевидная заготовка t, расположенные со смещением друг относительно друга в соседних рядах на половине их длины, а также дополнительные сквозные полости, расположенные на противоположных концах этих рядов и отделенные друг от друга по длине ряда перемычек, отличающиеся тем, что это из глины с добавками по объему до 10% горючего мелкодисперсного угля или просеянного торфа или опилок и до 20% древесины или золы ТЭС; конструктивно-теплоизоляционная конструкция развернута относительно граней коллектора и подрамника под углом 45 ° и разделена по длине на две равные части керамической лентой, проходящей поперек коллектора и параллельными гранями скрепления, каждая часть выполнена из рядов основных квадратных полостей, отделенные друг от друга керамическими стенками, пересекающимися под углом 90 °, каждая квадратная основная и дополнительная пустоты также разделены в соответствии с глубиной керамической перемычки с двумя ячейками, расположенной со смещением относительно перемычки, соединяющей пустоты и внутреннюю стенку, и плоскости, параллельной две пары кромок, которые пересекаются под углом 90 °, перегородки, образующие по внутреннему периметру каждой детали, в каждом ряду прямоугольные, треугольные фиксирующие полости, длина гипотенузы каждой треугольной фиксирующей стороны равна диагонали главной пустоты площади; пустота ориентирована относительно верхних и нижних граней кирпичного блока, так что какова диагональ квадратных пустот и гипотенуза дополнительных пустот, размещенных поперек теплового потока со стороны коллектора, и грани коллектора, причем в соседних рядах эти полости смещены друг от друга на половину своей диагонали и чередуются, как следующим образом: один ряд содержит только три основных квадрата пустот, другой набор содержит две квадратные пустоты и две дополнительные полости по краям на внутреннем крае связующего, а стенка, разделяющая перемычки, — это еще три дополнительных полости, а одна поверхность скрепления подрамника включает два квадрата ниши.
2. Пустотелый пористый керамический кирпич для возведения однородной стены по п.1, отличающийся тем, что поверхность каждой из его граней, кроме одной из подрамников, выполнена под бороздчатым раствором, равноудаленными от его краев. , причем каждая борозда состыкована по краям граней других канавок, расположенных на поверхностях смежных граней и образующих две продольные замкнутые зоны, параллельные вертикальные кромки скрепления носилок, две поперечные ленты, параллельные вертикально скрепляющие стороны, периметр разделяющий перемычку конструктивно Теплоизоляционная композитная система, одна подрамник скрепляет грани каждого кирпичного блока, образованные двумя нишами, равноудаленными от склеивающей и пастельной граней и от центра тепловых узоров Аделаидских перемычек.
3. Пустотелый пористый керамический кирпич для возведения однородной стены по п.1 или 2, отличающийся тем, что он может быть выполнен в форме квадрата, а конструктивная теплоизоляционная конструкция обеспечивается двумя отдельными перемычками, проходящими через через центр, перпендикулярный друг другу, и его внешние грани, одна из которых, параллельные грани скрепления подрамника в каждой из его частей образованы двумя щелевидными пустотами, разделенными перемычкой и равноудаленными от скрепления сторон и от разделяющей поперечной оси перемычки и каждая вертикальная пустота разделены внутренней перемычкой на две равные противоположные ячейки.
4. Насколько однородна кладка стен из пустотелого пористого керамического кирпича в полуторный, два и более кирпича, включая формирование нижнего горизонтального ряда стены, затем формирование следующего ряда путем обвязки первого. ряд стенового раствора, примыкающий грани блоков кирпичей между собой и с уложенными блоками кирпичей первого ряда и т. д., отличающийся тем, что стены выполнены с единой ориентацией скрепления подрамника всех продольных рядов, с единой Размерная перевязка межрамных трещин, кирпичей, блоков, вех, забутовочных и смежных рядов кратна половине длины прямоугольного пустотелого пористого керамического кирпича-блока, с единой комбинацией всех керамических и пустотелых пастельных структурных элементов-тепловых узоров под и вышележащих кирпичей, блоков, кладку первого базового ряда стен выполняют от угла двух соседних стен на раствор, грунт или фундамент, твердые пастельные тона встык. конец, с допустимым зазором между смежными вертикальными гранями, установленный между кирпичами-блоками, с учетом горизонтального положения и прямолинейности верхней плоскости подстилки всего ряда, а также совпадения продольных и поперечных бороздок, покрывающих каждый кирпич первого ряда стены; затем заполнить строительным раствором вертикальную полость первого ряда, образованную смежными бороздками на стыке их между собой, затем заполнить строительным раствором верхнюю горизонтальную пастельную борозду, полный профиль эллипса первого ряда, строительным раствором, используя экструзионное устройство; Формовку второго ряда производят вручную с перевязкой сверху пастелью первого ряда кладки с заполненными раствором бороздками.
5. Способ однородной кладки стен из пустотелого пористого керамического кирпичного блока по п.4, отличающийся тем, что при толщине стены в полтора, два и более кирпича-блоков выполнены из чередующихся соседних рядов: первый ряд содержит два веха некоторых основных прямоугольных Кира МКСА-блока, и вторую веху из числа квадратного керамического кирпича, блока, кирпичной кладки, полукирпича-блока выполняют чередование смежных рядов, так что один соседний ряд содержит одну милю от основного прямоугольного кирпичного блока и вторую внутреннюю милю от квадрата. кирпичный блок, а второй соседний ряд содержит противоположное: одну внутреннюю главную квадратную милю и вторую внешнюю милю от квадратного кирпичного блока; сцепление двух кирпич-блоков выполняют чередование соседних рядов так, чтобы один соседний ряд содержал два вехи одного основного прямоугольного кирпичного блока и один забутовочный квадратный кирпич-блок, а второй соседний ряд содержал два вехных ряда квадратного кирпича-блока. .
6. Способ однородной кладки стен из пустотелого пористого керамического кирпичного блока по п.4 или 5, отличающийся тем, что стены любой толщины получают дополнительную тепловую камеру мирагля, которая образуется путем зажима соседних ниш кирпичом-блоками, за счет зажим соседних ячеек плоскими вертикальными пустотами, разделяющими перемычки квадратный кирпич, блок, за счет зажатия ячеек конструктивно-тепловыми конструкциями соседних кирпичей-блоков.
Пористая керамика: легкая, но тяжелая по энергетическим и экологическим технологиям
Ю Чен — докторант в области материаловедения под руководством профессора Яньцю Чжу из Университета Эксетера.Он получил B.Eng. (2015) по функциональным материалам Университета науки и технологий Хуачжун (HUST) и M.Sc. (2016) в передовых инженерных материалах Манчестерского университета. Его исследования сосредоточены на пористой структуре нанопроволоки SiC для теплоизоляции, носителя катализатора и электромеханических датчиков деформации.
Д-р Наннан Ван получил степень доктора философии в Университете Эксетера в области передовых функциональных материалов в 2018 году. У него был годичный постдокторский опыт работы в рамках проекта совместного надзора Гуанси и Университета Цинхуа.Сейчас он работает в Университете Гуанси доцентом в Школе ресурсов, окружающей среды и материалов. Его основные исследования охватывают экспериментальный синтез и определение характеристик материалов для производства и хранения энергии.
Д-р Олувафунмилола Ола — начавший карьеру в Леверхалме и научный сотрудник Ноттингемского университета в Ноттингемском университете. В 2014 году она получила степень доктора философии в области химического машиностроения в Университете Хериот-Ватт, за что ей была присуждена премия за докторскую диссертацию RSC Energy Sector.Ее исследовательские интересы охватывают основы и применение функционализированных пористых нанокомпозитов для обнаружения газов, преобразования и хранения энергии.
Доктор Юндэ Ся получил докторскую степень в Университете Фудань в 1999 году. После двух лет постдокторских исследований в Корейском передовом институте науки и технологий и еще двух лет в Университете Париж-Юг Франции, он затем работал в качестве специалиста. Научный сотрудник Ноттингемского университета. Он занял должность лектора в 2010 году и в настоящее время является старшим преподавателем функциональных материалов в Колледже инженерных, математических и физических наук Университета Эксетера.Его исследовательские интересы включают синтез, определение характеристик и применение различных новых пористых материалов в накоплении и преобразовании энергии.
Проф. Яньцю Чжу , RSIF, FRSC, FIMMM, получил степень доктора философии в Университете Цинхуа в 1996 году и после непродолжительного периода работы в НИМС (Цукуба) в качестве научного сотрудника COE, он затем присоединился к Сассекскому центру фуллерена при Университете им. Сассекс при поддержке Королевского общества. Проработав около 7 лет в Сассексе в качестве научного сотрудника, он перешел в Ноттингемский университет в 2003 году в качестве научного сотрудника EPSRC, а затем стал читателем по наноматериалам в 2008 году.С 2010 года он был заведующим кафедрой функциональных материалов в Университете Эксетера, возглавляя лабораторию функциональных материалов, работая над широким спектром наноматериалов.
© 2020 Автор (ы). Опубликовано Elsevier B.V.
Пористые керамические мембраны| CoorsTek
Производство аминокислот фармацевтического качества
Примерно четверть фармацевтических препаратов, продаваемых в развитых странах, требует высокоочищенных антител, вакцин и рекомбинантных белков, разработанных с использованием строго регулируемого процесса ферментации аминокислот.Используя передовую технологию разделения, системы рециркуляции с керамическими половолоконными мембранами могут заменить дорогостоящие коррозионные центробежные сепараторы и устранить необходимость во вторичных процессах охлаждения.
Холодная стерилизация обезжиренного молока
Чтобы продлить срок хранения молочных продуктов, традиционные методы удаления бактерий, такие как пастеризация и термизация, нагревают продукты для уничтожения патогенных микроорганизмов. В качестве альтернативы этим потребляющим энергию и влияющим на вкус маршрутам традиционные процессы холодной стерилизации часто затрудняются из-за загрязнения мембран, вызванного накоплением белков, липидов и солей кальция.Специально разработанные модули керамических половолоконных мембран снижают загрязнение за счет предварительной обработки исходных потоков.
Увеличение срока хранения молока с помощью мембранной технологии позволяет сохранить свежий вкус молока и увеличить срок хранения до 25 дней после производства по сравнению с 4-8 днями при использовании обычного пастеризованного свежего молока.
Промышленные прачечные / стиральные машины
Использование технологии керамических мембран в промышленных прачечных, используемых в отелях, больницах и других крупных учреждениях, позволяет повторно использовать как воду, так и энергию.В этих промышленных системах грязная вода впрыскивается в трубки с половолоконными мембранами, позволяя чистой воде выходить через керамические поры. Затем горячая вода возвращается в систему. В течение срока службы промышленной стиральной машины модули керамических половолоконных мембран перерабатывают миллионы галлонов воды и сокращают потребление энергии до 70%.
Свяжитесь с CoorsTek для дополнительных приложений
Инженеры CoorsTek постоянно адаптируют универсальные технологии разделения керамических мембран для новых применений фильтрации жидкостей. Свяжитесь с CoorsTek сегодня, чтобы обсудить ваши уникальные проблемы фильтрации жидкости.
Малогабаритная машина для производства полых пористых блоков из цемента Qt4-26
Малогабаритная машина для производства полых пористых блоков из цемента Qt4-26
с индивидуальным рисунком. Женские кроссовки Go Run 600-15076 Skechers. Внутренний или наружный коврик 24 дюйма на 36 дюймов войлочный коврик / ковер / коврик.Вы ищете подарок на память вашей семье, эта деталь подходит: 2006-2014 Suzuki Boulevard M109R. Высокоскоростной привод в стойке для шаттла от Nova Logistics. удобная акриловая пряжа, чтобы согреть эти маленькие ручки. MagniFlip Plus — это открывающаяся откидная лупа со встроенным защитным футляром, высокопроизводительный алгоритм управления V / F с несколькими Кривые V / F VFD. База: 7/16 «(E12) База; Люмен: 300-350 ;.4 / Оптовые автомобильные аксессуары Кожаные автомобильные коврики. не рекомендуется для маленьких детей и младенцев, Just A Girl and Her Dog Hand-dyed Yarn Intuition on Squish. У нас также есть много разных цветов друзы аметиста, поэтому будьте уверены, что, когда вы разместите у меня заказ, я доставлю больше. * * Короткие брюки на подтяжках * *. Disney Mommy of the Birthday Boy Mickey Mouse Iron On Transfer Версия для печати, цифровая загрузка Custom Matching Family Birthday Party Shirt Использование файла SVG в качестве рисунка, сделанного мной в моей студии в Портленде, ******* МГНОВЕННАЯ ЗАГРУЗКА ***** **.Это делает этот люк одним из самых простых в установке на большинство транспортных средств, особенно подходит для использования в детских и ландшафтных садах. технология, которая позволяет нам производить эти безумно яркие. Командная работа Взрослые баскетбольные шорты Dazzle — 9 футов по внутреннему шву: Одежда. с мягкой подкладкой или Schalle и съемной искусственной кожей Skai. Прочные петли из ударопрочного и атмосферостойкого нейлона позволяют держать инструменты запястьем в сейфе. Представляем кожаные мотоциклетные сумки Ultimate [11 дюймов (L).
Маломасштабная Qt4-26 Машина для производства пустотелого цементного кирпича из пористых блоков
Запонки MOD Target представлены в подарочной коробке для запонок золотого цвета, 2 In1 Озоновая косметическая машина для подъема глаз Мезоинъекционный пистолет для удаления морщин, синтетическая подушка швейцарского производства грубого синего цвета Сапфир от 4ММ-10ММ. Запонки для дома с пчелиными сотами в подарочной коробке, отправленные из Великобритании. Sayers London 9ct Gold Letter Alphabet AZ Charm. Продвинутая технология Вакуумная формовочная машина для пищевых контейнеров из пены PS, масонские запонки с золотым и черным покрытием X2AJ318A и 5 кнопок, 1567-051-1500W Harley Citycoco Scooterelectric Double Seat Mobility Scooter, детские сумки для душа 12 x 18 сантиметров 100-прочные клейкие ленты с принтом логотипа Прозрачная OPP Custom BOPP Custom Logo Printing Упаковочная лента, подарочная упаковка Годовщина 1969 года, датированная 1969 годом, зеркально отполированные золотые запонки Lucky Sixpence, подарок на 50-летие, фитинги из нержавеющей стали Ss304, локтевые фитинги из нержавеющей стали 316., Вакуумный насос Roots Double-Rto-1200s для вакуумной машины для металлизации / вакуумный насос Roots для продажи — Белый.
…
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie.Вам необходимо сбросить настройки вашего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie.Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Заявка на патент США на гомогенный объемный пористый керамический материал Заявка на патент (Заявка № 20030166449 от 4 сентября 2003 г.)
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ& lsqb; 0001 & rsqb; Настоящее изобретение относится к однородному объемному пористому керамическому материалу, имеющему регулируемую и контролируемую пористость и диаметр пор. Настоящее керамическое пористое тело можно использовать для фильтрации жидкости, разделения газов или для приведения жидкостей в контакт, например, в каталитических реакциях, или для производства эмульсии и других применений, в которых используется керамический пористый материал.
& lsqb; 0002 & rsqb; Уже известны многочисленные керамические мембраны. Обычно они формируются путем последовательного наложения слоев на подложку с большими порами (макропористая подложка). Опора придает мембране необходимую механическую прочность. Пакет слоев позволяет постепенно уменьшать диаметр пор. Эти слои сложно развить. Основные характеристики фильтрующего слоя, другими словами диаметр пор и пористость (или пористый объем), также в значительной степени зависят от характеристик слоя, на который они нанесены, и это не позволяет варьироваться в очень больших пределах. обширный ассортимент.Кроме того, их температура обжига должна быть ниже температуры обжига подслоя. В некоторых случаях это означает низкую температуру обжига, которая недостаточна для обеспечения оптимальной фиксации или приклеивания слоя к подслою.
& lsqb; 0003 & rsqb; При использовании этой технологии изготовление фильтрующих мембран является длительной и дорогостоящей процедурой, включающей большое количество этапов; он не позволяет адаптировать характеристики мембраны к фильтруемым жидкостям. С другой стороны, пористость макропористой основы низка для обеспечения достаточной механической прочности при использовании мембраны.Наконец, получение слоя с малым диаметром пор требует довольно низких температур обжига, которые недостаточны для получения оптимальных свойств материала.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ& lsqb; 0004 & rsqb; Настоящее изобретение направлено на создание однородного объемного пористого керамического материала. Более конкретно, настоящее изобретение направлено на обеспечение гомогенного объемного пористого керамического материала, имеющего средний диаметр пор D50, который предпочтительно составляет менее 4 мкм, а закрытая пористость которого составляет менее 4%, предпочтительно менее 2%.D50 — это средний диаметр, эквивалентный объему, так что 50% пор имеют диаметр меньше D50.
& lsqb; 0005 & rsqb; Согласно одному варианту осуществления распределение диаметра пор, выраженное в единицах объема, является распределением монодисперсной системы; в этом варианте осуществления стандартное отклонение, выраженное в процентах, от среднего диаметра объемного эквивалента D50 составляет менее 35%, предпочтительно менее 25%. Обычно материал в соответствии с изобретением будет иметь стандартное отклонение, выраженное в процентах, составляющее от 10 до 25% от среднего диаметра объемного эквивалента D50.
& lsqb; 0006 & rsqb; Согласно одному варианту осуществления материал по настоящему изобретению имеет точку пузырька, соответствующую диаметру пор, измеренному на указанном материале. Согласно этому варианту осуществления существует соответствие, когда два значения различаются менее чем на 10%.
& lsqb; 0007 & rsqb; Первое преимущество настоящего изобретения состоит в том, что оно обеспечивает однородную объемную структуру, другими словами такую, которая имеет одинаковый диаметр пор по всей толщине материала. Термин «громоздкий» был выбран, чтобы отличить данный материал от слоя небольшой толщины; характерный размер материала порядка миллиметра, другими словами, материал находится в макроскопическом масштабе.Термин «однородный» также предназначен для того, чтобы отличать материал от стопки последовательных слоев, которые, возможно, могут иметь аналогичный характерный размер.
& lsqb; 0008 & rsqb; Второе преимущество настоящего изобретения заключается в том, что он дает возможность регулировать простым способом ключевые характеристики мембранной структуры, другими словами, диаметр пор и пористость, причем это делается простым и быстрым способом, а также широкий диапазон вариаций без потери механической прочности.Такая адаптивность достигается независимо от диаметра пор и пористости; Другими словами, оба критерия можно изменять независимо друг от друга. Такая адаптивность достигается без изменения температуры спекания полученных деталей.
& lsqb; 0009 & rsqb; Третье преимущество настоящего изобретения состоит в том, что он позволяет получать пористые керамические мембраны, которые не имеют каких-либо структурных дефектов.
& lsqb; 0010 & rsqb; Четвертое преимущество настоящего изобретения состоит в том, что оно упрощает производство за счет устранения, во-первых, изготовления промежуточного слоя и, во-вторых, необходимости герметизации торцов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ& lsqb; 0011 & rsqb; ИНЖИР. 1 представляет собой кривую распределения, показывающую диаметр пор одного варианта реализации однородного объемного пористого керамического материала; и
& lsqb; 0012 & rsqb; ИНЖИР. 2 представляет собой кривую распределения, показывающую диаметр пор другого варианта реализации однородного объемного пористого керамического материала.
ОПИСАНИЕ КОНКРЕТНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ& lsqb; 0013 & rsqb; Ниже мы будем рассматривать кривую распределения диаметров пор как гауссову кривую, при этом стандартным отклонением будет ширина на половине высоты пика кривой.Фиг. 1 и 2 показаны кривые распределения диаметра пор, выраженные в единицах объема материалов примеров 1 и 5, соответственно.
& lsqb; 0014 & rsqb; Настоящее изобретение обеспечивает пористое тело, имеющее однородную структуру. Структура характеризуется диаметром пор и пористостью, то есть объемом пор. Эти значения измеряются методом ртутной порометрии. Диаметр пор D50 материала предпочтительно составляет, например, менее 2 мкм и обычно составляет от 50 до 1 нм.5 мкм. Это изменение диаметра контролируется исходным составом пасты для экструзии. Диапазон, в котором возможны вариации, очень широк.
& lsqb; 0015 & rsqb; Пористый объем или пористость материала согласно изобретению такова, что закрытая пористость составляет менее 4%, предпочтительно менее 2%, предпочтительно менее 1%. Открытый пористый объем или открытая пористость обычно составляет от 10 до 70%; и изобретение, в частности, позволяет получить очень высокие значения открытой пористости, более 30%, например между 40%, даже 45% и 60%.Вариация открытой пористости контролируется исходным составом пасты для экструзии.
& lsqb; 0016 & rsqb; Таким образом, можно получить пористые материалы, имеющие средний диаметр пор от 0,5 до 2 мкм с открытой пористостью от 45 до 60%.
& lsqb; 0017 & rsqb; Настоящее изобретение позволяет получать мембраны без каких-либо дефектов. Эта характеристика измеряется методом точки пузырька (см. Статью Т.H. Metzler и др., Бюллетень Парентеральной ассоциации лекарственных средств, том 65 (4), 1971, стр. 165–174). Этот метод позволяет определить давление, необходимое для прохождения пузырька газа через мембрану, предварительно насыщенную смачивающей жидкостью. Математическое соотношение (закон Журина) связывает давление газа, поверхностное натяжение смачивающей жидкости и диаметр пор для прохождения. Настоящее изобретение позволяет получить точку пузырька (диаметр пор, обеспечивающий проход), которая соответствует диаметру пор, измеренному на мембранах (до 10%).
& lsqb; 0018 & rsqb; Изобретение также обеспечивает полое волокно на основе материала согласно изобретению вместе с фильтрующим и / или реакционным модулем, содержащим такие волокна.
& lsqb; 0019 & rsqb; Изобретение также охватывает способ изготовления пористой керамической мембраны, имеющей перечисленные выше преимущества, а также пасту-предшественник для указанного материала.
& lsqb; 0020 & rsqb; Таким образом, настоящее изобретение также обеспечивает способ получения однородного объемного пористого керамического материала, в частности материала согласно изобретению, включающий следующие основные этапы:
& lsqb; 0021 & rsqb; (i) приготовление органической пасты, содержащей органическую часть или наполнитель, органическое связующее, порообразующий агент и растворитель, необязательно с дефлокулирующим агентом и / или неорганическим связующим, и / или улучшающим технологичность агентом;
& lsqb; 0022 & rsqb; (ii) придание формы указанной пасте; и
& lsqb; 0023 & rsqb; (iii) укрепление этой формы спеканием.
& lsqb; 0024 & rsqb; Паста-предшественник материала включает смесь неорганического соединения или наполнителя, органического связующего, порообразующего агента, растворителя и, необязательно, неорганического связующего и / или дефлокулирующего агента, который адаптирован к этому металлическому соединению, и / или агент, улучшающий технологичность (обычно агент экструзии).
& lsqb; 0025 & rsqb; Неорганическая часть указанной пасты состоит из неорганических частиц, предпочтительно из частиц соединения металла, которые после спекания образуют гомогенную пористую матрицу.Металлическое соединение представляет собой неоксидное соединение или оксид металла. В случае неоксидного производного будет выбрано производное кремния или алюминия и, предпочтительно, карбид кремния, нитрид кремния или нитрид алюминия. Когда соединение металла представляет собой оксид, его выбирают из оксидов металлов группы IVA (титана) или VA (группа ванадия) и, предпочтительно, оксида алюминия, оксида циркония или оксида титана. Эти оксиды можно использовать по отдельности или в смеси. Соединение металла имеет, например, средний диаметр частиц (измеренный методом седиграфии) между 0.15 и 2 мкм и предпочтительно от 0,15 до 0,6 мкм. Его содержание в пасте будет составлять от 50 до 85 мас.% И предпочтительно от 65 до 80 мас.%. Неорганический наполнитель предпочтительно состоит из частиц с такими диаметрами d90 и d50, что d90 / d50 <3 и предпочтительно d90 / d50 <2.
& lsqb; 0026 & rsqb; Органическое связующее придает пасте необходимые реологические свойства, необходимые для экструзии, и ее механические свойства, необходимые для получения хорошей когезии продукта после экструзии.Указанное органическое связующее предпочтительно, но не обязательно, представляет собой водорастворимый полимер. Например, для раствора с концентрацией 2 мас.% Полимер будет иметь вязкость, измеренную при 20 ° C, в пределах от 4 до 10 Па / с. Этот полимер может быть выбран из целлюлозы и их производных, в частности гидроксиэтилцеллюлозы и / или микрокристаллической целлюлозы, но также может быть полиакриловой кислотой или поливиниловым спиртом и т. Д. Паста, например, будет содержать от 2 до 10% по массе органических связующего и предпочтительно от 3 до 8% по весу.
& lsqb; 0027 & rsqb; Роль растворителя заключается в диспергировании неорганической части и связующего. Если используется водорастворимый полимер, в качестве растворителя будет выбрана вода; если полимер не растворим в воде, в качестве растворителя будет выбран спирт, например этанол. Концентрация растворителя будет составлять, например, от 8 до 40 мас.% И предпочтительно от 10 до 27 мас.%.
& lsqb; 0028 & rsqb; Пористый или порообразующий агент характеризуется низкой температурой разложения, например, ниже 450 ° C., предпочтительно ниже 250 ° С. Он характеризуется, во-первых, средним размером составляющих его частиц, причем этот размер адаптирован к размеру частиц металлического наполнителя. Этот размер, например, составляет от 5 до 30 мкм и предпочтительно от 8 до 16 мкм. Пористый агент практически не растворяется в выбранном растворителе. Может использоваться порообразователь природного происхождения, например опилки из скорлупы орехов, мука или технический углерод, или могут быть искусственного происхождения и, например, представлять собой шарики из полиэтилена низкой плотности или водно-масляную эмульсию. и, например, быть Mobilcer (эмульсия типа масло в воде).
& lsqb; 0029 & rsqb; Размер частиц неорганического наполнителя и размер частиц порообразователя могут варьироваться независимо друг от друга в очень широком диапазоне.
& lsqb; 0030 & rsqb; Эти соединения смешиваются с образованием пасты с экструдируемой способностью, как правило, от 9 до 13 бар, предпочтительно от 10 до 16 бар.
& lsqb; 0031 & rsqb; Дефлокулянт, растворимый в растворителе, улучшит диспергирование частиц металлического соединения.Например, можно выбрать полиакриловую кислоту, фосфоорганическую кислоту или алкилсульфоновую кислоту. Содержание дефлокулирующего агента составляет от 0,5 до 1% по весу.
& lsqb; 0032 & rsqb; В некоторых случаях может быть добавлен агент для улучшения технологичности и обычно агент, улучшающий экструзию, такой как полиэтиленгликоль. Содержание агента, улучшающего экструзию, составляет порядка 0,5-1 мас.%.
& lsqb; 0033 & rsqb; Прочность на изгиб можно модифицировать обычным образом, вводя в состав пасты неорганические связующие, которые будут реагировать во время обжига, увеличивая силы сцепления между частицами.
& lsqb; 0034 & rsqb; Наконец, изобретение обеспечивает пасту-предшественник, такую как описано выше, другими словами, пасту, содержащую, диспергированную в растворителе, неорганическую часть или наполнитель, органическое связующее и порообразующий агент.
& lsqb; 0035 & rsqb; Пасте придают форму, например, предпочтительно путем экструзии, обычным способом. Затем продукт сушат и спекают при высокой температуре, например, между 1400 ° C и 1750 ° C.
& lsqb; 0036 & rsqb; Следующие ниже примеры иллюстрируют изобретение, не ограничивая его.
& lsqb; 0037 & rsqb; В примерах мы измеряем точку кипения керамических материалов в примерах, которая выявляет самые большие поры, присутствующие в волокне. Измерение с использованием абсолютного этанола (поверхностное натяжение 24,10–3 Нм) в качестве пропиточной среды дает давление пузырька, которое представляет собой давление, начиная с которого наблюдается образование пузырька, способного проходить. Затем, применяя закон Журина, можно получить диаметр самой большой поры как функцию измеренного давления.
ПРИМЕР 1& lsqb; 0038 & rsqb; Керамическую пасту получали путем смешивания оксида алюминия со средним размером 0,6 мкм, микрокристаллической целлюлозы в качестве органического связующего, воды в качестве растворителя и порообразователя, состоящего из частиц полиэтилена низкой плотности, средний размер этих частиц составлял 15 мкм. & мгр; м. Отношение d90 / d50 используемого порошка составляло 1,4. Состав пасты (в процентах по массе) был следующим: 1 оксид алюминия 75 микрокристаллическая целлюлоза 2 вода 8 полиэтилен низкой плотности 15.
& lsqb; 0039 & rsqb; Полученная таким образом паста имела экструдируемость 10. Эту пасту экструдировали через фильеру для полых волокон с образованием трубки с внешним диаметром 1,5 мм и внутренним диаметром 0,8 мм. Полученное таким образом волокно обжигали при 1450 ° C в нормальной атмосфере. Температура разложения выбранного полиэтилена низкой плотности составляла 230 ° C, таким образом, он был полностью разрушен во время обжига волокна.
& lsqb; 0040 & rsqb; Волокно охарактеризовано методом ртутной порометрии.Проникновение ртути показало только один пик с центром на 0,6 мкм, что указывает на монодисперсное распределение пор. Ширина пика на полувысоте кривой составляла 0,08 мкм, эта ширина соответствовала стандартному отклонению распределения пор, которое в данном случае, выраженное в процентах, составляло 13%. Кривая, показывающая объемное распределение диаметра пор, показана на фиг. 1.
& lsqb; 0041 & rsqb; Далее его пористый объем составлял 60%. Волокно имело плотность 3.9. Абсолютная плотность оксида алюминия составляла 3,94. Закрытая пористость, недоступная для фильтрации, составляла максимум 1%.
& lsqb; 0042 & rsqb; Измерение точки пузырька дало давление 1600 мбар, эквивалентное диаметру пор 0,6 мкм, что соответствует диаметру пор, определенному ртутной порометрией. Следовательно, волокно не имело дефектов.
ПРИМЕР 2& lsqb; 0043 & rsqb; Керамическую пасту получали путем смешивания кремнезема среднего размера 0.2 мкм, поливиниловый спирт в качестве органического связующего, вода в качестве растворителя и порообразователь, состоящий из частиц сополимера винилацетата и этилена, средний размер этих частиц составляет 30 мкм. Отношение d90 / d50 используемого диоксида кремния составляло 1,5. Состав этой пасты был (в процентах по массе): 2 диоксид кремния 50 поливиниловый спирт 2 вода 40 сополимер винилацетата и этилена 8.
& lsqb; 0044 & rsqb; Полученная таким образом паста имела экструдируемость 9. Эту пасту использовали для формирования 5-сантиметрового бокового пористого блока.Блок обжигали при 1530 ° C в нормальной атмосфере. Температура разложения выбранного сополимера винилацетата и этилена составляла 180 ° C, таким образом, он был полностью разрушен во время спекания пористого блока.
& lsqb; 0045 & rsqb; Блок охарактеризован методом ртутной порометрии. Проникновение ртути показало только один пик с центром на 0,4 мкм, что указывает на монодисперсное распределение пор. Ширина пика на полувысоте на кривой составляла 0,1 мкм, эта ширина соответствовала стандартному отклонению распределения пор, которое в данном случае, выраженное в процентах, составляло 25%.
& lsqb; 0046 & rsqb; Далее его пористый объем составлял 10%. Блок имел плотность 2,3. Абсолютная плотность кремнезема составила 2,32. Закрытая пористость, недоступная для фильтрации, составляла не более 0,9%.
& lsqb; 0047 & rsqb; Измерение точки пузырька дало давление 2400 мбар, эквивалентное диаметру пор 0,4 мкм, что соответствует диаметру пор, определенному с помощью ртутной порометрии. Следовательно, блок не имел дефектов.
ПРИМЕР 3& lsqb; 0048 & rsqb; Керамическую пасту получали путем смешивания порошка оксида титана среднего размера 2 мкм, гидроксипропилцеллюлозы (ГПЦ) в качестве органического связующего, воды в качестве растворителя, порообразующего агента, состоящего из частиц активного угля среднего размера. 8 мкм, и полиметакриловую кислоту в качестве дефлокулирующего агента.Отношение d90 / d50 используемого порошка оксида титана составляло 1,7. Состав этой пасты (в процентах по массе) был следующим: 3 оксид титана 65 HPC 3 вода 24 активированный уголь 7 полиметакриловая кислота 1.
& lsqb; 0049 & rsqb; Полученная таким образом паста имела экструдируемость 19. Эту пасту использовали для формирования пористого волокна с внешним диаметром 1 мм и внутренним диаметром 0,5 мм. Волокно обжигали при 1400 ° C в атмосфере аргона. Температура разложения активированного угля 420 ° C., таким образом, он был полностью разрушен при спекании пористого волокна.
& lsqb; 0050 & rsqb; Волокно охарактеризовано методом ртутной порометрии. Проникновение ртути показало только один пик с центром на 1,2 мкм, что указывает на монодисперсное распределение пор. Ширина пика на полувысоте кривой составляла 0,1 мкм, эта ширина соответствовала стандартному отклонению распределения пор, которое в данном случае, выраженное в процентах, составляло 8%.
& lsqb; 0051 & rsqb; Далее его пористый объем составлял 55%.Волокно имело плотность 3,76. Абсолютная плотность оксида титана составила 3,8. Закрытая пористость, недоступная для фильтрации, составляла максимум 1%.
& lsqb; 0052 & rsqb; Измерение точки пузырька дало давление 800 мбар, эквивалентное диаметру пор 1,2 мкм, что соответствует диаметру пор, определенному ртутной порометрией. Следовательно, волокно не имело дефектов.
ПРИМЕР 4& lsqb; 0053 & rsqb; Керамическую пасту получали смешиванием порошка оксида циркония среднего размера 0.25 мкм, микрокристаллическая целлюлоза в качестве органического связующего, вода в качестве растворителя и порообразующий агент, состоящий из активной пыли ореховой скорлупы среднего размера 10 мкм. Отношение d90 / d50 используемого циркония составляло 1,2. Эта паста имела следующий состав (в процентах по массе): 4 оксид циркония 85 микрокристаллическая целлюлоза 2 вода 8 пыль ореховой скорлупы 5.
& lsqb; 0054 & rsqb; Полученная таким образом паста имела экструдируемость 30. Эту пасту использовали для формирования внешнего диаметра 1 мм и 0 мм.Пористое волокно с внутренним диаметром 3 мм. Волокно обжигали при 1700 ° C в нормальной атмосфере. Температура разложения пыли составляла 350 ° C, таким образом, она полностью разрушалась во время спекания пористого волокна.
& lsqb; 0055 & rsqb; Волокно охарактеризовано методом ртутной порометрии. Проникновение ртути показало только один пик с центром на 0,05 мкм, что указывает на монодисперсное распределение пор. Ширина пика на полувысоте кривой составляла 0,01 мкм, эта ширина соответствовала стандартному отклонению распределения пор, которое в данном случае, выраженное в процентах, составляло 20%.
& lsqb; 0056 & rsqb; Далее его пористый объем составлял 28%. Волокно имело плотность 5,56. Абсолютная плотность диоксида циркония составила 5,6. Закрытая пористость, недоступная для фильтрации, составляла максимум 0,4%.
& lsqb; 0057 & rsqb; Измерение точки пузырька дало давление 19200 мбар, эквивалентное диаметру пор 0,05 мкм, что соответствует диаметру пор, определенному с помощью ртутной порометрии. Следовательно, волокно не имело дефектов.
ПРИМЕР 5& lsqb; 0058 & rsqb; Керамическую пасту получали путем смешивания порошка оксида ванадия со средним размером 2 мкм, полиакриловой кислоты (ПАК) в качестве органического связующего, воды в качестве растворителя, полиэтиленгликоля в качестве агента экструзии и порообразующего агента, состоящего из эмульсия жиров в воде, средний размер жировых шариков 26 мкм.Отношение d90 / d50 используемого порошка оксида ванадия составляло 1,8. Эта паста имела следующий состав (в процентах по массе): 5 оксид ванадия 62 ПАК 8 вода 10 эмульсия 19 полиэтиленгликоль 1.
& lsqb; 0059 & rsqb; Полученная таким образом паста имела экструдируемость 13. Эту пасту использовали для формирования пористого блока со стороной 12 см. Блок обжигали при 1600 ° C в нормальной атмосфере. Температура разложения выбранной эмульсии составляла 160 ° C, таким образом, она полностью разрушалась во время спекания пористого волокна.
& lsqb; 0060 & rsqb; Волокно охарактеризовано методом ртутной порометрии. Проникновение ртути показало только один пик с центром на 2 мкм, что указывает на монодисперсное распределение пор. Ширина пика на полувысоте на кривой составляла 0,2 мкм, эта ширина соответствовала стандартному отклонению распределения пор, которое в данном случае было выражено в процентах, равным 10%. Объемное распределение диаметра пор показано на фиг. 2.
& lsqb; 0061 & rsqb; Далее его пористый объем составлял 47%.Блок имел плотность 4,86. Абсолютная плотность оксида ванадия составила 4,87. Закрытая пористость, недоступная для фильтрации, была равна нулю.
& lsqb; 0062 & rsqb; Измерение точки пузырька дало давление 480 мбар, эквивалентное диаметру пор 2 мкм, что соответствует диаметру пор, определенному ртутной порометрией. Следовательно, блок не имел дефектов.
ПРИМЕР 6& lsqb; 0063 & rsqb; Керамическую пасту получали смешиванием порошка нитрида кремния средней крупности 0 мкм.6 мкм, этилцеллюлоза в качестве органического связующего, этанол в качестве растворителя, порообразующий агент, состоящий из частиц полиэтилена низкой плотности (LDPE), средний размер которых составлял 5 мкм. Отношение d90 / d50 используемого порошка нитрида кремния составляло 1,5. Эта паста имела следующий состав (в процентах по массе): 6 нитрид кремния 80 этилцеллюлоза 3 этанол 10 ПЭНП 7.
& lsqb; 0064 & rsqb; Полученная таким образом паста имела экструдируемость 12. Эту пасту использовали для формирования внешнего диаметра 1 мм и 0 мм.Пористое волокно с внутренним диаметром 5 мм. Волокно обжигали при 1750 ° C в атмосфере аргона. Температура разложения активированного угля составляла 210 ° C, таким образом, он был полностью разрушен во время спекания пористого волокна.
& lsqb; 0065 & rsqb; Волокно охарактеризовано методом ртутной порометрии. Проникновение ртути показало только один пик с центром на 0,5 мкм, что указывает на монодисперсное распределение пор. Ширина пика на полувысоте кривой составляла 0,12 мкм, эта ширина соответствовала стандартному отклонению распределения пор, которое в данном случае было выражено в процентах, равным 24%.
& lsqb; 0066 & rsqb; Далее его пористый объем составлял 35%. Волокно имело плотность 3,15%. Абсолютная плотность нитрида кремния составила 3,18. Закрытая пористость, недоступная для фильтрации, составляла не более 0,9%.
& lsqb; 0067 & rsqb; Измерение точки пузырька дало давление 1920 мбар, эквивалентное диаметру пор 0,5 мкм, что соответствует диаметру пор, определенному ртутной порометрией. Следовательно, волокно не имело дефектов.
ПРИМЕР 7& lsqb; 0068 & rsqb; Керамическую пасту получали путем смешивания оксида алюминия со средним размером 0.9 мкм, порошок оксида титана со средним размером 1,3 мкм, микрокристаллическая целлюлоза в качестве органического связующего, вода в качестве растворителя и порообразователь, состоящий из частиц сополимера этиленвинилацетата, средний размер размер частиц составляет 12 мкм. Отношение d90 / d50 смеси используемых оксидных сил составляло 1,8. Эта паста имела следующий состав (в процентах по массе): 7 оксид алюминия 50 оксид титана 20 микрокристаллическая целлюлоза 10 вода 8 сополимер этилена и винилацетата 12
& lsqb; 0069 & rsqb; Полученная таким образом паста имела экструдируемость 9.Эта паста использовалась для формирования пористого блока со стороной 5 см. Блок обжигали при 1500 ° C в нормальной атмосфере. Температура разложения выбранной эмульсии составляла 150 ° C, таким образом, она была полностью разрушена во время обжига пористого блока.
& lsqb; 0070 & rsqb; Блок охарактеризован методом ртутной порометрии. Проникновение ртути показало только один пик с центром на 0,9 мкм, что указывает на монодисперсное распределение пор. Ширина пика кривой на полувысоте равна 0.1 мкм, эта ширина соответствует стандартному отклонению распределения пор, которое в данном случае было выражено в процентах 11%.
& lsqb; 0071 & rsqb; Далее его пористый объем составлял 59%. Блок имел плотность 3,85%. Абсолютная плотность смеси оксид алюминия-оксид титана составляла 3,87. Закрытая пористость, недоступная для фильтрации, составляла максимум 0,5%.
& lsqb; 0072 & rsqb; Измерение точки пузырька дало давление 1065 мбар, что эквивалентно диаметру пор 0.9 мкм, что соответствует диаметру пор, определенному ртутной порометрией. Следовательно, блок не имел дефектов.
ПРИМЕР 8& lsqb; 0073 & rsqb; Керамическую пасту получали путем смешивания оксида алюминия со средним размером 1,8 мкм, гидроксиэтилцеллюлозы (ГЭЦ) в качестве органического связующего, воды в качестве растворителя и порообразователя, образованного пылью ореховой скорлупы, средний размер этих частиц составляет 20 мкм. Отношение d90 / d50 используемого порошка оксида алюминия составляло 2.Состав этой пасты (в процентах по массе) был следующим: 8 глинозема 63 HEC 5 вода 11 пыль ореховой скорлупы 19.
& lsqb; 0074 & rsqb; Полученная таким образом паста имела экструдируемость 14. Эту пасту использовали для формирования пористой пластины длиной 15 см со стороной 5 см. Пластину обжигали при 1500 ° C в нормальной атмосфере. Температура разложения пыли составляла 450 ° C, таким образом, она полностью разрушалась во время обжига пористой пластины.
& lsqb; 0075 & rsqb; Пластина была охарактеризована методом ртутной порометрии.Проникновение ртути показало только один пик с центром на 1,5 мкм, что указывает на монодисперсное распределение пор. Ширина пика на полувысоте кривой составляла 0,3 мкм, эта ширина соответствовала стандартному отклонению распределения пор, которое в данном случае, выраженное в процентах, составляло 20%.
& lsqb; 0076 & rsqb; Далее его пористый объем составлял 52%. Пластина имела плотность 3,92%. Абсолютная плотность оксида алюминия составляла 3,94. Закрытая пористость, недоступная для фильтрации, составляла максимум 0.5%.
& lsqb; 0077 & rsqb; Измерение точки пузырька дало давление 640 мбар, эквивалентное диаметру пор 1,5 мкм, что соответствует диаметру пор, определенному ртутной порометрией. Следовательно, пластина не имела дефектов.
& lsqb; 0078 & rsqb; Изобретение не ограничивается описанными вариантами осуществления, но может подвергаться многочисленным вариациям, легко доступным специалистам в данной области техники.
V&A · A Z Of Ceramics
Какими бы своеобразными ни были некоторые изделия, язык керамики обширен и основан на глобальном словаре.Просмотрите наши разделы от А до Я, чтобы узнать о некоторых терминах, которые вы можете обнаружить в наших невероятных галереях.
Чайник, неизвестен, около 1748-1758 гг., Англия. Музей № C.207-1937. © Музей Виктории и Альберта, ЛондонКерамические предметы часто идентифицируют по маркировке. Такие знаки, как якорь Челси или скрещенные мечи Мейсена, хорошо известны (и часто были пиратскими), в то время как значение других неизвестно.
Одним из таких загадочных знаков является заглавная буква А, найденная на редкой группе британского фарфора XVIII века.Когда-то считавшаяся итальянской, группа предварительно была связана с небольшими фабриками или экспериментальными заводами в Бирмингеме, Кентиш-Тауне в Лондоне и Горджи недалеко от Эдинбурга. Самая последняя теория гласит, что они были сделаны из глины, импортированной из Вирджинии двумя партнерами фарфоровой фабрики Bow. В таком случае буква «А» может относиться к Джорджу Арнольду, спящему партнеру фирмы.
«Счастливые родители» (группа фигур), Мишель Виктор Асье, конец 18 века, Германия. Музей № С.291-1916. © Музей Виктории и Альберта, Лондон«Бисквит» происходит от французского «bis-cuite», что означает «дважды испеченный», хотя этот термин чаще всего используется для неглазурованных изделий, прошедших только один обжиг. Это связано с тем, что первая «выпечка», подразумеваемая при его первоначальном использовании, заключалась в плавлении сырья, а не для обжига формованной посуды.
Бисквитная керамика пористая, если она не изготовлена из материалов, остекловывающихся при высоких температурах в печи. Чтобы сделать их непроницаемыми для жидкостей, им требуется глазурь и второй обжиг («глянец»).Но иногда фарфоровые фигурки и поделки оставляют в неглазурованном бисквитном состоянии из эстетических соображений.
Эти фарфоровые фигурки были намного дороже, чем глазурованные и эмалированные версии, так как не было покрытия, скрывающего недостатки. Несмотря на то, что бисквитный фарфор белого цвета, пористый и его трудно чистить, он был модным украшением обеденных столов во Франции и Великобритании 18 века.
Табличка неизвестна, ок. 1580-1610 гг., Китай. Музей № C.588-1922.© Музей Виктории и Альберта, ЛондонСлово «фарфор» использовалось в Великобритании 17 века для обозначения фарфора, импортированного из Китая. В то время европейцы не могли производить фарфор, который был дорогим и высоко ценимым материалом.
По мере того как страсть к коллекционированию фарфора усиливалась, все больше усилий было направлено на раскрытие секретов его изготовления. Первые подходящие заменители, которые стали производить в Англии, появились в 1740-х годах, и их также называли «фарфоровыми изделиями», чтобы отличать их от обычной глиняной посуды.
Сегодня для многих людей «фарфор» — это универсальный термин для обозначения керамических чайных принадлежностей, но в промышленных кругах это означает костяной фарфор, форму фарфора, в состав которой входит костная зола.
Пепел из костей животных впервые был добавлен в фарфор на фабрике Bow в 1740-х годах, но его использование в смеси с твердой пастой было одобрено Джозией Спод в 1790-х годах, когда импорт китайского фарфора перестал быть значительным.
Цветочная пирамида (деталь), неизвестно, около 1695 г., Делфт, Нидерланды.Музей № C.615 по F-1925. © Музей Виктории и Альберта, ЛондонУ большинства людей «фаянсовая посуда» вызывает в воображении образы бело-голубой керамики, изготовленной в голландском городе Делфт. Фактически, этот термин описывает всю «глазурованную оловянную посуду», изготовленную в Нидерландах и на Британских островах. Глиняная посуда с оловянной глазурью, обычно имеющая белую глазурь и окрашенный декор, производится во многих странах и имеет много разных названий.
Итальянская оловянная керамика известна как майолика.Это был популярный продукт, который широко продавался. К XIV веку каждый год в Ла-Манше появлялись венецианские корабли, перевозившие грузы майолики в Англию, Францию и Нидерланды. Эти корабли были известны как фландрийские галеры, и, несомненно, именно от этого названия происходит «камбуз» — оригинальное английское название глазурованной глиняной посуды.
Хотя производство глазурованной глиняной посуды началось в Нидерландах и Англии в 16 веке, на самом деле в Делфте она не производилась до 1600 года.К концу 17 века Делфт стал самым известным центром производства. Вариации названия «фаянсовая посуда» с тех пор стали обычным явлением в Великобритании как для английской, так и для голландской керамики этого типа. Товары, которые, как известно, производились в самом городе, теперь называются просто «Делфт».
Плитка, Уильям Годвин, 1863-1870, Англия. Музей № C.206-1986. © Музей Виктории и Альберта, ЛондонТермин энкаустика, буквально означающий «выжженный», относится к нескольким совершенно различным художественным процессам.В керамике он обычно описывает предметы, часто изразцы, с декором, инкрустированным на их поверхность с использованием глины контрастного цвета. Веджвуд, однако, также использовал этот термин для описания ваз в греческом стиле с украшениями, нанесенными на их поверхность с помощью цветной глиняной пластинки.
Средневековая инкрустированная плитка декорировалась штамповкой по глине резным деревянным бруском. Затем углубления заполняли белой трубочной глиной. В 19 веке эту плитку называли энкаустикой. Сегодня этот термин обычно относится к викторианской мозаичной плитке.Они были изготовлены аналогичным образом, но вместо того, чтобы штамповать узор на плитке, глину прессовали в форму с рельефным узором внизу. После того, как плитку вынули из формы, углубления можно было заполнить контрастной глиной. Некоторые производители также использовали механизированные процессы с использованием порошкообразной глины для формирования корпуса плитки и мозаичного рисунка.
«Дик Терпин» (рисунок), неизвестен, около 1840-45 гг., Англия. Музей № C.433-1928. Дар г-на Дж. Д. Кеннеди через Национальный фонд коллекций произведений искусства.© Виктория и АльбертЭто слово используется для обозначения дешевых фаянсовых украшений, смоделированных только спереди и достаточно тонких, чтобы поместиться на самой узкой полке. Гончары Стаффордшира использовали слово «изображения» для обозначения этой керамики.
В мрачную и неспокойную середину 19-го века рабочее население Британии было настолько голодным по народным героям, что даже мелкий (но особенно злобный) разбойник 18-го века, такой как Дик Терпин, мог подняться в общественном воображении до романтического статуса. Робин Гуда.Его фигура часто сочеталась с фигурой Тома Кинга, другого разбойника, которого Терпин застрелил по ошибке. Возможно, сомнительно, что Кинг хотел бы быть увековеченным вместе со своим убийцей!
Еще одним популярным героем, о котором сегодня забыли, был Том Сэйерс, боксер-призер Пимлико, чей бой голым кулаком с жителем Нью-Йорка Джоном Хинаном в Фарнборо в 1860 году привлек толпу из более чем 12 000 человек. В четвертом из 37 раундов Сэйерс вывихнул руку, в то время как американец практически ослеп к тому времени, когда по прошествии двух часов и шести минут поединок был объявлен ничьей.
Огромное количество этих воображаемых портретов украшали каминные полки скромных коттеджей. Кажется, что теперь они обладают детским шармом, возможно, потому, что на самом деле они были сделаны детьми, которые производили до 400 маленьких фигурок в день всего за два шиллинга (10 пенсов) в неделю.
Блюдо неизвестно, около 1689-1705 гг., Англия. Музей № 3871-1901. © Музей Виктории и Альберта, Лондон«Grand feu», что просто означает «высокотемпературный обжиг», — это термин, особенно применяемый к глазурованной глиняной посуде (или «фаянсу»), произведенной во Франции.Его использовали в отличие от альтернативного метода украшения, известного как «petit feu».
В оформлении «Grand feu» использовался ограниченный диапазон цветов, которые можно было нанести на необработанную глазурь и обжечь вместе. Часто смело окрашенный, результат может быть как очень декоративным, так и очень экономичным. Украшение «Petit feu» требовало дорогостоящего дополнительного обжига эмали, что могло быть оправдано только тогда, когда фаянс пытался конкурировать с фарфором. Когда к концу 18 века во Франции стали доступны прочный фарфор и импортированная английская глиняная посуда с печатным рисунком, фаянс пришел в упадок, пока не стали производить только репродукции и сувениры.
Французские художники-гончары конца 19 века также использовали этот термин для описания керамических изделий или фарфора с блестящей, но непредсказуемой глазурью красного цвета flambé, основанной на восточных прототипах. Эти первопроходцы были первыми настоящими студийными гончарами.
«Франция как война» (рисунок), фарфоровый завод Венсен, около 1750–1752, Франция. Музей № C.199–1984. © Музей Виктории и Альберта, ЛондонТвердая паста или «настоящий» фарфор называется так потому, что его сырье и температура обжига (от 1200 ° C до 1450 ° C) приводят к очень твердому, прочному телу, выдерживающему кипячение воды.Его другие желательные качества — это белизна, полупрозрачность, резонансность и непористость. Его формованные детали зачастую более четкие, чем у других изделий.
Рецепт и техника обжига были изобретены в 6 веке в Китае, где было много каолина (китайская глина) и петунце (плавкий полевой шпат), двух его ингредиентов. Китай держал рецепт и метод производства в строжайшем секрете, в то время как Европа изо всех сил пыталась обнаружить ингредиенты. В 1709 году, после долгих лет исследований, физик Э.В. фон Чирнхаус и алхимик Й.Ф. Бёттгер производили фарфор с твердой пастой, что привело к основанию саксонской королевской фабрики в Мейсене в следующем году. Беттгер фактически держался в плену у курфюрста Саксонии Августа Сильного, пока он не обнаружил великую тайну или «аркан». Как и китайцы, фабрика в Мейсене надеялась сохранить секрет при себе, но промышленный шпионаж со стороны конкурирующих «арканистов» привел к распространению этого «секретного знания».
Блюдо, неизвестно, ок. 1560-1565 гг., Турция.Музей № C.1983-1910. © Музей Виктории и Альберта, ЛондонНебольшой сельский городок Изник живописно расположен на берегу озера в Западной Анатолии. Здесь в начале 16 века изготавливали «Императорскую посуду» для стамбульского двора Османского султана — самого богатого и могущественного монарха Европы. Европейские коллекционеры в середине 19 века думали, что такая прекрасная керамика могла быть изготовлена только в Персии (или Иране, как сегодня). Они считали персов единственной истинно «артистической» расой исламского мира, а «бесхитростных» арабов и турок — варварскими кочевниками.
По мере того, как стало поступать больше информации, было высказано предположение, что эти изделия были изготовлены в Дамаске или на острове Родос, где гораздо позже была обнаружена посуда Изник. Запутанные истории объясняли присутствие персидских гончаров в этих далеких землях, и утверждалось, что «родосские» изделия изготавливали потерпевшие кораблекрушение персидские моряки. Только в 1920-х годах ученые признали, что изделия Изника были османскими, и наконец дали должное признание турецким гончарам за одни из самых красивых и ярких дизайнов в мире.
Иллюстрация с изображением джиггера, Альфред Б. Сирл, 1929-30, Англия. Из Энциклопедии керамической промышленности. Музей № 5.B.40A. © Виктория и АльбертJ для джиггеров и джоллей
Машины, называемые джиггерами и джиггерами, используются для изготовления посуды на керамических фабриках. Происхождение этих странных имен неясно, хотя слово «джиггер» на самом деле используется для описания самых разных механических устройств, используемых во многих различных профессиях, включая бильярд, гольф и печать.
К 1880-м годам машины регулярно использовались в гончарных мастерских. Их прибытие не приветствовалось рабочей силой. Мужчины, в частности, были против их введения, но обнаружили, что, если они отказывались работать с ними, вместо них работали женщины. Эти два устройства похожи, оба состоят из профиля, который используется вместе с гипсовой формой, установленной на вращающейся головке. Это можно увидеть на схеме слева.
Сахарный ящик, фарфоровый завод Челси, около 1752-55 гг., Англия.Музей № С.3 и А-1966. © Музей Виктории и Альберта, ЛондонКакиемон — это класс японского фарфора с тонкой керамикой, окрашенный в особую палитру и репертуар рисунков, созданных в конце 17 века и связанных с семьей гончаров Какиемон. Кроме того, он также применяется к копиям этих узоров, сделанных в Европе 18-го века, особенно в Мейсене, Шантильи, Челси и Боу.
Когда-то считалось, что британские версии были созданы после прототипов Meissen, но теперь кажется, что многие из них были скопированы с японских оригиналов.Торговля японским фарфором была на пике в первые два десятилетия 18-го века, и многие инвентарные списки содержат ссылки на «старую Японию», то есть на эти фарфоры.
Эвер, неизвестен, ок. 1175-1200, Иран. Музей № C.1954-1910. © Музей Виктории и Альберта, ЛондонБлеск — это очень сложная декоративная техника, при которой пигмент, содержащий оксиды меди и серебра, наносится на обожженный глазурованный горшок. Затем горшок подвергают низкотемпературному обжигу с ограничением подачи воздуха.При этом образуется окись углерода, которая жадно извлекает кислород из всех доступных источников, образуя более стабильный углекислый газ. В этой восстановительной атмосфере пигменты очищаются от кислорода и превращаются в микроскопически тонкий слой металла, прикрепленный к поверхности глазури. Таким образом, блеск сияет металлическими отблесками и перламутровыми отблесками.
Впервые люстры были замечены на стекле в Египте в 8 веке, производство блеска было перенесено в Ирак, обратно в Египет, а затем, в XII веке, в Сирию и Иран.Вскоре после этого он прибыл в Испанию, где производство продолжалось до 20 века.
Истинный уменьшенный блеск не следует путать с менее требовательной и более единообразной промышленной техникой, изобретенной в начале 19 века. В конце 19 века истинный уменьшенный блеск снова стал страстью коллекционеров и некоторых гончаров.
Тарелка, Маэстро Якопо, Италия, 1510 год. 1717-1855 гг. © Музей Виктории и Альберта, ЛондонТермин «майолика» использовался в Италии 15 века для люстрации, импортированной из Испании.Обычно говорят, что название происходит от Майорки, острова, который играл важную роль в этой торговле. В последнее время утверждается, что название происходит от «obra de Mallequa», термина, обозначающего блестящую посуду, изготовленную в Валенсии под влиянием мавританских мастеров из Малаги. Это название вскоре было принято для итальянской глянцевой керамики, копирующей испанские образцы, а в 16 веке его значение изменилось и теперь включает всю глиняную посуду с оловянной глазурью.
В конце 18-19 веков майолика итальянского Возрождения становилась все более популярной среди коллекционеров и музеев Великобритании.Сначала это было романтически названо изделиями Raffaelle или Urbino, но вскоре и англизированным термином «майолика».
В середине 19 века термин «майоликовая посуда» также использовался фабрикой Minton для обозначения своей недавно представленной расписной глиняной посуды с оловянной глазурью. Но на Великой выставке 1851 года Минтон представил красочную фаянсовую посуду, глазурованную свинцом, в неоренессансных или натуралистических формах, получившую название «палиссийские изделия». Постепенно от названия «Палисси» отказались, и к 1880-м годам название «майолика» стало широко использоваться для описания этой популярной красочной посуды.
В начале 1870-х годов кураторы Южного Кенсингтонского музея вернулись к оригинальной итальянской «майолике» с буквой «i» для обозначения всей итальянской глиняной посуды с оловянной глазурью, несомненно, чтобы подчеркнуть итальянское произношение и избежать путаницы с современной майоликой.
«Мистер Никто» (рисунок), неизвестен, конец 17 века, Китай. Музей № C.7-1951. © Музей Виктории и Альберта, ЛондонКерамические фигурки «Никто» сочетают в себе удивительно древнюю шутку с уникальной английской игрой слов.Шутка касается отрицания вины: «Кто это сделал?» ‘Никто!’ Его всегда считают невиновным, но его всегда обвиняют в поступках других. Одиссей Гомера избежал Полифема, назвав свое имя «Ничейный». Средневековый монах создал ложного святого (Святого Немо), найдя все упоминания о немо в Библии, например. «Nemo deum vidit» (Бога никто не видел).
В Германии XVI века «Ниманд» был обвинен плохими слугами в поломках дома. Моралисты взяли верх, утверждая, что люди несут ответственность за состояние церкви и общества, а протестантские реформаторы перенесли это понятие в Англию.
Каламбур «Нет … тело» невозможен на других европейских языках, поэтому только керамика, предназначенная для британского рынка, изображает человека, чьи ноги соединяются прямо на голове. Он происходит от фронтисписа гравюры на дереве 1606 года к пьесе «Никто и кто-то», о которой Шекспир упоминает в «Буре».
Боул, Люси Ри, около 1979 года, Англия. Музей № C.44-1982. © Музей Виктории и Альберта, Лондон Бутылка, Джеймс Уолфорд, 1996, Англия. Музей № C.119–1996. © Музей Виктории и Альберта, ЛондонПомимо превращения глины в твердый керамический материал, первый обжиг горшка меняет его внешний вид, резко меняя цвета и текстуры.Задача гончара — контролировать условия обжига для достижения желаемых результатов. Двумя наиболее важными аспектами обжига являются температура и количество кислорода в атмосфере печи.
Изменение количества кислорода в печи может привести к поразительным эффектам. Те же самые пигменты глазури могут полностью изменяться в зависимости от того, богата ли атмосфера печи кислородом (благоприятствуя реакциям «окисления») или испытывая недостаток кислорода (благоприятствуя химическому «восстановлению»). При изготовлении горшков, показанных ниже, в глазури добавляли такую же форму оксида меди.Но в критический момент во время обжига красной вазы в печи не хватало кислорода, в результате чего получился богатый и восхитительный эффект.
Блюдо, Жозеф Ландэ, около 1855 г., Франция. Музей № 2815-1856. © Музей Виктории и Альберта, ЛондонБернар Палисси (родился около 1509/10, умер около 1585) был колоритным и романтичным персонажем. Несмотря на покровительство католической знати, он был воинствующим гугенотом (протестантом), который в конце концов погиб в Бастилии. В 19 веке его почитали как протестантского мученика, так и мастера-гончара.В 1850-х годах при раскопках Лувра были обнаружены части легендарного деревенского грота Палисси, построенного для Екатерины Медичи.
Используя революционные цвета и формы, отлитые из настоящих животных и растений, Палисси изобрела совершенно новый тип посуды. Он был великим публицистом и написал драматические рассказы о своей борьбе за разработку глины и глазури — навязчивой идеи, которая обрекла его семью на бедность.
Его работы часто копировали, начиная с 17-го до 19-го века.Это очень затрудняет идентификацию подлинных изделий Palissy. Немаркированную керамику типа Палисси, изготовленную неизвестными мастерскими в 17-18 веках, иногда называют «школой или последователем Палиссии». В XIX веке французские гончары, такие как Шарль-Жан Ависсо (1796-1861) и Жозеф Ландэ (1800-83), изготавливали и подписывали аналогичные изделия.
Ваза, фабрика Джозайи Веджвуда, около 1765 года, Англия. Музей № 3119–1853. © Музей Виктории и Альберта, ЛондонГлиняная посуда кремового цвета, состоящая из сочетания белесой глины и обожженного кремня, производилась в Стаффордшире с 1740-х годов.Джозайя Веджвуд, чьи выдающиеся навыки керамического технолога почти совпадали с его талантами продавца и предпринимателя, в течение 1760-х годов внес в материал различные улучшения.
После своего назначения Поттером королеве Шарлотте в 1766 году он назвал свою улучшенную посуду «Королевская посуда». Это во многом обеспечило модный статус его гончарных изделий. Но поскольку этот термин быстро стал общим названием кремовой посуды, он также широко использовался для продвижения продуктов его конкурентов.Наряду с трансферной печатью и формулой костяного фарфора кремовая посуда была одним из главных технических достижений в керамике, на которые британцы могут претендовать.
«Нептун верхом на дельфине» (фигура), фарфоровая фабрика Bow, около 1760 года, Англия. Музей № C.42-1944. © Музей Виктории и Альберта, Лондон«Мастера», работавшие в британской керамической промышленности XVIII века, не чинили и не клепали сломанную керамику, как следует из их названия. Скорее, они были умелыми мастерами, ответственными за сборку фигур и определенных изделий из составных частей, сформированных в гипсовых формах.Они также очистили линии швов формы, надрезали или заострили такие детали, как черты лица и аксессуары для одежды, и добавили небольшие детали ручной лепки или отдельно отлитые.
Ремонтники были ответственны за многие вариации, обнаруженные в скульптурных изделиях из фарфора, как здесь. Моделирование и проектирование, по-видимому, частично совпадали с областями деятельности керамической промышленности XVIII века; но в сборках этого типа, которые могут объединять метаные формы, стандартные формованные компоненты, изделия, выполненные вручную, и детали, смоделированные вручную, различия между моделированием, ремонтом и проектированием полностью стираются.
Кувшин, Майкл Кардью, около 1938 года, Англия. Музей № 318-1938. © Музей Виктории и Альберта, Лондон«Слип» — это глина, суспендированная в воде с образованием жидкости кремообразной консистенции. Многие «промышленные» и современные керамические изделия целиком формируются из шликера, залитого в гипсовые формы.
Однако примерно с 1900 года термин «посуда» применялся специально к декорированной посуде. Это горшки с покрытием из шликера, декоративным покрытием из шликера или их комбинацией.Глина, используемая для скольжения, обычно контрастирует по цвету или цвету с керамическим корпусом. Декорирование накладок включает в себя множество техник, таких как роспись, шлейф, «ювелирное украшение» или инкрустацию в рельефный рисунок.
Нанося один, а иногда и два слоя глины, гончар может украсить горшок различными способами. Разрез (также известный как «сграффито») включает разрезание накладок, чтобы обнажить тело под ними. Расчесывание или растушевка означает протягивание зубчатым инструментом через мокрые покрытия.Мраморность создается путем перемешивания еще влажных скользящих слоев на объекте.
Plate, Spode Ceramic Works, 1818, Стаффордшир, Англия. Музей № C.231-1934. © Музей Виктории и Альберта, ЛондонT для трансфертной печати
Трансферная печать — это способ воспроизведения двухмерного рисунка на керамике. В лучшем случае это приводит к высококачественному оформлению при низкой стоимости единицы. Дизайн печатается на листе папиросной бумаги или тонком пластичном слое желатина (животный клей), а затем переносится на поверхность посуды.
Техника использовалась в Бирмингеме в 1751 году, хотя, похоже, она применялась на фабрике Дочча недалеко от Флоренции в предыдущее десятилетие. Трансферты 18-го века делались как из бумаги, так и из пластичных листов клея для животных (или желатина), но только бумажные переводы можно было использовать для печати «синих и белых изделий». В 19 веке переводы из желатина были вытеснены папиросной бумагой. Этот тип работы лучше всего иллюстрируется знакомым Узором Ивы.
Чайник, Томас Уилдон, около 1760 года, Стаффордшир, Англия.Музей № C.47-1938. © Музей Виктории и Альберта, ЛондонПодглазурная — противоположность надглазурной. Он относится к керамическому декору, который лежит под глазурью, образующей защитный слой. Эта техника стала возможной в Европе только после того, как обжиг печенья был введен для изысканной глиняной посуды и фарфора (см. B для печенья). Лишь несколько пигментов выдерживают жар обжига глазури.
Самым жестким и надежным подглазурным цветом оказался синий кобальт, которым пользовались китайские гончары с 14 века.В Англии голубая живопись на фарфоре вскоре была в значительной степени заменена трансферной печатью. Это была менее квалифицированная работа и требовала меньше труда, поэтому в 1770 году она спровоцировала забастовку среди обеспокоенных фабричных декораторов. К счастью, эта техника затем была применена к более дешевой глиняной посуде с таким успехом, что гончарная промышленность быстро расширилась.
Декор на «Посуда из черепахового панциря» также покрывается глазурью, наносимой либо путем нанесения оксидов металлов губкой или кистью непосредственно на основу печенья, либо, возможно, с помощью глиняных шламов, окрашенных оксидными красками.
Подогреватель пищи или «вейлёз», изготовленный на гончарной и фарфоровой фабрике Нидервиллера, около 1775-1785 гг., Франция. Музей № C.258-1951. © Музей Виктории и Альберта, ЛондонЭто необычное устройство получило свое название от французов для ночного бдения. Он использовался для поддержания температуры напитка или порции полужидкой пищи в ночное время, первоначально только у постели младенцев или инвалидов, но примерно с 1800 года для более широкого использования. В те дни, когда еще не было электрических таймеров, это было ближе всего к комбинированному «чайнику» и ночнику.
Он состоит из полого постамента с прорезанными отверстиями, на котором либо закрытая миска для еды, либо небольшой чайник. Источником тепла является масло, сжигаемое с помощью плавающего фитиля, расположенного в крошечной чаше на дне постамента. Вейлеусы изготавливались из глазурованной глиняной посуды, кремовой посуды, керамики, фарфора и костяного фарфора. В основном они были изготовлены между 1750 и примерно 1860 годами.
Мусор из 34 блюд, слитых вместе, около 1640-60 гг., Делфт, Нидерланды. Музей № C.10-2005.© Музей Виктории и Альберта, ЛондонОтходы — это выброшенные остатки керамических предметов, которые были повреждены или деформированы во время обжига. Они предоставляют нам информацию о производственных процессах из первых рук. Довольно часто небольшие опоры, называемые «шпорами», на которых обжигалась кастрюля, привариваются к глазурованной поверхности, и иногда мы обнаруживаем целую стопку посуды, которая рушится и сливается вместе. При раскопках в их первоначальном, производственном контексте, отходы также помогают нам связать определенные товары с конкретными производственными центрами.
Отходы редко перерабатываются в гончарных мастерских. Вместо этого они часто используются как хардкор или балласт. Огромное количество отходов британской керамики использовалось при строительстве улиц в Нью-Дели в 1920-х годах. Не следует путать отходы со слегка деформированными изделиями, которые до сих пор находят свой путь к потребителю как «секунданты», хотя такие изделия часто вводят ученых в заблуждение.
Чаша, Франческо Ксанто Авелли, около 1530 года, Италия. Музей № С.2241-1910.© Музей Виктории и Альберта, ЛондонФранческо Ксанто Авелли из Ровиго — самый известный декоратор гончарного дела эпохи Возрождения, но также и самый загадочный. Литератур, большую часть своей карьеры проработавший в Урбино, Ксанто специализировался на «историато» майолике, стиле, в котором вся поверхность тарелки или горшка была покрыта нарисованной сценой. Он часто черпал фигуры из гравюр, комбинируя их, чтобы сформировать свои собственные композиции.
Между 1530 и 1542 годами Ксанто подписал многие свои работы.В 1530 году он был частью группы художников-майоликов в Урбино, которые требовали от своих покровителей более высокой заработной платы. Владельцы мастерской ответили черным списком художников, которых можно было нанять только за установленную плату и с общего одобрения всех посетителей. Вероятно, этот инцидент побудил Ксанто полностью подписать свои работы. Было много предположений о творчестве Ксанто до 1520 года, и ему были приписаны различные группы майолики «историато» с разными отметками.
Кувшин неизвестен, около 1810-1820 гг., Стаффордшир, Англия.Музей № C.16-1942. © Музей Виктории и Альберта, Лондон«Желтая посуда» или «Посуда с желтой глазурью» — это термины, обычно применяемые к стаффордширской глиняной посуде периода 1800-40 гг., Часто с нанесенным трансферным принтом или украшением «резист» с серебряным блеском поверх ярко-желтой глазури. В последние годы они стали чрезвычайно популярными среди американских коллекционеров, которые вновь ввели эти термины.
Ранее эти же названия использовались для обозначения посуды желтого или кремового цвета, обыкновенной глиняной посуды, частично или полностью покрытой желтоватой глазурью, а также американской керамики из желтой глины.Однако современные производители — особенно Джозайя Веджвуд, который усовершенствовал тип желтой глазури в 1750-х годах — никогда не использовали такие термины.
Высоко ценились первые европейские фарфоры с твердой желтой матовой окраской. В 1720-х годах в Мейсене желтый цвет использовался для изготовления больших фарфоровых ваз, изготовленных для Августа Саксонского. Примечательно, что это был также самый первый основной цвет, который был усовершенствован на фабрике Vincennes / Sèvres в 1751 году. В Англии, за исключением периодического использования в Дерби и Пинкстоне, желаемый цвет успешно применялся только для высокодекоративной глиняной посуды массового производства.
Кофейная чашка и блюдце, около 1800 года, Стаффордшир (вероятно), Англия. Музей № C.581A и B-1935. © Музей Виктории и Альберта, ЛондонFactory X, Y и Z были классифицированы по трем группам английского фарфора конца 18-го века, ранее принадлежавшим фабрике New Hall в Стаффордшире. После подробного сравнительного анализа их горшков и украшений коллекционеры установили, что они были сделаны на других, неопознанных работах, даже несмотря на то, что они зависели от технических новшеств Нью-Холла и частично происходили из узоров и форм Нью-Холла.
Другие неадекватные группы этого типа были обнаружены с тех пор, как первоначальное трио было впервые идентифицировано в печати в 1971 году. Действительно, один авторитетный источник предположил, что коллекционеры и знатоки могли с таким же успехом начать с буквы «А» и работать с алфавитом при попытке классификации этих проблемных товаров. С тех пор Factory X был идентифицирован как творение Tunstall А. и Э. Килинга, но Factory Z по-прежнему остается загадкой.
.