Что такое анодированный алюминиевый уголок
Что такое анодированный алюминиевый уголок. Ещё совсем недавно Г – образный алюминиевый профиль, представлял собой продукт , предназначенный главным образом для вспомогательного или второстепенного строения. Говоря проще , чаще являлся заготовкой из которой в последствии изготавливали различные элементы крепежа и части конструкций. Однако с приходом новых технологий , а самое главное новых видов обработки поверхности алюминия, уголок стал занимать всё более крупные доли в строительных проектах.
В этой статье мы поговорим об анодировании и в частности об анодированном уголке. Многие считают , что нет никакой разницы между алюминиевым уголком и анодированным алюминиевым уголком. Различия есть и очень серьёзные. Во первых стоит обзорно понять , как производится анодирование. Представьте себе резервуар , наполненный электролитом. В эту ёмкость помещают алюминиевый уголок , после чего через поверхность Г- образного профиля пропускают электрический ток.
Прежде всего защитный слой. Помимо того, что он предохраняет поверхность от повреждений, не мало важным фактором является сияющий внешний вид. Если сравнивать анодированный уголок с каким либо другим материалом, то больше всего он имеет сходство с нержавеющим аналогом в зеркальной обработке. При гораздо лучшей светоотражающей поверхности. Поэтому кстати анодированный уголок часто встречается в подводных частях конструкций плавучих средств по всему миру.
Следующий фактор на который нужно обратить внимание это большие изменения в электро проводимости продукта. Если обычный алюминиевый уголок активно проводит электрическое напряжение, то его анодированный аналог практически обесточен, или если хотите утратил эту техническую особенность. К тому же оксидная плёнка настолько проникает в структуру алюминия, что ей не страшны постоянное трение, потускнение поверхности и появление трещин. Всё вышеперечисленное прямо указывает на неоспоримые преимущества анодированного алюминиевого уголка над его алюминиевым аналогом. Если проводить прямые параллели между двумя данными алюминиевыми продуктами , то стоит обратить внимание на все плюсы и минусы .
К тому же оксидная плёнка настолько проникает в структуру алюминия, что ей не страшны постоянное трение, потускнение поверхности и появление трещин. Всё вышеперечисленное прямо указывает на неоспоримые преимущества анодированного алюминиевого уголка над его алюминиевым аналогом. Если проводить прямые параллели между двумя данными алюминиевыми продуктами , то стоит обратить внимание на все плюсы и минусы .
Итак, к плюсам анодированного алюминиевого уголка можно отнести прочность, блестящий внешний вид, долговечность . К минусам, небольшое увеличение веса и более высокую стоимость. Однако все эти минусы нивелируются в процессе применения , так как срок службы анодированного алюминиевого уголка, гораздо больше чем у обычного алюминиевого уголка. Перед вами стоит выбор между анодированным или простым алюминиевым уголком? На наш взгляд это два абсолютно разных продукта.
Что касается стоимости, процесс анодирования увеличивает стоимость алюминия примерно на тридцать процентов. Это существенно, но не критично, учитывая качественные особенности анодированного уголка. К примеру простой алюминиевый уголок со средним сроком службы пять лет, и анодированный срок службы которого зависит не от времени ,а от вашего отношения к изделию. К тому же поверхность анодированного уголка имеет ярко выраженную декоративную направленность. Вы получаете два в одном, по цене гораздо ниже , если суммировать двойную стоимость алюминиевого уголка. Что касается применения , то сразу стоит оговориться, анодированный алюминиевый уголок пригоден к производству абсолютно любой продукции, в частности той, что использует в своём составе алюминиевый уголок.
К примеру простой алюминиевый уголок со средним сроком службы пять лет, и анодированный срок службы которого зависит не от времени ,а от вашего отношения к изделию. К тому же поверхность анодированного уголка имеет ярко выраженную декоративную направленность. Вы получаете два в одном, по цене гораздо ниже , если суммировать двойную стоимость алюминиевого уголка. Что касается применения , то сразу стоит оговориться, анодированный алюминиевый уголок пригоден к производству абсолютно любой продукции, в частности той, что использует в своём составе алюминиевый уголок.
В наши дни анодированный уголок практически вытеснил обычный алюминиевый уголок из элементов высокопрочной фурнитуры. Облицовка витрин , рекламных конструкций всё чаще выполнена с применением именно анодированного уголка. Анодированный уголок признан всеми мировыми лидерами в сфере дизайна и отделки помещений. Кампания КМКСТАЛЬ предлагает приобрести анодированный алюминиевый уголок в Перми. Мы гарантируем высокое качество продукции и сжатые сроки поставки и изготовления.
В чем лучше готовить — в посуде с антипригарным покрытием или из нержавеющей стали
Наличие хотя бы одной сковородки с антипригарным покрытием необходимо на кухне каждого повара — от профессионального шефа до новичка, который только знакомится с кулинарией. Без нее невозможно приготовить оладушки, блины, яйца и рыбу. А что на счет кастрюль с антипригарным покрытием? Действительно ли они нужны на вашей кухне или лучше отдать предпочтение нержавеющей стали? В чем лучше и безопаснее готовить разбираемся прямо сейчас.
Алюминиевая посуда с анодированием и антипригарным покрытием — в чем разница?
Алюминий — популярный материал для изготовления кухонной утвари, поскольку он дешевый и прекрасно проводит тепло. Единственный недостаток — способность вступать в реакцию с кислыми продуктами, что делает алюминиевую посуду не лучшим выбором для приготовления фруктовых компотов и блюд с содержанием томатов, лимона, уксуса или вина. Чтобы решить эту проблему алюминий начали анодировать. На поверхности посуды создается сверхпрочное покрытие, которое не ржавеет, а также не боится царапин и контакта с кислой пищей.
Чтобы решить эту проблему алюминий начали анодировать. На поверхности посуды создается сверхпрочное покрытие, которое не ржавеет, а также не боится царапин и контакта с кислой пищей.
Анодированный алюминий создан в 60-х годах для профессиональных кухонь, где надо готовить быстро, качественно и безопасно для здоровья. Но уже через 10 лет его начал уверенно вытеснять алюминий с антипригарным покрытием. Сегодня высшим классом считается посуда из анодированного алюминия с антипригарным покрытием. С одной стороны — она крепче, а с другой — на анодированном металле дольше держится антипригарная защита. Для сравнения: анодированный алюминий в 3 раза прочнее обычного. Также есть еще один важный нюанс: если антипригарный слой сотрется с анодированного алюминия, пища не будет контактировать с металлом, а потому можно смело продолжать готовить кислые блюда. Если же вы хотите купить алюминиевую посуду с антипригарным покрытием без анодирования, то можете смело воплощать свой план в жизнь.
SATOSHI СТОУН НАБОР 4ПР. СКОВОРОДА, СОТЕЙНИК, КАСТРЮЛЯ D24СМ, КРЫШКА, АНТИПРИГАРНОЕ ПОКРЫТИЕ МРАМОР
Преимущества алюминиевой посуды
Высокая теплопроводность. Алюминий — один из тех металлов, который быстрее всех нагревается, а потому вода в кастрюле закипает за считанные минуты. В этом вопросе нержавеющая сталь не может с ним конкурировать, а потому в такой посуде часто используется многослойное капсульное дно с алюминиевым сердечником, ускоряющим нагрев.
Инертность по отношению к кислотам. Посуда с антипригарным покрытием или из анодированного алюминия не реагирует на кислые ингредиенты, а потому вы можете готовить в ней компоты и блюда с содержанием цитрусов и помидор. Зато чистая алюминиевая посуда не терпит длительного контакта с кислотами, а потому может придавать блюду металлический привкус.
Равномерный нагрев. В алюминиевых кастрюлях не только быстро закипает вода, но и равномерно готовится пища. Тепло равномерно распределяется по всей поверхности, исключая образование горячих точек, из-за которых одна часть блюда подгорает, а вторая все еще остается сырой.
Доступная цена. Купить посуду из алюминия всегда дешевле чем из нержавеющей стали.
Алюминиевая кастрюля нагревается в 16 раз быстрее чем нержавейка. А по теплопроводности материал уступает только меди, но превосходит легендарный чугун, никель и нержавеющую сталь. К тому же он легкий и дешевый, а потому не удивительно что 60% хозяек в нашей стране выбирают именно эту кухонную утварь.
К тому же он легкий и дешевый, а потому не удивительно что 60% хозяек в нашей стране выбирают именно эту кухонную утварь.
Что такое посуда с антипригарным покрытием, ее преимущества
Кастрюли с антипригарным покрытием делают и алюминия и покрывают защитным каменным покрытием (как правило, это мраморная крошка), предотвращающим прилипание пищи. В такой посуде удобно готовить с минимальным количеством масла. Современные антипригарные поверхности не содержат таких вредных компонентов как ПФОК, а потому можете быть полностью уверены в безопасности изделий.
Если вы решили купить посуду с антипригарным покрытием, придерживайтесь правила «трех»:
- Никогда не ставьте пустую кастрюлю/сотейник на конфорку
- Готовьте на слабом или среднем огне
- Выбросьте изделие, если покрытие потрескалось или началось отслаиваться.
Зачем кастрюлям антипригарное покрытие? Из-за высокой пористости алюминия и чугуна (в список не входит гладкая нержавейка без пор) пища легко прилипает ко дну и стенкам, подгорает, а потому трудно удаляется. Антипригарный слой легко решает все эти проблемы.
Антипригарный слой легко решает все эти проблемы.
Зачем нужны кастрюли с антипригарным покрытием? Если вы постоянно готовите супы и борщи, то конечно можете обойтись стальной или эмалированно посудой. Но если обожаете все виды макаронных изделий и часто варите каши, включая молочную, вашей главной помощницей на кухне станет антипригарная посуда. В них отлично тушатся разные виды овощей и мяса. Антипригарный слой превращает кастрюлю для варки в кастрюлю для жарки. Также он выполняет еще одну функцию — выступает в качестве защитного барьера между чистым алюминием и пищевыми продуктами. А потому в такой антипригарной посуде можно смело готовить щи из кислой капусты, щавелевый борщ и рассольники. Самые долговечные изделия выполнены из литого алюминия с нанесением антипригарного слоя методом напыления.
Преимущества посуды из нержавеющей стали
Нержавеющая сталь содержит хром, который при реакции с воздухом образует на внешней стороне металла твердый окисленный слой. Благодаря этой важной особенности материал не ржавеет, не вступает в реакции с кислотами и щелочами, не царапается. Вот ее основные плюсы:
Благодаря этой важной особенности материал не ржавеет, не вступает в реакции с кислотами и щелочами, не царапается. Вот ее основные плюсы:
Можно ставить в духовку. Кастрюли из нержавейки можно использовать в духовом шкафу при температуре до 260°.
Долговечность. Стальная посуда не боится мойки в посудомоечной машине и использования металлических кухонных аксессуаров. Не царапается, не отслаивается, не трескается.
Инертный материал. Нержавеющая сталь идеально подходит не только для приготовления, но и хранения компотов, супов и борщей. В такой посуде пища никогда не приобретет металлический привкус.
Легкость. Кастрюли из нержавеющей стали подходят людям со слабыми руками, которые не могут поднимать тяжелую кухонную утварь. Удобны при переноске, транспортировке, хранении.
В чем лучше готовить — в посуде из нержавеющей стали или алюминия с антипригарным покрытием?
Тепловые свойства: Алюминиевая кастрюля нагревается быстрее и равномернее стали. Чтобы получить преимущества алюминия в изделиях из нержавеющей стали, рекомендуем купить посуду с капсульным дном. Благодаря алюминиевому кругу в кастрюле быстро закипает вода и варятся супы.
Чтобы получить преимущества алюминия в изделиях из нержавеющей стали, рекомендуем купить посуду с капсульным дном. Благодаря алюминиевому кругу в кастрюле быстро закипает вода и варятся супы.
Деликатность: Кастрюли из нержавейки не боятся металлических принадлежностей, тогда как алюминиевая посуда с антипригарным покрытием требует нейлоновых, деревянных и силиконовых аксессуаров.
Мойка: Оба вида кастрюль можно мыть в посудомоечной машине, но эксперты рекомендуют все же делать это вручную. Если мы говорим о ручной мойке, то антипригарную посуду мыть легче поскольку к ней ничего не прилипает.
Тип варочной панели: Кастрюли из алюминия и нержавейки можно использовать на всех плитах, включая индукцию.
Духовка: вы можете купить посуду с антипригарным покрытием, которая готовит в духовке. Нержавеющая сталь также не боится духового шкафа. Главное условие посуды — силиконовые ручки, которые не расплавятся при сильном нагреве.
Кулинарные советы от Гала-Центр:
• Чем сотейник отличается от сковороды и что в нем готовить
• Что лучше — алюминиевые или чугунные сковороды?
• Только 2 из 10 домохозяек знают, как правильно выбрать набор кастрюль
Теперь мы готовы ответить на вопрос: «В чем лучше готовить — в посуде с антипригарным покрытием или из нержавеющей стали?» В алюминиевой посуде готовят на слабом или среднем огне абсолютно любые блюда. Если у вас ранее были эмалированные кастрюли, к которым постоянно прилипали макароны и молочные каши, то антипригарная посуда выдержит любые кулинарные эксперименты. Главное условие — силиконовые или нейлоновые аксессуары, которые не поцарапают дно и стенки. Нержавеющая сталь и вовсе универсальный солдат, который ничего не боится. Она проигрывает своему конкуренту по теплопроводности, но посуда с капсульным дном компенсирует этот недостаток. В кастрюлях с мраморным покрытием можно делать все, что душе угодно — тушить, жарить, варить и даже запекать, тогда как нержавеющая сталь лучше всего подходит для варки жидких блюд и гарниров.
Чем анодированные алюминиевые радиаторы лучше от обычных?
Лучше тем что при изготовлении анодированных радиаторов (алюминиевых), сам алюминий проходит более глубокую стадию очистки.
Некоторые производители утверждают что такой «чистый» алюминий практически не подвержен коррозии (не много лукавят, всё же подвержен, но в меньшей степени).
Так же данные радиаторы проходят так называемую стадию «оксидирования анодом» что так же отражается на коррозийной устойчивости.
Внутренняя поверхность таких радиаторов абсолютно гладкая, то есть теплоноситель перемешается в них без малейших сопротивлений.
Плюс ко всему он конструктивно иной, соединения производятся наружными муфтами, а не внутренними ниппелями как у «собрата».
В итоге получаем:
Теплоотдача заметно выше чем у иных алюминиевых радиаторов («классических»).
Рабочее давление анодированный радиатор приближается к цифре в 70-т (!) атмосфер.
А вообще сложно говорить о «лучше».
Дело в том что анодированные алюминиевые радиаторы из-за своих выдающихся качеств , сразу же переместились совершено в другую ценовую «нишу».
По цене они приблизились к биметаллическим радиаторам (даже чуть опережают), получается что при покупке по схеме » цена-качество», есть о чём подумать и не факт что анодированный алюминиевый радиатор окажется лучше биметаллического.
А если речь идёт о квартирах где теплоноситель не идеален для алюминия, то тут и думать не о чем биметаллических далеко впереди как был так и остаётся, несмотря на всю «анодированность» алюминиевого радиатора.
Вывод можно сделать такой:
Технологичный, не плохой радиатор, прекрасный внешний вид,
но цена на них не радует, в этой ценовой нише есть радиаторы проверенные временем и под наш теплоноситель (я о квартирах).Выбор конечно за Вами, но я бы не советовал вот так полностью доверять продавцам.
Некоторые из них могут употребить фразу «военные технологии», другие шёпотом добавляют «секретные», но они обычно не озвучивают что этим технологиям сто лет в обед и что наши отечественные системы отопления отличаются от тех же европейских.
Причина в возрасте.
Вы купите такой радиатор, но у соседей сверху, снизу, трубы в подвале и сам теплоноситель останется прежним.
В частный дом, другое дело, но в квартире, лучше ещё раз всё взвесить.
Это всё было личное мнение.
Библиотека
24.12.2016Посуда в походе.
Без котелка в походе каши не сваришь. А, как говорится, как полопаешь, так и потопаешь.
Так что котелок — одна из незаменимых вещей в походе. Правда, сейчас производится пища быстрого приготовления, залил кипятком — и готово. А для кипятка можно использовать небольшой чайник.
Да, времена меняются. Это раньше туристов, которые брали в поход громоздкий эмалированный предмет с носиком и крышкой, который болтался снаружи рюкзака, так как внутрь не помещался, хлопал по бокам, задевал за ветки, — с оттенком презрения называли «чайниками». Сейчас взять с собой чайник в горный треккинговый поход, в альпийскую зону, в безлесье, где вы всё равно готовите еду на горелке- вполне стандартная ситуация, и здесь вы будете смотреться вполне продвинутым туристом.
Как выбрать котелок для костра.
Для готовки на костре используются котлы из алюминия, нержавейки или титана.
Алюминиевая посуда.
Раньше для походов широко применялась алюминиевая посуда.
Круглые алюминиевые котелки продавались в любом туристском магазине. Такая форма котла хороша тем, что вода в нём закипает несколько быстрее, чем в овально-прямоугольном котле.
Также у туристов большой популярностью пользовался солдатский набор, который включал в себя плоский почти полулитровый котелок с плотнозакрывающейся крышкой, которую можно было использовать как миску с ручкой. Раньше такой набор нужно было добывать из воинских частей, в свободной продаже его не было.
А сейчас такое лёгкое удобное чудо на литр триста можно запросто купить совсем недорого! Отличный набор для путешественников-одиночек. И .если объём кконцу похода покажется вам слишком маленьким (когда образуется яма желудка), можно легко просто руками растянуть стенки котелка и сделать его объёмнее.
Да, алюминий — металл мягкий, поэтому такая посуда легко деформируется, мнётся при транспортировке. Также, если оставить пустой котелок в сильном пламени костра, он может расплавиться. Однако, алюминиевая посуда самая лёгкая. И это один из больших плюсов такой посуды.
Алюминий — это очень теплопроводный материал, поэтому в алюминиевом котелке вода закипает быстрее. Это плюс для котелка. Правда, миску из алюминия с горячим супом в руках держать за краешек гораздо горячее, чем миску из нержавейки.
Считается, что алюминиевая посуда не очень полезна, так как от избытка алюминия с возрастом могут возникнуть ухудшение памяти, болезнь Альцгеймера.
Да, избыток алюминия вреден. Но получить этот избыток от того, что вы используете алюминиевую посуду — практически невозможно. Поэтому все разговоры о вреде алюминиевой посуды — это миф.
Допустимая доза употребления металла составляет 30−50 мг в сутки. Так что даже если вы будете готовить пищу в алюминиевой посуде, есть из алюминиевой миски, пользуясь алюминиевой ложкой или алюминиевой вилкой, пить из алюминиевой кружки, — в ваш организм попадет не более 1,6 мг алюминия в сутки.
Алюминиевые котлы хороши тем, что в них не пригорает молоко. Да и вообще каша в них пригорает реже, чем в котлах из нержавейки.
Ещё один плюс алюминиевой посуды — она не ржавеет. И всё дело в тонкой оксидной пленке, которая образуется на поверхности алюминиевой посуды от взаимодействия с кислородом. Оксидная пленка достаточно прочная, поэтому с металлом пища не соприкасается. Но если вы трёте алюминиевый котелок песочком или железной мочалкой, скребёте её ложкой, то пленку неизбежно повреждаете. Поэтому лучше всего использовать пучёк мягкой травы или хвои, мягкие губки для мытья посуды или просто нагреть воды на костре и смыть жир. Для мытья можно использовать соду. А если вы всё же поцарапали, повредили слой плёнки, его можно восстановить. Для этого и достаточно налить в чистую посуду обычной воды и оставить минут на пятнадцать. Потом воду нужно слить, а посуду вытереть. В этом случае пленка почти полностью восстановится.
Чтобы не подвергать алюминиевую посуду химическому разложению, не рекомендуется в ней готовить и хранить пищу с уксусом, томатной пастой и другими кислыми продуктами. Да и вообще — хранить пищу. Вкусовые качества могут измениться не в лучшую сторону.
Да и вообще — хранить пищу. Вкусовые качества могут измениться не в лучшую сторону.
Однако, как мне помнится, мывсегда готовтили сагудай (сырую рыбу с уксусом, перцем и луком) именно в алюминиевом котелке, ели так, что за ушами трещало и отлично себя чувствуем и поныне. =)
Итак, если вам нужен очень лёгкий котёл, в котором быстро закипает вода, недорогой, но немного мнущийся при неправильной эксплуатации — выбор за алюминиевыми котелками.
Посуда из нержавейки.
Котлы из нержавейки овальной формы (иначе их называют каны) — самый обычный вид посуды у туристов.
Посуда из нержавейки популярна тем, что более прочна, чем алюминиевая. Кан из нержавейки не помнётся в рюкзаке, или помнётся несильно, если вы сядете на него, а он при этом не будет ничем заполнен.
Нержавейка более износостойкая, чем алюминий. Однако нержавейка тяжелее алюминия.
Считается, что посуда из нержавейки более экологически чиста, нежели алюминиевая посуда. Но про миф о перепотреблении алюминия при исполльзовании алюминиевой посуды мы уже говорили чуть выше.
Считается, что посуда из нержавейки очень гигиенична. Благодаря поверхности, в которой нет пор, и на которой практически не остаются царапины, бактерии на посуде из нержавейки не задерживаются.
Минусом канов из нержавейки являетмся то, что на тонком дне каша может пригореть скорее, нежели в алюминиевой посуде. Поэтому нужно вовремя убирать пламя под каном (или кан с жаркого пламени), когда варите кашу. Вовремя помешивать кашу, чтобы не подгорела. А если вы не уследили, и в кане выкипела вода, а он стоит на огне — дно коробится, становится неровным.
Котлы из нержавейки бывают цельноштампованными.
Но чаще — сварными или паяными. Сварные швы надёжнее, чем паяные.
Если кан не цельнотянутый, то есть имеется шов на одной из сторон кана и на дне — нужно избегать ставить ненаполненный кан на жаркие угли или в пламя — шов (особенно если он паяный) может разойтись и кан начнёт подтекать. Когда оставляете кан с чаем у пламени костра, чтобы чай не остывал, старайтесь ставить ненаполенный доверху кан бесшовной стороной к жару костра.
Сейчас в магазинах представлено большое разнообразие канов из нержавейки. Можно подобрать размеры так, чтобы вставлять один кан в другой, например, пятилитровый в семилитровый — это удобно для переноски — занимает меньше места в рюкзаке.
Следует обращать внимание на форму кана.
Обычно выбирается пропорциональная форма. Не сильно узкая, в меру широкая. В высоком и узком кане меньше поверхность дна относительно объёма. Вода закипает медленнее, кан менее устойчив, да и готовить кашу в узком высоком кане не так удобго, как в кане с более широким дном.
Удобны каны с жёсткими ручками — их легче снимать, наливать из них чай без половника. На таких ручках каны висят надёжнее. Тонкие ручки -тросики режут ладонь, в подвешенном состоянии могут слегка схъезжать в бок, накреняться.
Каны из нержавейки — надёжная рабочая костровая посуда для больших туристских групп. Пусть не самая лёгкая, зато прочная, долговечная и недорогая.
Титановая посуда.
Титан в полтора раза тяжелее алюминия, но зато в 6 раз прочнее.
Титан почти в два раза легче железа, но прочнее многих сталей.
Титан в 12 раз твёрже алюминия, в 4 раза — железа.
Одно из замечательных свойств титана — его необычайная стойкость против коррозии. За 10 лет пребывания в морской воде на пластинке из титана не появилось и следа ржавчины!
Итак, по физическим характеристикам, титан не уступает нержавейке ни в чём. А алюминию только по весу и теплопроводности.
Что особенно важно, титан сохраняет свою прочность при высоких температурах. В туристской практике это выражается в том, что в течение эксплуатации дно котелка из такого металла коробится в разы меньше, чем из нержавейки.
Титановый сплав, из котрогого производятся котлы, окисляется при 1200 градусах. А на костре такой температуры достичь не удастся. Если в титановом котле что-то пригорело можно смело поставить пустой титановый котёл в огонь и выжечь весь пригар — с котелком ничего не случиться. С посудой из нержавейки такой номер не пройдёт.
Дно котелка из тонкой нержавейки в процессе эксплуатации зачастую становится неровным — то каша пригорит, то поставят котёл на огонь с небольшим количеством жидкости — вот дно и становится неровным.
Единственный минус титана по сравнению с нержавейкой — он дороже.
Итак, если для вас важен вес и сверхнадёжность котла для похода — выбор за титановой посудой.
Посуда для газовых горелок.
Посуда для газовых горелок по сравнению с котлами для костра отличается формой и размерами. Как правило, посуда для горелок не изготавливается большого объёма. 3−4 литра — это предел. Как правило, всегда имеется крышка. И часто эта крышка может служить миской или сковородой.
Изготавливается посуда из нержавейки, анодированного алюминия или из титана.
При выборе — из какого материала взять кастрюлю для горелки — предпочтение отдаётся алюминиевой или титановой посуде.
Почему не из нержавейки? Потому что нержавейка менее теплопроводный, нежели алюминий, материал. Из-за неравномерности нагрева (снизу гораздо горячее, чем с боков) каша в нём может подгореть быстрее, нежели на костре. Но что самое важное — если вам придётся топить снег для приготовления еды, вы сразу ощутите недостатки кастрюли из нержавейки. Если в алюминиевую кастрюлю можно доверху набить снега и спокойно топить на пламени горелки, то с нержавеющей кастрюлей такой номер не пройдёт. На сильном пламени буквально через 15 секунд дно кастрюли, набитой снегом, перегревается, краснеет, снег вытаивает, дно уже может коробиться, а сверху образуется снежный мост, который и не думает таять. Чтобы топить снег в нержавейке, нужно подкладываь снег понемногу, щепотками. То есть появляются лишние хлопоты.
Если в алюминиевую кастрюлю можно доверху набить снега и спокойно топить на пламени горелки, то с нержавеющей кастрюлей такой номер не пройдёт. На сильном пламени буквально через 15 секунд дно кастрюли, набитой снегом, перегревается, краснеет, снег вытаивает, дно уже может коробиться, а сверху образуется снежный мост, который и не думает таять. Чтобы топить снег в нержавейке, нужно подкладываь снег понемногу, щепотками. То есть появляются лишние хлопоты.
Анодированный алюминий несёт в себе все преимущества алюминиевой посуды — небольшой вес, хорошую теплопроводность, недороговизну. Плюс появляется надёжное антикоррозийное покрытие, которое защищает от окисления. Повредить которое механическими или химическими способами уже гораздо сложнее, нежели обычные алюминиевые котелки.
Посуду из анодированоого алюминия можно использовать не только на горелке. Она универсальна.
Посуда из анодированного алюминия легко чистится. Покрытие не разрушается со временем и не отслаивается.
Посуда часто идёт в наборе из нескольких кастрюль и чайника — по форме практически кастрюли с небольшим носиком, то есть такой чайник не будет неудобным для переноски в рюкзаке, никаких особо выпирающих деталей в нём нет. И «чайником» вас за его использование не назовут.
Существуют кастрюли и чайники с обычным дном. А есть и с радиаторным кольцом на дне.
Посуда с радиаторным кольцом весит немного больше обычной, но для закипания воды и приготовления пищи в такой посуде тратится меньше газа. Так что в целом происходит выигрыш в весе газа, который вы берёте с собой. Насколько? Примерно на 20−25 процентов. Примерно. Так как многое ещё зависит от горелки, условий приготовления, материала радиаторного кольца. Алюминиевый радиатор самый теплопроводный.
Какие ещё плюсы посуды с радиаторным кольцом:
- 1. Радиатор лучше распределяет тепло, выравнивает температуру и крупы ещё реже подгорают, нежели в посуде с обычным дном.
 В кастрюле с радиатором проще (быстрее) топить снег или лёд.
В кастрюле с радиатором проще (быстрее) топить снег или лёд. - 2. Радиатор закрывает пламя горелки от сдувания, это помогает более эффективно использовать тепло, вырабатываемое горелкой.
- 3. За счёт радиатора образуется камера микросгорания и более эффективно догорает газ. Это особенно актуально в горах на высотах свыше 3 тыс. метров, где уже ощущается нехватка кислорода. И при недогарании газа бывает начинаешь ощущвть его запах в палатке.
- 4. Радиаторная посуда не даёт обжигающего эффекта, если случайно задеть локтём стенки котла с кипящей кашей, что нередно случается в тесной палатке в зимних условиях. Такая посуда безопаснее, куртка не проплавится. Самый жар поглощает радиатор.
- 5. Когда выключаешь горелку под таким котлом с вскипевшей водой (или кашей) нужно подлождать всего пол минуты, чтобы радиатор остыл настолько, что касрюлю можно смело ставить на пенку на дне палатки — она уже не проплавится. То есть радиатор используется как будто подставка под горячую кастрюлю.
 В кастрюле с радиатором проще (быстрее) топить снег или лёд.
В кастрюле с радиатором проще (быстрее) топить снег или лёд.
Минусы посуды с радиаторным кольцом:
- 1. Посуду с радиаторным кольцом нельзя ставить на огонь костра, так что это не универсальная посуда.
- 2. Радиаторная решётка может деформироваться при транспортировке в самолёте, в рюкзаках. Упаковка такой посуды требует дополнительного внимания.
- 3. Не каждая подставка, которая есть на горелке, подойдёт для радиаторного кольца.
Лапки горелок, как правило, рассчитаны на плоское дно посуды. А радиатор — это гармошка. И иногда лапки проваливаются в щели радиатора и кастрюля перекашивается и может упасть.
Если объём котелка и соответственно диаметр радиаторного кольца небольшой, то проблем как правило не возникает. Для кастрюль же большого объёма могут возникнуть сложности при установке на горелку. Поэтому надо заранее подбирать или дорабатывать лапки горелок, чтобы они соответствовали диаметру дна вашей кастрюли.
Бывают такие донышки кастрюль с радиаторными кольцами, к которым приварены допонительные шайбы изнутри радиаторного кольца, которые дают допонительную опору при постановке на горелку.
Титановая посуда для газовых горелок.
Титановые котелки прочнее и долговечнее алюминиевых. Их также можно использовать как на горелке, так и на костре. Титан обладает меньшей теплопроводостью, нежели алюминий и соответственно имеется более локальный нагрев дна. (Еда может пригореть). Но по сравнению с нержавейкой этот показатель лучше.
(Про все плюсы титана см. чуть выше в разделе «Посуда для костра» — титановая посуда)
Единственно, приварить радиаторное кольцо к титану сложнее, чем к алюминию. Поэтому титановая посуда с радиаторным кольцом, похоже, в магазинах не встречается.
Ссылка на гидру в тор по материалам gidra-zerkalo.com
Анодированный алюминий: технологии и преимущества
Анодированный алюминий (anodized aluminum) – металл с покрытием, которое способно предупреждать окисление алюминия на открытом воздухе и защищать его от возможных механических повреждений. Анодированное покрытие делает алюминиевое изделие, например, лист из алюминия или алюминиевый швеллер, пригодным к окрашиванию.
Способы анодирования
Анодирование алюминия или анодное окисление – процесс создания на поверхности металла оксидной пленки. В общих чертах техническая операция происходит так: алюминиевое изделие погружают в ХотСтилость с кислым электролитом, чаще всего это раствор (250-300 г/л) 20% серной кислоты, и соединяют с положительным полюсом источника тока плотностью 10-50 мА/см2 при напряжении источника до 100 В. Температурный диапазон проведения процесса может колебаться от -20оС до +20оС. Выбранная температура оказывает непосредственное влияние на плотность и оттенок будущего оксидного слоя: при плюсовой – слой рыхлый и тонкий, легко поддается окрашиванию любым красителем; при минусовой – слой толстый с естественной окраской (желтые тона).
В производственных условиях анодирование проводят тремя способами:
Преимущества алюминия с анодированным покрытием
Алюминий обладает отличными техническими свойствами: высокая тепло- и электропроводимость, достаточная стойкость к коррозии, легкость механической обработки. Прибегают к анодированию с целью повысить устойчивость металла к коррозии для возможности эксплуатации в агрессивных средах.
Прибегают к анодированию с целью повысить устойчивость металла к коррозии для возможности эксплуатации в агрессивных средах.
Характеристики анодированного алюминия:
- повышенная стойкость к износу и коррозии;
- высокие теплоизоляционные показатели;
- повышенная устойчивость к атмосферным воздействиям;
- высокая светоотражающая способность;
- не подвержен образованию трещин и шероховатостей на поверхности;
- устойчивость к повышенным нагрузкам;
- декоративный внешний вид;
- длительный срок эксплуатации;
- легкость в обработке.
Стоит отметить, что анодированный алюминий – экологически чистый материал, который даже под воздействием УФ-лучей не выделяет вредные газы.
Применение анодированного алюминия
Устойчивость к повышенным нагрузкам и легкий вес делает анодированный алюминий отличной альтернативой тяжелым металлам при возведении металлоконструкций.
А благодаря устойчивости к агрессивным средам анодированный алюминий востребован в судостроении – профили судовых иллюминаторов изготавливают только из анодированного алюминия. Кроме этого, детали из алюминия, который был подвержен анодированию применяют в:
Кроме этого, детали из алюминия, который был подвержен анодированию применяют в:
- светотехнике;
- дизайне и архитектуре;
- строительстве: остекленение фасадов, крыш и т.д.;
- производстве бытовых приборов, акустических систем;
- производстве мобильных устройств;
- мебельном производстве.
Незаменим анодированный алюминий для эксплуатации в агрессивных вредах.
Интересный факт: Библиотека Нью-Бодлеан, что в Оксфорде, была построена в 30-х годах прошлого столетия. Элементы здания из анодированного алюминия до сих пор находятся в отличном состоянии.
Заказать и купить анодированные алюминиевые листы Вы можете в нашей компании ХотСтил. Мы реализуем алюминиевые листы из сплава EN AW-5005, алюминиевые трубы из сплава EN AW-6060, алюминиевые профили из сплава EN AW-6060 и гарантируем качество изделий. Вся продукция поставляется с соответствующей документацией.
Чемодан Xiaomi Mi Trolley 90 Points отличается высоким удобством и вместительностью.

Чемодан Xiaomi Mi Trolley 90 Points отличается высоким удобством и вместительностью. Чемодан пригодится как для коротких, так и длительных путешествий.
Xiaomi Mi Trolley 90 Points выполнен из качественного поликарбоната. В сочетании с продуманным исполнением, чемодан отличается высокой прочностью, легкостью и удобством транспортировки. Так же не стоит переживать за сохранность багажа. Благодаря высокой устойчивости к внешним нагрузкам, чемодан сохраняет исходную форму.
Для максимально длительного сохранения первозданного вида чемодан обработан специализированными растворами. Поэтому на поверхности исключено появление плесени, ржавчины и неблагоприятных организмов.
Чемодан располагает несколькими ручками, включая выдвижную, что
позволяет нести чемодан в нескольких положениях либо же катить его по ровной
поверхности на колесиках.
Выдвижная ручка – наиболее уязвимая часть конструкции любого чемодана. Поэтому в Xiaomi Mi Trolley 90 Points ручка выполнена из анодированного алюминия, поэтому легко выдерживает высокие перегрузки, а так же фиксируется в четырех положениях.
При скромных габаритах Xiaomi Mi Trolley 90 Points, внутренний объем составляет 38 литра. Чего достаточно, что бы вместить всё самое необходимое на короткий или длительный переезд. А четыре внутренних отдела позволят аккуратно зафиксировать вещи так, что бы ничего не повредить в дороге.
Xiaomi Mi Trolley 90
Points оснащен кодовым замком TSA, что фиксирует молнию
и не позволяет посторонним раскрыть чемодан. Доступно использование как
стандартного, так и измененного пароля. Кроме того замок
TSA ускоряет и упрощает таможенный досмотр при посещении
другой страны. При необходимости таможенники используют мастер-ключ, что
исключит силовое воздействие и взлом обычного замка.
Apple iPod touch 6Gen 32GB Gold (MKHT2)
Наверняка, пользуясь музыкальным плеером, у многих возникала необходимость в дополнительных функциональных возможностях устройства. Стоит сказать, что здесь идет речь, про наличие камеры, доступа в сеть интернет, наличия возможности инсталлировать мобильные приложения. Если вы столкнулись с точно такими же требованиями, то обратите внимание на музыкальный плеер Apple iPod touch 6. Стоит отметить, что данное устройство представляет собой проигрыватель с определенными набором функциональных возможностей, позаимствованных у Apple iPhone. Устройство действительно не сможет заменить мобильное устройство. Однако все остальное в нем есть. Самое же главное, что гаджет предоставляет пользовать слушать музыкальные компании через фирменный музыкальный сервис, где представлено огромное количество аудио-контента. Помимо возможности слушать качественные музыкальные композиции, здесь также представлена возможность и раскручивать себя в качестве музыканта. Это далеко не все возможности, которые может предложить вам данное аудио-устройство. При этом обо всем по порядку.
Это далеко не все возможности, которые может предложить вам данное аудио-устройство. При этом обо всем по порядку.
Шестое поколение устройств от «яблочной» корпорации очень сильно напоминает смартфоны Apple iPhone четвертого поколения. Особенно, это касается передней части устройства. Здесь имеется кнопка Home, а также глазок фронтальной камеры. Единственное отличие – это отсутствие слухового динамика, который в целом, плееру и не сильно необходим. Сбоку расположены элементы управления и подключаемые интерфейсу. В верхней части гаджета представлена кнопка питания. Справа же находятся клавиши регулировки громкости. Музыкальные композиции вы можете слушать не только посредством наушников, но и путем использования стандартного динамика. Внешние динамики, установленные в устройстве, позволяют в полной мере насладиться громким и объемным звучанием.
Задняя сторона корпуса включает в себя элементы основной камеры, а также вставку, которая закрывает Bluetooth-антенну. Сзади также присутствует фирменный логотип компании. Толщина устройства чуть более 6 миллиметров. Масса гаджета около 88 грамм. Сборка Apple iPod touch 6 очень радует. Дело в том, что корпус устройства выполнен из анодированного алюминия. От обычного алюминия материал отличается повышенными прочностными показателями. Нельзя не сказать и про то, что материал очень приятный на ощупь. В отличие от изделий из пластика, здесь отсутствуют какие-либо люфты и скрипы.
Толщина устройства чуть более 6 миллиметров. Масса гаджета около 88 грамм. Сборка Apple iPod touch 6 очень радует. Дело в том, что корпус устройства выполнен из анодированного алюминия. От обычного алюминия материал отличается повышенными прочностными показателями. Нельзя не сказать и про то, что материал очень приятный на ощупь. В отличие от изделий из пластика, здесь отсутствуют какие-либо люфты и скрипы.
Помимо возможности слушать любимые музыкальные композиции, модель также предлагает пользователям и возможность просматривать видео, а также запускать мобильные игры. Именно в этом заслуга оперативной памяти, а также микропроцессора. Аппаратная часть представлена процессором Apple A8. Отметим, что это двуъядерный ARM-чип, частота которого составляет 1,4 HHz. 64-битная архитектура процессора позволяет выполнять абсолютно любые процессы, наравне с персональным компьютером. Производительности достаточно для того, чтобы одновременно выполнять несколько процессоров. К примеру, пользователь имеет возможность играть в игру и параллельно слушать любимые музыкальные композиции. Воспользовавшись всеми преимуществами Apple iPod touch 6 вы сможете убедиться, что это лучшее мультимедийное устройство, представленное на рынке
Воспользовавшись всеми преимуществами Apple iPod touch 6 вы сможете убедиться, что это лучшее мультимедийное устройство, представленное на рынке
Безусловно, говоря про музыкальные плееры, следует сказать о том, что самой главной «изюминкой» устройств является именно их музыкальное оснащение. Онлайн-магазин Apple iTunes Store, совместно с сетью Wi-Fi способен предоставить пользователям огромное количество качественного контента музыкального характера. Загрузив на устройство любимые треки, вы сможете прикоснуться к музыкальным мировым хитам.
Множество композиций, скорее всего, поспособствует тому, что вы просто-напросто растеряетесь в таком количество. Однако здесь сразу же придут музыкальные эксперты из Apple. Они смогут подобрать для вас любую музыку, основываясь на личных предпочтениях.
Одной из особенностей Apple Music является раздел именуемый как Connect. Именно здесь можно следить за новостями, которые касаются любимых артистов. При этом узнавать про эти новости можно буквально из первых уст.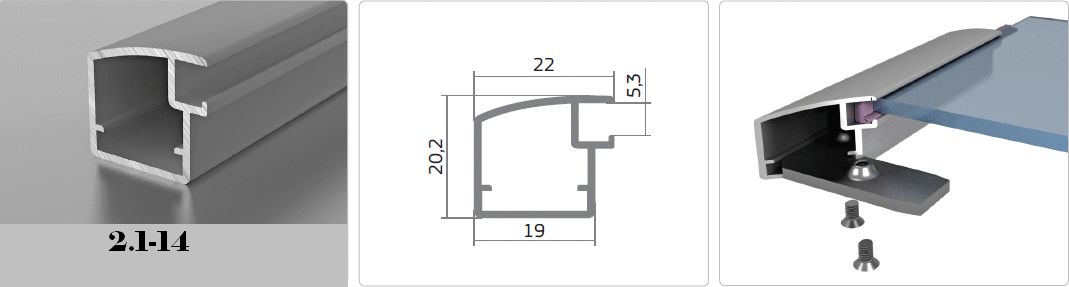 Пользователи имеют возможность читать записи и комментировать их. Также существует возможность ставить лайки и делится музыкальными композициями со своими друзьями в социальных сетях. Отметим, что здесь отсутствует какой-либо фильтр. Все посты могут быть выложены самим исполнителем.
Пользователи имеют возможность читать записи и комментировать их. Также существует возможность ставить лайки и делится музыкальными композициями со своими друзьями в социальных сетях. Отметим, что здесь отсутствует какой-либо фильтр. Все посты могут быть выложены самим исполнителем.
Необходимо отметить, что все музыкальные композиции будут находиться в облачном хранилище iCloud. Именно поэтому, абсолютно с любого устройства вы будете иметь к ней доступ. В случае, если под рукой отсутствуют наушники, то можете подключать аудио-колонку и наслаждаться громким, а также объемным звучанием.
Характеристики:- Производитель — Apple
- Тип — Мультимедийный портативный проигрыватель
- Объем встроенной памяти — 32 ГБ
- Слот для карт памяти — нет
- Lossless — WAV, AIFF, Apple Lossless
- Lossy — AAC, защищённый AAC (для файлов из iTunes Store), HE-AAC, MP3, MP3 VBR, Audible
- Другие — воспроизведение видео в форматах MPEG-4, H. 264, M-JPEG
 264, M-JPEG
264, M-JPEG- Выход для наушников — mini-jack 3,5 mm
- Водонепроницаемый корпус — нет
- Время работы — до 40 ч воспроизведения музыки и до 8 ч воспроизведения видео
- Материалы корпуса — алюминий, стекло
- Комплектация — проигрыватель, наушники Apple EarPods, кабель Lightning — USB, руководство по началу работы
- Размеры — 123,4х58,6х6,1 мм
- Вес — 88 г
Как анодируется металлический алюминий
На его долю приходится примерно 8% земной коры, алюминий является третьим по распространенности металлом в мире. В 2016 году мировое производство алюминия достигло рекордного уровня в 58,8 миллиона тонн, и в ближайшее время нет никаких признаков замедления производства. Поскольку алюминий используется для изготовления всего, от автомобильных рам и двигателей до космических кораблей, оконных рам, электрических проводов и т. Д., Мировое производство, вероятно, в будущем увеличится. Однако некоторые производители обрабатывают свой алюминий, чтобы улучшить его свойства, анодируя его.
Что такое анодирование?
Анодирование — это процесс, который включает применение химикатов и электричества для образования толстого слоя оксида на поверхности металлов. Чтобы анодировать алюминий, производители погружают алюминий в ванну с кислотными химикатами для анодирования. Затем к погруженному в воду алюминию подается электрический ток, который выделяет водород. Эта химическая реакция вызывает образование кислорода на поверхности металла, тем самым создавая слой оксида на поверхности алюминия.Это высокотехнологичный процесс, требующий определенного количества кислоты, электричества и продолжительности погружения. Однако при правильном выполнении анодирование может обеспечить превосходные свойства алюминия.
Анодированный алюминий и неанодированный алюминий
Принципиальное различие между анодированным алюминием и неанодированным алюминием состоит в том, что первый имеет слой оксида на поверхности, а второй — нет. С практической точки зрения анодированный алюминий имеет несколько преимуществ. Основное преимущество анодированного алюминия — лучшая защита от коррозии. Алюминий, анодированный или нет, не подвержен ржавчине. Даже оставленный на улице под дождем, алюминий никогда не ржавеет, потому что не содержит железа. Тем не менее, он все еще может подвергаться коррозии, поэтому производители часто анодируют свой алюминий. Слой оксида, который образуется в результате этого процесса над алюминием, создает защитный барьер, препятствующий коррозии.
Основное преимущество анодированного алюминия — лучшая защита от коррозии. Алюминий, анодированный или нет, не подвержен ржавчине. Даже оставленный на улице под дождем, алюминий никогда не ржавеет, потому что не содержит железа. Тем не менее, он все еще может подвергаться коррозии, поэтому производители часто анодируют свой алюминий. Слой оксида, который образуется в результате этого процесса над алюминием, создает защитный барьер, препятствующий коррозии.
Анодирование также позволяет производителям красить поверхность алюминия.В кислотную ванну можно добавлять красители, в которых алюминий подвергается воздействию различных цветов. Есть и другие способы окрашивания алюминия, но анодирование создает более прочную связь, поскольку краситель находится в оксидном слое, покрывающем поверхность.
Можно ли анодировать другие металлы?
Алюминий — не единственный металл, который анодируется. Производители используют этот процесс для достижения аналогичных результатов с другими металлами. Например, титан часто анодируют в соответствии со стандартами аэрокосмических материалов (ASM) 2487 и 2488.Конечным результатом является слой оксида, покрывающий титан, толщиной от 30 нанометров до нескольких микрометров. Другие металлы, которые можно анодировать, включают магний, цинк, ниобий и тантал.
Например, титан часто анодируют в соответствии со стандартами аэрокосмических материалов (ASM) 2487 и 2488.Конечным результатом является слой оксида, покрывающий титан, толщиной от 30 нанометров до нескольких микрометров. Другие металлы, которые можно анодировать, включают магний, цинк, ниобий и тантал.
Hardcoat по сравнению с обычным анодированием алюминия
С 1989 г .: Education, Aloha и
самое интересное, что вы можете получить в отделке
Проблема? Решение? Звоните прямо!
(один из очень немногих в мире сайтов без регистрации)
1997
Q.
1998
Практическое руководство по алюминию
«Руководство по хромированию — анодированию — твердому покрытию»
by Robert Probert
(Насколько это хорошо? Finishing.com продал более 700 копий без единого запроса на возврат)
А. Привет, Гэри. При анодировании электричество постоянного тока преобразует металлический алюминий на поверхности детали в непроводящий оксид алюминия; одновременно кислота в электролите растворяет покрытие. Таким образом, процесс является самоограничивающимся — потому что оксид препятствует прохождению тока, и когда он достигает определенной толщины, ток не может образовывать покрытие быстрее, чем кислота растворяет его.
Таким образом, процесс является самоограничивающимся — потому что оксид препятствует прохождению тока, и когда он достигает определенной толщины, ток не может образовывать покрытие быстрее, чем кислота растворяет его.
Итак, проще говоря, жесткое анодирование включает в себя выпрямитель с более высоким напряжением и более низкие температуры (примерно 28 ° F, а не 68 ° F), что позволяет протекать большему току для более тяжелой конструкции, одновременно уменьшая кислотное воздействие на покрытие.
В обоих случаях используется серная кислота с концентрацией от 10 до 12 процентов по объему.
Могут быть добавлены запатентованные дополнительные ингредиенты, которые якобы создают лучшее покрытие или позволяют процессу твердого покрытия работать при более высоких температурах.
«Обработка поверхности и окончательная обработка алюминия и его сплавов»
Wernick, Pinner & Sheasby
из Abe Books
или
(партнерская ссылка)
А. Терри,
Есть несколько компаний, которые предлагают присадку. Ознакомьтесь со списком в Руководстве по металлической отделке или аналогичном справочнике. Он требует более высокого напряжения и не дает настоящего твердого покрытия, а дает покрытие с некоторыми свойствами, такими как немного меньшая твердость, немного меньший износ.
А. Привет, Терри. Эти добавки могут включать гликолевую и / или щавелевую кислоту, но, как говорит Джеймс, они обычно предлагаются как патентованные добавки, а не покупаются как химические вещества. Как отмечает Джеймс в другой публикации, эти псевдо-твердые покрытия, работающие при промежуточной температуре Mil-A-8625 [ссылка на бесплатную спецификацию в Defense Logistics Agency, dla.mil] Покрытия Типа 2 и Тип 3 иногда шутливо называют Типом 2-1 / 2 🙂
С уважением,
Тед Муни, P.E.
1998
Q. Уважаемые господа:
Мы собираемся начать важное производство алюминия в Перу (Южная Америка), и единственная недостающая часть в нашем проекте — это завод по анодированию. У нас нет возможности напрямую связаться с производителями этих растений или продавцами подержанных товаров, и мы были бы очень признательны, если бы вы порекомендовали нам, куда обратиться за этой информацией.
Для дополнительной информации мы будем перерабатывать 300 тонн в месяц.
Заранее благодарю за помощь.
Чтобы свести к минимуму усилия по поиску и предложить несколько точек зрения, мы объединили ранее отдельные темы на этой странице. Пожалуйста, простите за любое последующее повторение, нарушение хронологического порядка или то, что может выглядеть как неуважение читателей к предыдущим ответам — этих других ответов на странице в то время не было 🙂
2000
В. В настоящее время я веду дискуссию с покупателем, который настаивает на том, чтобы поставляемый ему продукт был жестко анодирован. Я не думаю, что окружающая среда (морская / морская вода), окружающая его деталь, предполагает использование твердого анодирования — я думаю, что серного анодирования будет достаточно.
РУКОВОДСТВО для читателей, которые пытаются извлечь уроки из этих обсуждений, но сначала нуждаются в небольшом вступлении —
Обычное анодирование алюминия включает погружение деталей в ванну с разбавленной серной кислотой и воздействие на них анодного тока, который преобразует часть алюминия на поверхности поверхность к оксиду / гидроксиду / бемиту алюминия. Эта поверхность твердая, непроводящая, привлекательная, полупрозрачная и устойчивая к коррозии и включает миллионы маленьких открытых «пор», которые выглядят как миниатюрные просверленные отверстия, простирающиеся почти до алюминиевой поверхности.После анодирования компонент часто погружают в резервуар для красителя, чтобы поры могли впитать цветные красители, а затем в «герметичный» резервуар с кипящей горячей водой или другой жидкостью, которая раздувает анодирование, закрывая поры и запечатывая краситель ( и запечатать грязь).
«Жесткое анодирование» или «твердое анодирование» или «твердое покрытие» — это, по сути, один и тот же процесс, но включает более низкую температуру ванны, более высокое напряжение и более длительное время погружения для создания гораздо более толстого анодированного слоя. Поскольку износостойкость часто имеет решающее значение, твердое покрытие обычно не «герметизируют», потому что это несколько смягчит поверхность.
Mil spec MIL-A-8625 часто используется для определения анодирования и упоминает три типа: тип 1 (несколько иной процесс с использованием хромовой кислоты вместо серной), тип 2 («обычное» анодирование серной кислотой) и тип 3 ( твердое покрытие).
Органические красители обычно используются для окрашивания, но они могут выцветать; Марк делает намек на «электролитическое окрашивание», при котором неорганические соли используются для осаждения металлов в порах для придания большей устойчивости к выцветанию.
2000 г.А.Кевин.
Я согласен с вами, достаточно хорошо запечатанного покрытия Типа 2. Я бы посоветовал отправить образец вашей тренировки на тестирование в солевом тумане и, если вы пройдете Mil Spec, показать вашему клиенту результаты. Ключ здесь — герметизация. Ваши части должны быть хорошо закрыты, чтобы выдерживать постоянные солевые брызги и солнечный свет; и даже тогда, по прошествии длительного периода времени, ваши части могут со временем побледнеть. Похоже, что лучшим покрытием будет электролитическая окраска. Я уверен, что здесь есть и другие люди, которые более осведомлены об этом процессе, чем я.
Чтобы свести к минимуму усилия по поиску и предложить несколько точек зрения, мы объединили ранее отдельные темы на этой странице. Пожалуйста, простите за любое последующее повторение, нарушение хронологического порядка или то, что может выглядеть как неуважение читателей к предыдущим ответам — этих других ответов на странице в то время не было 🙂
Жесткое анодирование типа II?
3 января 2008 г.Q. Привет всем,
Мне нравятся эти форумы, так как мнение экспертов очень помогает.
У меня есть ручка 6061-T651 со спецификацией «Hard Anodize per Mil-A-8625 [ссылка на бесплатную спецификацию в Defense Logistics Agency, dla.mil] Тип II, класс 2, никель-ацетатное уплотнение. «
Я хочу сравнить покрытия типа II и типа III по износостойкости.
Вопросы
1. Существует ли анодирование типа II, которое является твердым и нетвердым? Я думал, что видел ссылки на оксид толщиной 1 мил, являющийся типом II, и оксид толщиной 4 мил, являющийся твердым типом II. ?
2.
4 января 2008 г.
A. Тип II представляет собой обычное серное анодирование при комнатной температуре и никогда не упоминается как «твердое анодирование». Тип III также применяется в сернокислотном электролите, однако обычно он включает более низкую температуру, добавку для ванны, препятствующую растворению оксида алюминия обратно в серную кислоту, и / или более высокие плотность тока и напряжение. В результате получается более ТВЕРДЫЙ, ПЛОТНЫЙ (и более толстый) оксидный слой для покрытий типа III. Я предполагаю, что кто-то сделал ошибку при вызове Типа II.
7 января 2008 г.
A. Милт на 100% точен, так как он работает в ведущем цехе высоконадежного анодирования, который никогда не назовет тип II «твердым покрытием». Тем не менее, в реальном мире всевозможных мастерских нет четкого определения границ между твердым и мягким покрытием. В Mil Spec указано 0,002 дюйма, «если не указано иное». У Picatinny Arsenal есть несколько заказов на закупку, в которых говорится о твердом покрытии: толщиной 0,001 дюйма, окрашенном и запечатанном.
31 октября 2013 г.
Q.Крис,
Выше вы заявили следующее: «Твердое покрытие … лучше с точки зрения защиты от износа, коррозии и изоляции».
В литературе, которую я нашел, подтверждается, что твердое покрытие определенно более твердое и изолирующее, чем обычное анодирование.
Однако мне трудно проверить утверждение о том, что твердое покрытие более устойчиво к коррозии, чем обычное анодирование, с любыми опубликованными исследованиями, которые я могу найти.
Я предполагаю, что необходимое испытание потребует контроля двух из трех факторов, которые Brace =>
перечисляет как влияющие на коррозионную стойкость (алюминиевый сплав и качество уплотнения).
Ноябрь 2013 г.
А. Привет, Майк. Чтобы свести к минимуму перекрестные помехи и убедиться, что мы все используем один и тот же язык и понимание при обсуждении вашего вопроса, признаем ли мы, что самое основное различие между традиционным анодированием и твердым покрытием — это толщина? (толщина твердого покрытия составляет примерно 0,002 дюйма, тогда как обычное анодирование может варьироваться от примерно 0,002 дюйма для многих применений до, может быть, 0,007 дюйма для архитектурного использования). Другими словами, твердое покрытие примерно в 3-10 раз толще, чем при обычном анодировании. .
8 ноября 2013
Q. Ted,
Выше задали следующий вопрос: «допускаем ли мы, что основная разница между традиционным анодированием и твердым покрытием — это толщина?»
Да, я согласен с этим.
По вашему запросу предыстория такова:
У меня есть заказчик, который в настоящее время заключает договор на наши отделочные операции на услуги по анодированию. Подложка обычно представляет собой серию 6000, а толщина обычно составляет 0.0004–0,0007 дюймов для анодирования серной кислотой и герметизации герметиком на основе ацетата никеля.
Этот заказчик хочет улучшить коррозионную стойкость этих деталей.
Они бы поверили, что более толстый характер твердого покрытия (и да, он будет герметичным) обеспечит лучшую защиту от коррозии.
Мой основной вопрос, приведенный выше, был связан с тем, может ли этот заказчик оправдать дополнительные расходы на твердое покрытие по сравнению с анодированием типа II, зная, что детали будут лучше сопротивляться коррозии.
Я знаю, что при тонких отложениях 0,0002–0,0004 дюймов коррозионная стойкость не очень хорошая. Но я понимаю, что при толщине 0,0004–0,0007 дюймов (что обычно происходит из-за окрашивания деталей) коррозионная стойкость лучше.
Вопрос в размере 64000 долларов: будет ли деталь с твердым покрытием и герметизацией работать значительно лучше, чем анодированная и окрашенная деталь типа II, анодированная до толщины 0,0006 дюймов?
Мне больше всего интересно найти исследование или ссылку из статьи или книги, посвященной что-то вроде этого сценария.
13 ноября 2013
A. Покрытие 0,002 дюйма, безусловно, даст вам гораздо лучшую коррозионную стойкость, ЕСЛИ … и я имею в виду ЕСЛИ, оно должным образом герметизировано. Типичное 15-минутное промежуточное уплотнение из ацетата никеля, которое можно использовать на типе 2, классе 2 не будет подходить для типичного твердого покрытия, подверженного коррозийной среде. Старомодное уплотнение 2-3 мин / микрон в деионизированной воде при температуре 200-212 ° F, удерживаемое в жестком диапазоне pH, является гораздо лучшим уплотнением для в коррозионных средах, чем стандартное среднетемпературное никель-ацетатное уплотнение.
Я считаю, что это был журнал Products Finishing или Metal Finishing, в котором была довольно солидная статья, в которой сравнивались различные типы герметизации и их влияние на свойства покрытия. Это было довольно давно (много лет) назад, поэтому найти статью может быть сложно.
В итоге, Майк, есть вещи, которые анодизатор может сделать не только с самим покрытием, изменяя параметры обработки, но и с помощью методов герметизации, которые могут значительно улучшить свойства коррозионной стойкости покрытия.
21 октября 2020
В. Всем привет!
АКРОНИМЫ:
M.E. = инженер-механик
UUV = беспилотный подводный аппарат
Я — главный специалист в компании, которая работает с UUV, и у нас есть деталь, сделанная из 6061-T6 и изначально анодированная для Mil-A-8625 [ссылка на бесплатную спецификацию в Defense Logistics Agency, dla.mil] Тип II, класс 1, с печатью из дихромата.
В нашей ситуации много соленой воды. и компонентные уплотнения из твердого твердого металла и металла из различных нержавеющих сталей.В этих уплотнениях металл-металл мы видим сильную коррозию.
Предыстория завершена, мы модернизируемся до уплотнения из дихромата типа III для борьбы с растрескиванием уплотнения металл-металл и повышенной коррозией из-за более высокой твердости поверхности и защиты от коррозии. Так было до тех пор, пока нам не рассказали об анодировании в холодной ванне. Я хотел спросить на форуме, у кого я изучил большую часть этой темы об анодном покрытии в холодной ванне и стоит ли прилагать дополнительные усилия (очевидно, это сложнее и дороже).
Октябрь 2020
A. Привет, Люк. Я думаю, вы правы, что анодирование типа III будет более устойчивым к коррозии, чем тип II — во-первых, оно намного толще, 0,002 дюйма, а не 0,0003-0,0006 дюйма, которое вы, вероятно, использовали раньше, — но см. Важное замечание Марка о надлежащая герметизация.
Но я не думаю, что вам нужно беспокоиться о «холодном анодировании». Хотя я не знаком с этим конкретным сленгом, тип III, несомненно, ЯВЛЯЕТСЯ «холодным анодированием», о котором вам говорят. Тип II работает при температуре около 68-72 ° F, а тип III работает при температуре около 28-32 ° F.
Вкратце, во время анодирования происходят две противоположные вещи: на деталях растет электрически изолирующая оксидная пленка, в то время как серная кислота одновременно атакует и растворяет эту пленку. Чтобы получить толстую анодированную пленку, связанную с анодированием типа III, на поверхности этой изолирующей пленки, которая имеет тенденцию останавливать дальнейшее анодирование, плюс кислота, атакующая ее, требуются выпрямители более высокого напряжения, чем тип II, плюс поддержание серной кислоты в холодном состоянии, чтобы она была менее коррозионной.
24 октября 2020
A. Привет, Люк! Если вы не выполняли «холодное анодирование» типа III, также называемое «твердым анодированием» из-за его превосходной стойкости к истиранию … помимо рекомендаций Теда, у меня есть дополнительные указания: стеллажи плотно прилегают и ОЧЕНЬ чисты перед началом работы. Если вы повторно используете стойки, что, как я полагаю, делает большинство из нас, вам нужно не только проверить зачистку, но и потратить дополнительное время на разборку и осмотр их, а также на шлифовку / шлифовку точек контакта.
26 октября 2020
Q.Спасибо вам обоим, Тед и Рэйчел.
В цехе, с которым мы работаем, производится анодное покрытие типа III с дихроматным уплотнением, но в их цехах температура окружающей среды:
Испытания 1/2:
Время: 45-50 минут
Напряжение: 15-18 В
Температура: 66 ° F
Толщина указана в спецификации, но другой сотрудник работал над проектом, в котором было специально предложено использовать температуру ванны ниже 34 ° F для получения более плотного покрытия.
Мне было интересно, есть ли у вас двоих и у кого-либо еще какие-либо дополнительные сведения об общей разнице между анодированием при более высокой температуре и более низкой температуре.
Октябрь 2020
A. Привет еще раз. Я просто бегло просмотрел MIL-A-8625, чтобы освежить свою память, и он не требует, чтобы анодирование типа III выполнялось холодным, хотя некоторые люди, возможно, немного шутливо, называют это «тип 2-1 / 2», когда это не делается холодно 🙂
Кроме того, твердое покрытие не требует коррозионной стойкости, если оно не герметично. И хотя в спецификации указано, что его толщина составляет 0,002 дюйма, также указано «если не указано иное». И в разделе 3.7 указаны характеристики сопротивления истиранию.2.2, но не применяется после герметизации. Так что довольно сложно точно сказать, что такое твердое покрытие, а что нет.
Но поскольку у вас возникла проблема с абразивной коррозией, которую вы пытаетесь исправить в настоящее время, я бы, вероятно, посоветовал вам провести испытание на абразивную и ускоренную коррозию того, что вы получаете сейчас, а также найти поставщика, который выполняет фактическое холодное твердое покрытие. и проведите испытание на истирание и коррозию, а не на гипотезу.
Удачи и С уважением,
Тед Муни, П.
26 октября 2020
A. Зарегистрируйтесь как тот, кто шутливо называет это «тип 2-1 / 2»! 🙂
Нам нравится это для определенного ассортимента продукции (например, товаров для активного отдыха), которые более желательны с немного улучшенной стойкостью к истиранию, но должны быть окрашены (органические азокрасители) в оттенки драгоценных камней. Более светлый анодный слой по сравнению с «холодным» tyIII позволяет это. «Холодное» твердое покрытие 32 ° F / 0 ° — это глубокий угольный цвет, и, как бесстыдно ошибочно цитируют Генри Форда: «Вы можете покрасить его в любой цвет, если он черный».
finish.com стало возможным благодаря …
этот текст заменен на bannerText
Заявление об ограничении ответственности: на этих страницах невозможно полностью диагностировать проблему отделки или опасности операции. Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, пожалуйста, посетите эти каталоги:
О нас / Контакты — Политика конфиденциальности — © 1995-2021 finish.com, Pine Beach, New Jersey, USA
Здесь даны ответы на 10 важных вопросов
Вы наверняка видели изделия из анодированного алюминия в своей повседневной жизни. Анодирование — это простой способ добавить алюминию защиты от коррозии и яркого цвета. Вы найдете эту отделку на спортивном оборудовании, автомобильных запчастях, портативных устройствах и многих других товарах.
Если вам интересно, является ли анодирование лучшим способом отделки ваших алюминиевых изделий, или вы хотите узнать больше об этом процессе и его преимуществах, эта статья для вас.
Здесь мы отвечаем на некоторые из наиболее часто задаваемых вопросов об анодировании алюминия, чтобы помочь вам решить, является ли этот процесс правильным выбором для ваших продуктов.
№ 1 — Что такое анодированный алюминий?
Воздействие на металлы определенных сред, таких как воздух и влажность, создает слой оксида металла на открытой поверхности. В большинстве случаев оксидный слой пассивен, что означает, что он больше не реагирует с окружающей средой, как чистый металл. Ржавчина, которая образуется на железе, когда его оставляют без защиты, является одним из примеров этого.
Подобно железу и другим металлам, алюминий естественным образом образует слой оксида при контакте с воздухом или влагой. Однако, в отличие от железа, образовавшийся слой оксида не является чешуйчатым или чрезмерно пористым и служит защитой, предотвращающей дальнейшее окисление алюминия.
Другими словами, алюминий создает свой собственный тонкий барьер против коррозии, слегка разъедая себя. Это похоже на то, как кожа человека загорает, чтобы защитить себя от дальнейшего повреждения, вызванного солнечными лучами или другим ультрафиолетовым светом.
Когда вы анодируете алюминий, происходит процесс, который увеличивает толщину этого естественного защитного слоя оксида. Анодирование улучшает свойства оксидного слоя, и эти свойства последовательно рассматриваются в следующих разделах.
№ 2 — Как работает процесс анодирования?
Вопреки интуиции, процесс анодирования не требует от технических специалистов нанесения продукта на алюминиевую поверхность. Как объяснялось ранее, этот процесс использует реакцию, которая происходит естественным образом на алюминии при контакте с определенными элементами, и повышает ее эффективность.
После того, как алюминий прошел процесс формования, например экструзии, полученная алюминиевая деталь погружается в электролитическую ванну. При погружении в жидкость к ванне подается электрический ток большой силы и низкого напряжения. Химическая реакция окисления происходит, когда ток течет через алюминий, образуя оксидный слой, более толстый, чем встречающийся в природе.
№ 3 — Повышает ли анодирование износостойкость?
Да, анодирование действительно улучшает износостойкость.Оксидный слой, образующийся на поверхности алюминия, обладает керамическими свойствами, одним из которых является повышенная износостойкость по сравнению с алюминием как таковым. Анодированный алюминий лучше, чем необработанный, противостоит царапинам и царапинам, обеспечивая более прочную отделку.
№ 4 — Повышает ли анодирование коррозионную стойкость?
Да, это так. Подобно природной оксидной пассивной пленке, толстый слой оксида, полученный в процессе анодирования, также улучшает коррозионную стойкость.Пассивная пленка в значительной степени химически инертна и не разрушается и не подвергается коррозии в окружающей среде.
В результате анодированный слой защищает нижележащий алюминий от коррозии. Анодированный алюминий имеет более толстый пассивный слой, чем естественно пассивированный алюминий, что означает, что он более устойчив к деградации и последующей коррозии.
№ 5 — Как красить детали из анодированного алюминия?
Еще одним преимуществом анодирования алюминия является то, что поверхность металла становится пористой.Микропоры делают анодированный алюминий идеальным для нанесения красителя — они действуют как колодцы, в которых может скапливаться краситель.
После нанесения красителя поры можно закрыть, в результате чего цвет будет внедрен в оксидный слой. Поскольку краситель теперь является частью этого пассивного слоя, он не выцветает и не отслаивается, обеспечивая прочную, долговечную и элегантную отделку.
№ 6 — Улучшает ли анодирование адгезию грунтовок и клеев?
Да, по той же причине, по которой анодированный алюминий отлично подходит для окрашивания.Пористая поверхность анодированного алюминия означает, что клей или грунтовка имеет увеличенную контактную поверхность и лучшие места, за которые можно «схватиться». Поры позволяют клею или грунтовке частично проникать в поверхность, в результате чего образуется ровный слой клея или грунтовки с отличной адгезией, которая с меньшей вероятностью отслаивается.
№ 7 — Улучшает ли анодирование рассеивание тепла?
Да, это так. Если предмет горячее, чем его окружение, он начнет остывать. Чем больше площадь поверхности горячего предмета, тем быстрее он рассеивает тепло.Анодированный алюминий имеет большую площадь поверхности, чем необработанный алюминий, и, следовательно, он более эффективно отводит тепло.
Эта улучшенная теплопроводность или рассеивание тепла является результатом улучшенной конвективной теплопередачи и повышенной излучательной способности. Конвективная теплопередача, то есть теплопередача между поверхностью и окружающим воздухом, в первую очередь зависит от конструкции и в некоторой степени от анодирования.
Излучательная теплопередача, также называемая излучательной способностью, происходит между двумя поверхностями и значительно улучшается за счет анодирования.Это свойство делает анодированный алюминий идеальным для небольших радиаторов, как описано в нашей статье об радиаторах из анодированного алюминия.
№ 8 — Влияет ли анодирование на прочность алюминия?
Нет, не работает. Анодирование не повлияет ни положительно, ни отрицательно на прочность алюминиевого продукта. Процесс анодирования затрагивает только очень маленький слой на поверхности алюминия в масштабе нанометров.
Поскольку основная часть алюминиевой детали остается неизменной, продукт сохраняет свойства, полученные в результате формовки и обработки перед анодированием.
№ 9 — Обладает ли анодированный алюминий высокой электропроводностью?
Нет, не работает. Алюминий сам по себе обладает высокой проводимостью; однако оксидный слой имеет физические и химические свойства, напоминающие керамические. Одна из основных характеристик керамики — электроизоляция.
Анодированная алюминиевая деталь все еще может иметь ограниченную электрическую проводимость при контакте, так как оксидный слой очень тонкий, но проводимость значительно ниже, чем у необработанного алюминия.Несмотря на то, что существуют обходные пути, вы можете рассмотреть возможность другой отделки алюминиевых изделий, если электропроводность является важным аспектом конструкции изделия.
№ 10 — В чем разница между анодированием типа II и типа III?
Процесс анодирования требует правильного выбора многих переменных: типа ванны, температуры, напряжения, силы тока и т. Д. В связи с этим необходимы определенные спецификации для обеспечения постоянного достижения желаемого результата.
Наиболее распространенный способ указать различные типы анодирования — это военная спецификация для анодных покрытий для алюминия и алюминиевых сплавов MIL-A-8625. В общих чертах, этот документ разделяет типы анодирования на Тип I, II и III.
Анодирование типа I, самый старый известный метод, выполняется в ванне с хромовой кислотой. Типы II и III производятся в серной кислоте.
Разница между типами II и III заключается в толщине образующегося оксидного слоя. Наиболее часто применяемое анодирование типа II имеет слой толщиной от 1.От 8 до 25 нанометров. Анодирование типа III, также известное как твердое анодирование и используемое там, где требуется повышенная износостойкость и коррозионная стойкость, состоит из оксидных слоев толщиной более 25 нанометров.
Следует ли анодировать алюминиевые профили?
Выбор анодирования алюминиевых профилей зависит от предполагаемого применения продуктов. Как подчеркивается в этой статье, у анодирования есть как преимущества, так и недостатки.
Предположим, что вас больше всего беспокоит коррозионная стойкость и очень красивый металлический вид, или вы хотите улучшить излучательную способность или адгезию грунтовки или клея.В этом случае анодирование может быть идеальным вариантом для отделки экструдированных изделий.
Однако анодирование может быть не лучшим вариантом, если важна электрическая проводимость или если на детали должны быть выполнены дальнейшие процессы формования. Это может привести к растрескиванию оксидного слоя. Анодирование также немного увеличивает габариты детали. Поэтому не рекомендуется, если вы работаете с очень жесткими допусками по размеру.
Если вы ищете альтернативы анодированию, вы можете рассмотреть возможность использования порошкового покрытия как способа отделки ваших алюминиевых предметов, придавая им яркую окраску.Если матовое покрытие подходит для вашего применения и вам требуется более длительная стойкость и защита от выцветания под воздействием ультрафиолета, вы можете рассмотреть возможность покрытия PVDF ваших алюминиевых изделий.
Полное руководство по анодированию алюминиевых деталей
Работаете ли вы в автомобильной промышленности или являетесь архитектором, занимающимся проектированием высотных зданий, вы уже слышали о процессе анодирования. Возможно, вам приходилось сталкиваться с анодированными инструментами в качестве стоматолога или в сфере оборудования для приготовления пищи. Анодированные инструменты и устройства находят широкое применение, например, в морской промышленности, в производстве мебели для дома и в деталях для спортивного инвентаря.Например, если вы увлекаетесь ездой на велосипеде, то вы определенно с ним знакомы. Анодирование, однако, в основном используется в аэрокосмической и электронной промышленности, где некоторые детали необходимо «защитить от коррозии». Существует множество процессов, которым могут подвергаться различные металлы, используемые в этих отраслях, и поскольку анодирование может использоваться для многих различные металлы, от алюминия до титана, обычно это лучший способ защитить любую алюминиевую поверхность. Среди них алюминий является наиболее универсальным.Поэтому мы собираемся обсудить ключевые компоненты анодирования алюминиевых деталей. Мы затронем такие темы, как герметизация анодированного алюминия, яркое анодирование погружением, травление, напряжение и время, а также рассмотрим и сравним различные типы процессов анодирования, такие как твердое покрытие.
Процесс коррозииПеред определением анодирования нам необходимо обсудить некоторые естественные процессы и понять, почему некоторые из них необходимо аннулировать путем применения анодирования.Общеизвестно, что на необработанном железе образуется ржавчина, если его оставить на воздухе. Ржавчина — это химический процесс, называемый коррозией, при котором очищенный металл имеет тенденцию превращаться в более стабильную форму, такую как оксид, гидроксид или сульфид. Коррозия ухудшает полезные свойства материалов и влияет на их внешний вид, прочность и другие характеристики, связанные с его полезностью. Хотя в большинстве случаев на материалы влияет влажность воздуха, иногда может развиться коррозия, если материал соприкасается с определенными веществами.Чтобы противодействовать поведению материалов при контакте с воздухом и другими веществами, были разработаны методы снижения реакционной способности открытых поверхностей для повышения коррозионной стойкости.
Процесс пассивацииОдин из наиболее часто используемых методов называется пассивацией, а анодирование — это одна из форм электролитической пассивации. Пассивация — это процесс, который в конечном итоге делает материал более устойчивым к окружающей среде, что снижает его склонность к коррозии, истиранию и увеличивает усталостную долговечность.Материал становится пассивным, создавая внешний барьер из оксида алюминия путем анодирования. Это легкое покрытие из анодированного алюминия является барьером от коррозии, который не только увеличивает прочность и долговечность объекта, но и сохраняет его внешний вид. Мы можем определить анодирование как процесс увеличения толщины пленки естественного оксидного слоя на анодированной поверхности металлических деталей. Это химический процесс преобразования, который проникает в алюминиевый компонент и изменяет его стабильность.
Преимущества анодированияПервоначально мы упоминали защиту от коррозии как одну из наиболее частых причин анодирования некоторых деталей, инструментов и оборудования. Наиболее часто используемые анодно-оксидные покрытия при промышленном анодировании обеспечивают электрическую и тепловую изоляцию. Этот слой оксида алюминия состоит из гидратированного оксида алюминия, который считается устойчивым к коррозии. Однако на этом преимущества анодирования алюминия не заканчиваются. Он также может добавить целостный цвет вашему объекту и действовать как защитное покрытие от агрессивных химических агентов, используемых для очистки.
Помимо устойчивости здания к износу и коррозии, этот процесс также улучшает адгезию грунтовок и клеев для краски по сравнению с нанесением краски на голые металлы. Это также очень полезно для предотвращения истирания резьбовых компонентов. Истирание — это форма износа, вызванная прилипанием двух поверхностей скольжения. Это сочетание трения и сцепления с последующим скольжением или разрывом кристаллической структуры под поверхностью. Алюминий довольно легко истирается, поэтому повсеместно применяется анодирование для его защиты.
Технологическое оборудование, выпрямители и чиллерыЕсли вам интересно, какое оборудование необходимо для полного процесса анодирования, вы можете быть удивлены тем, что существуют небольшие наборы для анодирования, предназначенные для домашнего использования. Однако эти «комплекты для анодирования алюминия в домашних условиях» предназначены для очень небольших проектов, и они по-прежнему требуют глубоких знаний для обеспечения безопасного применения. Если вы хотите приобрести такую для себя, чтобы красиво отделать велосипедную деталь, вам нужно будет поговорить с продавцами и провести тщательное исследование в Интернете.Мы рекомендуем вам посетить один из наиболее известных предприятий по анодированию, который сможет вам помочь. У этих предприятий обычно есть большие промышленные здания, заполненные резервуарами для анодирования и оборудованием, предназначенным для анодирования различных алюминиевых и титановых деталей и материалов.
Оборудование может состоять из нескольких автоматов для анодирования алюминия. Эти резервуары для анодирования имеют встроенные станки с ЧПУ, которые помогают процессу. Как маленькие, так и большие системы анодирования должны иметь несколько резервуаров для завершения процесса анодирования.Типичная линия анодирования включает минимум следующее: Щелочная очистка, ополаскивание, травление, ополаскивание, раскисление, ополаскивание, анодирование, ополаскивание, окрашивание, ополаскивание, запечатывание, ополаскивание, погружение в горячую воду. Обычно между каждой технологической емкостью должно быть два промывочных резервуара, и должна использоваться деионизированная вода. Также необходимы системы вентиляции над емкостями для кислоты и травления.
ЧиллерыХимическая ванна, используемая в процессе анодирования, будет выделять значительное количество тепла. Это тепло необходимо устранить для успешного анодирования детали, а это означает, что необходимо принять жизненно важные меры для поддержания температуры на оптимальном уровне.Охладители используются для выравнивания отложений оксидов металлов, а процессу охлаждения помогают водоохладители или воздушные охладители. В чиллерах используются датчики температуры и клапаны для поддержания необходимой температуры.
ВыпрямителиДля проведения процесса анодирования вам необходимо подать ток на раствор электролита. Система, контролирующая ток, находится в выпрямителе. Процесс анодирования является деликатным, поэтому для поддержания температуры и напряжения на оптимальном уровне требуются как охладители, так и выпрямители.Кроме того, толщина анодированного слоя будет во многом зависеть от количества времени, которое объект проводит в резервуаре, подключенном к электрическому току.
Время и напряжениеЭтот процесс лучше всего объясняется в двухминутном чтении Ларри Честерфилда о зависимости плотности тока анодирования от напряжения: ‘’ В процессе анодирования именно ток (сила тока) создает анодное покрытие. Поскольку покрытие нарастает на деталях, оно препятствует прохождению тока к деталям.Если вы зафиксируете ток на протяжении всего цикла анодирования, можно спрогнозировать время, необходимое для создания желаемой толщины покрытия. […] Используя контроль силы тока («анодирование по плотности тока»), сила тока фиксируется на протяжении всего цикла анодирования, тем самым обеспечивая «постоянная плотность тока» на протяжении всего цикла ». Он предлагает несколько математических формул, которые помогут вам рассчитать соответствующее напряжение и время, которые необходимо использовать в зависимости от размера анодируемого объекта.
Раствор для макияжаПришло время заняться химической частью этого электрохимического процесса. Мы обсудили химические ванны, используемые в этих специальных резервуарах, а также большие машины, участвующие в процессе. Мы еще не обсуждали состав химических ванн. Если вы хотите выполнить анодирование в домашних условиях, вам нужно знать формулу для расчета того, что входит в раствор. Прежде чем обсуждать математику, взгляните на формулу в ее письменном виде: 2H 2 O + Elect ➝ O 2 + 2H 2 ; 2Al + 3O 2 ➝ 2AlO 3
Раствором для анодирования, который чаще всего используется для анодирования алюминия, является серная кислота.Перед началом процесса следует рассчитать необходимое количество раствора в литрах или галлонах с учетом рекомендуемого соотношения кислоты в ванне для анодирования (от 15% до 18%). Имейте в виду, что эта формула по-разному применима к разным видам серной кислоты. Приведем пример оценки:
Галлонов h3SO4, необходимых для ванны анодирования емкостью 500 галлонов, 15 процентов по массе = 100 x 0,15 x 0,625 x (500/100) = 47 галлонов.
Структура оксидного покрытияЕсли вам интересно, почему анодирование является одним из лучших вариантов отделки поверхностей, мы разрешим анодирование.org. Объяснение: ‘’ Структура анодного оксида происходит от алюминиевой подложки и полностью состоит из оксида алюминия. Этот оксид алюминия не наносится на поверхность, как краска или покрытие, но полностью интегрирован с лежащей под ним алюминиевой подложкой , поэтому он не может отслаиваться или отслаиваться . »
Когда алюминиевая деталь погружается в химическую ванну и через нее проходит ток, атомы алюминия медленно извлекаются с поверхности металла.В то время как это происходит, на структуре поверхности образуются то, что мы называем «ямками». Приложенное напряжение влияет на размер этих ямок, и они образуют пористую структуру, которая позволяет выполнять вторичные процессы, такие как окрашивание и герметизация.
Структура порОстальные характеристики также зависят от напряжения. Толщина слоя покрытия из оксида алюминия во многом зависит от напряжения, которому подвергается ванна, и времени, в течение которого объект находится в ней.Более высокое напряжение увеличивает скорость окисления, а продолжительность процесса влияет на покрытие. Другие аспекты, такие как температура и характеристики электролита, влияют на скорость растворения металлической поверхности.
Устойчивость к истиранию — одна из важнейших целей анодирования. Однако сейчас мы обсуждаем, как размер и плотность пор или ямок влияют на указанную цель. Более высокая плотность и меньшие ямки означают большую устойчивость к истиранию. Некоторые другие характеристики также могут повлиять на целостность покрытия.
Типы анодированияНаиболее часто упоминаемые типы анодирования — это анодирование серной кислотой типа II и анодирование твердым покрытием типа III. Это связано с тем, что один (тип II) широко известен как «обычное» анодирование, а другой (тип III) — «твердое» анодирование. Итак, что стало с Типом I, и есть ли другие процессы, не включенные в первоначальное различие? Мы здесь, чтобы разделить их для вас поровну и сделать их более понятными.
Анодирование хромовой кислоты типа I Анодирование хромовой кислотытипа 1 стало менее популярным из-за некоторых правил техники безопасности, касающихся хрома и загрязнения воздуха, с которыми другие новые типы кислот не вступали в противоречие.Это самый старый тип анодирования, который позволяет формировать более мягкие анодированные пленки, намного более тонкие, чем обычные или твердые анодированные покрытия. Его оксидное покрытие с более тонким покрытием обычно выражается в микродюймах, самое большее от 20 до 100. Однако, несмотря на свою тонкость, он все же обеспечивает равную защиту от коррозии и износостойкость при надлежащем уплотнении. Хромовая кислота типа I не может использоваться для цветного анодирования, так как она имеет светло-серый цвет и меньше поглощает цвет при окраске. Его используют не в декоративных целях, поскольку он в основном окрашен в черный цвет и используется для изготовления неотражающих поверхностей в аэрокосмической промышленности или используется в компонентах для высокоточных станков.
Анодирование борно-серной кислоты подтипа IЭтот подтип является альтернативой анодированию хромовой кислотой, поскольку он не наносит вреда окружающей среде. Он покрыт стандартом MIL-A-8625 и в основном используется для защиты от коррозии и адгезии краски. Он также более энергоэффективен, чем его коллега с хромовым анодированием.
Анодирование серной кислоты типа IIНаиболее распространенным типом анодирования является тип II или обычное анодирование. Тип II имеет наиболее широко применяемый раствор, содержащий серную кислоту, обеспечивающий умеренно толстое покрытие.Кроме того, это покрытие намного тверже, чем хромовое анодирование. Его пористая поверхность способствует окрашиванию поверхности алюминия и алюминиевых сплавов. Эти эффекты цветного анодирования могут создавать такие цвета, как черный, красный, синий, зеленый, городской серый, коричневый койот и золото. Перед анодированием изделия можно обработать для придания им матового вида. Окрашенные анодированные пленки не теряют цвет быстро, особенно если они были правильно запечатаны. Анодирование серной кислотой типа II в целом является наименее дорогим процессом, и он обеспечивает широкий спектр анодирования алюминиевых сплавов и доступен во многих цветах.Кроме того, переработку отходов намного легче контролировать, чем обработку хромовым анодированием.
Твердое анодирование серной кислоты типа IIIАнодирование типа III, также известное как анодирование с твердым покрытием, также достигается с помощью электролита на основе серной кислоты, но продукт представляет собой гораздо более толстое и плотное покрытие из оксида алюминия. Этот процесс предназначен для компонентов, которые подвержены экстремальному износу или очень агрессивной среде. Более прочное покрытие необходимо в таких вещах, как противовзрывные экраны, шарнирные механизмы, клапаны и соединения.Тип III применяется для усиленной электроизоляции.
Другие типы анодирования
- Фосфорная кислота: Анодирование фосфорной кислотой улучшает характеристики в условиях высокой влажности. Он также известен как процесс Боинга и широко применяется в авиастроении.
- Анодирование титана : преимущественно используется для окраски титана и поиска трещин под напряжением в основном материале. Он в основном используется в медицинском сообществе, а также в деталях самолетов и космических кораблей.Он обладает высокой адгезией к сухой пленке смазки и краски.
- Архитектурное анодирование : этот процесс анодирования используется в промышленности, где одинаково важны внешний вид и долговечность. Если вам нужен слой оксида алюминия на компоненте, который будет поддерживать внешний вид здания на постоянной основе, архитектурное анодирование алюминия — единственный выход.
- Яркое анодирование погружением : В этом процессе анодирования алюминия используются фосфорная и азотная кислоты для придания глянцевого, почти зеркального вида.Лучше всего он работает с алюминием серий 5000 и 6000. Чем тверже покрытие из оксида алюминия, тем оно будет ярче. Он популярен при производстве автомобильных запчастей и фонарей. Aerospace Metals специализируется на ярком анодировании погружением.
Etching — это процесс предварительной обработки, используемый для достижения превосходной визуальной привлекательности. Крайне важно удалить всю грязь, жир и масло с поверхности металла, чтобы оставить чистый внешний слой, который превратится в анодированное покрытие алюминия.Для устранения дефектов поверхности используются два типа травления. Один использует каустическую соду, а другой — кислотное травление, обрабатывает поверхность ионами на основе фтора и устраняет дефекты.
Процесс герметизации — один из последних этапов анодирования и, по мнению многих, самый важный. Уплотнение обеспечивает максимальную коррозионную стойкость, но сводит к минимуму сопротивление истиранию. Три наиболее распространенных типа уплотнения — это уплотнение горячей деионизированной водой, уплотнение при средней температуре и уплотнение в холодном состоянии.Типы используемых герметиков различаются в зависимости от используемого процесса анодирования, для некоторых из которых потребуется кипячение деионизированной воды. Для других, например, содержащих детали, окрашенные краской, этот шаг не требуется. Холодное запечатывание обеспечивает продукт высочайшего качества, но, вероятно, его будет немного сложнее выполнить.
ЗаключениеКак видите, анодирование имеет невероятно широкое применение во многих отраслях промышленности. Без этого самолеты не были бы столь же безопасными, космические путешествия были бы почти невозможны, а наши жилые и рабочие места были бы менее прочными и гладкими.Процесс может различаться по сложности и стоимости, но конечный продукт работает и выглядит намного лучше, чем исходный компонент. От малого бизнеса, владеющего ключевым магазином, до компаний, разрабатывающих детали для авианосцев военного назначения, многие могут извлечь выгоду из использования анодированных компонентов.
Если вы заинтересованы в анодировании ваших деталей, свяжитесь с нами по адресу www.aerospacemetalsllc.com
В чем разница между анодированием и порошковым покрытием алюминия?
В чем разница между анодированием алюминия и алюминием с порошковым покрытием? Анодирование алюминия и алюминий с порошковым покрытиемАнодирование
Это электрохимический процесс, при котором металлическая поверхность превращается в декоративную, прочную, коррозионно-стойкую анодно-оксидную отделку.
Этот электрохимический процесс обеспечивает дополнительную защиту помимо естественной оксидной пленки.
На поверхности алюминия образуется прочный пористый слой анодного оксида. Анодированный алюминий также подойдет для ярких цветов. Вы можете анодировать любой вид алюминиевого сплава.
Порошковое покрытие
Процесс порошкового покрытия очень похож на процесс окраски, за исключением того, что «краска» представляет собой сухой порошок, а не жидкость.
Порошок прилипает к деталям из-за электростатического заряда порошка и заземления деталей.Можно использовать любую подложку, которая может выдерживать тепло отверждения порошка и которая может быть электрически заземлена для улучшения прикрепления заряженных частиц. Порошок растекается и затвердевает под воздействием тепла.
В чем разница между анодированием алюминия и алюминием с порошковым покрытием?
Вот 6 общих отличий для обеих покрытий
1. Процесс:
Анодирование — это электрохимический процесс, используемый для увеличения толщины естественного оксидного слоя на алюминии, что увеличивает долговечность металла.Чем толще покрытие, тем дольше срок службы анодированного алюминия.
Порошковое покрытие— это процесс нанесения декоративного и защитного покрытия на алюминиевый профиль или любой другой металл с помощью электростатически заряженного порошка, который распыляется на алюминий.
2. Вариант цвета:
Анодирование выполняется разными партиями, поэтому существует вероятность изменения цвета подложки. При порошковой окраске порошок остается постоянным, поэтому цвет основы никогда не меняется.
3. Стоимость:
Анодирование дороже порошкового покрытия.
4.Поверхность:
Анодирование может быть выполнено только на алюминиевых поверхностях, в то время как порошковое покрытие может быть выполнено на всех поверхностях, включая дерево, сталь, алюминий и т. Д., Обеспечивая очень однородный вид.
5. Доработка:
Анодирование нельзя отремонтировать, а с порошковым покрытием можно отремонтировать, помять и покрыть заново.
6. Срок службы слоя:
Анодирование имеет больший срок службы, чем порошковое покрытие.Порошковое покрытие подвержено износу при внешних погодных условиях. Солнечный свет, окисление и влага могут привести к отслаиванию этого покрытия.
Также мы можем проанализировать основные отличия обеих отделок, достоинства и недостатки.
Преимущества анодирования
1. Анодирование труднее, чем поверхности с порошковым покрытием. Анодирование лучше подходит для алюминия в зонах с интенсивным движением, где покрытие подвергается физическому воздействию и абразивным чистящим средствам.
2. Анодирование не отклеивается. Покрытие фактически является частью металла.
3. Анодирование придает алюминию более глубокий и богатый металлический вид, чем это возможно при порошковых покрытиях. Это связано с тем, что анодированное покрытие является полупрозрачным, и под ним можно увидеть основной металл. Эта полупрозрачность может способствовать возникновению проблем с изменением цвета.
4. Солнечный свет не влияет на анодирование.
Недостатки анодирования
1. Анодирование, менее устойчивое к химическим веществам.
2. Анодирование дороже порошковой окраски.
3. Меньшее количество вариантов цвета.
4. Более заметны сварные швы. Шлифовка, полировка и очистка не покрываются материалом.
Преимущества порошковой окраски
1. Большой выбор цветов.
2. Очень прочный и устойчивый к ультрафиолетовому излучению при правильной подготовке материала, технике нанесения и контроле. 5-10 лет жизни при сильном воздействии элементов.
3.Порошок можно восстановить для повторного использования.
4. Отсутствие образования ЛОС, следовательно, уничтожение ЛОС не требуется.
5. Дешевле анодирования.
6. Сварные швы, следы шлифовки и полировки покрыты, что делает их менее заметными.
Недостатки порошковой окраски
1. Царапины показывают более заметный контраст между поверхностью с порошковым покрытием и подложкой.
2. Отверждение энергоемкое.
3. На поверхности может появиться больше «апельсиновой корки».
4. Порошковое покрытие может отслаиваться или отделяться от подложки.
Honstar Aluminium Products Co., Ltd предлагает нашим клиентам не только анодированный алюминиевый профиль и алюминиевый профиль с порошковым покрытием, но также алюминиевый профиль с эффектом текстуры древесины, алюминиевый профиль с термическим разделением, алюминиевый профиль с ярким погружением для удовлетворения различных запросов и требований проектов.
Свяжитесь с нами сейчас для запроса алюминиевого профиля, готового решения и комплексного обслуживания.
Получите ценовое предложение без обязательств 30 июня 2020 г.Hardcoat Anodize Type III vs.Анодирование типа II и покрытие из нержавеющей стали
Анодирование алюминия обычно делится на три типа. Тип I — это очень тонкий анодированный хромовой кислотой. Тип II — это обычный анодированный раствор серной кислоты, который можно декоративно окрашивать практически в любой цвет. Тип III, твердое анодирование, выполняется в более жестких условиях процесса, в результате чего получается более твердое, плотное, толстое и устойчивое к истиранию покрытие. Толщина твердого покрытия может варьироваться от 0,0005 до 0,0030 дюйма, но это зависит от конкретного анодируемого сплава.
Анодирование с твердым покрытием типа III отличается от анодированного покрытия типа II
Анодирование твердым покрытием, тип III, — это проверенный процесс отделки, который превращает плоскую металлическую поверхность во внешний вид, обеспечивающий повышенную коррозионную стойкость и долговечность. Анодирование PFI типа III обеспечивает более качественное покрытие, чем анодирование типа II. Ключевое различие между твердым покрытием алюминия и стандартным анодированием типа II заключается в том, что этот процесс обеспечивает поверхность с большей износостойкостью и более гладкой и твердой отделкой.Процесс нанесения твердого покрытия на алюминий идеально подходит для преобразования поверхностей алюминия и всех других типов цветных металлов. Эти материалы премиум-класса используются во многих отраслях промышленности по всему миру для производства тысяч потребительских, коммерческих и промышленных товаров.
Узнать больше
Эксплуатационные преимущества анодирования твердым покрытием типа III
- Повышенная стойкость к истиранию
- Повышенная износостойкость
- Повышенная коррозионная стойкость
- Улучшенная эстетика (см. Внешний вид ниже)
- Диэлектрические свойства / покрытие электроизолятора
- Улучшенная смазка
- Легко стерилизуется, не загрязняет медицинские инструменты
Общие области применения с твердым покрытием, тип III, анодирование
- Аэрокосмическая промышленность: износостойкость, сухая смазка, долговечность и электроизоляция
- Огнестрельное оружие: коррозионная стойкость и износостойкость
- Машины: стойкость к истиранию деталей высокоскоростных машин
- Электроника: равномерный коэффициент излучения и высокая диэлектрическая проницаемость
- Нефть и газ: защита от коррозии и износостойкость.
- Посуда: защита от коррозии и антипригарные свойства
- Формы и штампы: улучшенные антиадгезионные свойства и стойкость к истиранию
- Спортивные товары: повышенная прочность и производительность
Анодирование с твердым покрытием типа III по сравнению с нержавеющей сталью
Анодированиетипа III может заменить нержавеющую сталь в определенных областях применения, что приводит к экономии материальных затрат, технического обслуживания и замены деталей, и это лишь некоторые из них. Возможности использования анодированных деталей вместо нержавеющей стали практически безграничны и ограничены только воображением дизайнеров и инженеров.Некоторые дополнительные преимущества анодированных компонентов с твердым покрытием вместо нержавеющей стали включают:
- Меньший вес
- Производство, транспортировка и транспортировка дешевле
- Обработка в два раза быстрее, чем у нержавеющей стали
- Жесткие допуски — детали машин могут быть анодированы без изменения требований к размерам детали
- Экономия затрат на энергию — анодированный алюминий заменяет формы из закаленной стали для литья пластмасс под давлением, экономя на затратах на электроэнергию благодаря свойствам удержания тепла анодированного алюминия, например
Анодирование с твердым покрытием, тип III | Военная спецификация MIL-A-8625
Progress for Industry, Inc.известна своим превосходным анодированием типа III и другими покрытиями для литейной промышленности. Наши опытные мастера обслуживают промышленность в США и за рубежом более 30 лет. Мы обеспечиваем анодирование типа III в соответствии с военными стандартами и предлагаем высококачественные услуги по нанесению черного покрытия. В частности, мы придерживаемся спецификаций MIL-A-8625 для OEM и военных поставщиков. Наша команда менеджеров и технических специалистов обладает опытом, позволяющим удовлетворить особые потребности во всех областях применения в военной сфере. PFI Inc.предоставляет качественные услуги по анодированию, как типа III, так и типа II, и имеет непревзойденный послужной список надежности и производительности в индустрии нанесения покрытий.
Что такое анодированный алюминий? — Lorin Industries Мировой лидер в области анодирования алюминия
Что такое анодированный алюминий?
Анодированный алюминий — это алюминий, обработанный для получения исключительно прочного покрытия. Чтобы создать анодированный алюминий, вы используете электрохимический процесс, при котором металл погружается в серию резервуаров, в которых один из резервуаров, анодный слой, выращивается из самого металла.
Поскольку этот анодированный слой создается из самого алюминия, а не окрашивается или наносится, этот анодированный алюминий никогда не будет трескаться, отслаиваться или отслаиваться, и он намного прочнее любого другого аналогичного материала на рынке. Анодированный алюминий в три раза тверже исходного материала и на 60 процентов легче других конкурирующих металлов, таких как нержавеющая сталь и медь.
Чем отличается алюминий, анодированный катушкой?
В Lorin Industries мы производим анодированный алюминий, используя строго контролируемый процесс анодирования рулонов, который обеспечивает более высокое качество продукции при более низких затратах на обработку.
Рулонный сырой алюминий разматывается и протягивается через ряд резервуаров, которые очищают, анодируют, окрашивают, герметизируют и, наконец, перематывают рулон одним непрерывным движением. В конце процесса у нас остается анодированный алюминий в рулонах исключительного качества, который отличается прочностью, универсальностью и обеспечивает постоянное соответствие цвета в соответствии с конкретным запросом нашего клиента. Уже прокатанный анодированный алюминий готов к отправке в пункт назначения.
Процесс анодирования алюминия в рулонах исключает несколько этапов, которые являются частью более традиционного процесса серийного анодирования алюминия, что увеличивает стоимость и приводит к нестабильности отделки.При периодическом анодировании необходимо создать точку электрического контакта, чтобы электрический ток работал, чтобы способствовать росту анодного слоя. Это делается путем прикрепления каждой анодируемой детали с помощью металлического крючка или стойки, которые часто оставляют следы ожогов, также известные как следы реек на материале, которые необходимо обрезать, что приводит к дополнительным отходам и стоимости.
Поскольку каждый квадратный дюйм материала в форме рулона тратит одинаковое количество времени на каждой части процесса, вы можете быть уверены, что цвет будет одинаковым.В отличие от процесса анодирования рулонов, во время пакетной обработки алюминиевые детали или панели по отдельности погружаются в каждый резервуар, что приводит к тому, что некоторые части металла тратят больше времени на каждую часть процесса, и вызывают несоответствие цвета и толщины анодированного слоя. Кроме того, поскольку каждый кусок металла должен быть индивидуально установлен на стойках, чтобы их можно было погрузить в резервуары, могут возникнуть повреждения при транспортировке, которые увеличивают стоимость. Анодирование рулонов — это непрерывный процесс, который практически не требует обработки, что снижает вероятность повреждения и экономит деньги.
Узнайте больше об отдельных этапах процесса анодирования рулонов здесь. Анодированный алюминий в рулонах обеспечивает одинаковый цвет и отделку и превращает стандартный алюминий в удивительно универсальный продукт с превосходными функциями.
Каковы преимущества анодированного алюминия?
Прочность
Алюминий с самого начала является прочным материалом, но после процесса анодирования его поверхность становится даже более жесткой, чем базовый алюминий. Анодированный алюминий создает поверхность, которая в три раза тверже, чем стандартный алюминий, и не трескается, не отслаивается или не отслаивается даже при обработке для придания цвета.Поскольку процесс анодирования — это контролируемое окисление алюминия, продукт никогда не ржавеет, не подвергается патине или погодным условиям. Анодированный алюминий — один из самых прочных и универсальных металлических изделий на рынке.
Внешний вид
Анодированный алюминий имеет внешний вид, который придает красоту любому предмету. Когда анодированный алюминий остается естественным, он приобретает новый яркий серебристый цвет, и его можно анодировать таким образом, чтобы оставить матовый или яркий цвет. У вас также есть возможность выбрать индивидуальную текстуру, например тон штукатурки, браширования или мелкой гальки, чтобы придать вашему продукту уникальный внешний вид.
Пользовательские параметры цвета
Из-за открытой пористой структуры анодного слоя перед герметизацией анодированный алюминий может быть обработан так, чтобы он соответствовал почти любому цвету бренда или образцу Pantone, который вы можете себе представить. Универсальность материала также означает, что его можно сделать так, чтобы он отражал внешний вид других металлов, придавая вам вид золота, бронзы, меди, нержавеющей стали, латуни и т. Д. Без риска выветривания. Однако, если вам нравится обветренный вид, у Lorin есть множество вариантов отделки с обветренным внешним видом на выбор.Из-за природы анодированного алюминия, какой бы цвет вы ни выбрали, он не отслаивается, не отслаивается или не отслаивается и остается неизменным на протяжении всего срока службы изделия. И если вы выберете цвета от Lorin, указанные как устойчивые к ультрафиолетовому излучению, вы можете рассчитывать на то, что эти цвета прослужат долго.
Легкий вес
Анодированный алюминий — это легкий металл, который примерно на 60 процентов меньше, чем нержавеющая сталь, медь или латунь. Это делает доставку материала намного более рентабельной и может решить множество дизайнерских проблем.Анодированный алюминий — универсальное решение — от архитектуры до конструирования товаров народного потребления, везде, где требуется легкий, прочный и привлекательный материал.
Стоимость
Поскольку анодированный алюминий намного легче других металлических изделий, его доставка на строительную площадку или производственный объект стоит значительно дешевле. Благодаря высокому соотношению прочности и веса анодированный алюминий имеет более низкую общую стоимость квадратного фута для использования в проектах, чем такие материалы, как сталь, цинк, бронза, латунь и медь, при этом обеспечивая тот же визуальный эффект.Поскольку алюминия много и его можно возобновлять, а также он является единственным металлом, который на 100% пригоден для вторичной переработки, в сочетании с тем, что процесс создания анодированного алюминия настолько безопасен для окружающей среды, что его воздействие на окружающую среду намного меньше, чем у других продуктов. Все эти факторы составляют универсальный и прочный продукт, который прослужит дольше, чем другие материалы на рынке.
Где используется анодированный алюминий?
Анодированный алюминий можно использовать в любом приложении, в котором уже используется другой металлический материал.В Lorin Industries мы производим анодированный алюминий для следующих отраслей:
Архитектура
Анодированный алюминий никогда не ржавеет, не подвергается патине или погодным условиям, что делает его привлекательным выбором для красивых, современных зданий, экстерьеров и интерьеров. Поскольку анодированный алюминий может быть изготовлен на заказ любого цвета, отделки или текстуры, он также является привлекательным, легким и доступным вариантом для внутренней отделки, такой как потолочные панели, вывески магазинов и панели лифтов.
Транспорт
Анодированный алюминий в три раза прочнее исходного материала и работает на любой скорости. Анодированный алюминий — от интерьеров коммерческих самолетов до панелей железнодорожных вагонов до яркой внешней отделки спортивных автомобилей — обеспечивает долговечность и устойчивость к атмосферным воздействиям, которые необходимы транспортным средствам, а также исключительный стиль, который они желают.
Потребительские товары
Потребители хотят привлекательные, долговечные товары, отражающие их эстетику и образ жизни. Независимо от того, какой внешний вид, текстура или цвет вы ищете, анодированный алюминий подойдет.Анодированный алюминий — от кухонных фартуков до микроволновых печей, кофеварок и других товаров народного потребления — предлагает универсальность и качество, которые требуются вашим потребителям.