Экструзия полистирола — Справочник химика 21
Освоение технологии производства пенопластов экструзией полистирола общего назначения с вводом порообразователя в экструдер является одной из важных задач в производстве полистирольных пластиков на десятую пятилетку. [c.68] Следует помнить, что полипропилен обладает значительно более высокой жесткостью, чем полиэтилен, и затвердевает значительно быстрее последнего. Это значит, что наружный слой толстостенного изделия при быстром охлаждении становится настолько твердым, что он не оседает, когда внутренний слой охлаждается и дает усадку. При экструзии полистирола и полиметил-метакрилата усадка вызывает образование пустот в изделии. Во избежание этого необходимо, чтобы изделия, получаемые методом экструзии, охлаждались постепенно. Рекомендуется метод, при котором изделие пропускают сначала через ванну с нагретой водой, а затем постепенно через охлажденную воду. Для охлаждения некоторых видов изделий целесообразно применять воздушное охлаждение или использовать контакт с охлаждаемыми металлическими направляющими иЛи пластинами.
Таким образом были получены соединения с новыми свойствами, Так, к полиэтилену были привиты боковые ветви полистирола. Для проведения блокполимеризации молекулы двух различных полимеров разрываются на короткие цепи (например, при вальцевании, экструзии), затем полученные блоки связываются , образуя полимер, в котором чередуются куски или блоки первого А и второго В соединений. Так, например, при взаимодействии каучука с эпоксидными смолами получается полимер, обладающий исключительной стойкостью к истиранию. Таким же способом из каучука и полистирола образуется ударопрочный полистирол, в который можно вбивать гвозди, не боясь растрескивания. Блокполимеризация может быть также осуществлена взаимодействием концевых функциональных групп полимеров или присоединением друг к другу макромолекул разных полимеров
Экструзия полистирола производится при 180—190° С. Материал должен быть равномерно нагрет и состоять из частиц одинакового размера, иначе поверхность изделий из-за неравномерной усадки получается неровной и шероховатой.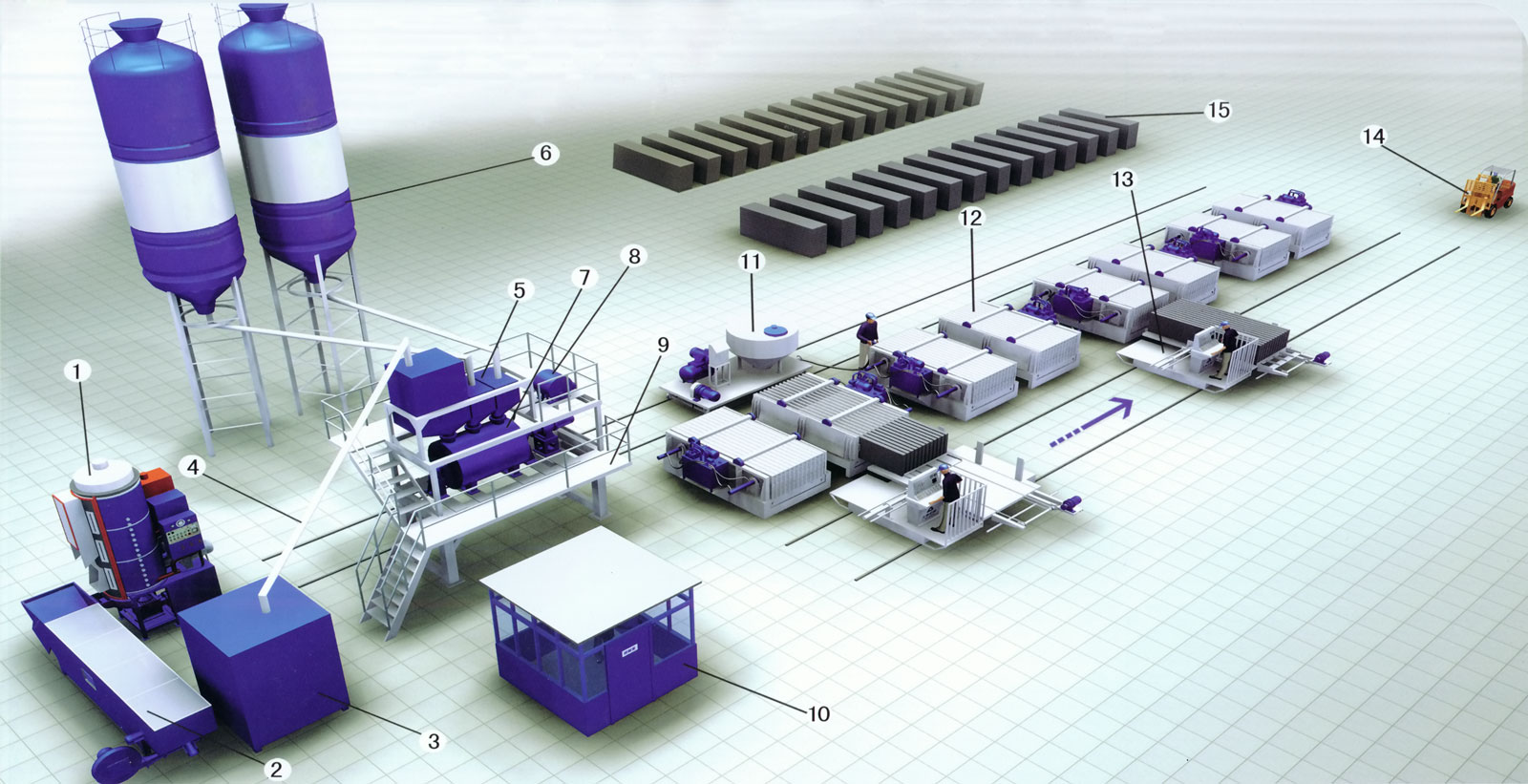 Толстостенные изделия могут растрескиваться в толще стенок возможно образование внутренних пустот или пузырей. Наружные слои могут затвердеть, тогда как внутренние остаются мягкими и теплыми. Это приводит к неравномерной усадке, а следовательно, к возникновению внутренних напряжений, вызывающих трещины.
Толстостенные изделия могут растрескиваться в толще стенок возможно образование внутренних пустот или пузырей. Наружные слои могут затвердеть, тогда как внутренние остаются мягкими и теплыми. Это приводит к неравномерной усадке, а следовательно, к возникновению внутренних напряжений, вызывающих трещины.
Охлаждение. Охлаждающая ванна обычно заполняется теплой водой. При экструзии полистирола температуру жидкости в охлаждающей ванне желательно поддерживать несколько выше 100° С, и поэтому иногда вместо воды применяют этиленгликоль или глицерин. Однако после прохождения такой ванны на волокнах остается часть жидкости, что приводит к дополнительным расходам, связанным с ее удалением. Поэтому иногда волокна из полистирола подвергают ориентации, минуя стадию охлаждения в жидкости.
В охлаждающей ванне волокна должны охлаждаться до температуры, при которой их можно подвергать дальнейшей обработке. Температура волокна, выходящего из ванны, не должна быть слишком высокой, так как в этом случае при прохождении системы устройств технологической линии оно может деформироваться.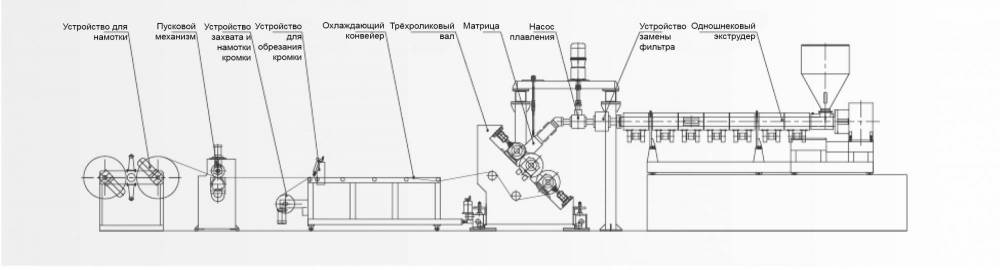 Если же температура слишком низкая, падает прочность волокон. Для полипропилена и полиэтилена высокой плотности температура воды в охлаждающей ванне около 52° считается оптимальной. При экструзии полистирола требуется более высокая температура (107—135° и по крайней мере не менее 93°), и поэтому иногда в качестве охлаждающей среды применяют другие жидкости.
Если же температура слишком низкая, падает прочность волокон. Для полипропилена и полиэтилена высокой плотности температура воды в охлаждающей ванне около 52° считается оптимальной. При экструзии полистирола требуется более высокая температура (107—135° и по крайней мере не менее 93°), и поэтому иногда в качестве охлаждающей среды применяют другие жидкости.
Полистирол. Полистирол — продукт полимеризации стирола. Положительными свойствами его является отличная стабильность размеров, практически полная водостойкость, высокая химическая стойкость и способность перерабатывания в изделия методом литья под давлением и экструзией. Полистирол легко обрабатывается пилится, сверлится и склеивается. Изделия из полистирола сваривают горячим воздухом при температуре 220—250 С. [c.36]
Полистирольные пластмассы легко перерабатываются литьем под давлением, экструзией, вакуум- и пневмоформованием.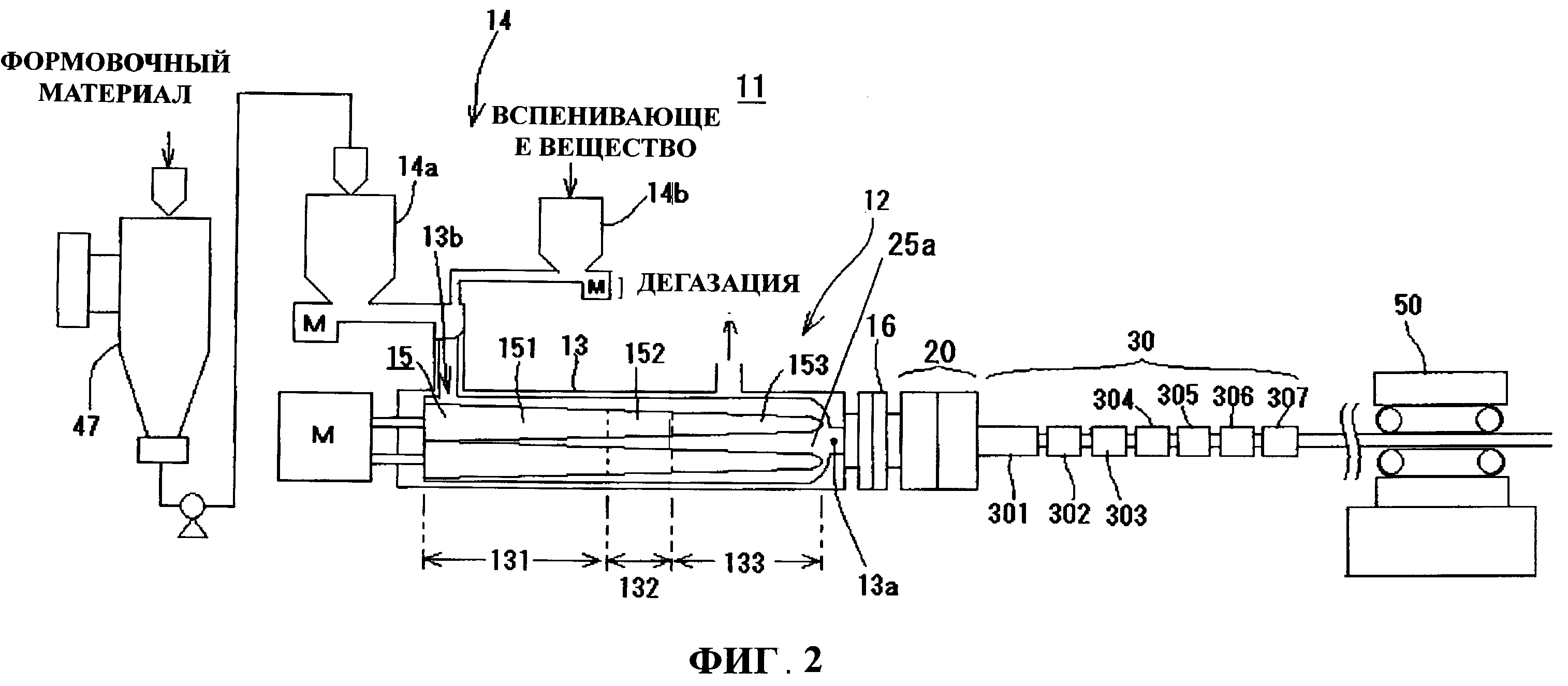
Ниже показано изменение молекулярной массы по длине цилиндра при экструзии полистирола при 200 °С [832] [c.358]
Листы из полипропилена, полистирола и полиэтилена обычно изготавливают методом экструзии. Листы и пленки из жесткого и пластифицированного ПВХ, так же как листы из резины, обычно изготавливают методом каландрования, так как при каландровании существенно уменьшается опасность термодеструкции.
Полистирол перерабатывают в изделия методом литья под давлением или экструзии, реже прессованием. Изделия из полистирола обладают высокой стойкостью к растворам кислот, щелочей, солей. Литьем под давлением можно готовить из полистирола мелкие детали сложной конфигурации с многочисленной тонкой армировкой.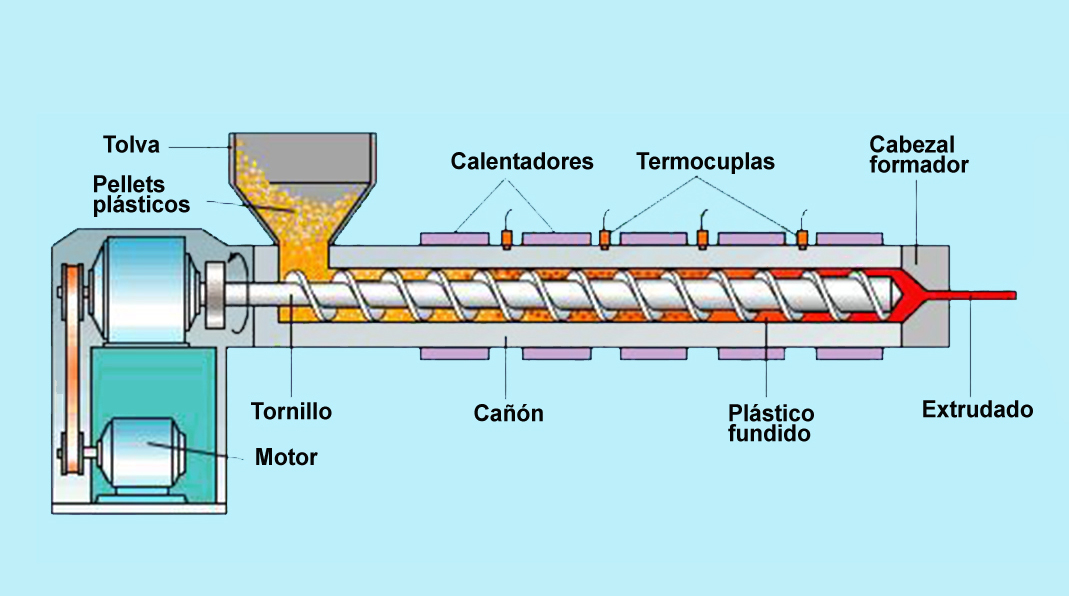 Изготовление крупногабаритных изделий затруднительно вследствие возникновения внутри изделия усадочных раковин и растрескивания его в результате значительных внутренних напряжений.
Изготовление крупногабаритных изделий затруднительно вследствие возникновения внутри изделия усадочных раковин и растрескивания его в результате значительных внутренних напряжений.
Б. с. получают также экструзией высоконаполненных полимеров, напр, полиолефинов, полистирола. Это самая дешевая Б. с. Применяется для печати массовых изданий на полиграфич. оборудовании, включающем устройство для обработки поверхности Б.с. коронным разрядом. Последнее необходимо для восприятия и удержания краски поверхностью пленки. [c.324]
Аналогичные изделия м. б. получены также экструзией расплава полистирола, насыщенного хладоном (т.кип. от [c.458]
Строго говоря, это деление в значительной степени условно стереорегулярные каучуки (НК, СКИ, СКД), бутилкаучук, поли-хлоропрен, способные частично (до 15—20%) кристаллизоваться [5—8], органические стекла (полистирол, поливинилхлорид, полиакрилаты) могут быть сильно ориентированы и получены в виде пленок и волокон, а такие волокнообразующие полимеры, как нейлон или капрон, могут использоваться для получения массивных изделий путем экструзии и литья под давлением [9—13].
Вследствие высокой текучести полистирола при повышенных температурах удобнее всего перерабатывать его методом литья-под давлением, хотя пригодны также прессование, экструзия и выдувание. Известное применение нашла механическая обработка блоков и пластин из полистирола в производстве линз и электротехнических деталей. Пленки, полученные путем выдувания, непрочны, но если этот процесс сопровождается продольной вытяжкой (ориентация), прочность негибкость их резко возрастают. Полистирольные волокна, уступая полиолефиновым, например по-эластичности, обладают другими ценными свойствами (упругость, прозрачность), что позволило применять их в волоконной оптике, электротехнике и производстве армированных пластиков.
Получение ударопрочного полистирола суспензионным методом осуществляется по полунепрерывной схеме и включает следующие основные стадии растворение каучука в стироле, форполимеризацию до 25—30%-ной конверсии с перемешиванием, суспензионную полимеризацию (периодические стадии), далее промывку, отжим, сушку, смешение с красителями, стабилизаторами и другими добавками, экструзию, грануляцию и упаковку (непрерывные стадии).
Ударопрочный полистирол перерабатывается в изделия обычными для термопластов методами, и в первую очередь экструзией и литьем под давлением. Из ударопрочного полистирола можно получать листы, которые затем перерабатываются в крупногабаритные изделия вакуум- и пневмоформованием. Листовые материалы могут перерабатываться горячей штамповкой. [c.93]
Допустим, что лист из полистирола получают методом экструзии в водяную ванну. Затем из листа вырубают изделия, причем требования к точности размеров этих изделий таковы, что максимально допустимая величина изменения линейных размеров за счет усадки не должна превышать 0,33%.
ДЕСТРУКЦИЯ ВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИСТИРОЛА ПРИ ЭКСТРУЗИИ [c.191]
Деструкция полистирола при экструзии [c.193]
Грессли с сотр. [22] установил, что при экструзии полистирола со скоростью 1—3 мм/с при 160—180 °С степень ВЭВ DIDq на расстоянии 0,1 см от выхода из капилляра составляет 90 % от максимальной.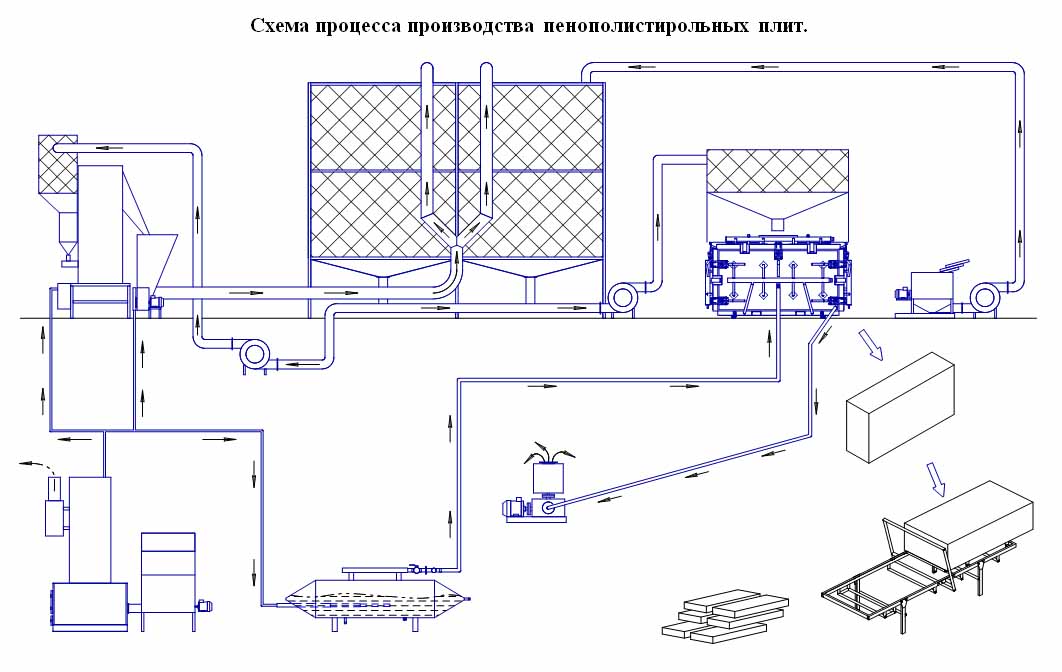
Ранее в лаборатории авторов были выполнены исследования il] деструкции при экструзии полистирола со средневесовым молекулярным весом М , 6,7-10 и узким молекулярновесовым распределением (МВР). Опыты проводили с помощью капиллярного реометра Instron , который использовался в качестве приспособления для создания высоких скоростей сдвига, моделирующих реальный процесс переработки полимера в изделие. Для оценки МВР образцов после экструзии использовали метод гель-проникающей хроматографии. Эту же методику использовали и в настоящей работе при исследовании высокомолекулярного образца полистирола с 1,8-10 . При этом варьировали различные параметры процесса, что позволило получить некоторые результаты, отличные от описанных ранее. [c.191]
Наиболее современным и прогрессивным является метод плоскощелевой экструзии полистирола с последующей двухсторонней вытяжкой пленки-заготовки.
 Аппаратурное оформление этого процесса аналогично процессу получения двухосноориентированной полипропиленовой пленки. Этим методом достигается одинаковый ориентационный эффект в обоих направлениях, ширина полотна увеличивается до l500 мм при толщине 0,02—0,5 мм. [c.51]
Аппаратурное оформление этого процесса аналогично процессу получения двухосноориентированной полипропиленовой пленки. Этим методом достигается одинаковый ориентационный эффект в обоих направлениях, ширина полотна увеличивается до l500 мм при толщине 0,02—0,5 мм. [c.51]Наши опыты охватывали сравнительно узкую область скоростей сдвига (до 10 сек ). Такие значения скоростей сдвига наблюдаются при экструзии полистирола. В условиях же литья под давлением реализуются гораздо более высокие скорости сдвига. Кроме того, процесс литья под давлением проходит в неизотер- [c.35]
Отделение химии и химической технологии Заведующий S. otson Направление научных исследований изучение строения веществ с помощью рентгеновской дифракции гомогенные реакции в газовой фазе химия соединений олова и серы химия сиднонов окисление метанола кинетика реакций поликонденсации влияние пластификаторов на поливинилхлорид экструзия полистирола неорганические полимеры. [c. 252]
252]
Пластмассы могут быть термопластичными и термореактивными. Термопластичные пластмассы при нагревании становятся пластичными, а при охлаждении снова затвердевают. Размягчение и отверждение можно проводить многократно. К таким пластмассам относятся полиэтилен, полипропилен, полистирол, полиметилметакрилат, полиамиды, фторопласты и др. Изделия из них получают литьем под давлением, экструзией, штампозание.м. [c.319]
Рабочая температура выбирается внутри диапазона, ограниченного минимально и максимально допустимыми значениями температуры. Низкие температуры термоформования более выгодны, поскольку они позволяют сократить периоды нагрева и охлаждения в цикле формования. Кроме того, чем ниже температура, тем выше уровень двухосной ориентации, а значит, выше ударная вязкость изделия. С другой стороны, более высокая температура позволяет увеличить воспроизводимость и точность размеров изделий. Обычно для термоформования используют экструзионные листы. Щелевая экструзия приводит к возникновению неизотропной молекулярной ориентации. Так, в случае экструзионного листа из ударопрочного полистирола толщиной 1,52 мм Шмидт и Карли [24] наблюдали 31 %-ную усадку в направлении экструзии и очень сдабую усадку [c.574]
Щелевая экструзия приводит к возникновению неизотропной молекулярной ориентации. Так, в случае экструзионного листа из ударопрочного полистирола толщиной 1,52 мм Шмидт и Карли [24] наблюдали 31 %-ную усадку в направлении экструзии и очень сдабую усадку [c.574]
Поскольку критерий Флори зависит от термодинамических и механических поправок, можно ожидать, что в определенных условиях течения сравнительно малые градиенты скорости у компенсируются большими термодинамическими поправками . По-видимому, впервые прямым образом это было показано Келлером , который при экструзии промышленного блоксополимера кратон , содержащего два концевых полистирольных блока, сочлененных полибутадиеновым (полная мольная доля полистирола 25% блок-сополимер практически гомодисперсен), получал макроскопические, размерами в несколько кубических миллиметров, суперкристаллы с правильной гексагональной упаковкой практически бесконечных полистирольных цилиндров диаметром порядка 15 нм в полибутадиеновой матрице. [c.223]
[c.223]
ПЛЕНКИ ПОЛИМЕРНЫЕ, имеют толщину от неск. мкм до 0,25 мм. В зависимости от метода и условий получения м. б. неориентированными (изотропными) и ориентированными. Получ. след, способами 1) экструзией расплавов полимеров (полистирола, полиэтилена, полипропилена, хлориров. полиолефинов и других полимеров, не подвергаюптхся деструкции при переходе в вязкотекучее состояние) через фильеры со щелевыми или кольцевыми отверстиями при этом в первом случае из фильеры выходит изотропная лента бесконечной длины, к-рую вытягивают в продольном и (или) поперечном направлениях, во втором — рукав, к-рый раздувают сжатым воздухом (плоскостная ориентация) 2) из р-ров полимеров (напр., эфиров целлюлозы, гл. обр. ацетатов), к-рые через фильеру наносят на движущуюся ленту или барабан (сухое формование) либо направляют в осадит, ванну (мокрое формование) структуру и св-ва пленок регулируют скоростью испарения р-рителя, составом и т-рой ванны сформованную пленку часто пластифицируют, а затем высушивают 3) каландрованием пластифицированных полимеров (главным образом поливинилхлорида).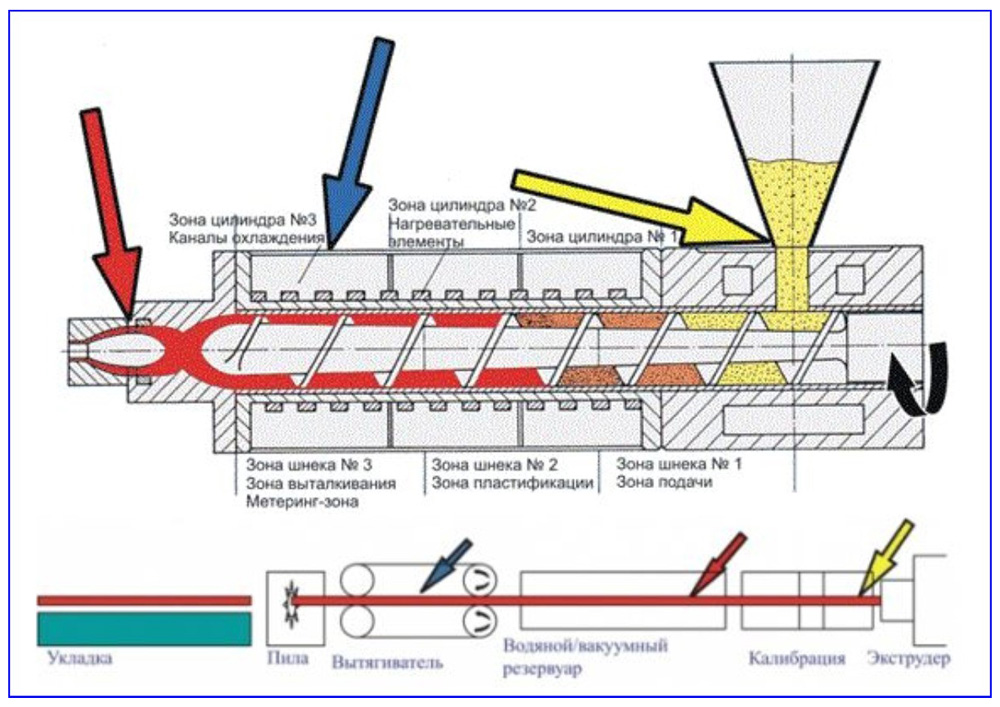 [c.448]
[c.448]
Сочетание разл. методов. Напр., экструзией и ка-ландрованием получают толстые П. п. (0,2-2,5 мм) из ударопрочного полистирола, АБС-пластика, полипропилена, к-рые подвергают глубокой вытяжке, и П.п. из нек-рых термостойких термопластов. [c.572]
Основным методом изготовления выдувной тары из полиэтилена высокой и низкой плотности, попипропилена, полистирола, твердого и мягкого (пластифицированного) поливинилхлорида, ацетата целлюлозы, полиамида и различных сополимеров является экструзия с раздувом, т.е, выдувное формование. Данный способ основан на раздуве нагретой заготовки кз термопласта, помешенной в форму определенного объема и конфигурации. Раздув разогретых заготовок производится обычно сжатым воздухом, после раздува отформованные изделия охлаждают. [c.167]
Интересным методом регулирования структуры является метод введения в расплав полимера искусственных зародышей, которые становятся центрами кристаллизации. Ими могут быть разли шые органические вещества, нерастворимые в полимере, плавящиеся при более высоких температурах, чем сам полимер, и химически ие взаимодействующие с ним, например иидиго. ализарин и т. д. При Этом можно получить разнообразные надмолекулярные структуры одного и того же полимера, так как они зависят от формы введенных кристалликоп. Так, введение 1% тоикодисперсного индиго в расплав полипропилена при экструзии приводит к образованию пленок с однородной мелкосферолитной структурой. Пленки, полученные при тех же условиях в отсутствие искусственных зародышей, состоят из крупных сферолитов с четкими границами раздела. Первые обладают вынужденной эластичностью, вторые разрушаются Хрупко. Аналогичные данные получены для изотактиче-ского полистирола н гуттаперчи. [c.239]
Ими могут быть разли шые органические вещества, нерастворимые в полимере, плавящиеся при более высоких температурах, чем сам полимер, и химически ие взаимодействующие с ним, например иидиго. ализарин и т. д. При Этом можно получить разнообразные надмолекулярные структуры одного и того же полимера, так как они зависят от формы введенных кристалликоп. Так, введение 1% тоикодисперсного индиго в расплав полипропилена при экструзии приводит к образованию пленок с однородной мелкосферолитной структурой. Пленки, полученные при тех же условиях в отсутствие искусственных зародышей, состоят из крупных сферолитов с четкими границами раздела. Первые обладают вынужденной эластичностью, вторые разрушаются Хрупко. Аналогичные данные получены для изотактиче-ского полистирола н гуттаперчи. [c.239]
Самозатухакцций слоистый пластик на основе фено-ло-форм альдегидных смол То же на основе эпоксидных смол Сополимер винилхлорида Дисперсии ПВА Полистирол для экструзии Ненасыщенные полиэфирные смолы Пленка нз ПВХ Шпатлевка иа основе ПВА [c. 286]
286]
Рациональное применение полимеров в конструкциях значительно увеличивает долговечность этих конструкций. Рассмотрим характерные примеры использования термопластов в химической и иефтехимической промышленности [50, 151]. Наиболее широкое распространение в этих отраслях получили напорные трубы из полиэтилена, полипропилена, винипласта и фторлона. Весьма перспективны также трубы из полиамидов, полистирола, поликарбоната, полиформальдегида и т. д. Оболочки и емкости больших размеров с толщиной стенок до 25 мм получают методом экструзии, центробежного литья и спиральной намотки [202]. [c.13]
Полистирол марок ПВФГ и ПОГ имеет с одной стороны глянцевую поверхность, Листы изготовляют непрерывной экструзией из гранулированного ударопрочного полистирола, выпускаемого по ТУ 6-05-1604—72. Размеры листов должны удовлетворять требованиям, приведенным в таблице на стр. 95. [c.93]
Биориентированная пленка (полифлекс, стирофлекс). Этот продукт был разработан с целью уменьшения хрупкости полистирола при его использовании в виде тонких пластин. Изготавливаются такие пленки экструзией тонкого листа или трубки полистирола, находящихся под натяжением в пластическом состоянии и затем также под натяжением охлаждаемых. [c.155]
Этот продукт был разработан с целью уменьшения хрупкости полистирола при его использовании в виде тонких пластин. Изготавливаются такие пленки экструзией тонкого листа или трубки полистирола, находящихся под натяжением в пластическом состоянии и затем также под натяжением охлаждаемых. [c.155]
Зависимость механич. свойств смеси от размера частиц изучена слабо. Установлено только, что прочность смеси мало изменяется при изменении размера частиц в пределах от 1 до 50 мкм. По-разному влияет на свойства смесей и анизометричность частиц дисперсной фазы. Обычно в смеси полимеров, снятой с вальцев или с экструдера, прочность в направлении ориентации иа 20—100% выше, чем в перпендикулярном направлении. Анизометричные частицы каучука в смесях с поливинилхлоридом обеспечивают более высокую ударную прочность, чем сферические. Однако существуют и др. двухфазные системы, напр, ударопрочный полистирол, в к-рых ударная вязкость после экструзии в результате ориентации частиц каучука снижается. [c.219]
[c.219]
ПОЛУЧЕНИЕ ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ Н4 ОСНОВЕ ПОЛИСТИРОЛА МЕТОДОМ ЭКСТРУЗИИ
Высокая сорбционная способность полистирола к предельным углеводородам и их галогенпроизводным (фреонам) явилась основой для развития технологии пеноизделий. По сравнению с другими крупнотоннажными пластмассами полистирол относительно легко перерабатывается методом экструзии, так как требует меньших энергозатрат и обладает более широким интервалом температур при переработке по сравнению, например, с полиолефинами. Инертность фреонов по сравнению с пентанами с точки зрения пожарной безопасности также способствовала их внедрению в производство.
Первые производства пенополистирольных плит методом экструзии были созданы фирмой «Ооу СЬет.» в конце 1950-х гг. В качестве пеноаген гов использовалась смесь фреонов 11 и 12. Однако экологические проолемы, связанные с нарушением озонового слоя из-за широкого использования этих фреонов, привели к необходимости их замены на озонобезоиасные соединения, к которым можно отнести:
1) неполностью галогенировачные углеводороды: фреоны 142в, 22,134а и 152а;
2) нейтральные газы: азот и углекислый газ:
3) предельные углеводороды: бутан, пентан, изопентан.
Применение дешевых инертных газов — азота и углекислого
Газа в качестве пеноагентов ограничивается их низкой Генри растворимостью в полистироле. Так, для достижения растворимости азота более 10 см3/г требуется давление свыше 200 кгс/см2 (см. рис. 5.3), что технически трудно обеспечить в экструзионном оборудовании. В связи с этим азот используется в качестве пено — агента только при получении из полистирола экструзионных вспененных пленок толщиной до 500 мкм.
Углекислый газ, в отличие от азота, характеризуется удовлетворительной Генри растворимостью в полистироле (=15 см3/г при
давлении 80 кгг./см2). Однако низкий коэффициент диффузии С02 (см. табл. 5.2) снижает скорость его десорбции при формировании пеноизделий на заключительных стадиях экструзии и приводит к получению повышенной плотности изделий (более 40 кг/м8).
Углекислый газ применяют при производстве из полистирола методом экструзии листов толщиной 1-5 мм, а также как добавку к фреону при выпуске пенополистирольных плит толщиной 20 мм и более с целью повышения их плотности и соответственно прочности.
Высокое значение Генри растворимости углеводородов С4-С5 в полистироле приводит к тому, что при формовании пеноизделий часть пор становится открытыми. Это снижает теплоизоляционные свойства пеноплит и их влагостойкость.
Использование предельных углеводородов С4-С5, обладающих высокими сорбцией и диффузией по отношению к полистиролу, затруднено практически, так как связано с необходимостью обеспечения условий взрывобезопасности экструзионного оборудования, производственных помещений, включая склады хранения готовых пеноизделий.
С точки зрения теплоизоляционных свойств пеноплит, полученных на основе различных пеноагентов, существенными преимуществами обладают плиты, полученные на основе фреонов (рис. 5.8), так как фреоны обладают наименьшим коэффициентом теплопроводности среди рассмотренных пеноагентов.
Таким образом, использование галогенпроизводных углеводородов в качестве пеноагентов при получении теплоизоляционных пеноплит является оптимальным, ибо в процессе экструзии обеспечивается получение пеноплит закрытой ячеистой структуры, в которой длительное время сохраняется определенная доля фреона.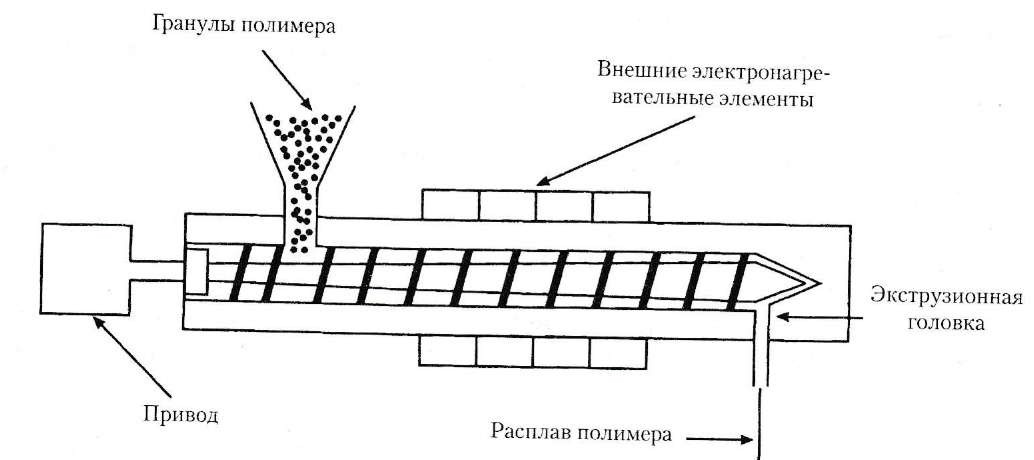 Низкая теплопроводность фреона обеспечивает пониженную теплопроводность пенополистирольных плит (ЭПС), получаемых на его основе методом экструзии. Пеноплиты (ВПС) на основе смеси пентана с изопентаном уступают им по этому показателю.
Низкая теплопроводность фреона обеспечивает пониженную теплопроводность пенополистирольных плит (ЭПС), получаемых на его основе методом экструзии. Пеноплиты (ВПС) на основе смеси пентана с изопентаном уступают им по этому показателю.
Наиболее широко распространенным пеноаген — том, используемые в производстве пенополистирольных плит, получаемых экструзионным методом, является
Рис. 5.8. Диаграмма влияния пеноагентов на теплопроводность пенополистирольных плит
Фреон фреон С02 °оздух 142в, 22 152а, 134а
Смесь фреонов 142в (СН3СС№2) и 22 (СНС1Р2) состава 60 : 40. Эта смесь обеспечивает низкую теплопроводность пеноплит в течение длительного времени (более 20 лет), благодаря низкой скорости диффузии фреона 142в. 1
В качестве альтернативы смеси фреонов 142в и 22 представляет интерес смесь Фреонов 152а и 134а в соотношении -70 : 30, обладающая меньшим парниковым эффектом.
Основные характеристики указанных смесей фреонов и углекислого газа приведены в табл. -5.3.
-5.3.
Таблица 5.3 Характеристики агентов вспенивания при получении пенополистирольных плит экструзионным методом
|
 )
)Смесь фреонов 152а и 134а по сравнению с фреонами 142а и 22 обладает в 2 раза меньшей проницаемостью по отношению к полистиролу и повышенным коэффициентом теплопроводности.
С целью повышения раствооимости в полистироле смеси фреонов 152а и 134а в качестве добавк I, способствующей повышению сорбции пеноагента полистиролом, используются спирты или кето — ны, например этиловый спирт [7-9]. Анализ патентов показывает, что смесь фреонов 152а и 134а може ‘- быть эффективным агентом вспенивания при получении пенополистирольных плит методом экструзии, при этом увеличение теплопроводности плит не превышает 10 % и остается существенно ниже, чем для члит, получаемых с использованием в качестве пеноагента воздуха или пентанов.
Использование углекислого газа в качестве пеноагента не может быть альтернативной заменой смеси фреонов 142в и 22, так как высокое давление газа приводит к образованию значительного количества открытых пор, что, наряду с повышением теплопроводности, приведет к потере теплоизоляционных характеристик пеноплит, получаемых экструзионным методом.
Аппаратурно-технологическое оформление процесса получения пенополистирольных плит методом экструзии можно разделить на две основные группы, схематически изображенные на рис. 5.9:
1. Установки тандемного типа, состоящие из двух последовательных экструдеров (рис. 5.9, а, б). Первый экструдер предназначен для плавления исходного полистирола и смешения его с добавками. На выходе из первого экструдера происходит смешение расплава полистирола с пеноагентами, подаваемыми под давлением специальными насосами. В качестве первого экструдера плавления первоначально использовался одношнековый экструдер (рис. 5.9, а). По мере развития производств он был заменен двухшнековым экструдером (рис. 5.9, б). Второй (одношнековый) экструдер предназначен для охлаждения расплава, его тщательного перемешивания с целью обеспечения однородной прочности расплава и подготовки его к процессу формирования плит.
5.9, б). Второй (одношнековый) экструдер предназначен для охлаждения расплава, его тщательного перемешивания с целью обеспечения однородной прочности расплава и подготовки его к процессу формирования плит.
А
Двухшнековый экструдер плавления и смешения с добавками |
| |
| |
| |
Экструдер охлаждения и гомогенизации расплава
Экструдер охлаждения и гомогенизации расплава
Зона плавления |
Статический Теплообменник |
| |
| |
Рис.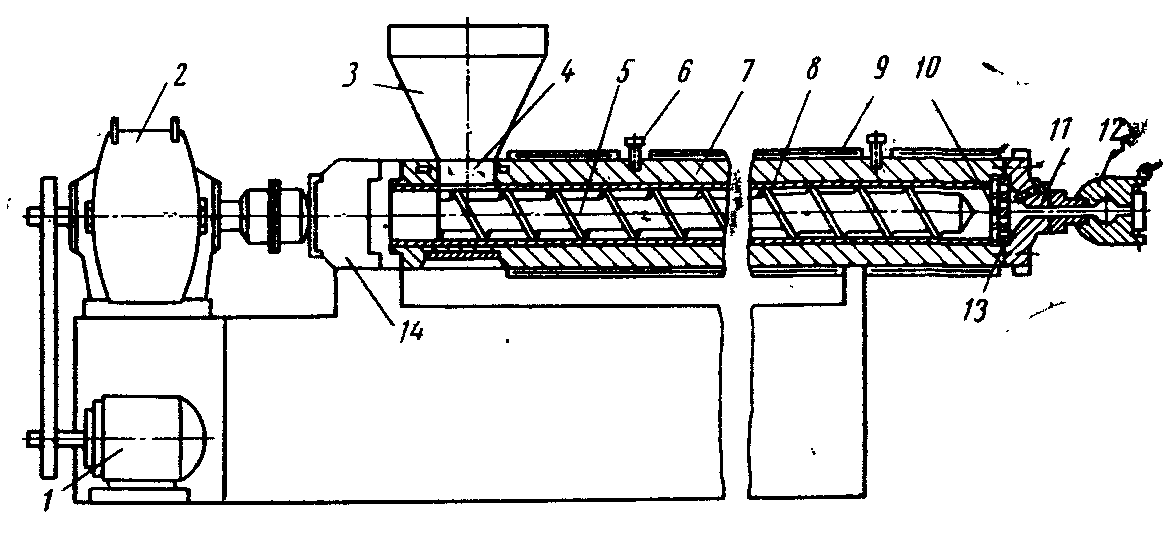 5.9. Схематическое изображение типов экструзионных линий, используемых для получения полистирольных пеноплит:
5.9. Схематическое изображение типов экструзионных линий, используемых для получения полистирольных пеноплит:
А, б — тандемные установки из двух экструдеров. Охладитель расплава — динамический в виде второго одношнекового экструдера специальной конструкции; в, г — моноэкструзионные установки (б — двухшнековый экструдер, совмещенный с динамическим охладителем расплава; г — двухшнековый экструдер для плавления. Охладитель расплава статического типа)
Рис. 5.10. Влияние температуры и содержанья фреона на вязкость полистирола:
105 100 120 140 160 180 200 Г, ”С |
I — полистирол оез фреона; — о — 2 — полистирол с 5 % фреона; — Д — 3 — полистирол с 20 % фреона
2. Моноэкструзионные установки с испотьзоъанием двухшнековых экструдеров (рис. 5.9, в, г) и статических смесителей для стабилизации и охлаждения расплава.
Первоначально в производстве пеноплит появились именно тандемные установки. Наличие независимого экструдера плавления позволяет осуществлять смешение исходного полистирола в расплаве с индивидуальными добавками: антипиренами, красителем, тальком, который играет роль физического зародышеобра — зователя, способствующего образованию пор.
Наличие независимого экструдера плавления позволяет осуществлять смешение исходного полистирола в расплаве с индивидуальными добавками: антипиренами, красителем, тальком, который играет роль физического зародышеобра — зователя, способствующего образованию пор.
Смешение расплава полистирола с адсорбционно активными средами, например с фреоном, приводит к снижению поверхност ного натяжения на границе раздела расплав полимера — фреон и, следовательно, к существенному снижению вязкости расплава (рис. 5.10). Это позволяет обеспечивать транспортировку расплава уже при температуре 110-140 °С вместо 180—190 °С, т. е. стабилизация смеси полимера с пеноагентом происходит при высокоэластическом состоянии полимера.
Создание и развитие производств двухшнековых экструдеров явилось технической базой для организации моноэкструзионных установок получения пенополистирольных плит (рис. 5.9, в, г). В этом случае экструзионная линия состоит из одного двухшнекового экструдера, в котором первые зоны являются зонами плавления полистирола и его смешения с добавками, затем после зоны сжатия происходит охлаждение расплава, сопровождаемое подачей вспенивающего агента.
Наличие эффективных зон смешения расплава полимера с агентом вспенивания в двухшнековом экструдере обеспечивает однородность расплава и его надежную транспортировку при температуре 120-140 °С.
Концентрация добавляемого агента вспенивания зависит от толщины получаемых экструзионных изделий. Так, при производстве вспененных пленок и листов толщиной до 3-4 мм содержание фреона находится на уровне =10 % (мае.). При получении пеноплит толщиной более 20 мм содержание фреона увеличивается до 16-18 % (мае.).
Первоначально в моноэкструзионных установках получения пеноизделий охлаждение расплава производилось ь динамических теплообменных устройствах (рис. 5.9, в), совмещенных со шнеками основного двухшнекового экструдера. Разработка эффективных устройств смешения расплава в статических условиях позволила в экструзионных линия? получения пеноплит на основе двухшнеко — вого экструдера (рис. 5.9, г) использовать для охлаждения расплава статические смесители вместо динамических. Использование статических смесителей для охлаждения и гомогенизации смеси расплава полимера с агентом вспенивания максимально снижает турбулентность расплава и повышает его однородность по сравнению с использованием экструдера для охлаждения расплава на тандемных установках. Статические смесители специальной конструкции, предназначенные для охлаждения и гомогенизации, непосредственно прифланцовываются к двухшнековому экструдеру.
Использование статических смесителей для охлаждения и гомогенизации смеси расплава полимера с агентом вспенивания максимально снижает турбулентность расплава и повышает его однородность по сравнению с использованием экструдера для охлаждения расплава на тандемных установках. Статические смесители специальной конструкции, предназначенные для охлаждения и гомогенизации, непосредственно прифланцовываются к двухшнековому экструдеру.
На стадии гомогенизации под действием напряжения, создаваемого экструдером, начинает развиваться процесс жидкого крей — зинга в полимере под воздействием пеноагентов, играющих роль ААС. Наличие направленногс воздействия на полимер, создаваемого во втором экструдере тандемных установок (рис. 5 9, а, б), вызывает нарушение ламинарности потока и может приводить к зарождению неоднородной структуры на начальном процессе жидкого крейзинга.
После гомогенизации смесь поступает в фильеру. На этой стадии начинается процесс формирования пеноиздетшй. Тип получаемого пеноизделия определяется конструктивными особенностями фильеры:
Тип получаемого пеноизделия определяется конструктивными особенностями фильеры:
— плоская фильера предназначена для получения пеноплит толщиной 20-150 мм;
— кольцевая фильера — для производства пленок и листог толщиной 0,3-0,4 мм;
— профильная фильера — для изготовления декоративных профилей;
— стренговая фильера — для изготовления гранул диаметром до 4 мм.
Приобретение опыта по созданию производств концентратов позволило отказаться от использования индивидуальных добавок в производстве пеноизделий и перейти к применению их в виде 40-50 % — х концентратов на основе полистирола.
Использование добавок в виде концентратов с экологической точки зрения обладает рядом преимуществ: снижается образование пыли, повышается точность дозировки добавок, исключается стадия предварительного смешения добавок с исходным полистиролом. В установках тандемного типа, имеющих одношнековый экструдер плавления, использование концентратов для смешения с расплавом полистирола невозможно, так как одношнековые экструдеры не обеспечивают однородного смешения.
Моноэкструзионные установки на базе двухшнекового экструдера, снабженного статическим охладителем и гомогенизатором расплава, являются более прогрессивными по сравнению с установками тандемного типа. Одним из основных производителей мо — ноэкструзионных установок является фирма «LMP» (Италия), ко торая выпускает установки производительностью до 600 кг/ч.
Технологическая схема моноэкструзионной установки производства пенополистирольных плит методом экструзии представлена на рис. 5.11.
Технологический процесс получения пеноплит на моноэкстру- зионных установках на основе двухшнекового экструдера состоит из следующих основных стадий и узлов:
1. Хранение исходного сырья, добавок и отходов.
2. Предварительное смешение концентратов различных добавок.
3. Дозирование исходного сырья и смеси добавок в основной двухшнековый экструдер.
4. Плавление исходного полистирола и добавок в двухшнековом экструдере и смешение расплава с пеноагентом.
5. Охлаждение расплава в теплообменнике статического типа.
Охлаждение расплава в теплообменнике статического типа.
6. Гомогенизация расплава в гомогенизаторе статического типа.
7. Подготовка расплава к формированию пеноплит в фильере.
8. Формирование пеноплит в кали&раторах.
9. Разрезание и обработка краев пеноплит.
10. Сбор, грануляция отходов и их возврат ь основной процесс.
Хранение исходного полистирола в виде гранул осуществляется в специальных цилиндрических емкостных силосах, снабженных сигнализаторами верхнего и нижнего уровня и циклонами для улав — яивания пыли. Хранение отходов, образующихся при обработке пеноплит и утилизации некачественных изделий, получаемых при пуске установки, также производится в силосах аналогичного типа. В нижней конической части силосы оборудованы специальными камерами всас ывания, через которые с помощью вакуума осуществляется подача гранул в питающие бункеры основного производства.
Все добавки, необходимые для получения пеноплит, вводятся в основное производство в виде 10-40 %-х гранулированных концентратов с полистиролом.
Гранулы исходного полистирола, возвратного полистирола и концентратов должны иметь цилиндрическую форму с размерами: диаметр (2-3) мм, длина (3-5) мм. Возвратный полистирол может иметь вид щепы.
Рис. 5.11 Принципиа пьная технологическая схема получения пеноплит экструзионным методом в двухшнеко — вом экструдере со статическим теплообменником |
Хранение концентратов добавок осуществляется на складе в мешках
Агенты вспенивания или их смеси хранятся в специальных емкостях при повышенном давлении (до 12 кгс/см2), которые снабжены манометром, предохранительным клапаном и уровнемером. Емкости хранения пеьоагента имеют циркуляционный контур, с помощью которого обеспечивается поддержание постоянного давления при хранении и подаче пеноагентов в основное производство.
Концентраты добавок в определенном заданном количестве вручную загружаются из мешков в вертикальный предварительный смеситель, снабженный мешалкой шнекового типа с импеллером в нижней части. После кратковременного смешения смесь концентратов добавок перегружается в промежуточный бункер для смеси добавок (см рис. 5.11).
После кратковременного смешения смесь концентратов добавок перегружается в промежуточный бункер для смеси добавок (см рис. 5.11).
Как правило, прл получении пенополистирольных плит используются концентраты талька, красителя и антипирена.
Дозирование исходного полистирола, возвратного полистирола и смеси концен гратов в питающую воронку основного экстру дера из питающих бункеров производится с помощью непрерывных весовых дозаторов шнекового типа. На входе в основной экструдер вмонтирован металлоискатель для удаления посторонних металлических примесей. Система подачи твердых компонентов должна быть сконструирована таким образом, чтобы исключить образование пыли при транспортировке гранул. Наличие пытга в исходном сырье нарушает работу непрерывных весовых дозаторов.
Дозирование агента вспенивания в зону смешения основного экструдера производится специальным высоконапорным 3-х сту пенчатым дозировочным насосом диафрагменного типа, создаю щим давление до 100 кгс/см2. Непосредственная подача агента вспенивания в зону смешения экструдера, находящегося под давлением 50-70 кгс/см2, производится игольчатым клапаном, открытие которого происходит автоматически — при достижении на нем давления 100 кгс/см2.
Непосредственная подача агента вспенивания в зону смешения экструдера, находящегося под давлением 50-70 кгс/см2, производится игольчатым клапаном, открытие которого происходит автоматически — при достижении на нем давления 100 кгс/см2.
Основной экструдер получения пеноплит представляет собой двухшнековый экструдер с отношением длина : диаметр = 32, который имеет 8 зон регулирования температуры. Шнеки экструдера вращаются двигателем постоянного тока в одном направлении.
Шнеки состоят из наборных элементов различной конструкции по каждой из зон. Внутри шнека каждой зоны имеются спе — циа льные проточки, предназначенные для циркуляции теплоносителя, обеспечивающего регулирование температуры по зонам экструдера.
Непосредственно к экструдеру прифланцован теплообменник, представляющий собой многозаходный статический смеситель специальной конструкции, предназначенный для удаления избы точной тепловой энергии из полимера и стабилизации температуры полимера. К теплообменнику примыкает гомогенизатор, являющийся также статическим смесителем простейшей конструкции, 3 гомогенизаторе происходит окончательная стабилизация температуры расплава до величины, характерной для перехода полимера в высокоэластическое состояние, и обеспечивается однородность реакционной массы. После гомогенизатора расположена щелевидная фильера, имеющая три зоны (корпус, головка и губы) регулирования температуры. Температура на губах фильеры поддерживается на 10-15 °С ниже температуры размягчения полистирола, так как на этой стадии начинается формирование пено — плит
После гомогенизатора расположена щелевидная фильера, имеющая три зоны (корпус, головка и губы) регулирования температуры. Температура на губах фильеры поддерживается на 10-15 °С ниже температуры размягчения полистирола, так как на этой стадии начинается формирование пено — плит
Регулирование температуры по зонам экструдера, в теплообменнике, гомогенизаторе и фильере осуществляется с помощью специальных контуров охлаждения. В первом контуре в качестве теплоносителя используется обессоленная вода, а в двух других — высокотемпературный органический теплоноситель (ВОТ). Теплоносители в контурах охлаждения находятся в замкнутых циклах. Поддержание температуры теплоносителя в каждом контуре обеспечивается за счет циркуляции захоложенной воды через теплообменные устройства, вмонтированные в эти контуры.
Первый контур охлаждения, работающий на обессоленной воде и обладающий наиболее высокой теплопередачей, предназначен для регулирования температуры в зонах смешения расплава полимера с агентом вспенивания (зоны 4, 5 экструдера), а также на губах фильеры.
Второй контур, работающий на ВОТ с высокой температурой, обеспечивает регулирование температуры в зоне п, [авления полимера и подачи пеноагента (зоны 2, 3 экструдера), а также в транспортирующих зонах экструдера (6-8).
Третий контур регулирует температуру в теплообменнике, гомогенизаторе, корпусе и на головке фильеры.
В основном экструдере происходит ряд сложных сЬизико-хи- мических процессов, необходимых для последующего формирования пеноплит.
В первой зоне экструдера при температуре 200-210 °С происходит плавление полистирола с добавками с целью перевода полимера в вязко-текучее состояние. Во второй зоне экструдера (зона сжатия), где поддерживается температура 220-230 °С, происходит смешение в расплаве полистирола с добавками, возвратным полимером и создается давление, необходимое для транспортировки
Расплава полимера с добавками. В конце второй зоны экструдера на шнеках имеются специальные сегменты, предотвращающие появление обратных потоков и попадание во вторую зону экструдера агента вспенивания.
В третьей зоне экструдера (зона сжатия) при температуре 215- 220 °С под давлением осуществляется ввод агентов вспенивания.
В четвертой и пятой зонах экструдера температура расплава снижается до 85 -95 °С для предотвращения роста давления и начинается процесс смешения расплава полимера с агентом вспенивания. Растворимость пеноагента в расплаве полимера зависит от температуры и давления, а также от природы агента вспенивании и молекулярной массы исходного полимера. Введение 15-20 % фреона, являющегося агентом вспенивания, снижает вязкость расплава полимера (см. рис. 5.10) так, что ее величина при 120-130 ПС становится равной вязкости расплава полистирола при 180-190 °С. Это обеспечивает надежную транспортировку полимера вблизи его температуры размягчения, т. е. в высокоэластическом состоянии. Наличие частиц талька в расплаве полимера обеспечивает появление неплотностей или «дырок» в вязкой жидкости, способствующих проникновению агента вспенивания и повышению его Генри растворимости.
В зонах 6-8 экструдера при постепенном снижении температуры от 140 до 100-105 °С происходит динамическое смешение раси пава с пениагеятом и его одновременное охлаждение.
Окончательное охлаждение реакционной массы завершается в теплообменнике — многозаходном статическом смесителе, в котором поддерживается температура 85-95 °С. В данных условиях агент вспенивания в виде жидкости на этой стадии уже начинает играть роль адсорбционно активной среды (ААС), способствующей проявлению процесса жидкого крейзинга. Можно предположить, что именно на этой стадии начинается процесс инициирования крейз.
В гомогенизаторе при температуре 110-120 °С достигается стабилизация структуры и состава расплава с целью повышения его однородности и прочности. Возможно, на этой стадии происходит рост крейз, инициированных ААС После гомогенизатора полимер, находящийся в высокоэластическом состоянии, продавливается через фильеру, в головке и корпусе которой поддерживается температура =120 и 100 °С соответственно. Пребывание полимера в гомогенизаторе и фильере в высокоэластическом состоянии способствует не только повышению прочности расплав?, но и увеличивает сорбционную способность по иистирола, повышая Генри растворимость фреона в микронеоднородных структурных зонах полимера.
Важным фактором для обеспечения однородности расплава на этих стадиях является приближение течения полимера к ньютоновскому. Повышение однородности полимера по молекулярной массе (сужение ММР) способствует его текучести как ньютоновской жидкости. Стабильность давления, действующего на полимер в гомогенизаторе и фильере, является важным фактором, позволяющим исключить турбулентность при течении. В этом отношении процесс охлаждения расплава полистирола в статических условиях обладает реальными преимуществами по сравнению с динамическим охлаждением в установках тандемного типа.
Использование двухшнекового экструдера в моноэкстоузион- ных установках для получения пеноплит обеспечивает лучшее смешение расплава полистирола с добавками и агентом вспенивания по сравнению с одношнековым экструдером.
Стабилизированный при температуре 100-120 °С вязкий «раствор» полистирола после фильеры п подавливается через ее губы при температуре 75-85 °С. На этой стадии начинается формирование пеноплиты, так как при выходе из фильеры агент вспенивания мгновенно вскипает, что способствует охлаждению полимера и его одновременному вспениванию. Температура губ фильеры поддерживается несколько ниже температуры стеклования полимера для предотвращения его перехода в хрупкое состояние при мгновенном охлаждении при вспенивании. Для предотвращения налипания расплава губы фильеры имеют тефлоновое покрытие, которое обновляется через 15-20 сут непрерывной работы линии.
С физико-химической точки зрения на выходе расплава полимера из губ фильеры под действием растягива: )щего напряжения, создаваемого тянущими устройствами (волочильнями), завершается процесс жидкого крейзинга. На этой стадии крейзинга происходит коллапс крейз, приводящий к образованию микро — пор, в которых капсулируется агент вспенивания.
Образование микропор при однородности расплава и его повышенной пбочности протекает стабильно. Сужение ММР полимера и повышение его молекулярной массы способствуют получению пор, однородных по размеру, с одновременным повышением прочности их стенок.
После выхода с фильеры первоначально сформированная плита под действием напряжения, создаваемого волочильнями, проходит первую стадию созревания через систему трех калибрационных плит, нагретых до температуры, соответствующей хрупкости полимера (75- 80 °С).
При калибрации протекает процесс дальнейшего образования микрочор с одновременной десорбцией агента вспенивания. Поверхность первого калибратора также имеет тефлоновое покрытие для исключения налипания полимера. При калибрации на поверхности пеноплит образуется тонкая пленка гомополимера, что обеспечивает повышение прочности пеноплит.
После калибрации полученная пеноплита охлаждается при транспортировке ее по роликовому каландру. Затем в специальных камс рах происходит разрезание плит по длине и обработка их краев для обеспечения максимального удобства использования полученных изделий в качестве эффективной теплоизоляции.
При получении пеноплит на тандемных установках в качестве исходного полистирола используется полимер с более низкой молекулярной массой, чем на моноэкструзионных установках. Это обусловлено тем, что в одношнековых экструдерах не обеспечивается однородное смешение высокомолекулярного полистирола с добавками.
Под действием сдвиговых напряжений, создаваемых в экструдере охлаждения на тандемных линиях, нарушается ламинарное течение полимера. Это способствует появлению неоднородностей в микроструктуре не только полимера в высокоэластическом состоянии при его транспортировке по экструдеру, но и при формировании пли гы. При этих условиях в плитах увеличивается число слабых мест, а снижение молекулярной массы используемо*ю полистирола снижает прочность полимерных стенок, образующих поры. В результате процесс созревания пеноплит, полученных на тандемных установках, протекает более длительно, чем на моноэкструзионных установках, а прочностные показатели пеноплит будут ниже.
Отходы, образующиеся при обработке краев пеноплит, собираются пневмотранспортом в емкости для отходов и поступаю™ в воронку специального экструдера для переработки отходов. После предварительного уплотнения измельченные отходы расплавляются в зоне плавления экструдера. Экструдер для переработки отходов также имеет зону дегазации, в которой происходит удаление агентов вспенивания. После этого расплав сжимается и через стренговую фильеру производится его грануляция. Гранулированный возвратный полимер, содержащий твердые добавки (тальк, краситель, антипирен и др ), поступает в силос хранения отходов возвратного полимера и добавляется к исходному полистиролу при получении пеноплит
При обработке полимера в основном экструдере и при переработке отходов происходит механическая деструкция полимера, в результате которой показатель текучести расплава возвратного полимера увеличивается в 2-2,5 раза. С целью снижения деструкции целесообразно добавлять при получении пеноплит термостабилизаторы, наличие которых снижает разрушение полимера под термическим и механическим воздействием.
Рис. 5.12. Влияние структурных характеристик талька на распределение микро — г. ор в пенополистирольнь’х плитах. Содержание талька 2,3 %:
1 — размер микрочастиц талька 120-140 мкм; — О — 2 — иазмер микрочастиц талька 30- 80 мкм; — Л — 3 — тальк с бимодальным размером микрочастиц: 30-80 и 120-140 мкм
Анализ показывает, что на установках тандемного типа меха но-химическая деструкция полистирола протекает в большей степени, о чем свидетельствует увеличение показателя текучести расплава возвратного полистирола в 3-3,5 раза.
Изучение влияния особенностей получения пенополистироль- ных плит на формирование их структуры позволяет выявить наличие корреляции между размерами микрочастиц талька и распределением по размеру микропор, образующихся в плитах (рис. 5.12). Наличие этой зависимости свидетельствует о том, что тальк является физическим нуклезатором и способствует образованию дефектов в расплаве полимера. В этих микродефектных зонах концентрируется агент вспенивания. При переходе расплава полимера в состояние высокоэластичности (на стадии охлаждения и гомогенизации) возникшие микрообласти, содержащие агент вспенивания, превращаются в зоны развития жидкого крейзинга. Анализ концентрации талька в полимере при получении плит показывает, что каждая микрочастица талька размером 140 мкм образует в полимере до 104 пор аналогичного размера. Снижение размера микрочастиц талька до 20- 30 мкм уменьшает размер пор и увеличивает количество пор, образующихся в полимере, больше чем на порядок. Улучшение микроструктуры пеноплит и снижение размера микропор при одновременном повышении их однородности обеспечивают повышение прочностных показателей пеноплит [10]. Установлено, что снижение размера микрочастиц талька до 20-30 мкм обеспечивает получение пеноплит с прочностью при 10 %-м сжатии до 0,5-0,6 МПа при плотности 40-42 кг/м3. Использование талька с размером микрочастиц 120-140 мкм позволяет получать плиты с прочностью не более 0,4 МПа. Использование в качестве промоторов веществ, обладающих высокой пористостью и соответственно сорбционной способностью, налример у-окиси алюминия в минимальных количествах (0,1 %) (рис. 5.13), повышает однородность распределения микропор в пеноплитах. Увеличение
Рис. 5.13. Влияние добавки промотора порообразования у — окиси алюминия на распределение микропор в пенопо лигтролыдах плитах при содержании талька 2,3 %:
20 40 60 80 100 120 140 160 |
1 -тальк без промотора; — о — 2
— тальк с промотором (у-окись алюминия 0,1 %)
Содержания талька при получении пеноплит способствует оптимизации распределения микропор в пеноплитах (рис. 5.14).
Вещества, обладающие сорбционной активностью, например у-окись алюминия, оказывают большее влияние на повышение однородности микропор в плитах, чем тальк. Так, добавка 0,1 % у-окиси алюминия по эффективности воздействия на микроструктуру плит аналогична увеличению содержания талька с 2,3 до 2,7 %. Увеличение концентрации талька выше некоторой критической величины недопустимо, так как происходит нарушение стабильности расплава.
При получении пеноплит на моноэкструзионных установках существенное влияние на их качество оказывает температура в гомогенизаторе, которую необходимо поддерживать на 10-15 °С выше температуры размягчения полистирола. Эта темпера-урэ зависит от показателя текучести расплава полистирола. Плотность получаемых пеноплит при этом уменьшается, так как повышается прочность стенок и снижается количество дефектных пор, разрушающихся при созревании плит (рис. 5.15).
Стабильность ьязкотекучего и высокоэлас! ичегкого состояний полимера при получении пеноплит являются решающими параметрами для получения плит высокого качества. Об этом свидетельствует снижение плотности получаемых плит при повышении скорости вращения экструдера (рис. 5.16) при сохранении неизменным его литания. Это явление объясняется тем, что с увеличением скорости вращения шнеков
Рис. 5.14. Влияние концентрации талька на распределение микропор в пенополисти- польных плитах:
1 — содержание талька 2,3 %;
-О — 2 — содгржапие талька 2,7 %
Н Рис. 5.15. Зависимость те. лпера-
О туры в гомогенизаторе и плотно-
Н сти плит от показателя текуче-
£ сти расплава (ПТР) исходного
Полистирола:
1 — температура в гомогенизаторе; — О — 2 — плотность плит
Основного экструдера повышается и стабилизируется давление перед теплообменником. Прочность получаемых при этом пено — плит несколько повышается и стабилизируется. Одновременно происходит снижение плотности пеноплит.
Обобщение технологических особенностей получения пенопо- листирольных плит показывает, что использование статических смесителей для охлаждения полимера и стабилизации его однородности на стадии высокоэластического состояния имеет решающее значение для оптимизации производства пеноплит. Анализ патентных данных [11] показывает, что использование статических смесителей в производстве пеноизделий является наиболее перспективным. Так, фирма «Зульцер» [11] запатентовала процесс смешения расплава полистирола с физическими нуклезаторами и последующего насыщения расплава предельными углеводородами в статических смесителях специальной конструкции. Грануляция под давлением такого расплава полистирола с пеноагентом позволит получать полистирол для вспенивания в виде гранул, а в перспективе — совместить процесс получения полистирола и пеноплит в едином технологическом потоке.
Рис. 5.16. Зависимость плотности плит «Пеноплэкс-45» (1) и производительности их выпуска (2) от скорости вращения шнека основного экс — трудеоа со:
1 — плотность, кг/м3;
-о — 2 — производительность, м3/ч
(О, об/мин
Сопоставление тандемных и моноэкструзионных установок при получении пенополистиролиных плит методом экструзии свидетельствует о наличии ряда технологических преимуществ моноэкструзионных установок на базе двухшнекового экструдера со статическими смесителями на стадиях охлаждения и гомогенизации:
— смешение полистирола с нуклезаторами и другими добавками в двухшнековом экструдере характеризуется более высокой эффективностью по сравнению с одношнековым экструдером;
— степень механо-химического воздействия на расплав полистирола снижается, так как зоны плавления в двухшнековом экструдере существенно меньше по длине;
— использование статических смесителей вместо экструдера на стадии охлаждения расплава и обеспечения его однородности перед формированием плиты позволяет исключить турбулентность расплава и способствует повышению однородности микроструктуры пеноплит;
— снижение теплосодержания в расплаве полимера перед формированием плиты за счет использования статических смесителей вместо второго экструдера охлаждения в тандемных установках сокращает время созревания пеноиаделий;
— прочностные показатели пеноизделий могут быть увеличены путем использования полистирола с повышенной молекулярной массой (низким значением ПТР).
В установках тандемного типа верхнее значение молекулярной массы полимера ограничено не только условиями его смешения с добавками в одношнековых экструдерах, но и повышением механо-химической деструкции полимера.
admin Основы технологии полистирольных пластиков
Виды утеплителя
Минеральная вата
Минеральная вата представляет собой тонкие и гибкие волокна вытянутого в нити минерального расплава. Основным свойством минеральной ваты, отличающим ее от многих других теплоизоляционных материалов, является негорючесть в сочетании с высокой тепло — и звукоизолирующей способностью. К тому же минераловатные утеплители обладают устойчивостью к температурным деформациям, негигроскопичностью, химической и биологической стойкостью, экологичностью.
По требованиям пожарной безопасности изделия из минеральной ваты относятся к классу негорючих материалов (НГ). Более того, они эффективно препятствуют распространению пламени и применяются в качестве противопожарной изоляции и огнезащиты. Важное свойство минераловатных материалов — ничтожно малая усадка (в том числе, термическая) и сохранение своих геометрических размеров в течение всего периода эксплуатации здания. Это гарантирует отсутствие «мостиков холода», которые в противном случае неизбежно возникли бы внутри панелей.
Плиты утеплителя используются после предварительной разрезки на ламели. При изготовлении панелей ламели располагаются таким образом, чтобы составляющие их волокна находились в плоскости, перпендикулярной плоскости обшивок.
Пенополистирол
Пенополистирол — экологически чистый, теплозвукоизоляционный материал. Он на 98% состоит из воздуха и на 2% из вспененного полистирола. Материал обладает низким водопоглощением, практически не подвержен гниению. Пенополистирол является нейтральным материалом, не выделяющий никаких вредных для человека и его окружения веществ и не имеет ограниченного срока годности. Он экологичен в процессе работы с ним, а также весь период дальнейшей эксплуатации.При сравнении теплопроводности пенополистирола с другими строительными материалами он имеет ряд достоинств и преимуществ.
Лист пенополистирола толщиной 30 мм по теплопроводности равен:дереву – 98 мм
пенобетону – 250 мм
кирпичной кладке (сплошной кирпич) – 425 мм
железобетону – 1065 мм
Пенополистирол относится к группе сгораемых материалов. Все марки производимого пенополистирола содержат антипирен, придающий материалу свойство самозатухания.Количество выделяемой тепловой энергии при горении с участием пенополистирола ниже, чем у древесины в 7 раз.
Важно:пенополистирол остается стабильным в строительной конструкции в течение всего срока эксплуатации строения: не садится, не уменьшается в размерах и не сдвигается в конструкции.
Экструдированный пенополистирол
Экструдированный пенополистирол имеет прочную, цельную структуру, представляющую собой массу закрытых ячеек, заполненных молекулами газа.
В работе используется два названия: экструдированный (от машины «экструдер», которая и производит материал) и экструзионный (от «метод экструзии» — способ его получения). Ячейки экструдированного пенополистирола непроницаемы, потому что, в отличие от пенополистирола (пенопласта) не имеют микропор. Следовательно, проникновение газа и воды из одной ячейки в другую невозможно.
Проведенные испытания доказывают, что утеплитель из экструдированного пенополистирола способен сохранять свои теплотехнические и физические свойства даже тогда, когда он подвергается многократному замораживанию и оттаиванию. Следовательно, этот материал может служить для производства ограждающих конструкций зданий, которые подвержены воздействиям атмосферных явлений и перепадам температур.
Что касается стойкости к химическим веществам, экструдированный пенополистирол легко выдерживает воздействие кислот, солевых растворов, едких щелочей, хлорной извести, воды и красок на водной основе, спирта и спиртовых красителей, цементов, фторированных углеводородов, аммиака, кислорода, углекислого газа, пропана, бутана, ацетилена, парафина, животных и растительных масел.
По утверждению специалистов, ограждающая конструкция из экструдированного пенополистирола способна прослужить не менее 50 лет.
Пенополиизоцианурат (ПИР/PIR)
Пенополиизоцианурат (ПИР/PIR) – это современный утеплитель, надежный и устойчивый энергоэффективный материал, который применяется в виде наполнителя стеновых и кровельных сэндвич-панелей.
Он обладает паро- и водонепроницаемостью, долговечностью, низкой теплопроводностью, высокой устойчивостью к воздействиям климатических условий и агрессивных сред.
ПИР получают путем смешивания полиола и изоцинуарата в определенном соотношении. Под воздействием высоких температур происходит полимеризация, и в результате образуется прочный поверхностный слой (углеродная матрица с прочными связями), защищающий внутренние слои от проникания влаги и изменений температуры.
Сэндвич-панели с утеплителем из пенополиизоцианурата применяют в строительстве таких объектов, как:магазины, супермаркеты, торговые комплексы;
пищеблоки;
склады, производственные комплексы и логистические помещения;
холодильные и морозильные камеры и склады;
бассейны, спортивные объекты и развлекательные комплексы, а также любые иные
сооружения гражданского и промышленного типа.
Полистирол: виды, свойства и характеристики
Полистирол – это термопластичный полимер с линейной структурой, являющийся продуктом полимеризации стирола. Физические и химические характеристики, а также эксплуатационные свойства зависят от способа получения, молекулярной массы, полидисперсности и других факторов. Его перерабатывают литьем под давлением и экструзией при высоких температурах.
Сфера его применения достаточно широка. Полимер используют в гражданской и военной промышленности, машиностроении, электротехнике, строительстве, приборостроении, медицине, пищевой промышленности, для внешней и внутренней декоративной отделки помещений, а также для изготовления различных бытовых предметов. Его достоинства заключаются в следующем:
- легко поддается обработке;
- устойчив к воздействию агрессивных химических веществ;
- является хорошим диэлектриком;
- экологически безопасен;
- не имеет запаха.
Среди существенных недостатков можно выделить горючесть, плохую износостойкость, повышенную хрупкость, низкую рабочую температуру.
Для повышения физических характеристик и улучшения эксплуатационных свойств его смешивают с другими полимерами.
Содержание:
- Методы получения
- Виды полистирола
- Полистирол общего назначения
- Ударопрочный полистирол
- Экструдированный полистирол
- Сфера применения
Методы получения
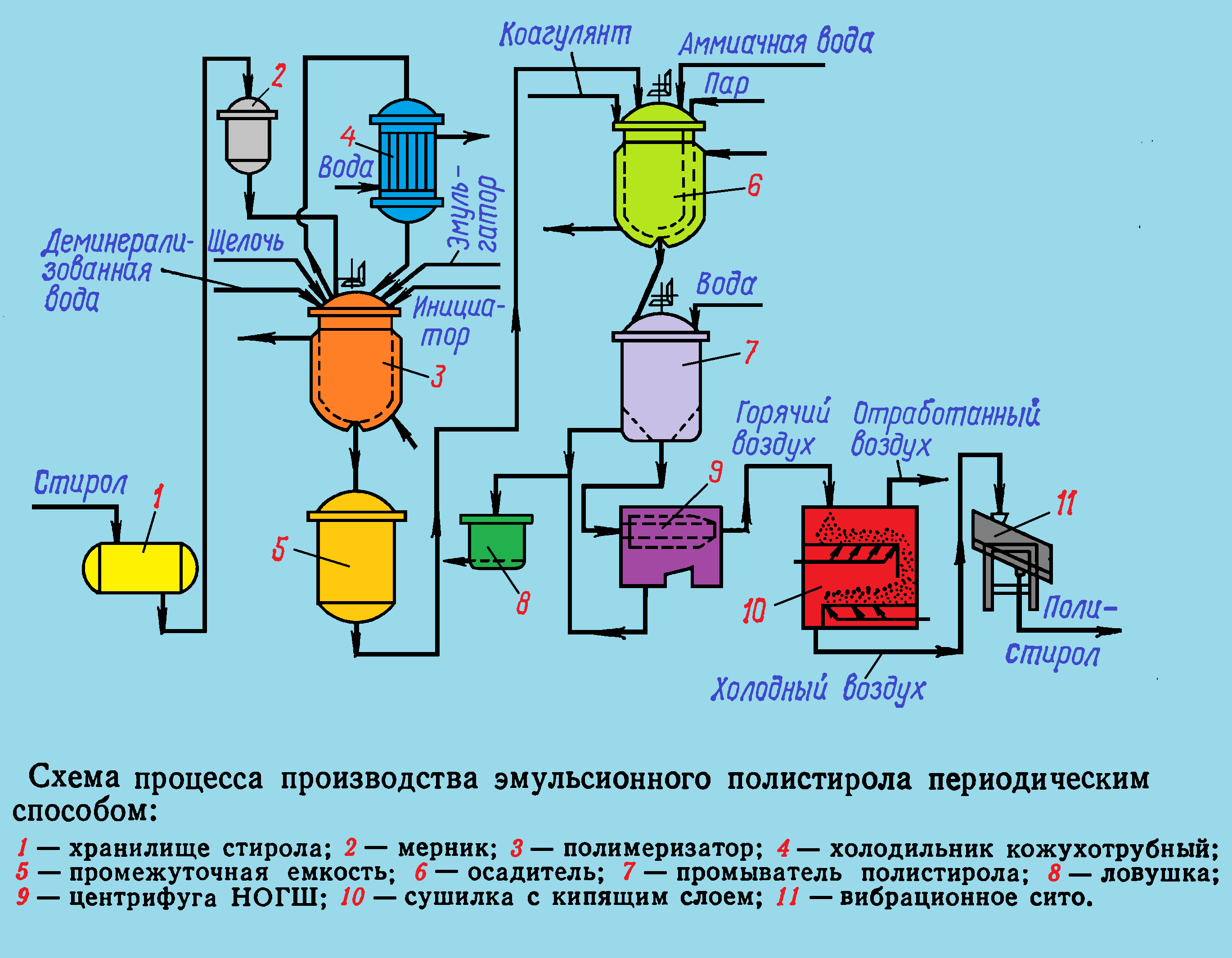
Существует несколько методов производства полистирола. Некоторые из них получили широкое распространение и используются по сей день, другие применяют лишь в редких случаях. Выделяют три основных способа его создания: эмульсионный, суспензионный, блочный или получаемый в массе.
Эмульсионный способ в силу ряда причин не получил такого распространения, как два другие. Он основан на полимеризации стирола в щелочном растворе при 85 – 95 градусов по Цельсию. Для получения готового продукта используются стирол, вода, эмульгатор и инициатор полимеризации. Данный метод позволяет получать полимер с большой молекулярной массой.
Суспензионный способ на сегодняшний день уже устарел, но до сих пор его используют в производстве пенополистирола, также его применяют для получения сополимеров. Полимеризация стирола происходит при постепенном повышении температурных показателей под давлением. В ходе производственного процесса получают суспензию, из которой путем центрифугирования уже получают готовое продукт. Далее он подвергается промывке и сушке.
Блочный или получаемый в массе метод является самым современным и применяется на большинстве химических заводов. Его преимущества – получение на выходе продукции высокого качества, безотходность, высокая эффективность. На промышленных предприятиях используют две схемы: полной и неполной конверсии. Процесс происходит в несколько этапов с постепенным повышением температуры.
Виды полистирола
Благодаря смешению полистирола с другими полимерами и сополимерами стирола, удается получить материалы, обладающие превосходной теплостойкостью и ударной прочностью. Наибольшее промышленное значение имеют блок-сополимеры и привитые сополимеры, а также статистические сополимеры. Выделяют три основных вида промышленного полистирола: общего назначения, ударопрочный и экструдированный.
Полистирол общего назначения
Полистирол общего назначения – прозрачный материал, отличающийся жесткостью и хрупкостью. Имеет следующие маркировки: PS, PS-GP, GPPS, Сrystal PS и XPS. Производится согласно ГОСТа 20282-86 с помощью суспензионного и блочного метода, предназначен для изготовления изделий различными методами термоформования.
Технические характеристики:
- максимальная температура эксплуатации – 75 – 105 Сº;
- стеклование – 80 – 113 Сº;
- предел хрупкости – 60 – 70 Сº;
- плотность – 1,04 – 1,06 г/см3;
- модуль упругости при растяжении – 2 850 – 2 930 МПа;
- прочность на изгиб – 80 – 104 МПа;
- предельная прочность на разрыв – 3%.
Получаемый материал устойчив к воде, кислотам и щелочам, отличается низкой устойчивостью к различным растворителям и техническим маслам. Кроме того, имеет следующие физико-химические свойства:
- прозрачность;
- твердость;
- низкое влагопоглощение;
- отличные диэлектрические показатели;
- радиационную устойчивость;
- низкую устойчивость к УФ-излучению.
Он в основном используется для производства бытовых изделий, тары и пищевой упаковки, а также детских игрушек. Применяется в светотехнике, при изготовлении щитов наружной рекламы, для декоративных и отделочных строительных работ.
Ударопрочный полистирол
Ударопрочный полистирол является продуктом сополимеризации стирола с бутадиеновым и бутадиен-стирольным каучуком. Его свойства во многом зависят от объема каучуковой фазы. Методы переработки – литье под давлением при высоких температурах и экструзия листа с вакуум- или пневмоформованием.
Соотношение стирола и каучука определяют эксплуатационные характеристики пластика. Выделяют следующие виды ударопрочного полистирола:
- сверхударопрочный – содержание каучука 10 – 15%;
- высокой ударной прочности – доля каучука 7,5 – 9%;
- средней ударной прочности – каучук составляет 3,5 – 4,5%.
Технические характеристики:
- прочность при растяжении – не менее 21 МПа;
- модуль упругости при растяжении – не менее 1 800 МПа;
- относительное удлинение – не менее 45%;
- прочность при изгибе – не менее 35 МПа;
- модуль эластичности – не менее 50 МПа;
- глянец под углом 60º – не менее 100.
Ударопрочный пластик имеет схожие значения с полистиролом общего назначения по теплостойкости, твердости, диэлектрическим свойствам. Его используют в приборостроении, изготовлении мебели, производстве бытовой техники, осветительных приборов, посуды и игрушек. Широта применения объясняется не только его высокими эксплуатационными свойствами, но и низкой ценой. В настоящее время он является одним из самых дешевых пластиков.
Экструдированный полистирол
Экструдированный полистирол изготавливается из полимеризированного стирола методом экструзии. Несмотря на то, что он был изобретен еще в первой половине XX века, ему до сих пор нет аналогов, которые бы превосходили его по эксплуатационным свойствам и доступности. Он является универсальным утеплителем. Его используют для теплоизоляции в промышленном и гражданском строительстве, а также при производстве холодильного оборудования, звукоизоляции спортивных и ледовых арен.
Технические характеристики:
- плотность – 1,05 г/см3;
- относительное удлинение – 1,3 %;
- предел прочности при растяжении – 45 – 55 МПа;
- прозрачность – 90 %;
- предел прочности при изгибе – 75 – 80 МПа;
- модуль упругости – 3 200 – 3 500 МПа;
- ударная вязкость – 14 кДж/м2;
- коэффициент линейного расширения – 8×10-5 1/0С°.
Этот универсальный синтетический материал обладает уникальными эксплуатационными свойствами:
- низкой теплопроводностью;
- устойчивостью с агрессивным химическим веществам;
- высокой прочностью;
- морозостойкостью;
- влагоустойчивостью;
- невосприимчивостью к грибку;
- экологичностью;
- долговечностью.
Материал хорошо поддается обработке, прост в монтаже, что немаловажно при любых строительных работах. Он абсолютно нетоксичен, что позволяет применять как его для наружной, так и для внутренней отделки жилых помещений.
Недостатком является его высокая горючесть, ему присвоен класс Г4, однако он имеет способность к самозатуханию.
Отличается доступной ценой, которая варьируется в зависимости от производителя, размеров и плотности плит.
Сфера применения
Бытовая сфера. Полимер не имеет запаха и может контактировать с пищей без вреда для здоровья человека. Именно благодаря высокой экологичности и безопасности, он используется для изготовления большого количества бытовых мелочей: одноразовая посуда, упаковка и тара, детские игрушки, предметы интерьера, канцтовары.
Строительство. Материал широко применяется в строительстве для теплоизоляции, при производстве сэндвич панелей, как декоративный и отделочный материал. Из него изготавливают потолочную плитку, звукопоглощающие элементы, клеевую основу и многое другое. Кроме того, его часто используют в дорожном строительстве, возведении промышленных зданий и сооружений.
Медицина. Пластик применяется при изготовлении различного медицинского инвентаря и инструментария. В частности, в производстве систем переливания крови, одноразовых инструментов, расходных материалов, чашек Петри.
Электротехника и бытовая электроника. Хорошие диэлектрические свойства полистирола нашли применение в производстве антенн, кабелей, тонких ориентированных конденсаторных пленок. Он также применяется при изготовлении корпусов бытовой техники, холодильных установок.
Промышленность. В гражданской промышленности его используют для возведения различных конструкций, агрегатов, турбин, зданий и сооружений. Его также применяют и в военной промышленности для производства напалма и некоторых взрывчатых веществ.
Полистирол является высокотехнологичным и недорогим материалом с превосходными теплоизоляционными и звукоизоляционными свойствами. Экологическая безопасность и доступность обуславливают его широкое применение в самых разных сферах человеческой жизни. В настоящий момент полимер не имеет аналогов, которые смогли бы его заменить. Близкие к полистиролу материалы либо имеют худшие эксплуатационные свойства, либо отличаются более высокой ценой. По всей видимости, он еще долгие годы будет оставаться востребованным как на российском, так и на мировом рынке.
Похожие записи:
Композиция для получения вспенивающегося полистирола
Настоящее изобретение относится к химии полимеров и, в частности, к получению вспенивающихся гранул винилароматического полимера. Наиболее часто в качестве вспенивающегося винилароматического полимера используются гранулы вспенивающегося полистирола (ВПС). ВПС используется в целом ряде областей, важнейшими из которых являются строительство и упаковка. Блоки из вспененного полистирола обладают высокими термо- и звукоизолирующими свойствами, что способствует непрерывному росту объема производства и применения.
ВПС традиционно получают суспензионным способом (полимеризацией в реакторах с последующим насыщением бисера вспенивающим агентом). У этого способа ряд существенных недостатков: большое количество трудноутилизируемых водных стоков, периодичность работы оборудования (цикл работы единицы оборудования не менее 24 часов, что приводит к плохой воспроизводимости результатов), затруднения по производству необходимого гранулометрического состава (образуется значительная часть мелкой и крупной фракции, которые пускаются в рецикл).
Широко распространен способ получения пенополистирольных блоков методом экструзии расплава полимера. Вспенивающий агент и другие добавки вводят в расплав полистирола, после чего полученную композицию пропускают через плоскощелевую головку. Выходя из последней, материал вспенивается, охлаждается и нарезается на блоки необходимой формы. Недостатки этого способа заключаются в получении материала низкой плотности, который нерационально перевозить на большие расстояния, до конечного потребителя. Дополнительным фактором, сдерживающим применение указанного способа, является дороговизна используемого оборудования и высокие требования к качеству полистирола. Поэтому необходимо использовать несколько марок полистирола с различными физико-химическими характеристиками (показатель текучести расплава, молекулярно-массовое распределение).
Указанных недостатков лишен способ получения гранул ВПС путем пропитки вспенивающим агентом расплава полистирола, полученного методом блочной полимеризации. В композицию также вводят необходимые добавки, обеспечивающие высокие эксплуатационные свойства конечного продукта. Расплав гранулируют в условиях, предотвращающих заметное вспенивание материала. Этот метод позволяет получить материал со свойствами, аналогичными или превосходящими свойства суспензионного ВПС. При этом производство пеноблоков может быть осуществлено на широко распространенном оборудовании, расположенном непосредственно у потребителей, которые в настоящее время работают на суспензионном ВПС. Материалу, полученному по данной технологии, можно придать диапазон потребительских свойств, недостижимый при традиционном суспензионном способе производства (теплоизоляционные характеристики, физико-механические показатели и др.).
Компонентами, улучшающими конечные свойства вспененных изделий, являются:
— антипирены, вещества снижающие горючесть пеноизделия;
— термо-, светостабилизаторы, обеспечивающие сохранность свойств изделия в процессе эксплуатации пеноизделия;
— красители;
— нуклеаторы (структурообразователи), вещества, регулирующие размер ячеек при вспенивании;
— пластификаторы и другие процессинговые добавки, необходимые для повышения производительности конкретного типа оборудования;
— наполнители, удешевляющие стоимость готовой продукции без ухудшения потребительских свойств.
Традиционно в качестве антипиренов используются галогенуглеводороды с содержанием Br или Cl от 50 до 85%. Для снижения горючести вовлекаются синергетики Sb2O5, перекись дикумила, гидроокиси алюминия и магния и др. В качестве антипирена для ВПС используется промышленный концентрат гексабромциклододекана с содержанием основного вещества 50 мас.%. Расход этого концентрата 2,5% на готовый ВПС.
Термостабилизаторы для полистирола и полиолефинов — соединения фосфитного и фенольного типов. Например, Ирганокс 1010 (производства фирмы Ciba Gage) добавляется при производстве полистирола общего назначения в количестве менее 0,1% на полимер.
Светостабилизаторы, например Беназол П, Тинувин П и др.
Красители органические и неорганические, традиционные для химии полимеров (TiO2, FeO, фталоциановые и др. красители).
Наполнители: мелкодисперсная сажа, графит, цеолиты различной природы, измельченные горные минералы, оксиды кремния, магния, алюминия и др.
В качестве нуклеаторов используются различные оксиды и гидрооксиды магния, кремния, алюминия, тальк, воска различной природы (нефтяные, синтетические и другие).
Близким техническим решением к нашему изобретению является патент РФ №2295439, в котором описывается способ «… получения гранул вспенивающегося стирольного полимера, включающего подачу потоков расплава полимера и вспенивающего агента (ВА) в зону смешения, диспергирование ВА в расплаве полимера при интенсивном разрезающем перемешивании в первом статическом смесителе, выдержку образовавшейся смеси при интенсивном разрезающем перемешивании во втором статическом смесителе, охлаждение смеси при перемешивании в третьем статическом смесителе до промежуточной температуры с последующим охлаждением смеси до температуры, необходимой для грануляции, выдавливание нитей полимера с их резким охлаждением и грануляцию…». По мнению авторов преимущества предлагаемого метода — это возможность переработки в ВПС широкого диапазона сортов полистирола для дальнейшего получения пенополистирола в широком диапазоне потребительских характеристик. Этот эффект достигается использованием определенного профиля температур, задаваемого алгоритмом, зависимым от физико-химических параметров сырья и диапазона соотношения потока расплава и потока вспенивающего агента. Недостатком этого метода является использование нескольких статических смесителей с высокой смесительной способностью для предварительного смешения полистирола со вспенивателем. Для проведения процесса смешения предлагаются повышенные температуры расплава полимера (при использовании гексабромциклододекана в качестве антипирена он в заметной степени разлагается; использование других антипиренов снижает огнестойкость вспененных блоков, что приводит к неоправданному завышению их концентрации). В качестве нуклеаторов используются неорганические агенты (тальк, оксиды и гидроксиды алюминия, магния и т п.). Введение их в расплав полистирола налагает жесткие требования к смешивающему оборудованию (высокоэффективные статические смесители, двухшнековые экструдеры). При использовании неорганических нуклеаторов на заявляемом оборудовании наблюдается периодическая забивка отдельных участков фильерной доски отложениями из указанных ингредиентов.
Наиболее близким по совокупности существенных признаков является патент РФ №2307844, где предлагается способ производства вспенивающихся гранул, включающий в себя:
1) загрузку в экструдер винилароматического полимера вместе с 0-50 мас.% сополимера;
2) нагревание полимеров до температуры, превышающей относительную температуру плавления;
3) введение вспенивающих агентов в расплавленный продукт до начала экструзии через экструзионную головку и
4) формование через экструзионную головку гранул, возможно, вспениваемых, по существу, сферической формы со средним диаметром от 0,2 до 2 мм.
В прототипе предусмотрено использование 0,05% полиэтиленового воска в качестве инициатора зародышеобразования. При такой концентрации полиэтиленовый воск не способствует существенному улучшению текучести сополимера и не оказывает гомогенизирующего действия на полимерную композицию. Недостатками указанного способа является отсутствие стадии введения добавок, улучшающих потребительские свойства готового продукта (термостабилизаторы, светостабилизаторы, антипирены). Использование экструдера приводит к высоким затратам на нагревание полимерной массы. К тому же для достижения хорошей вспениваемости в данном патенте используется смесь различных полимеров.
Технический результат, на достижение которого направлено заявляемое изобретение, — это одновременное улучшение взаимного смешения компонентов расплава полимера, активация течения расплава полимера, экономия электроэнергии, улучшение внутренней структуры вспененного изделия, при использовании одной добавки.
В заявляемом изобретении для производства вспенивающихся гранул стирольного полимера используется метод прямого насыщения расплава полимера вспенивающим агентом. Для интенсификации стадии насыщения используется серия статических смесителей, на которых за счет разрезающего воздействия стационарных элементов происходит интенсивное перемешивание. Полученный расплав направляют на грануляцию в условиях, предотвращающих заметное вспенивание гранул.
На степень смешения существенное влияние оказывает вязкость получаемого расплава. Известно, что для снижения вязкости обычно повышается температура. Вязкость расплава также можно уменьшить, используя различные активаторы течения расплава (заявка №2001108370 ДЗЕ ДАУ КЕМИКАЛ КОМПАНИ, в которой активатор течения выбирают из диметилдифенилбутана, перекиси дикумила или α,α’-бис-трет-бутилпероксидиизопропилбензола).
Согласно настоящему изобретению заявляемый технический результат достигается тем, что в качестве комплексной добавки используется окисленный или неокисленный полиэтиленовый воск, имеющий температуру каплепадения более 70°С, в количестве от 0,1 до 2,5 мас.% на массу гранулы вспенивающегося стирольного полимера.
При использовании воска в концентрациях ниже 0,1 мас.% наблюдается только улучшение внутренней структуры вспененного изделия. Другие положительные качества (улучшение взаимного смешения компонентов расплава полимера, активация течения расплава полимера, экономия электроэнергии) использования воска в заявляемом способе производства становятся заметными при концентрациях воска свыше 0,1%. Увеличение же концентрации свыше 2,5-3,0% приводит к резкому увеличению поверхностной концентрации воска, что препятствует перерабатываемости полимера при заявляемом способе получения вспенивающихся гранул. Снижение вязкости позволяет существенно снизить нагрузку на насосы расплава, на экструдеры, традиционно применяемые для транспорта расплава полимера. Таким образом, установлено, что воск является эффективным активатором течения. Также отмечено, что вовлечение воска улучшает равномерность распределения ингредиентов в расплаве.
Способ может быть осуществлен на установке, состоящей из узла 1 дозирования расплава полистирола (см. чертеж). Узел 1 может быть экструдером расплава либо установкой, производящей полистирол непрерывным и (или) полунепрерывным способом. Из узла 1 расплав полимера с избыточным давлением, создаваемым насосом расплава Р00 поступает в первый статический смеситель 3. На вход первого смесителя также дозатором 2 подается вспенивающий агент. Дозатор обеспечивает необходимую концентрацию вспенивателя в композиции. В смесителе 3 происходит смешение вспенивающего агента с расплавом полистирола при непрерывном разрезающем воздействии смесительных устройств. Далее при помощи экструдера 7 в полученную смесь подаются необходимые добавки (добавка), экструдер 7 оснащен дозатором 4, обеспечивающим точное введение компонентов, затем смесь поступает на статический смеситель 5. После смесителя 5 смесь подается на узел гранулирования 6, представляющий собой подводный гранулятор, обеспечивающий формование вспенивающихся гранул стирольного полимера без видимого вспенивания. Для компенсирования градиента давления в статических смесителях и для создания необходимого для гранулирования давления производственная линия оснащена насосами расплава Р01, Р03. Таким образом получаются способные вспениваться гранулы стирольного полимера.
Увеличение же концентрации до свыше 2,5-3,0% приводит к резкому увеличению поверхностной концентрации воска, что препятствует перерабатываемости полимера при заявляемом способе получения вспенивающихся гранул. Снижение вязкости позволяет существенно снизить нагрузку на насосы расплава, на экструдеры, традиционно применяемые для транспорта расплава полимера. Таким образом, установлено, что воск является эффективным активатором течения. Также отмечено, что вовлечение воска улучшает равномерность распределения ингредиентов в расплаве.
Способ может быть осуществлен на установке, состоящей из узла 1 дозирования расплава полистирола (см. Принципиальную схему установки). Узел 1 может быть экструдером расплава либо установкой, производящей полистирол непрерывным и (или) полунепрерывным способом. Из узла 1 расплав полимера с избыточным давлением, создаваемым насосом расплава Р00, поступает в первый статический смеситель (3). На вход первого смесителя также дозатором (2) подается вспенивающий агент. Дозатор обеспечивает необходимую концентрацию вспенивателя в композиции. В смесителе 3 происходит смешение вспенивающего агента с расплавом полистирола при непрерывном разрезающем воздействии смесительных устройств. Далее при помощи экструдера 7 в полученную смесь подаются необходимые добавки (добавка), экструдер 7 оснащен дозатором 4, обеспечивающим точное введение компонентов, затем смесь поступает на статический смеситель 5. После смесителя 5 смесь подается на узел гранулирования 6, представляющий собой подводный гранулятор, обеспечивающий формование вспенивающихся гранул стирольного полимера без видимого вспенивания. Для компенсирования градиента давления в статических смесителях и для создания необходимого для гранулирования давления производственная линия оснащена насосами расплава Р01, Р03. Таким образом получаются способные вспениваться гранулы стирольного полимера.
Методики определения показателей.
Определение горючести проводили по ОСТ 301-05-202-92 на пяти образцах размером (120,0±1,0)×(44,0±1,0)×(30,0±1,0) мм. За горючесть образца принимается среднеарифметическое значение результатов трех образцов, расхождение между которыми не должно превышать 2 с. Поэтому для части образцов определить горючесть не представлялось возможным, что косвенно свидетельствует о плохом распределении антипирена гексабромциклододекана между различными гранулами.
Для определения качества смешения использовали зеленый краситель. После гранулирования визуально по пятибалльной системе определяли качество смешения по однородности окраски полученных гранул ВПС. Для этого из навески 10 г гранул ВПС отделяли фракцию, визуально отличающуюся по степени окрашивания от основной (гранулы с большей степенью окрашивания и с меньшей). Эту фракцию взвешивали и определяли ее процентное содержание.
Балльная шкала однородности окрашивания: 5 баллов — менее 5,0 мас.% фракции с окраской, отличающейся от основной; 4 балла — 5,0-10,0%; 3 балла — 10,0-15,0%; 2 балла — 15,0-20,0%; 1 балл — 20,0-25,0%; 0 баллов — более 25,0% фракции.
Полученные гранулы ВПС вспенивали для анализа внутренней структуры пенополистирола. Средние размеры ячеек вспененных гранул, толщину стенки, распределение ячеек пены определяли с использованием микрометрической шкалы микроскопа. Визуально оценивалась также степень однородности ячеек внутри вспененной гранулы. Пеноблоки имели кажущуюся плотность от 25 до 30±2 кг/м3.
Эффект улучшения взаимного смешения компонентов расплава полимера проявляется в лучшем распределении красителя между различными гранулами одной партии и возможности определение горючести по ОСТ 301-05-202-92. Эффект улучшения внутренней структуры вспененного изделия проявляется в лучшей однородности распределения ячеек внутри вспененной гранулы по форме и в меньшем разбросе размеров ячеек пены и толщин их стенок.
Далее приведены примеры, иллюстрирующие заявляемое изобретение
Пример 1.
С технологической линии по производству полистирола общего назначения с расходом 1400 кг/ч расплав полимера поступает на вышеописанный узел. Полистирол имеет ПТР=5,0 г/10 мин (по ГОСТ 11645-73), средневесовая молекулярная масса которого равна 265000 г/моль. Температура расплава полимера 250°С.
Полиэтиленовый воск Viscowax 115 (неокисленный неполярный полиэтиленовый воск) с вязкостью при 120°С 400-500 мм2/с, Mn=2400 г/моль, температура застывания 103-108°С, температура каплепадения 112-117°С. Воск Viscowax 115 представляет собой углеводород (у/в) со структурной формулой (-CHR1-CHR2-)n, в которой R1, R2 в каждом случае представляет собой H или радикал с 1-20 атомами углерода, n представляет целые числа в интервале от 10 до 120. Расход воска 0,2 мас.% на массу гранулы ВПС.
В качестве вспенивающего агента использовалась изопентановая фракция (содержащая изопентан 97,5 мас.%, нормальный пентан 2,5 мас.% подаваемая в количестве 5,5 мас.% на массу гранулы ВПС.
Для снижения горючести пеноматериала использовался гексабромциклододекан в количестве 2,5 мас.%, который вводился в расплав в виде 50%-ного мастербатча.
Основными параметрами, характеризующими проведение процесса смешения, являются температура, давление, потребляемая насосами расплава мощность. Требуемый профиль температур достигается регулированием степени нагрева циркулирующего по замкнутому контуру теплоносителя.
Насосы Р00, Р01 и Р03 имеют номинальную мощность 30 кВт каждый, экструдер R00 имеет номинальную электрическую мощность 90 кВт, после экструдера R00 установлен насос Р04, имеющий мощность 9 кВт.
Для определения качества смешения использовали зеленый краситель.
В данном примере получаются гранулы, которые содержат (после вспенивания) ячейки преимущественно правильной формы, доля деформированных и сплюснутых ячеек незначительна, достигнуто одновременное улучшение взаимного смешения компонентов расплава полимера, активация течения расплава полимера, экономия электроэнергии, улучшение внутренней структуры вспененного изделия при использовании одной добавки.
Пример 2.
Эксперимент проводился в тех же условиях, что и пример 1, но с содержанием воска Viscowax 116 2,5 мас.% на массу гранулы ВПС, обладающего высокой температурой каплепадения 114-120°С и температурой застывания 105-110°С. Воск Viscowax 116 представляет собой у/в со структурной формулой (-CHR1-CHR2-)n, в которой R1, R2 в каждом случае представляет собой Н или радикал с 1-20 атомами углерода, n представляет целые числа в интервале от 10 до 300. Следует отметить равномерную окраску всей полимерной массы. Краситель между различными гранулами распределен однородно, внутри отдельных гранул не встречаются неокрашенные участки. Внутренняя структура пеногранул удовлетворительная, толщина стенок и размеры ячеек равномерны, доля деформированных ячеек незначительна. Вспененные гранулы имели кажущуюся плотность 20 кг/см3. Дальнейшее увеличение концентрации воска не представляется возможным из-за резкого падения производительности всей установки.
Пример 3.
Эксперимент проводился в тех же условиях, что и пример 2, но с содержанием воска Viscowax 116 0,2 мас.% на массу гранулы ВПС. При концентрации 0,2 мас.% воск проявляет эффект улучшения внутренней структуры вспененного изделия и улучшения взаимного смешения компонентов расплава полимера, что подтверждено исследованиями микроструктуры вспененных гранул. Окраска гранул удовлетворительная, дефектных ячеек в грануле мало — менее 10%.
Пример 4.
Эксперимент проводился в тех же условиях что и пример 1, но с использованием окисленного воска марки LUVAX ОА 2 (фирмы BASF, tпл 103-112°С, температура каплепадения 108-116°С, кислотность 19-25 мг KOH/г). Воск представляет собой окисленный у/в со структурной формулой (-CHR1-CHR2-)n, в которой R1, R2 в каждом случае независимо обозначают Н, R’ или группу -OH, группу -COOH, группу -C=O, группу -O-CO-CH3, группу -COOR’, где R’ представляет собой радикал с 1-20 атомами углерода, n представляет целые числа в интервале от 10 до 200, в качестве комплексной добавки. При концентрации 0,1 мас.% на массу гранулы ВПС воск проявляет хороший эффект улучшения внутренней структуры вспененного изделия и улучшения взаимного смешения компонентов расплава полимера. Исследования микроструктуры вспененных гранул показали результаты, идентичные примеру 1. Равномерность окраски гранул хорошая.
Пример 5.
Эксперимент проводился в тех же условиях, что и пример 1, но с использованием воска в качестве комплексной добавки с более низкой температурой каплепадения 70-73°С (температура застывания 64-66°C). Воск представляет собой у/в со структурной формулой (-CHR1-CHR2-)n, в которой R1, R2 в каждом случае независимо обозначают Н, R’ или группу -ОН, группу -COOH, группу -CO, группу -O-CO-CH3, группу -COOR’, где R’ представляет собой радикал с 1-20 атомами углерода, n представляет целые числа в интервале от 10 до 100. При концентрации 0,2 мас.% на массу гранулы ВПС воск проявляет эффект улучшения внутренней структуры вспененного изделия, что подтверждено исследованиями микроструктуры вспененных гранул. Окраска гранул удовлетворительная, эффект активации течения расплава и соответственно нагрузка на насосах расплава сравнимы с примером 1.
Пример 6 (сравнительный).
Эксперимент проводился в тех же условиях, что и в примере 1, но без использования воска. В отличие от примера 1 потребляемая мощность насосами расплава заметно возрастает, давление, необходимое для продавливания расплава полимера, увеличивается. Краситель между различными гранулами распределен неоднородно, внутри отдельных гранул встречаются непрокрашенные участки. Внутренняя структура пеногранул неудовлетворительная: толщина стенок и размеры ячеек сильно варьируются, количество деформированных ячеек значительно (около 15%). Вспененные гранулы имели кажущуюся плотность 20 кг/см3.
Пример 7 (сравнительный).
Эксперимент проводился в тех же условиях, что и в примере 1, но с концентрацией воска Viscowax 115 0,01 мас.% на массу гранулы ВПС. В отличие от примера 1 потребляемая мощность насосами расплава возрастает, давление, необходимое для продавливания расплава полимера, увеличивается. Краситель между различными гранулами распределен так же неоднородно, внутри отдельных гранул встречаются неокрашенные участки. Внутренняя структура пеногранул неудовлетворительная, доля деформированных ячеек около 10%, толщина стенок и размеры ячеек существенно различаются. Вспененные гранулы имели кажущуюся плотность 20 кг/см3.
Пример 8 (сравнительный).
Эксперимент проводился в тех же условиях, что и в примере 1, но с использованием талька вместо воска. При его концентрации 0,2 мас.% на массу гранулы ВПС проявляется незначительный эффект улучшения внутренней структуры вспененного изделия, но тальк не улучшает смешиваемость компонентов в полимерной массе, что заметно в плохом распределении красителя в образованных гранулах, к тому же потребляемая мощность насосами расплава сопоставима с величинами из примера 6.
Пример 9 (сравнительный).
Эксперимент проводился в тех же условиях, что и в примере 1, но с использованием парафина нефтяного твердого марки В5 по ГОСТ 23683-89 с температурой плавления 61°С и с температурой каплепадения 66°С. При концентрации воска 0,2 мас.% на массу гранулы ВПС эффект улучшения внутренней структуры вспененного изделия незначительный. Не наблюдается существенного улучшения микроструктуры вспененных гранул. Активация течения расплава и соответственно нагрузка на насосах расплава заметно снижается по сравнению с примером 1. Окраска полимерной массы неравномерная, таким образом, улучшение взаимного смешения компонентов расплава полимера и улучшение внутренней структуры вспененного изделия не достигается.
|
Разновидности термоизоляционных материалов / ЦСЛ Авто
В данной статье, мы сегодня хотим предоставить вам не много информации, к размышлению, о трёх видах термоизоляционных материалов, которые используются в основном при изготовлении изотермических фургонов и рефрижераторов.
Пожалуй начнём! Давайте рассмотрим какие бывают термоизоляционные материалы, из чего они состоят, каким образом изготавливаются, плюсы и минусы в сравнение друг перед другом.
1. Самый дешёвый и распространённый, вариант:
Пенополистирол (Пенопласт). Процесс производства пенопласта — это несколько циклов «пропаривания» водяным паром сырья — полистирола, помещенного в блок-форму. В процессе этого происходит многократное увеличение исходных гранул в объеме, в результате чего они спекаются между собой. Очевидно, что в процессе «роста» каждой гранулы, вместе с увеличением ее поверхности увеличиваются и микропоры. Коэффициент теплопроводности пенополистирола является 0,036…0,050 Вт/(м².С). На практике чаще всего пенопластом называют полистирольный пенопласт, или пенополистирол, которым является наиболее распространенным теплоизоляционным материалом. Это не дорогой, экологически чистый (при комнатной температуре не выделяет вредных испарений), влагонепроницаемый материал, твердая легкая пена и определенной несущей способностью (демонстрирует не плохую сопротивляемость при равномерных механических нагрузках, как на растяжение, так и на сжатие), поэтому слой пенополистирола придает не которую жесткость стенке фургона. Недостаток пенопласта заключается в том, что он имеет не очень хороший показатель коэффициента теплопроводности, хотя в некоторых случаях и достаточно такого. С течением времени под воздействием окружающей среды связи ослабевают, и происходит их разрыв, т.е. материал «рассыпается» на гранулы. Слабостью физико-химического взаимодействия гранул между собой объясняется и низкая прочность (например, на изгиб) пенопласта в сравнении с экструдированным пенополистиролом.
2. Подороже, вариант:
Экструдированный пенополистирол (ЭППС) и пенопласт имеют родственный химический состав, т.к. оба «произошли» от полистирола. Однако эксплуатационные характеристики экструдированного пенополистирола при использовании его в качестве утеплителя нет сравнений с характеристиками пенопласта. Коэффициент теплопроводности 0,0028…0,0034 Вт/(м².С). Причина этого — принципиальные отличия в технологиях производства материалов. Экструдированный пенополистирол производится методом экструзии. Внутри самого экструдера создаются специфичные условия для начала активации процесса преобразования полистирола. Экструзия заставляет полимер преобразовываться по другим механизмам и задает ему, таким образом, иные свойства и строение структуры. В частности, сначала происходит плавление гранул, и образуется однородная вязкая масса — сырье из твердого состояния переходит в вязко-текучее. Таким образом, дальнейшему преобразованию подвергаются уже не отдельные «тела-гранулы», как при получении пенопласта, а единое жидкофазное вещество, с неразрывными межмолекулярными связями. Влагонепроницаемый материал, твердая легкая пена с замкнутыми порами и определенной несущей способностью (демонстрирует превосходную сопротивляемость при равномерных механических нагрузках как на растяжение, так и на сжатие), поэтому слой экструдированного пенополистирола придает значимую дополнительную жесткость стенке фургона. Долговечный материал, в зависимости от условий его срок службы может доходить до 50…60 лет, т. е. хватит с запасом на весь срок службы фургона. Пенополистирол не подвержен гниению и не создает условий для образования плесени, устойчив к действию воды, не теряет своих свойств при воздействии слабых растворов кислот, щелочей и солей. Однако имеет недостаток в виде разрушения под воздействием некоторых технических жидкостей, таких как ацетон, бензол, дихлорэтан и их паров и его горючесть. Панели из экструдированного пенополистирола несколько дороже пенополиуретановых, так как технология производства экструдированных пенополистирольных «сэндвич-панелей» дороже.
3. Немного подешевле, вариант:
Пенополиуретан (ППУ) это современный теплоизолятор. Является гидроизоляционным материалом, т.к. у него отличная адгезионная (не требует применения клея для адгезии к металлу) и несущая способность. Срок службы – не менее 15 лет. Теплоизолирующие свойства пенополиуретана в сравнение с экструдированным пенополистиролом выше, поэтому для создания эквивалентной теплоизоляции слой пенополистирола получается толще на 25…40% по сравнению со слоем пенополиуретана. Температурный диапазон эксплуатации у пенополиуретана шире, чем у экструдированного пенополистирола. Оба материала практически не впитывают в себя воды, всего лишь 0,04…0,05%, поэтому можно сказать что они считаются водонепроницаемые. Применение каждого из них определяется технологией производства «сэндвич-панелей», используемой производителем. Экструдированный пенополистирол используется в виде готовых плит, которые разрезают по нужному размеру и склеивают в несколько слоев под давлением (так называемая технология «вакуумного склеивания»). Пенополиуретан производится в ходе изготовления «сэндвич-панелей» из жидких компонентов на специальной установке, в результате формируется монолитный изоляционный слой, который благодаря адгезионной способности пенополиуретана без клея надежно скрепляется с обшивкой. Его коэффициент теплопроводности 0,024…0,030 Вт/(м².С). Пенополиуретан устойчив к воздействию слабокислотных осадков и промышленных углеводородов и менее горюч по сравнению с экструдированным пенополистиролом. Недостаток заключается в том, что под воздействием ультрафиолетового излучения пенополиуретан разлагается и теряет свои свойства (превращается в труху). Чтобы этого не произошло, необходимо спрятать от прямого воздействия солнечного излучения. В «сэндвич-панелях» фургона это как раз и было достигнуто, скрыв его под обшивкой. Ещё один фактор это специфический запах, который долгое время присутствует внутри фургона. На последок, хотелось бы отметить то, что сэндвич-панели из пенополиуретана уступают по прочности сэндвич-панелям, изготовленных с утеплением экструдированный пенополистирол.
Вот та самая маленькая часть, о чём хотелось с вами поделиться. Предлагаем также прочитать статьи не менее интересные и познавательные, такие как: эксперимент между сэндвич-панелями, или же, если вы ещё не читали, о сэндвич-панелях с утеплением экструдированный пенополистирол (ЭППС) и пенополиуретан (ППУ).
© cslavto
Особенности пенополистирола как теплоизоляционного материала
В 1831 году впервые путём нагревания смолы бальзамного дерева Storax (Стиракс) химики получили вещество «стирол», имеющее в составе коричную кислоту, ванилин и стирол. Ранее такая смола применялась парфюмерами в составе духов и как антисептическое средство.
Пенополистирол (ППС), но же пенопласт, обязан своему появлению шведским химикам, которые в 1931 году запатентовали своё изобретение, научившись получать вспененный полистирол из стирола. Известный же сегодня ППС был синтезирован в 1950 году немецкой компанией BASF. В СССР производство началось в 1939 году прессовым методом (марка ПС-1, ПС-4), а в 1958 году — беспрессовым (марка ПСБ).
Мытищенский завод «Стройпластмасс» стал производить его в 1959 году. В 1961 году было освоено производство пенополистирола, который назвали самозатухающим (марка ПСБ-С). Методы производства постоянно совершенствуются, снижается содержание стирола в готовом изделии. Популярен так же продукт, произведённый экструзионным способом. Основным первичным сырьём является нефть, поэтому материал принято считать органическим.
Технология производства пенополистирола прессовым методом
Марки ПС-1 и ПС-4 производятся следующим образом:
- Эмульсионный тонкодисперсный полистирол марки Б в виде белого порошка смешивается с порообразующим составляющим в шаровых мельницах, после чего пропускается через сито 0.25 — 2 мм.
- Смесь прессуется при температуре 140°С — 170°С и удельном давлении 200 кг/см Полученные заготовки вспениваются методом направленного вспенивания в гидравлических камерах при 100°С в условиях насыщенного пара.
Выпускают в виде прямоугольных плит, полусфер и других форм, в которых заготовки опрессовывались. Геометрия изделий ограничена возможностью исполнения пресс-форм.
Беспрессовый метод получения пенопласта ПСБ и ПСБ-С
Суть процесса в следующем: под воздействием температуры свыше 80°С гранулы полистирола преобразуются из твёрдого состояния в текучее, а поданный изопентан (горючий углеводород) вскипает уже при 28°С и давлением своего пара вспенивает исходное сырьё. Далее срабатывает уникальное свойство гидрофобного материала — вспененные гранулы свариваются между собой под действием воды при сравнительно невысоких температурах 90-100°С.
Преимущества данного метода в том, что на выходе можно получить изделие любой, даже самой замысловатой конфигурации. Для повышения огнестойкости используется антиперен (тетрабромпараксирол), который добавляют в исходное сырьё в количестве 4-5%. Самозатухающий пенопласт получают введением в его состав фосфорорганических веществ.
Характеристики ППС и сферы применения
Не только российский, но и мировой рынок высоко оценил достоинства вспененного ППС. Он представляет собой материал из сваренных гранул с тонкой ячеистой структурой. Между сваренных между собой гранул существуют пустоты, доля твёрдых веществ в готовом изделии95-96%. От кажущейся плотности линейно зависит большинство свойств материала, иными словами, чем она больше, тем выше прочность и меньше паропроницаемость, воздухопроницаемость, гигроскопичность. ППС обладает устойчивостью к химическому воздействию, биологически инертен — не является пищей для плесени и грибков, грызуны им тоже не питаются, однако ценят строительные свойства и могут устроить в нём жильё.
Благодаря низкой теплопроводности λ=0.036 ВТ/м*К, в гражданском и промышленном строительстве используется как недорогой, доступный, надёжный и неприхотливый утеплитель.
Применяется для теплоизоляции стен в так называемых «мокрых фасадах», утепления откосов оконных и дверных проёмов, потолков и межэтажных перекрытий. Реже используется для термоизоляции внутри помещений преимущественно из-за своей горючести класса Г1 — Г2. Это значит, что при контакте с открытым огнём пенопласт возгорается. При удалении источника пламени не будет гореть только самозатухающий ППС маркиПСБ-2. Самовозгорание ему несвойственно.
Более того, последнее время в сети активно обсуждается вред ППС для здоровья человека при внутреннем утеплении. Приводятся данные, о том, что пенополистирол выделяет фенол, стирол, бензол и ещё длинный список «приятных» неожиданностей. Кроме того, при сгорании пенопласт выделяет фосген — боевой газ времён Первой мировой войны.
Понятно, что при таком «букете» прописывать ППС на своих квадратных метрах мало кто захочет. Может быть, это действительно мнение авторитетных специалистов, а может происки конкурирующих производителей, однако, если хозяин дома всё-таки решил использовать ППС в качестве утеплителя, лучше от греха подальше «выселить» его на улицу. Снаружи в виде «мокрого фасада» под слоем штукатурки он вряд ли будет опасен для здоровья.
Экструдированный пенополистирол — производство и характеристики
В отличие от пенопласта, экструдированный пенополистирол (ЭППС) представляет собой пластик и имеет однородную ячеистую структуру, где масса ячеек диаметром около 0.1 мм равномерно распределена и составляет единое тело.
Производится ЭППС методом вспенивания полистирола при высоком давлении и температуре. Изначально с изобретением материала, в его производстве вспенивателя применяли различные фреоны. Однако протесты экологов привели к замене фреонов на обычный углекислый газ СО².
Процесс изготовления выглядит следующим образом:- В суспензию полистирола вносятся добавки для повышения противопожарных свойств (антипирены), для распределения осветлителя (нуклеаторы) и пигменты.
- Производится предварительное вспенивание и вылеживание вспененных гранул.
- Спекание полуфабриката и формовка.
- Вытягивание полотна.
- Охлаждение естественным путем, при этом происходит окончательное вспенивание. Иногда на мощных производственных линиях применяется принудительное охлаждение методом перекладывания.
- Процесс стабилизации.
- Обработка поверхности до удаления шероховатостей.
- Нарезка и упаковка готового ЭППС.
Рынок ЭППС в Российской Федерации ежегодно растёт примерно на 25%. При всех прочих сходствах с пенопластом, его можно выделить как отличный гидроизолятор, который можно применять при утеплении фундаментов и подвалов снаружи, в том числе и на вспученных грунтах. Несложное производство ЭППС даёт возможность его изготовления на небольших линиях, чем активно пользуется малый и средний бизнес в России.
(PDF) Полевое обучение по производству вспененного и экструдированного пенополистирола и общее управление качеством
41
Ссылки
1. [1] ДОСТУПНО В; (HTTP://WWW.CHEMA-FOAM.COM)
2. [2] КАТРИН СИВЕРЦЕН, «ПОЛИМЕРНАЯ ПЕНА», 3.063 ПОЛИМЕРНАЯ ФИЗИКА, ВЕСНА
2007.
3. [3] ВОСТОЧНОЕ ПОЛУШАРИЕ, ЧАРЛЬЗ Э. КАРРАХЕР, МЛАДШИЙ, «ПОЛИМЕР
ХИМИЯ», ШЕСТОЕ ИЗДАНИЕ, 2003 г., БЕЗ СТРАНИЦЫ.
4.[4] CRC PRESS TAYLOR & FRANCIS GROUP, HEINZ HEINEMANN, JAMES G. SPEIGHT,
UTTAM RAY CHAUDHURI, «ОСНОВЫ НЕФТЕХИМИЧЕСКОЙ И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
ИНЖИНИРИНГ», 130-е ИЗДАНИЕ ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ 2011, 9000 СЕРИИ 1152, 9000 .
5. [5] ПЛАСТИКОВЫЕ МАТЕРИАЛЫ И ОБРАБОТКИ КОНКРЕТНАЯ ЭНЦИКЛОПЕДИЯ »ДЛЯ
ЧАРЛЬЗ А. ХАРПЕР И ЭДВАРД М. ПЕТРИ
6. [6] AHMED FOUAD ELRAGI,» ВЫБРАННЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 9000 EPS2 И 9000 ПРИЛОЖЕНИЙ GEO3. ПЕНА », 2016, НОМЕР СТРАНИЦЫ
7.[7] ЧАРЛЬЗ Э. ТОМАС, «ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ И СИСТЕМЫ»,
ТРЕТЬЕ ИЗДАНИЕ, 2011, СТР. 215 216.
8. [8] ИНЖЕНЕРНЫЙ КОРПУС АРМИИ США, «ОБРАБОТКА КОТЕЛЬНОЙ ВОДЫ: УРОКИ
ИЗВЛЕЧЕНЫ», 10 НОЯБРЯ 1999, СТРАНИЦА 1.
9. [9] ДОСТУПНО В; (HTTP://WWW.LWEPS.COM/EPS-MACHINE/EPS-PRE-
EXPANDER / TOP-PERFORMANCE-MULTIFUNCTIONAL-PRE-EXPANDER.HTML)
10. [10] AR CHIVESOF FOU NDRYE NGI NE ER I NG МЕТОД РАСШИРЕНИЯ
— ПРОЦЕСС ПРЕДВАРИТЕЛЬНОГО РАСШИРЕНИЯ ”ФОРТ.ПАЦЫНЯК, Р. КАЧОРОВСКИЙ, Я. ГРОМ, М.
БЕЙГЕР, Б. МАЙЧРЗАК.
11. [11] T.PACYNIAK, R.KACZOROWSKI, J.GROM, M.BEJGER, B.MAJCHRZAK, AR CH
IVESOF FOU NDRYE NGI NEERI NG МЕТОД УТЕРЯ ПЕНЫ — ПРОЦЕСС ПРЕДВАРИТЕЛЬНОГО РАСШИРЕНИЯ
9 , ТОМ 10, 2010, СТР. 90.12. [12] В НАЛИЧИИ; (HTTP://WWW.EBRUZEN.COM.TR/EN/PORTFOLIO/EPS-
AGING-SILO-FABRIC /)
13. [13] A JOHN WILEY & SONS, INC., ПУБЛИКАЦИЯ, ЧАРЛЬЗ А.ХАРПЕР И
ЭДВАРД М. ПЕТРИ, «ПЛАСТИКОВЫЕ МАТЕРИАЛЫ И ПРОЦЕССЫ КОНКУРЕНТАЯ
ЭНЦИКЛОПЕДИЯ», 2003 г., СТРАНИЦА 174.
14. [14] Р.К. Синнотт, «ХИМИЧЕСКИЙ ИНЖЕНЕРНЫЙ ДИЗАЙН, ТОМ 6, 9000» 1993, 1996, 1999, 2005, СТРАНИЦА 912
15. [15] FORD MOTOR COMPANY, FORD DESIGN INSTITUTE, «СПРАВОЧНИК FMEA
ВЕРСИЯ 4.1″, ФЕВРАЛЬ 2004, СТР. 2-3, 2-5 И 2-12
EPS
EPS используется во многих аспектах строительных работ, включая большие конструкции, такие как дороги, мосты, железнодорожные пути, общественные здания или даже небольшие семейные дома.
Характеристики EPS делают его идеальным для использования в качестве легкого наполнителя, теплоизоляции, в качестве элемента для украшения или творческих штрихов, в качестве легкого заполняющего материала на дорогах, для облегчения дренажа земель и т. Д.
Мы можем посетить любую строительную или строительную площадку и найти изделия из пенополистирола, выполняющие разнообразные и важные функции.
Для этих приложений важны следующие свойства:
Низкая теплопроводность
Благодаря закрытой, заполненной воздухом ячеистой структуре, препятствующей прохождению тепла или холода, достигается высокая теплоизоляция.
Малый вес
Плотность от 10 до 35 кг / м2 позволяет проводить легкие и безопасные строительные работы
Механическое сопротивление
EPS обладает превосходными механическими свойствами, что делает его хорошим выбором для изоляции несущих крыш, полов под тротуарами, дорожного строительства, в качестве несущей изоляции и т. Д.
Низкое водопоглощение
EPS не впитывает влагу, а на его термические и механические свойства не влияет сырость, влажность или влажность.
Простота обращения и установки
С материалом можно обращаться обычным способом. Вам гарантирован идеальный результат. Малый вес EPS упрощает обращение с ним и его транспортировку на строительную площадку.
Химическая стойкость
EPS полностью совместим с другими материалами, используемыми в строительстве, включая цемент, штукатурку, соль, пресную воду и так далее.
Универсальность
EPSможно разрезать по форме или размеру, требуемым для строительного проекта.
Стойкость к старению
Все перечисленные выше свойства сохраняются в течение всего срока службы материала и сохраняются на протяжении всего срока службы самого здания. EPS не изменяется под воздействием внешних факторов, таких как грибки или паразиты, поскольку они не находят в материале питательной ценности
.
Пенополистирол EPS — Coperion
Пенополистирол (EPS) — это жесткий и прочный пенопласт.EPS часто используется для упаковки пищевых продуктов, строительной изоляции и упаковочного материала в виде твердых блоков, предназначенных для размещения защищаемого предмета, или в виде гранул с сыпучим наполнением, смягчающих хрупкие предметы внутри коробок.
Проверенная временем первоклассная технология Coperion и Coperion K-Tron оптимально подходит для одностадийного производства пенополистирола. Чрезвычайно надежные гравиметрические дозаторы Coperion K-Tron обеспечивают высокую точность подачи при добавлении в процесс GPPS, EPS, наполнителей, антипиренов, зародышеобразователей, цветных пигментов или пенообразователей.Благодаря интенсивному перемешиванию и очень бережному обращению с продуктом двухшнековые экструдеры ZSK обеспечивают оптимальное диспергирование всех ингредиентов. Микропеллеты создаются с помощью подводного гранулятора, а затем расширяются или формуются.
Подробнее Читать меньше
Ключевые преимущества:
- Компактная установка системы
- Гибкое производство по рецептуре
- Регулируемый размер гранул
- Повышение качества продукции за счет двухшнекового компаундирования
- Высокоточная подача основных ингредиентов
- Доступна полная конструкция ATEX
- Доступна технологическая секция с защитой от коррозии
Типовая установка для одностадийного производства пенополистирола (EPS)
Полный ассортимент
Компаундирующие машины и экструдеры
Coperion предлагает двухшнековые экструдеры ZSK и STS, вращающиеся в одном направлении.Обе экструдерные линии обеспечивают плавное взаимодействие этапов процесса и бережное обращение с продуктом с максимальной производительностью.
Оборудование для кормления
ПитателиCoperion K-Tron обеспечивают непрерывную равномерную подачу с очень высокой кратковременной точностью и воспроизводимостью.В зависимости от сырья и требований процесса доступны различные модели и конфигурации питателей. Вибрационные питатели, Одношнековые питатели или Насосы для сыпучих продуктов для сыпучих материалов, таких как грануляты и пеллеты, двухшнековые питатели для сложных порошков, таких как наполнители, антипирены, пигменты или другие добавки, а также питатели для жидкостей и другие специальные питатели — это лишь некоторые из технологий, позволяющих разработать правильное решение для каждого приложения.
Подъемно-транспортное оборудование
Coperion и Coperion K-Tron разработали широкий спектр решений по транспортировке материалов для производства пенополистирола.Наши проекты включают в себя полный спектр решений: компоненты для хранения и разгрузки материалов, пневматические и механические системы транспортировки, системы взвешивания и подачи, а также полные системы управления технологическим процессом. В транспортных решениях может использоваться давление или вакуум, обедненная или плотная фаза, в зависимости от характеристик материала и свойств применения. Разгрузка материалов может осуществляться от грузовиков, силосов, BBU (разгрузчиков биг-бэгов) до станций опрокидывания мешков (маленькие мешки) и перчаточных ящиков для токсичных или опасных материалов.Исходя из свойств материала и требований, мы с радостью интегрируем в наши системы другие функции, такие как удаление осадка, просеивание или другое оборудование, зависящее от вашего процесса.
Заводы и системы
Coperion предлагает системы из одного источника, включая весь наш опыт работы с материалами, подачи, компаундирования и экструзии.При планировании и установке завода по производству компаундов у вас будет только одно контактное лицо, и вы получите выгоду от четко определенной ответственности за проект.
Глобальная служба
В нашу сервисную структуру входят более 350 сервисных инженеров и техников по всему миру, которые не только заботятся о ваших машинах и системах, но и о вашем бизнесе.Они видят себя партнерами, которые обеспечивают ваше будущее.
Загрузки
Посмотреть больше загрузок Увидеть меньше загрузок
Хотите узнать больше об одностадийном производстве пенополистирола?
Связаться с намиЭкструзионная линия для производства пенопласта XPS и карнизов ALEMO EXT89-XPS-COR — ALEMO
Экструзионная линия ALEMO для производства вспененных профилей XPS и карнизов ALEMO EXT89-XPS-COR предназначена для производства вспененных профилей различной формы.Используемый производственный процесс — горячая экструзия. Этот процесс экструзии профиля в основном характеризуется непрерывным смешиванием вспенивающего агента (CO2) с расплавленным полимером. Смесь различных компонентов готовится в миксере. Затем транспортируется к дозирующему устройству, которое подает смесь в экструдер XPS. Смесь нагревают до температуры плавления полистирола. После этого к расплавленной полимерной смеси добавляют СО2, выполняющий функцию вспенивателя.Это необходимо для производства твердой экструдированной пены. Полученная смесь полимера и газа дополнительно перемешивается и охлаждается в специальных охлаждающих установках. Эти агрегаты предназначены для работы при высоком давлении. Затем смесь пропускается через специальные матрицы (матрицу) для придания профиля желаемой формы. Головка экструзионной машины xps может быть дополнительно разработана для производственной линии xps с одним или двумя потоками. После экструзии профиль пропускается через оправку для придания окончательной формы.Далее профиль охлаждается, чтобы сохранить желаемую форму и размер изделия xps. Перед резкой профиль маркируется на поточном печатающем устройстве. Профиль обрезается с точностью до миллиметра автоматическим резаком на желаемую длину. Наконец, транспортируется в зону, подготовленную для упаковки. ALEMO предлагает высокие технологии для изделий xps с высококачественной геометрией, формой и плоской поверхностью. Экструзионное оборудование по технологии ALEMO, включая ALEMO EXT89-XPS-COR, также предлагает систему быстрой смены штампов.Это позволяет менять матрицу / продукт за несколько секунд, не останавливая экструдер xps. Это решение дает клиентам ALEMO огромное преимущество перед конкурентами. Это означает сокращение затрат времени, сырья и общих производственных затрат. ALEMO поддерживает клиентов также с помощью разработки широкого спектра форм штампованных изделий в соответствии с запросами и дизайном Заказчика. Экструзионная машина ALEMO производит профили XPS, которые являются самыми легкими продуктами на рынке. Это означает наименьшее количество сырья, используемого на погонный метр профиля.
Возможности процесса пропитки расплава
Процесс Sulzer EPS представляет собой уникальный запатентованный процесс непрерывного производства микрогранул EPS путем пропитки расплавом. Процесс включает запатентованную комбинацию дозирующих устройств, статического смесителя (ей), охладителя (ов) и подводного гранулятора. В процессе Sulzer EPS используется технология статического смесителя для диспергирования и растворения пентанового вспенивающего агента в расплаве полимера, а также для добавления термочувствительных добавок.
Технологические преимущества процесса включают: гибкость рецептуры за счет превосходной дисперсии пигментов, эффективный контроль температуры и сдвига на протяжении всего процесса, возможность рециркуляции избыточного пропитанного материала и производство микрогранул EPS с узким распределением по размерам. Микрогранулы пенополистирола, полученные в процессе производства пенополистирола компании Sulzer, могут быть переработаны и преобразованы во вспененные детали с применением тех же процессов, что и для гранул из пенополистирола, производимых обычным способом.
Промышленная полимеризация стирола в полистирол (PS) была разработана в начале 20-го века, и примерно 50 лет спустя за ней последовала разработка вспениваемых полистирольных частиц (EPS).
EPS представляет собой пену с частицами, полученную путем расширения шариков PS, которые содержат физический вспениватель, обычно пентан или н-бутан. При нагревании паром гранулы расширяются, и конечная форма детали достигается за счет формования предварительно расширенных гранул с помощью пара и давления.
Типичная производственная цепочка включает поставщиков смолы EPS, которые производят грануляты полистирольной смолы, пропитанные вспенивающим агентом, на крупных промышленных предприятиях и формовщики EPS, которые производят конечные продукты, такие как упаковка, стаканы и строительные материалы, в соответствии с техническими требованиями заказчика.
Классический процесс производства пенополистирола, разработанный в 1950-х годах, состоит из периодической полимеризации мономера стирола в суспензионной среде, обычно в воде, со стабилизирующим агентом. Реакция радикальной полимеризации происходит в каплях, богатых мономером, при интенсивном перемешивании, и стабилизирующий агент используется для контроля распределения капель.
При конверсии реакции примерно 66% в реакционный сосуд под давлением вводится физический вспениватель. Реакция полимеризации продолжается в присутствии вспенивающего агента, чтобы обеспечить пропитку вспенивающим агентом суспендированные частицы полистирола.Пропитка контролируется путем тщательной настройки параметров процесса, включая параметры перемешивания, время реакции и температуру.
После этого реакцию останавливают, и сосуд охлаждают и сбрасывают давление. В процессе суспендирования образуются частицы с распределением диаметров от 10 мкм до нескольких миллиметров. Продукт в виде суспензии необходимо промыть, просеять и покрыть перед использованием для формования. Несмотря на то, что современные линии подвески дают гораздо более узкие распределения, чем в прошлом, продукт по-прежнему просеивается на от трех до пяти фракций, которые продаются отдельно.
Для коммерческого применения EPS требуются шарики с диаметром предпочтительно в диапазоне 0,4–1,6 мм. Небольшая фракция некондиционного материала с размером частиц меньше или больше, чем у любых коммерчески используемых сортов, всегда производится с помощью процессов суспендирования. В дополнение к этому, ключевым недостатком процесса суспендирования является необходимость использования суспензионной среды, необходимость промывать частицы EPS после сбора и ограничения на добавки, которые могут быть добавлены во время реакции.Добавки, такие как пигменты или другие наполнители, должны быть растворимыми в воде или мономере, чтобы их можно было добавлять до или во время реакции полимеризации.
Процесс пропитки расплавом Sulzer EPS
В 1990-х годах потребность в альтернативном процессе производства пенополистирола стала очевидной в связи с потребностью переработчиков применять пигменты в формованных изделиях и с разработкой ударопрочного пенополистирола. Эти материалы не могут быть легко получены с помощью процесса суспендирования из-за нерастворимости добавок в чувствительных составах суспензий и процессе.
В 1994 году компания Sulzer Chemtech отреагировала на это требование, внедрив процесс производства пенополистирола, основанный на пропитке расплавом с помощью статических смесителей. Этот процесс предлагает возможность экономичного производства EPS с гибкостью рецептуры, которую нелегко получить в процессе суспензионной полимеризации.
Процесс Sulzer EPS для непрерывной пропитки расплава полимера физическим вспенивающим агентом и различными добавками состоит из запатентованной комбинации дозирующих устройств, статических смесителей, охладителей и подводного гранулятора (см. Рисунок 1). 1,2 В этом процессе используются преимущества запатентованной технологии статического смесителя для диспергирования и растворения пентанового вспенивающего агента в расплаве полимера, а также добавления термочувствительных добавок.
По сравнению с экструдером, статические смесители имеют однородное поле с низким сдвигом по поперечному сечению и обеспечивают эффективный отвод тепла, что позволяет избежать разрушения полимерной смолы или термочувствительных добавок. Качество продукта стабильно и легко контролируется, поскольку добавки и вспениватель вводятся непосредственно в расплав (см. Рисунок 2).Sulzer Chemtech предлагает процесс EPS с производительностью от пилотных до крупных промышленных предприятий.
Преимущества процесса Sulzer EPS
Процесс Sulzer EPS — это непрерывный процесс, обеспечивающий неизменно высокое качество продукции. По сравнению с классическим процессом суспендирования, процесс Sulzer EPS дополнительно предлагает заказчику гибкость обработки, экологические преимущества и возможности энергосбережения:
1. Сырьем для процесса является полистирол, хотя также могут использоваться подходящие марки GPPS, HIPS и переработанный полистирол;
2.В полимерной матрице можно диспергировать широкий спектр добавок (также пигментов), что позволяет производить пенополистирол с улучшенными изоляционными характеристиками;
3. Узкое распределение размеров микрогранул из пенополистирола приводит к минимальному образованию отходов и отсутствию необходимости просеивать продукт;
4. Незначительное потребление технологической воды по сравнению с классическим суспензионным процессом;
5. Возможность прямой переработки отходов, пропитанных гранулами и / или гранулами;
6. Экономичный, компактный и простой в эксплуатации;
7.Высокий инновационный потенциал (альтернативные полимеры, вспениватели, добавки) для собственной разработки индивидуальных рецептов для будущих применений.
Дисперсия: пигменты для теплоизоляции
Три механизма способствуют теплопроводности EPS: проводимость, конвекция и излучение. На теплоизоляционные свойства пенополистирола влияют структура и состав пенопласта, то есть плотность пены, выбор вспенивающего агента и распределение ячеек по размеру.
Преимущества пенополистирола в качестве изоляционного материала перед конкурирующими изоляционными решениями, такими как минеральная вата, полиуретан и экструдированный полистирол (XPS), заключаются в его низкой плотности и низкой стоимости. По мере уменьшения плотности пенополистирола доля инфракрасного излучения, проходящего через материал, сильно увеличивается. Поэтому пигменты, такие как частицы графита, углерода или алюминия, добавляются в EPS для поглощения и / или отражения инфракрасного излучения и, таким образом, улучшения теплоизоляции.
С добавлением пигментов изоляционные свойства пенополистирола низкой плотности могут достигать того же уровня, что и пенополистирол с плотностью в четыре раза выше.Оптимизированная технология смешивания процесса Sulzer EPS, а также правильное сочетание добавок в процессе приводят к улучшенному диспергированию пигментов в конечном продукте. Улучшенная дисперсия в процессе Зульцера приводит к более низкому расходу добавок, который требуется для достижения аналогичных изоляционных эффектов по сравнению с другими процессами (см. Рисунок 3).
Гибкость: использование альтернатив ГБЦД
ПенаEPS, если в ее состав не входят антипирены, не соответствует общим строительным нормам в отношении распространения пламени и образования дыма.Поэтому в конструкции пенопласта необходимо использовать дополнительный огнезащитный барьер, в противном случае пену необходимо пропитать подходящим огнезащитным составом.
Наиболее часто используемым антипиреном для EPS является гексабромциклододекан (ГБЦД), высокобромированный антипирен. ГБЦД был предпочтительным огнестойким веществом для пенополистирола в течение нескольких десятилетий из-за его высокой эффективности. Однако в последнее время серьезную обеспокоенность вызывают токсичность и воздействие ГБЦД на окружающую среду. Было показано, что ГБЦД биоаккумулируется и усиливается, и несколько агентств по охране окружающей среды в настоящее время включили это химическое вещество в свои списки проблем.Это событие побудило промышленность EPS начать поиск заменителя ГБЦД. Благодаря эффективному контролю температуры и сдвига производственный процесс Sulzer EPS является настолько гибким, что позволяет использовать любой новый антипирен, находящийся в настоящее время в разработке.
Упрощенный процесс Sulzer EPS
Используя глубокий опыт более чем десятилетней разработки процессов EPS, компания Sulzer Chemtech разработала процесс EPS второго поколения, пригодный для мелкосерийного производства (см. Рисунок 4).Используя комбинацию двухшнекового экструдера, в котором смешиваются полистирол, вспениватель и все необходимые добавки, а также запатентованные охладители расплава Sulzer, компания Sulzer разработала упрощенную производственную установку, которая привлекательна для небольших мощностей, составляющих около 500 штук. –3000 кг / час. Этот процесс экструдера, являющийся результатом совместной разработки с немецким производителем экструдеров Coperion, позволяет экономично производить специальные изделия из пенополистирола даже в масштабах, адаптированных к требованиям более крупных переработчиков.
Sulzer EPS Разработка процесса: 100% переработанный EPS
Компания Sulzer Chemtech постоянно работает над удовлетворением ожидаемого рыночного спроса и в настоящее время разрабатывает упрощенный одноэтапный прямой процесс переработки вторичного полистирола из вторичных и бытовых отходов. Основная концепция включает в себя уплотнение пенополистирола после продажи и потребления со смесью зародышеобразователей и других добавок.
Расплав смолы пропитывают физическим вспенивающим агентом, в данном случае смесью н- и изопентана, добавок и вспенивающего агента диспергируют с помощью статического смесителя (-ов).Расплав охлаждают с помощью смесителя / холодильника, а затем смесь гранулируют с использованием подводного гранулятора (см. Рисунок 5). Кроме того, в конструкцию может быть включен второй поток исходных материалов, позволяющий добавлять чувствительные к температуре добавки, такие как антипирены.
Согласно технико-экономическому обоснованию, пенополистирол производится из 100% переработанного посткоммерческого и потребляемого пенополистирола, содержащего антипирен; материал прессуют в полистирол, примешивают зародышеобразователи и пропитывают расплав физическим вспенивающим агентом.Статические смесители используются для равномерного диспергирования как зародышеобразователя, так и вспенивающего агента по всей системе смол. Впоследствии производится гранулят EPS. Установлено, что структурные и механические свойства полученной пены эквивалентны свойствам, полученным из первичного полистирола общего назначения (GPPS) с использованием процесса Sulzer EPS.
Список литературы
1. EP0668139, «Способ получения вспениваемых пластиковых гранул», Sulzer Chemtech Ltd.
2. EP1925418, «Способ и устройство для производства полимерных частиц», Sulzer Chemtech Ltd.
| Manufacturing Home ЛИТЬЕ МЕТАЛЛА ПРОЦЕССЫ Принципы литья металлов Литье металла Операция по литью металла Влияние газов на металлическую отливку Дизайн литья металла Расходные формы для литья под давлением Литье в песчаные формы Литье гипсовых форм Керамическое литье Литье в пресс-форму Вакуумное литье или V-образный процесс Литье по выплавляемым моделям Постоянное литье в пресс-форму Базовое постоянное литье в пресс-форму Слякоть литья Литье под давлением Вакуумное постоянное литье в пресс-форму Литье под давлением Горячее литье под давлением Холодное литье под давлением Истинное центробежное литье Полукентробежное литье Центрифужное литье Литье слитков Непрерывное литье ПРОИЗВОДСТВО ПРОЦЕССЫ Обработки металлов давлением Металлопрокат Металлическая ковка Экструзия металла Рисунок Металла Листовой металл Порошковые процессы | В процессе литья пенополистирола песчаная форма упакован вокруг рисунка из полистирола, представляющего металлическую отливку, которую необходимо изготовлено.Узор не снимается, а расплавленный металл заливается узор, который испаряется от тепла металла. Жидкий металл забирает место испаренного полистирола и отливка затвердевает в песчаной форме. В индустрии литья металлов этот процесс известен как процесс по выпадению пены, литье по схеме испарения или процесс полной формы. Большой с помощью этого техника. Детали, производимые в обрабатывающей промышленности с использованием этого процесса, включают: коленчатые валы, головки цилиндров, основания машин, коллекторы и блоки двигателей. ПроцессПервым шагом в процессе литья под давлением является производство полистирола. шаблон. Для небольших производственных партий узор может быть вырезан из больших частей материал пенополистирол и собран вместе. Для крупного промышленного производства процессов, выкройка будет лепиться. Матрица, часто изготавливаемая из алюминия, используется для этот процесс. Шарики полистирола помещаются в матрицу и нагреваются, они расширяются от тепло и вспененный материал принимает форму фильеры.В зависимости от сложности отливки некоторые из этих полистирольных секции, возможно, придется склеить вместе, чтобы сформировать узор. В большинстве случаев узор покрыт огнеупорным составом, это поможет создать хорошую поверхность отделка по металлическому литью. Помимо самой отливки, рисунок из пенопласта также будет Включите наливную чашку и литниковую систему.
Затем выкройку помещают в колбу и насыпают вокруг нее формовочный песок.В песок может содержать или не содержать связующие вещества, в зависимости от конкретного процедура изготовления.
Затем расплавленный металл заливают в форму, не удаляя узор. В жидкий металл испаряет рисунок из полистирола, когда он течет через полость формы. Любые остатки испаренного полистирола впитываются в формовочный песок.
Затем расплавленному металлу дают затвердеть в песчаной форме.После затвердевания отливка снимается.
Свойства и особенности производства По отливке из пенополистирола
ТОП | ПОЛИТИКА КОНФИДЕНЦИАЛЬНОСТИ |
FloraCraft® обеспечивает собственное производство пенопласта
1 июля 2019 г.
Переход к вертикальной интеграции также снижает углеродный след компанииFloraCraft® объявила сегодня, что будет производить свои цветочные и крафт-пены собственными силами, что в конечном итоге защитит рабочие места в Мичигане при одновременном сокращении выбросов углекислого газа.
После более чем четырех десятилетий использования внешнего поставщика производитель из Лудингтона сделал значительные капиталовложения, которые позволят его команде производить собственный экструдированный полистирол, или XPS. Затем сотрудники FloraCraft производят и продают блоки, шары, венки, конусы и другие изделия из пеноматериала, используемые мастерами, флористами, учителями, родителями и другими творческими людьми по всему миру.
FloraCraft теперь может производить достаточно XPS для поддержки своих клиентов по всему миру в Лудингтоне — шаг, который устраняет 384 846 миль грузового движения каждый год, перемещая продукты от своего бывшего поставщика в его штаб-квартиру в Лейкшор.
«Мы рады объявить, что FloraCraft теперь полностью самодостаточна в производстве, изготовлении и маркетинге нашей продукции для рукоделия и цветочной пены», — сказал генеральный директор Эрик Эрвин. «Осуществляя собственное производство, мы сокращаем углеродный след за счет снижения транспортных расходов, сохраняя при этом больший контроль над качеством».
FloraCraft добавила 42 новых рабочих места в Лудингтоне для проектирования, разработки и производства собственного XPS.
FloraCraft начала использовать продукты из пенопласта после Второй мировой войны, когда основатель компании Ли Шенхерр понял, что они обеспечивают стабильную основу для сушки и окраски ветвей листьев, папоротников и трав, используемых для создания высушенных цветочных композиций.Экструдированный полистирол был создан случайно во время войны в поисках синтетического каучука. Его плавучесть делала его идеальным материалом для переборок, помогая удерживать транспортные корабли на плаву после торпедирования.
Когда война закончилась, эта потребность отпала — и Соединенные Штаты остались с излишками. Шенхерр купил грузовик с материалами в Лудингтоне и начал экспериментировать. Когда FloraCraft изменила свою бизнес-модель, чтобы сосредоточиться на растущем рынке ремесел, Шенхерр понял, что это идеальный материал для изготовления шаров, конусов, венков и других форм.
«Мы потратили более десяти лет на исследования и инвестиции в процесс экструзии нашей собственной пены», — сказал Эрвин. «Наш переход к вертикальной интеграции был обусловлен нашим стремлением быть социально ответственной компанией, которая применяет передовой опыт в отношении окружающей среды, наших людей и сообществ, в которых мы живем и работаем».
Эрвин подчеркнул, что XPS — это мир, отличный от пенополистирола, или EPS, который можно найти во многих одноразовых контейнерах для упаковки пищевых продуктов и стаканах для напитков, которые засоряют свалки и создают «слезы русалки» или гранулы смолы, которые являются источником загрязнение океана.С другой стороны, FloraCraft XPS не проникает в воду и не вызывает слезы русалки. Он полностью изготовлен в США компанией, приверженной социальной ответственности.
FloraCraft стремится уменьшить свое воздействие на окружающую среду за счет переработки и повторного использования более 98 процентов отходов производства пеноматериалов.
О FloraCraft
FloraCraft — мировой лидер в производстве пеноматериалов для ремесел и цветов. Из своей штаб-квартиры в Лудингтоне, штат Мичиган, FloraCraft и ее 200+ сотрудников предоставляют инновационные продукты американского производства для Walmart, Amazon, Michaels, JOANN, Hobby Lobby и другим ведущим розничным торговцам.Компания FloraCraft, основанная после Второй мировой войны, представляет собой семейный бизнес, основанный владельцем и председателем Ли Шенхерром, который занимается защитой рабочих мест в США. Для получения дополнительной информации посетите www.floracraft.com.
.