О температура плавления различных материалов. Температура плавления пенопласта.
Пенополистирол (EPS, пенопласт) – это один из самых универсальных теплоизоляционных материалов, который активно применяется в различных отраслях промышленности и жизнедеятельности человека более 60-и лет. Пенополистирол имеет пористую структуру с глухими, закрытыми порами, что не позволяют воздуху перемещаться внутри материала.
Пенополистирол (EPS, пенопласт) – это один из самых универсальных теплоизоляционных материалов, который активно применяется в различных отраслях промышленности и жизнедеятельности человека более 60-и лет. Пенополистирол имеет пористую структуру с глухими, закрытыми порами, что не позволяют воздуху перемещаться внутри материала.
ТЕМПЕРАТУРА ПЛАВЛЕНИЯ — температура, при которой происходит плавление кристаллических тел. У большинства твердых тел температура плавления возрастает с увеличением внешнего давления.
Температура плавления пенопласта влияет на скорость формования термопластичных полимерных масс.
Температура плавления (затвердевания) и температура кипения считаются одними из важнейших физических свойств вещества. Температура затвердевания совпадает с температурой плавления только для чистого вещества. Некристаллические вещества не имеют температуры плавления (затвердевания) вообще и осуществляют переход в определенном диапазоне температур (в смеси жидкостей диапазон особенно широкий).
Поскольку во время плавления объем тела меняется незначительно, давление мало влияет на температуру плавления. Однако именно под действием высокого давления, оказываемого полозом конька, лед плавится, и спортсмен легко скользит по нему. Зависимость температуры фазового перехода (в том числе и плавления, и кипения) от давления однокомпонентрои системы дается уравнением Клапейрона-Клаузиуса. Температуру плавления при нормальном атмосферном давлении (1013,25 гПа, или 760 мм ртутного столба) называют точкой плавления.
Температуры плавления, К (в порядке убывания свойства)
Пенопласт горит.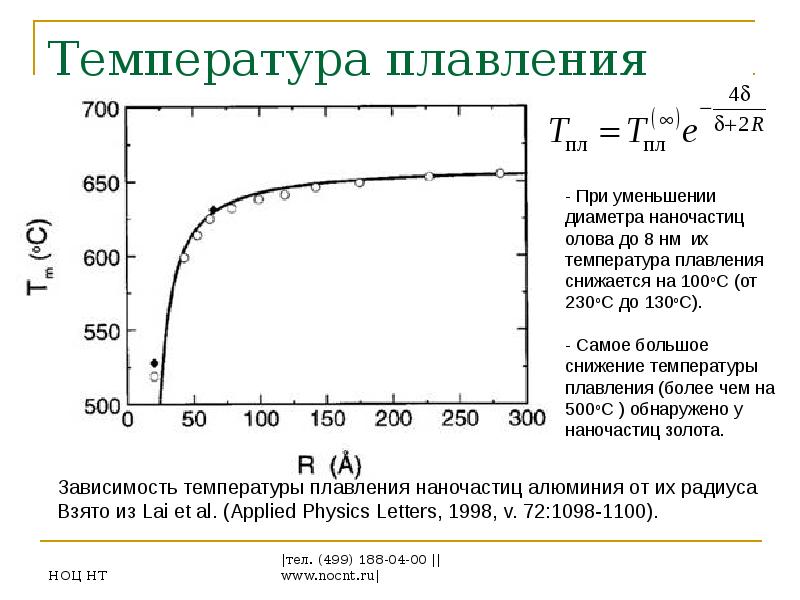 Горит сам не более 4сек., после затухает если нет источника огня. В Украину давно завозится только ПСВ-С сырье (с добавкой антиперена для негорючести) для не распространения огня по нормам СНИП, ДБН нужно делать противопожарные пояса из минеральной ваты.
Горит сам не более 4сек., после затухает если нет источника огня. В Украину давно завозится только ПСВ-С сырье (с добавкой антиперена для негорючести) для не распространения огня по нормам СНИП, ДБН нужно делать противопожарные пояса из минеральной ваты.
Да, это правда, что при горении может выделять вредные вещества но не более вредные, чем продукты горения внутри здания, ведь правильно утеплять сооружение снаружи.
температура плавления пенопласта
Температура плавления пенопласта. Температура плавления и размягчения пластиков, температура эксплуатации пластмасс
Температура плавления пенопласта — Lady Citytile
Основная Утеплители Экструзионный, экструдированный пенополистирол
Экструдированный пенополистирол устойчив к действию большинства применяемых в строительных работах растворов солей, кислот и щелочей, масел, спиртов и спиртовых красителей.
Наряду с этим его нужно оберегать от действия органических растворителей: бензина, керосина, солярки, альдегидов, кетонов и эфиров.
Экструдированный пенополистирол не рекомендуется длительно хранить на солнце, поскольку под действием солнечных лучей поверхностный слой пенополистирола делается хрупким и выкрашивается.
Создают экструдированный пенополистирол из гранулированного полистирола. Полистирольный гранулят загружают в экструдер, где он сперва плавится, а позже расплав под давлением продавливается через фильеру. Так как в один момент с гранулятом в экструдер загружают и порофор (порообразователь, к примеру, смесь двуокиси углерода СО2 и лёгких фреонов) в полистироле образуются замкнутые поры размером 0,1-0,2 мм. Закрытые поры делают экструзионный пенополистирол непроницаемым для капельной жидкости, пара, пыли и других веществ.
Кое-какие продавцы утеплителей, специализирующиеся на продаже экструдированного пенополистирола утверждают, что пенополистирол по большому счету и экструдированный пенополистирол в частности чуть ли не панацея от всех неприятностей в области теплоизоляции.
К примеру, низкую паропроницаемость экструдированного пенополистирола возможно разглядывать как преимущество перед таким утеплителем как минеральная вата. дескать, теплоизоляция не продувается ветром, не пропускает влагу и не требует дополнительной гидроизоляции.
Но, в случае если взглянуть на обстановку иначе, это же свойство – недостаток. Утепление стенки экструдированным пенополистиролом перевоплотит помещение в тёплую баню с повышенной влажностью. Такая стенки не дышит.
Как же быть, что выбрать?
Решать вам. Принципиально важно только знать свойства выбранных теплоизоляционных материалов и понимать, как эти свойства отразятся на микроклимате в помещении.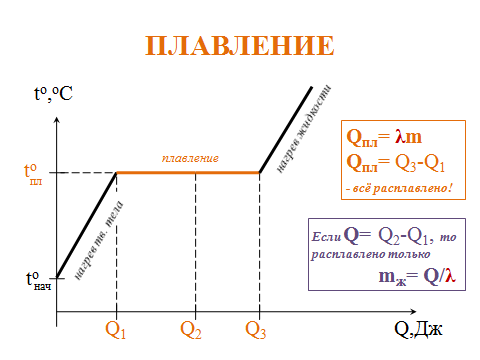 И в обязательном порядке учитывать в каком помещении будет работать утеплитель. Может произойти так, что данное конкретное свойство теплоизоляционного материала не имеет значения для данного конкретного помещения. Сказанное справедливо не только для экструдированного пенополистирола и не только для пенополистиролов в общем, но и для любых других теплоизоляционных материалов.
И в обязательном порядке учитывать в каком помещении будет работать утеплитель. Может произойти так, что данное конкретное свойство теплоизоляционного материала не имеет значения для данного конкретного помещения. Сказанное справедливо не только для экструдированного пенополистирола и не только для пенополистиролов в общем, но и для любых других теплоизоляционных материалов.
Цены экструдированного пенополистирола очень умеренны. И не смотря на то, что цена пенополистирола – несомненное его преимущество, не следует зацикливаться на низкой стоимости. Ни за что не нужно разглядывать цену экструдированного пенополистирола в отрыве от других его свойств. Имеете возможность быть уверены – у пенополистирола достаточно и других преимуществ…
Так отдельные виды экструдированного пенополистирола способны выдержать нагрузку до 35 тысячь киллограм на м. И в этом смысле экструдированный пенополистирол вне всяких сомнений превосходит кроме того самые твёрдые минераловатные плиты .
Производители теплоизоляционных материалов утверждают, что экструдированные пенополистиролы трудновоспламеняемы и отличаются склонностью к самозатуханию. Не верить им – оснований нет. В рецептуру современных экструдированных пенополистиролов не считая гранул полистирола в обязательном порядке входят добавки отбивающие у экструдированных пенополистиролов охоту гореть.
Не верить им – оснований нет. В рецептуру современных экструдированных пенополистиролов не считая гранул полистирола в обязательном порядке входят добавки отбивающие у экструдированных пенополистиролов охоту гореть.
Но обольщаться не следует вследствие того что пенополистирол – полимер и как большая часть соединений этого славного рода легко плавится.
Не следует растолковывать, что по окончании плавления его поры слипаются и свойство экструдированных пенополистиролов термоизолировать что-либо исчезает начисто. Исходя из этого, кстати, экструдированные пенополистиролы и пенополистиролы по большому счету ни при каких обстоятельствах не применяют для теплоизоляции в широком смысле этого слова. Тут нужны кое-какие пояснения.
Термин теплоизоляция в отличие от термина утепление более широк. Утеплить свидетельствует не разрешить замёрзнуть. Представьте себе некоторый объект, которому предстоит находиться в среде отрицательных температур, к каким он не приспособлен. Его нужно утеплить. И в этом случае пенополистиролы в полной мере справляются с возложенными на него функциями.
И в этом случае пенополистиролы в полной мере справляются с возложенными на него функциями.
Но довольно часто появляется обстановка обратная – некоторый объект очень сильно разогревается и необходимо не разрешить ему охлаждаться либо нагревать то, что около. И тут дело для экструдированных пенополистиролов обстоит не столь обнадёживающе.
По различным данным и для различных полистиролов температура его плавления лежит в промежутке 250-300°C. Наряду с этим вспененный полистирол плавится стремительнее, чем монолитный кусок полистирола, который тяжелее прогреть. Но уже при 250°C кроме того самые тугоплавкие полистиролы начинают попахивать и отнюдь не фиалками.
Эксперты нам растолкуют, дескать, полимер начинает разлагаться. А что образуется при разложении полистирола возможно предположить. Смогут, к примеру, выделяются пары стирола – некая бяка с бензольным кольцом в правом боку. Весьма не нужное для здоровья, нужно признать, соединение. И хорошо бы лишь это – стирол при больших температурах сам может разложиться.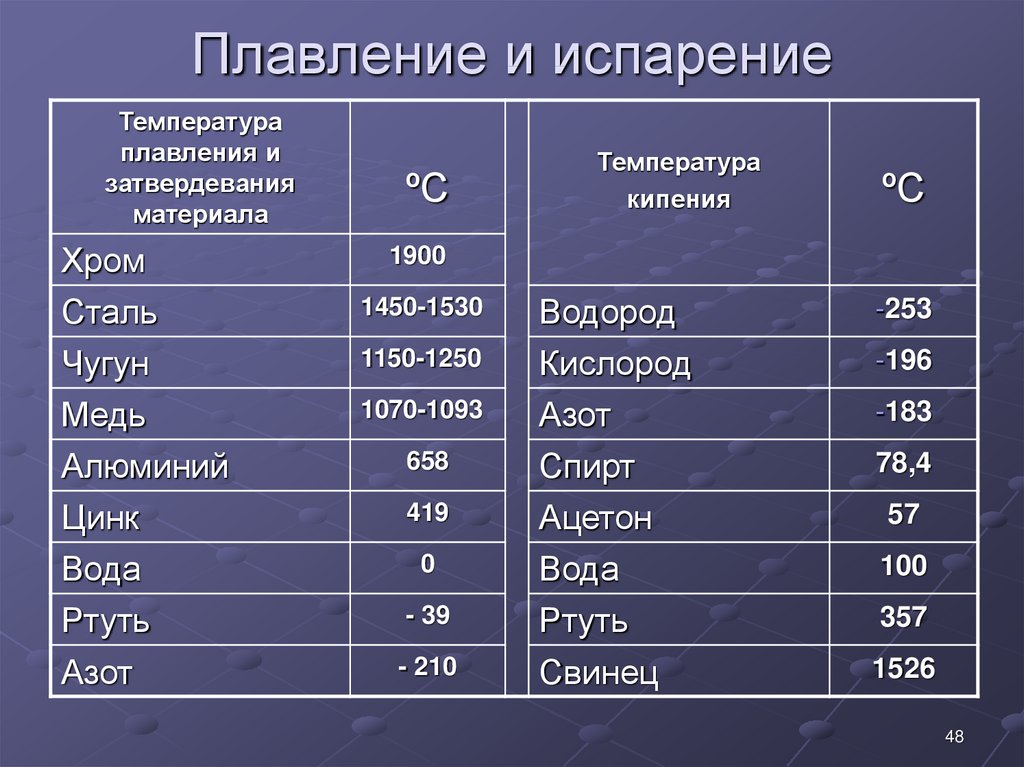
Другими словами, в случае если необходимо изолировать тёплый объект с температурой 200 и более градусов экструдированный пенополистирол для данной работы очевидно не подойдёт.
Не хорошо это либо нет? Ставить вопрос так – не совсем корректно. Просто необходимо понимать, что любой теплоизоляционный материал имеет свои области применения и не использовать его там, где он не может полноценно работать.
Экструдированный пенополистирол используется в качестве теплоизоляции…
citytile.ru
| Полиэтилен высокого давления (низкой плотности) ГОСТ 16337 | 900-939 | 105-108 | 80-90 | -70 | -50…70 |
| Полиэтилен низкого давления (высокой плотности) ГОСТ 16338 | 948-959 | 125-135 | 128-134 | -60 | -60…100 |
| Высокопрочный полиэтилен низкого давления (ТУ 6-05-1721-75) | 942-957 | 125-135 | 125-140 | -140 | — |
| Высокомолекулярный полиэтилен низкого давления (ТУ 6-05-50-76) | 935 | — | 140 | -150 | — |
| Модифицированный полиэтилен низкого давления (ТУ 6-05-55-76) | 937-943 | — | 120-125 | — | — |
| Полипропилен (ТУ 6-05-11-05-73) | 900-910 | 164-170 | 95-100 | -15…-8 | — |
| Блоксополимер пропилена с этиленом (ТУ 6-05-1756-76) | 910 | 164-170 | 140-145 | — | — |
| Сополимер этилена с пропиленом низкого давления (ТУ 6-05-529-76) | 907-913 | — | — | -140 | — |
| Сэвилин — сополимер этилена с винилацетатом (ТУ 6-05-1636-73) | 920-959 | — | 30-95 | -75…-60* | — |
| Кабельный полиэтилен (ТУ 6-05-475-73) | 921 | — | 105-120 | -60 | — |
| Композиция самозатухающая на основе полиэтилена (ТУ 6-05-1445-72) | 1000 | — | 80 | -50 | — |
| Композиции полиэтилена низкой плотности с наполнителями (ТУ 6-05-1409-74) | 940-1100 | — | 80-92 | -60…-30 | — |
| Композиции на основе поли-4-метил-1-пентена (темплена) (ТУ 6-05-589-77) | 830-834 | 190-210 | 150-180 | -60* | — |
| Термостойкие окрашенные композиции на основе темплена (ТУ 6-05-637-77) | — | 200-210 | 170-180 | -60* | — |
| Композиция темплена с повышенной диэлектрической проницаемостью (ТУ 6-05-583-75) | 1800-2000 | — | 220 | -40* | — |
| Полипропиленовая пленка (ТУ 6-05-360-72, ТУ 6-05-469-77, ТУ 38-10524-73) | 890-910 | — | — | — | -50…120 |
| Полистиролы общего назначения | 1050-1100 | — | 82-95 | -40* | до 65 |
| Полистирол ударопрочный (ОСТ 6-05-406-75) | 1060 | — | 85-95 | -40 | — |
| Полистирол вспенивающийся (ОСТ 6-05-202-73) | 20-30 | — | — | -65…-60* | до 70 |
| АБС-пластики (ТУ 6-05-1587-74) | 1030-1050 | — | 95-117 | -60…-40 | — |
| АБС-пластик СНП (ГОСТ 13077) | 1140 | — | 103 | — | -40…70 |
| Полистирол оптический и светотехнический (ТУ 6-05-1728-75) | 1050-1080 | — | 82-100 | — | -40…65 |
| Сополимеры стирола САН (ТУ 6-05-1580-75) | 1000-1040 | — | 96-108 | -60 | до 75 |
| Сополимер стирола САМ-Э | 1050-1170 | — | — | -60 | до 90 |
| Сополимеры стирола МС и МСН (ГОСТ 12271) | 1120-1140 | — | 86-88 | — | -40…70 |
| Сополимер стирола ударопрочный МСП (ТУ 6-05-626-76) | 1100 | — | 95-105 | — | — |
| Ударопрочные полистирольные пластики СНК и УПМ (ТУ 6-05-041-528-74) | 1050-1080 | — | 70-80 | — | до 70 |
| Пресс-материал 390 (ТУ 84-89-75) 46 и 46а (ТУ 84-142-70) | 1100-1300 | — | — | — | -60…60 |
| Материал АТ-1 (МРТУ 6-05-1197-69) и АТ-2 | 1150-1300 | — | 100-102 | — | -40…70 |
| Композиция стилон (ТУ 6-05-478-73) | 1100 | — | 125-130 | — | — |
| Пленка полистирольная (ГОСТ 12998) | 1050 | — | 95-100 | — | -50…70 |
| Высокочастотный диэлектрик стиролинк | 1200 | — | — | — | -60…100 |
| Фольгированный материал СА-3,8Ф (ТУ 16-503-108-72) | 1800 | — | 120 | — | -60…90 |
| Листовой самозатухающий материал АБС-090ЗС (ТУ 6-05-572-75) | — | — | 80 | -60* | — |
| Пенопласт полистирольный ПС-1 (ТУ 6-05-1178-75) | 70-600 | — | — | — | -60…65 |
| Пенопласт полистирольный ПС-4 (ТУ 6-05-1178-75) | 40-65 | — | — | — | -65…70 |
| Фторопласт-3 (ГОСТ 13744) | 2090-2160 | 210-215 | — | — | -195…130 |
| Фторопласт-4 (ПТФЭ или тефлон ГОСТ 10007) | 2190-2200 | 327 | 100-110 | — | -269…260 |
| Фторопласт-4Д (ГОСТ 14906) | 2210 | 327 | — | — | -269…260 |
| Фторопласт-4ДПТ (ТУ 6-05-372-77) | 2200-2230 | — | — | — | -269…260 |
| Фторопласт-4МБ (ОСТ 6-05-400-74) | 2140-2170 | 270-290 | 100-120 | — | -190…205 |
| Фторопласт-4НА (ТУ 6-05-373-77) | 2000-2100 | 210-230 | 90-120 | — | -200…200 |
| Фторопласт-23 (ТУ 6-05-1706-74) | 1740 | 130 | — | — | -60…200 |
| Фторопласт-26 (ТУ 6-05-1706-74) | 1790 | — | — | — | -60…250 |
| Фторопласт-30П, 30А (ТУ 6-05-1706-74) | 1670 | 215-235 | — | — | -198…170 |
| Фторопласт-32Л (ТУ 6-05-1620-73) | 1920-1950 | 105 | — | — | -60…200 |
| Фторопласт-40 (ОСТ 6-05-402-74) | 1650-1700 | 260-275 | 140-143 | — | -100…200 |
| Фторопласт-40Д и 40ДП (ТУ 6-05-1706-74) | 1650-1700 | 265 | — | — | -100…200 |
| Фторопласт-40Б (ТУ 6-05-501-74) | 1650-1700 | 260-265 | — | — | -60…200 |
| Фторопласт-40ШБ (ТУ 6-05-383-72) | 1650 | — | 140 | — | -60…200 |
| Фторопласт-2 (ТУ 6-05-646-77) | 1700-1800 | 170-180 | 140-160 | — | -60…150 |
| Фторопласт-2М (ТУ 6-05-1781-76) | 1750-1800 | 155-165 | 120-145 | — | -60…145 |
| Фторопласт-45 (ТУ 6-05-1442-71) | 1910-2000 | 150-160 | 97-105 | — | -60…120 |
| Фторопласт-1 (ТУ 6-05-559-74) | 1380-1400 | 196-204 | 120 | — | -80…200 |
| Фторопласт-10Б и 100Б | 2100 | — | — | — | -100…150 |
| Фторопласт-400 | 1700 | — | — | — | -60…150 |
| Композиция Ф40С15 (ТУ 6-05-606-75) | — | 265-275 | — | — | — |
| Композиция Ф4К20 (ТУ 6-05-1412-76) | 2100-2120 | — | — | — | -60…250 |
| Композиция Ф4С15 (ТУ 6-05-1412-76) | 2170-2180 | — | — | — | -60…250 |
| Композиция Ф4К15М5 (ТУ 6-05-1412-76) и Ф4С15М5 | 2190 | — | — | — | -60…250 |
| Композиция Ф4М15 | 2250 | — | — | — | -60…260 |
| Композиция Ф4Г21М7 | 2100-2300 | — | — | — | -100…250 |
| Антифрикционный материал Ф40Г40 | 1700-1800 | — | — | — | -60…200 |
| Антифрикционный материал Ф40С15М1,5 | 1800 | — | — | — | -100…210 |
| Антифрикционный графитофторопластовый материал 7В-2А | 1900-200 | — | — | — | до 250 |
| Антифрикционный графитофторопластовый материал АФГМ | 2100-2300 | — | — | — | до 180 |
| Антифрикционный графитофторопластовый материал АФГ-80ВС и 80ФГ | 2050-2100 | — | — | — | до 200 |
| Антифрикционный графитофторопластовый материал ГФ-5М | 2100-2200 | — | — | — | до 180 |
| Пленка из фторопласта-10 (ТУ 6-05-538-77) | 2100 | — | — | — | -100…100 |
| Пленка фторопластовая Ф-4 | 2200-2300 | — | — | — | -60…200 |
| Пленка фторопластовая Ф-4ЭО, Ф-4ИО, Ф-4ИН и Ф-4ЭН | 2100-2200 | — | — | — | -60…250 |
| Винипласт листовой (ГОСТ 9639) | 1380 | — | 70-85 | -75 | — |
| Изоляционные пластикаты И40-13, И50-13, И60-12, ИТ-105 (ГОСТ 5960) | 1180-1340 | — | 170-190 | -60…-40 | — |
| Винипроз и эстепроз (ТУ 6-05-1222-75) | 1350-1400 | — | — | — | -35…60 |
| Пенопласт ПВХ-1, ПВХ-2 | 70-300 | — | — | — | -60…60 |
| Пенопласт ПВХ-1, ПВХ-2 | 50-400 | — | — | — | -70…70 |
| Пенопласт ПВХ-Э | 100-270 | — | — | — | -10…40 |
| Пеноэласт | 80-300 | — | — | — | -20…70 |
| Винипор С, Д, М | 90-180 | — | — | — | -10…55 |
| Вибропоглощающий материал ВМЛ-25 (ТУ 6-05-980-75) | 1500-1600 | — | — | — | -10…50 |
| Пленка винипластовая (ГОСТ 16389, ГОСТ 15976) | 1370-1450 | — | — | — | -50…60 |
| Поливинилацетат | 1190 | — | 44-50 | -5* | — |
| Поливинилформаль (ГОСТ 10758) | 1240 | — | 115-120 | — | — |
| Поливинилбутираль (ГОСТ 9439) | 1100 | — | 60-75 | — | — |
| Поливинилэтилаль (ТУ 6-05-564-74) | 1350 | — | 118-120 | — | — |
| Поливинилформальэтилаль (ГОСТ 10400) | 1200 | — | 120 | — | — |
| Поливинилбутиральфурфураль (ТУ 6-05-1102-74) | 1055 | — | 70-85 | — | — |
| Поливинилкеталь | 1180 | — | 105-115 | — | — |
| Пленка ПВС-Э, ПВС | 1200-1300 | — | — | — | -5…130 |
| Поливинилбутиральные пленки А-17, Б-Н, Б-10, Б-17, Б-17-О (ГОСТ 9438) | 1050-1100 | — | — | — | -60…150 |
| Полиметилметакрилат литьевой ЛПТ (ТУ 6-05-952-74) | 1180-1200 | — | 120-125 | -50* | -60…60 |
| Дакрил-2М ( ТУ 6-01-707-72) | 1190 | — | 110 | — | — |
| Компаунд МБК-1 (ТУ 6-05-1602-71) | 1600 | — | — | — | -60…105 |
| Герметики ДН-1 и Анатерм-1, 2, 4, 5, 6, 7 | 1050-1200 | — | — | — | до 150 |
| Герметик Унигерм | 1050-1200 | — | — | — | -185…200 |
| Стекло органическое СОЛ (ГОСТ 15809) | 1180 | — | 90 | — | -60…60 |
| Оргстекло СТ-1 (ГОСТ 15809) | 1180 | — | 110 | — | -60…80 |
| Оргстекло 2-55 (ГОСТ 15809) | 1190 | — | 133 | — | -60…100 |
| Стекло органическое ТОСП (ГОСТ 17622) | 1180 | — | 90 | — | — |
| Оргстекло ТОСН (ГОСТ 17622) | 1180 | — | 105-110 | — | — |
| Оргстекло ТОСС (ГОСТ 17622) | 1180 | — | 125-130 | — | — |
| Полиарилаты Д-3, Д-4, Д-3Э ( ТУ 6-05-211-834-72) | 1150-1190 | 260-285 | 210 | -100* | до 180 |
| Полиарилат Д-4С (ТУ 6-05-818-72) | 1210 | 255-280 | 210 | -100* | до 180 |
| Полиарилат Ф1 | 1110-1260 | 300-310 | 268 | -100* | до 200 |
| Полиарилат Ф2 | 1100-1170 | 320-340 | 280 | -100* | до 250 |
| Антифрикционный пластик Аман-1 | 3600 | — | — | — | до 220 |
| Антифрикционный пластик Аман-2 | 3700 | — | — | — | до 180 |
| Антифрикционный пластик Аман-7 | 2500 | — | — | — | до 120 |
| Антифрикционный пластик Аман-10 | 2500 | — | — | — | до 200 |
| Антифрикционный пластик Аман-12 | 3000 | — | — | — | до 300 |
| Антифрикционный пластик Аман-22 | 3700 | — | — | — | до 250 |
| Антифрикционный пластик Аман-24 | 3200 | — | — | — | до 250 |
| Полиарилатная пленка Д-4П (ТУ 6-05-823-72) | — | — | — | — | -60…180 |
| Полиарилатная пленка ДФ-55П и Ф-2П (ТУ 6-05-823-72) | — | — | — | — | -60…250 |
| Полиарилатная пленка Д-3Э (ТУ 6-05-834-72) | — | — | — | — | -60…155 |
| Фенопласт О6-010-02 (ГОСТ 5689) и К-18-2 (ТУ 6-05-480-72) | 1400 | — | — | — | -60…60 |
| Фенопласт О7-010-02 (ГОСТ 5689) | 1450 | — | — | — | -50…110 |
| Фенопласты СП1-342-02, СП2-342-02 (ГОСТ 5689) | 1400 | — | — | — | -60…60 |
| Фенопласты Э1-340-02, Э2-330-02 (ГОСТ 5689) | 1400 | — | — | — | -60…100 |
| Фенопласт Э3-340-65, Э3-340-61 (ГОСТ 5689) | 1950 | — | — | — | -60…115 |
| Фенопласт Э6-014-30 (ГОСТ 5689) | 1850 | — | — | — | -60…220 |
Фенопласт В-4-70 (ГОСТ 5.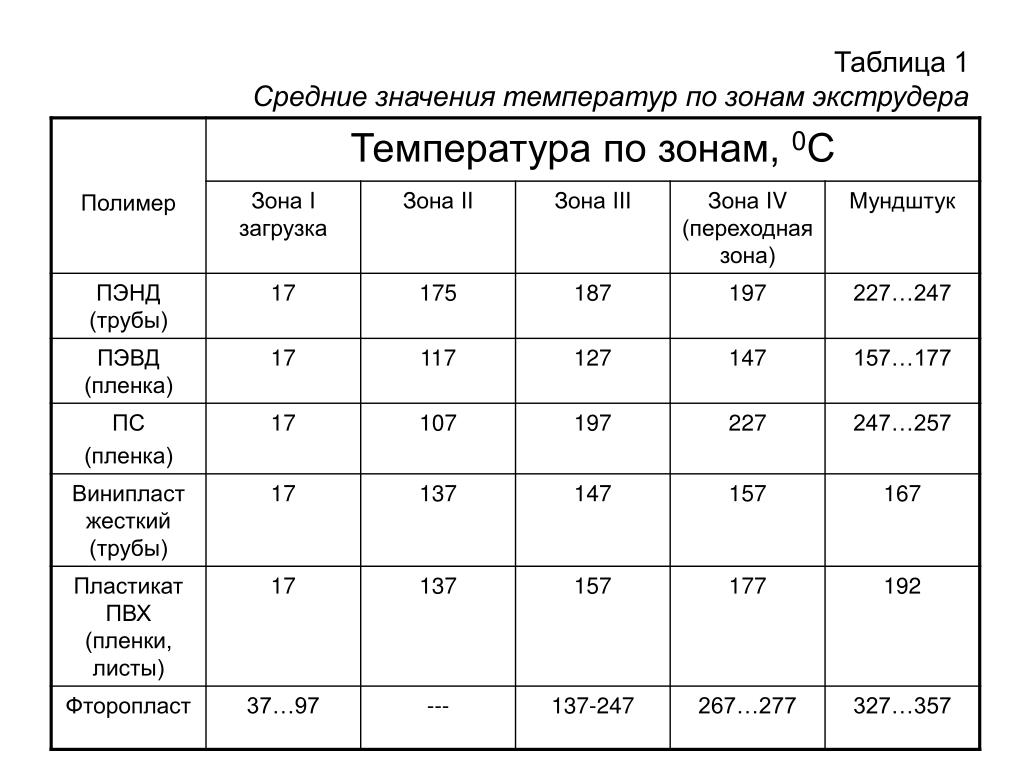 1958) 1958) | 2000 | — | — | — | -60…150 |
| Фенопласт влагохимстойкий ВХ-090-34 (ГОСТ 5689) | 1600 | — | — | — | -40…110 |
| Фенопласт влагохимстойкий ВХ4-080-34 (ГОСТ 5689) | 1750 | — | — | — | -60…200 |
| Фенопласты ударопрочные У1-301-07, У2-301-07, У3-301-07 (ГОСТ 5689) | 1450 | — | — | — | -40…110 |
| Фенопласты ударопрочные У5-301-41, У6-301-41 | 1950 | — | — | — | -40…130 |
| Фенопласты жаростойкие Ж1-010-40, Ж2-040-60, Ж3-010-62, Ж4-010-62 | 1750-1900 | — | — | — | -40…120 |
| Фенопласт жаростойкий Ж2-010-60 (ГОСТ 5689) | 1750 | — | — | — | -40…130 |
| Антифрикционный пластик АФ-3Т ( ТУ 26-01-55-1-73) | 1760-1800 | — | — | — | -70…250 |
| Пресс-материал АТМ-1 (антегмит) | 1800-1850 | — | — | — | до 115** |
| Пресс-материал АТМ-1К (антегмит) | 1800-1850 | — | — | — | до 300** |
| Изодин (ТУ 16-503-013-74) | 1350-1450 | — | — | — | до 120** |
| Пластик ПГТ (ТУ 16-503-023-75) | 1300-1450 | — | — | — | -60…105 |
| Текстолит конструкционный ПТК, ПТ, ПТМ-1 (ГОСТ 5-72) | 1300-1400 | — | — | — | до 130** |
| Текстолит электротехнический листовой А, Б, Г, ВЧ (ГОСТ 2910) | 1300-1450 | — | — | — | -65…105 |
| Текстолит электротехнический листовой ЛЧ (ГОСТ 2910) | 1250-1350 | — | — | — | -65…120 |
Текстолит электротехнический листовой влагостойкий ЛТ (ТУ 16-503. 149-75) 149-75) | 1200-1350 | — | — | — | -65…65 |
| Пенофенопласт ФФ (МРТУ 6-05-1302-70) | 190-230 | — | — | — | -50…150 |
| Пенофенопласт ФК-20 (МРТУ 6-05-1302-70) | 190-230 | — | — | — | -60…120 |
| Звуконепроницаемая теплоизоляция ФС-7-2 (ТУ 6-05-958-73) | 70-100 | — | — | — | -55…100 |
| Пенофенопласт ФК-20-А-20 (ТУ 6-05-1303-70) | 140-200 | — | — | — | до 250 |
| Пенопласт Резопен (ТУ В-302-71), Виларес-1, Виларес-5 | 30-80 | — | — | — | -150…150 |
| Пенопласт ФРП-2М (ТУ 6-05-304-74) | 100 | — | — | — | -180…200 |
| Пенопласт ФЛ-1, ФЛ-2 | 40-60 | — | — | — | -60…120 |
| Аминопласты А1 и А2 (ГОСТ 9359) | 1400-1500 | — | — | — | -60…60 |
| Аминопласт В1 (ГОСТ 9359) | 1600-1800 | — | — | — | -60…120 |
| Аминопласт В5 (ГОСТ 9359) | 1600-1850 | — | — | — | -60…60 |
| Пресс-материал П-1-1 | 1480 | — | — | — | -60…100 |
| Пенопласты мочевиноформальдегидные МФП-1 и МФП-2 (ТУ 6-05-206-73) | 10-30 | — | — | — | -60…100 |
| Пресс-материалы КФ-9 и КФ-10 (ТУ 6-05-1471-71) | 1500-1650 | — | — | — | -60…250 |
| Пресс-материалы КЭП-1 и КЭП-2 | 1500-1800 | — | — | — | -60…200 |
| Антифрикционный пластик АМС-1 (ТУ 48-20-45-74) | 1740-1760 | — | — | — | -60…210 |
| Антифрикционный пластик АМС-3 (ТУ 48-20-45-74) | 1780-1800 | — | — | — | -200…210 |
| Органосиликатный материал Группа А марка 1 и 4 | — | — | — | — | -60…500 |
| Органосиликатный материал Группа Т марка 11 | — | — | — | — | -60…700 |
| Пенопласт К-40 | 200-400 | — | — | — | до 250 |
| Полиэтилентерефталат (ПЭТ, лавсан, майлар) (ТУ 6-05-830-76) | 1320 | — | 160-180 | — | — |
| Лавсан ЛС-1 | 1530 | — | 190 | — | — |
| Пленка полиэтилентерефталатная (ПЭТФ) аморфная (ТУ 6-05-1454-71) | 1330-1340 | 260-264 | — | — | до 60 |
| Пленка ПЭТФ общего назначения (ТУ 6-05-1065-76) | 1380 | 260 | — | — | -60…155 |
| Пленка ПЭТФ электроизоляционная (ТУ 6-05-1794-76) | 1380 | 260-264 | — | — | -150…156 |
| Пленка ПЭТФ конденсаторная (ТУ 6-05-1099-76) | 1380-1400 | 250 | — | -60* | -60…125 |
| Пленка ПЭТФ для металлизации (ТУ 6-05-1108-76) | 1380 | 260-264 | — | — | — |
| Заливочный компаунд ЭЗК-1 и ЭЗК-4 | 1800-1850 | — | — | — | -60…120 |
| Эпоксидный заливочный компаунд ЭЗК-6 | 1220 | — | — | — | -60…80 |
| Заливочный компаунд ЭЗК-5 | 1520 | — | — | — | -50…70 |
| Заливочный компаунд ЭЗК-11 | 1100 | — | — | — | -60…120 |
| Заливочный компаунд ЭЗК-12 | 1500 | — | — | — | -60…100 |
| Заливочный компаунд ЭЗК-7 | 1600 | — | — | — | -60…80 |
| Заливочный компаунд ЭЗК-8 | 1450 | — | — | — | -60…70 |
| Компаунд ЭК-20 | 1160-1200 | — | — | — | -60…150 |
| Пропиточный компаунд ЭПК-1 и ЭПК-4 | 1230 | — | — | — | -60…120 |
| Компаунд УП-5-186 (ТУ 6-05-87-74) | — | — | 190-210 | — | -60…100 |
| Компаунд УП-5-187 (ТУ 6-05-87-74) | — | — | 200-230 | — | -60…100 |
| Пастообразный компаунд УП-5-190 (ТУ 6-05-95-75) | 2700-2900 | — | — | — | -50…180 |
| Компаунд ЭНТ-2 | 2200 | — | 250-300 | — | — |
| Компаунд ЭНКП-2 | 1800 | — | 150-180 | — | — |
| Компаунд ЭНГ-30 | 1290 | — | 125-135 | — | — |
| Компаунд ЭНМ-25 | 1320 | — | 125-135 | — | — |
| Пресс-материал УП-264С (ТУ 6-05-22-73) | 1650 | — | 155-165 | — | -60…150 |
| Пресс-материал УП-264П (ТУ 6-05-22-73) | 1900-2200 | — | 160-165 | — | -60…150 |
| Пресс-материал УП-284С (ТУ 6-05-70-73) | 1670-1710 | — | 180-200 | — | -60…180 |
| Пресс-материал УП-2198 (ТУ 6-05-94-75) | — | — | — | — | -60…105 |
| Пресс-материал УП-2197 | 1700-1900 | — | — | — | -60…230 |
| Премиксы ЭФП-60, ЭФП-61, ЭФП-62 | 1700-1800 | — | — | — | -60…155 |
| Премиксы ЭФП-64, ЭФП-65 | 1800-2300 | — | — | — | -60…155 |
| Пенопласт ПЭ-2 (ТУ В-172-70) | 90-450 | — | — | — | -60…140 |
| Пенопласт ПЭ-5 (ТУ 6-05-215-71) | 100-300 | — | — | — | -60…120 |
| Пенопласт ПЭ-6 (ТУ 6-05-215-71) | 20-50 | — | — | — | -60…100 |
| Пенопласт ПЭ-7 (ТУ 6-05-289-73) | 23-60 | — | — | — | -60…100 |
| Пенопласт ПЭ-8 (ТУ В-171-70) | 150-500 | — | — | — | -60…120 |
| Пенопласт ПЭ-9 (ТУ В-173-70) | 100-500 | — | — | — | -60…90 |
| Полиамид-6 (капролон) ОСТ 6-06-С9-76 | 1130 | 215 | 190-200 | — | — |
| Смола капроновая литьевая (ТУ 6-06-390-70) | 1130 | 215 | — | — | — |
| Полиамид 610 литьевой (ГОСТ 10589) | 1090-1110 | 215-221 | 200-220 | — | -60…100 |
| Полиамид П-66 литьевой (анид) (ОСТ 6-06-369-74) | 1140 | 252-260 | 210-220 | — | — |
| Полиамид литьевой П-12Л (ТУ 6-05-1309-72) | 1020 | 178-181 | 140 | -55…-50 | — |
| Полиамид П-12Б (ТУ 6-05-145-72) | 1020 | 170 | 140 | -50 | — |
| Полиамид экструзионный П-12Э (ТУ 6-05-147-72) | 1020 | 178-182 | 140 | -60 | — |
| Капролон В (ТУ 6-05-983-73) | 1150-1160 | 220-225 | 190-220 | — | -60…60 |
| Капролит РМ | 1200 | — | 220 | — | — |
| Литьевой сополимер полиамида АК-93/7 (ГОСТ 19459) | 1140 | 238-243 | 220-230 | — | — |
| Литьевой сополимер полиамида АК-85/15 (ГОСТ 19459) | 1130 | 224-230 | 210-220 | — | — |
| Литьевой сополимер полиамида АК-80/20 (ГОСТ 19459) | 1130 | 212-218 | 200-210 | — | — |
| Смола полиамидная П-54 и П-54/10 (ТУ 6-05-1032-73) | 1120 | 160-165 | 115-135 | -40* | — |
| Смола полиамидная П-548 (ТУ 6-05-1032-73) | 1120 | 150 | 85 | -50* | — |
| Материал АТМ-2 (ТУ 6-05-502-74) | 1390 | 218-220 | — | — | -50…60 |
| Антифрикционный материал ЛАМ-1 (ТУ 26-404-74) | — | 235 | — | — | -60…165 |
| Пенополиуретан ППУ-ЭМ-1 (ТУ 6-05-1473-76) | 30-50 | — | — | — | -50…100 |
| Пенополиуретан ППУ-202-1 (ТУ 6-05-234-72) | 55-85 | — | — | — | до 100 |
| Пенополиуретан ППУ-ЭФ-1, ППУ-ЭФ-2, ППУ-ЭФ-3 | 19-38 | — | — | — | -40…100 |
| Пенополиуретан ППУ-305А (ТУ 6-05-121-74) | 35-500 | — | 120 | — | — |
| Пенополиуретан ППУ-307 (ТУ 6-05-251-72) | 35-220 | — | 130-150 | — | — |
| Пенополиуретан ППУ-311 (ТУ 6-05-221-72) | 30-60 | — | 150 | — | — |
| Пенополиуретан ППУ-313-2, ППУ-312-3 | 35-45 | — | 120-150 | — | — |
| Пенополиуретан ППУ-314 (ТУ 6-05-279-73) | 20-300 | — | 80-100 | — | — |
| Пенополиуретан ППУ-403 (ТУ 6-05-252-72) | 75-200 | — | 120 | — | — |
| Пенополиуретан ППУ-202-1 (ТУ 6-05-234-72) | 200-250 | — | — | — | -60…100 |
| Пенополиуретан ППУ-202-2 (ТУ 6-05-229-72) | 130-250 | — | — | — | -60…100 |
| Пенополиуретан ППУ-3Н, ППУ-9Н | 50-80 | — | 70-75 | — | — |
| Пенополиуретан ППУ-304Н | 30-200 | — | 120 | — | — |
| Пенополиуретан ППУ-308Н | 40-200 | — | 150 | — | — |
| Этролы ацетилцеллюлозные АЦЭ-43А, АЦЭ-55А (ТУ 6-05-1528-72) | 1270-1340 | — | 65-85 | — | — |
| Этрол ацетилцеллюлозный АЦЭ-47ТВ (ТУ 6-05-268-73) | 1270-1340 | — | 65-85 | — | — |
| Этрол ацетилцеллюлозный АЦЭ-55АМ (ТУ 6-05-1528-72) | 1270-1340 | — | 70 | — | — |
| Этролы АЦЭ-55У, АЦЭ-50У, АЦЭ-50-20У, АЦЭ-50-5У (ТУ 6-05-268-73) | 1270-1340 | — | 90 | — | — |
| Этрол ацетобутиратцеллюлозный АБЦЭ-15АТ (ТУ 6-05-255-72) | 1160-1250 | — | 85 | — | — |
| Этрол ацетобутиратцеллюлозный АБЦЭ-7,5-5, АБЦЭ-10, АБЦЭ-15ДСМ-В | 1160-1250 | — | 80 | — | — |
| Этрол ацетобутиратцеллюлозный АБЦЭ-15 | 1160-1250 | — | 75-80 | — | — |
| Пленка электроизоляционная триацетатная (ТУ 6-17-499-73) | 1260 | — | — | — | -60…100 |
| Стеклопластик АГ-4С-6 (ТУ 84-359-73) | 1900-2000 | — | — | — | -60…200 |
| Стеклопластик АГ-4В-10 (ТУ 84-438-74) | 1700-1900 | — | — | — | -60…130 |
| Термопласт стеклонаполненный САН-С (ТУ 6-05-369-76) | 1280-1320 | — | 115-120 | — | -40…120 |
| Полиамид П-6 стеклонаполненный ПА6ВС, ПА6ВС-У (ТУ 6-05-953-74) | 1350 | 212-216 | — | — | — |
| Смола капроновая стеклонаполненная КС-30а | 1360 | 214-221 | — | — | — |
| Полиамид стеклонаполненный КПС-30 и КВС-30 (ГОСТ 17648) | 1350-1380 | 214-221 | — | — | — |
| Дифлон СТН (ТУ 6-05-937-74) | 1400 | — | 170-172 | -100* | — |
| Стеклопластик ДАФ-С-2 | 2000-2150 | — | — | — | -60…180 |
| Стеклопластик ДАИФ-С1 и ДАИФ-С2 | 2200 | — | — | — | -60…250 |
Стеклотекстолит листовой СТЭФ-НТ (ТУ 16-503. 146-75) 146-75) | 1600-1900 | — | — | — | -60…55 |
| Стеклотекстолит листовой СТ-НТ (ТУ 16-503.147-75) | 1600-1850 | — | — | — | -65…130 |
| Диэлектрик фольгированный ФДГ-1 и ФДГ-2 | — | — | — | — | -60…150 |
| Фольгированные травящиеся диэлектрики ФДМТ (ТУ 16-503.113-72) | 3000-4500 | — | — | — | -60…100 |
| Фольгированный диэлектрик ФДМ-1 | 2800-3400 | — | — | — | -60…100 |
| Фольгированный диэлектрик ФДМ-2 | 3500-4000 | — | — | — | -60…100 |
| Фольгированные диэлектрики ФДМЭ-1 и ФДМЭ-1-ОС | 2800-5100 | — | — | — | -60…105 |
| Сополимеры формальдегида с диоксоланом СФД (ТУ 6-05-1543-72) | 1390-1410 | 160-165 | 150-155 | — | -60…120 |
| Пентапласт (ТУ 6-05-1422-74) | 1400 | 180 | 155-165 | — | до 120 |
| Пентапласт кабельный И3 (ТУ 6-05-1693-74) | 1320-1330 | 170-172 | 123-127 | — | -25…125 |
| Пентапласт модифицированный | 1320 | 176 | 125 | -20 | — |
| Пентапласт футеровочный (ТУ 6-05-5-74) | 1350-1400 | — | 155-165 | — | — |
| Пленка пентапластовая (ТУ 6-05-453-73) | 1400 | — | — | — | -50…130 |
| Поликарбонат дифлон (ТУ 6-05-1668-74) | 1200 | — | 150-160 | — | -100…135 |
| Поликарбонат модифицированный ДАК-8 и ДАК-12-3BN (ОСТ 6-05-5018-73) | 1200 | — | 156-160 | — | — |
| Дифсан (ТУ 6-05-852-72) | 1320 | — | 155-160 | — | -100…120 |
| Поликарбонатная пленка ПКО (ТУ 6-05-865-73) | 1210 | — | — | — | -60…150 |
| Полиимид ПМ-67 | 1390-1460 | — | 280 | — | до 250 |
| Полиимид ПМ-69 | 1380-1470 | — | 280 | — | до 250 |
| Пленки ПМФ-351 и ПМФ-352 (ТУ 6-05-1754-76) | 1390-1420 | — | — | — | -60…200 |
| Полисульфон | 1250 | — | 180 | — | — |
| Пенопласт изолан-1 | 35-400 | — | 200-250 | — | -60…200 |
| Пенопласт изолан-2 | 30-50 | — | 170 | — | -50…180 |
| Пресс-материал фенилон П и С1 (ТУ 6-05-101-71) | 1350 | — | 260-270 | — | — |
| Пресс-материал фенилон С2 (ТУ 6-05-226-72) | 1350 | — | 300 | — | — |
| Арилокс-2101 (ТУ 6-05-416-76), 2102 (ТУ 6-05-415-76) | — | — | 180 | — | — |
| Арилокс-2103 (ТУ 6-05-417-76), 2104 (ТУ 6-05-421-76), 2105 (ТУ 6-05-423-77) | — | — | 130 | — | — |
| Арилокс-1Н (ТУ 6-05-402-75) | — | — | — | — | -60…150 |
| Фольгированный арилокс-1Н (ТУ 6-05-404-74) | — | — | — | — | -60…150 |
Диэлектрик фольгированный флан (ТУ 16-503. 148-75) 148-75) | 1200-2600 | — | 190-200 | — | — |
| Термостойкий пластик ниплон-1 (ТУ 6-05-998-75) | 1340 | — | 330-340 | — | до 300 |
| Термостойкий пластик ниплон-2 (ТУ 6-05-1001-75) | 1300 | — | — | — | до 300 |
| Стеклопластик ниплон-1 и ниплон-2 | 1800 | — | — | — | до 300 |
| Углепластик ниплон-1 и ниплон-2 | 1300 | — | — | — | до 300 |
thermalinfo.ru
Станок для резки пенопласта – электрическая схема, как сделать своими руками
Тепло и звукоизоляционные строительные материалы на рынке представлены в широком ассортименте, это вспененный полиэтилен, минеральная и базальтовая вата и многие другие. Но самым распространенным для утепления и звукоизоляции является экструдированный пенополистирол и пенопласт, благодаря высоким физико-химическим свойствам, простоте монтажа, малому весу и низкой стоимости. Пенопласт имеет низкий коэффициент теплопроводности, высокий коэффициент звукопоглощения, устойчив к воздействию воды, слабых кислот, щелочей. Пенопласт устойчив к воздействию температуры окружающей среды, от минимально возможной до 90˚С. Даже через десятки лет пенопласт не меняет своих физико-химических свойств. Пенопласт также обладает достаточной механической прочностью.
Пенопласт имеет низкий коэффициент теплопроводности, высокий коэффициент звукопоглощения, устойчив к воздействию воды, слабых кислот, щелочей. Пенопласт устойчив к воздействию температуры окружающей среды, от минимально возможной до 90˚С. Даже через десятки лет пенопласт не меняет своих физико-химических свойств. Пенопласт также обладает достаточной механической прочностью.
Пенопласт обладает еще очень важными свойствами, это пожароустойчивость (при воздействии огня пенопласт не тлеет как древесина), экологическая чистота (так как пенопласт сделан из стирола, то в таре из него можно хранить даже пищевые продукты). На пенопласте не возникают грибки и очаги бактерий. Практически идеальный материал для утепления и звукоизоляции при строительстве и ремонте домов, квартир, гаражей, и даже упаковки для хранения продуктов питания.
В магазинах строительных материалов пенопласт продается в виде пластин разной толщины и размеров. При ремонте зачастую нужны листы пенопласта разной толщины. При наличии станка для резки пенопласта всегда можно нарезать из толстой пластины листы пенопласта нужной толщины. Станок также позволяет фигурную пенопластовую упаковку от бытовой техники превратить в пластинки, как на фотографии выше, и успешно разрезать толстые листы поролона для ремонта мебели.
При наличии станка для резки пенопласта всегда можно нарезать из толстой пластины листы пенопласта нужной толщины. Станок также позволяет фигурную пенопластовую упаковку от бытовой техники превратить в пластинки, как на фотографии выше, и успешно разрезать толстые листы поролона для ремонта мебели.
Как легко режется пенопласт на самодельном станке, наглядно демонстрирует видео ролик.
Всего просмотров: 35719
При желании сделать станок для резки пенопласта и поролона многих останавливает сложность с организацией подачи питающего напряжения для разогрева нихромовой струны до нужной температуры. Это препятствие преодолимо, если разобраться в физике вопроса.
Конструкция станка
Основанием приспособления для резки пенопласта послужил лист ДСП (древесно-стружечной плиты). Размер плиты нужно брать исходя из ширины пластин пенопласта, которые планируется разрезать. Я использовал дверку от мебели размером 40×60 см. При таком размере основания можно будет разрезать пластины пенопласта шириной до 50 см. Основание можно сделать из листа фанеры, широкой доски, закрепить струну резки непосредственно на рабочем столе или верстаке.
Основание можно сделать из листа фанеры, широкой доски, закрепить струну резки непосредственно на рабочем столе или верстаке.
Натягивать нихромовую струну между двумя гвоздями предел лени домашнего мастера, поэтому я реализовал простейшую конструкцию, обеспечивающую надежную фиксацию и плавную регулировку высоты расположения струны в процессе резки над поверхностью основания станка.
Крепятся концы нихромовой проволоки за пружины, одетые на винты М4. Сами винты закручены в металлические стойки, запрессованные в основание станка. При толщине основания 18 мм, я подобрал металлическую стойку длиной 28 мм, из расчета, чтобы при полном вкручивании винт не выходил за пределы нижней стороны основания, а при максимально выкрученном состоянии обеспечивал толщину нарезки пенопласта 50 мм. Если потребуется нарезать листы пенопласта или поролона большей толщины, то достаточно будет заменить винты более длинными.
Чтобы запрессовать стойку в основание, сначала в нем просверливается отверстие, диаметром на 0,5 мм меньше, чем внешний диаметр стойки. Для того, чтобы стойки легко можно было забить молотком в основание, острые кромки с торцов были сняты на наждачной колонке.
Для того, чтобы стойки легко можно было забить молотком в основание, острые кромки с торцов были сняты на наждачной колонке.
Прежде, чем закручивать в стойку винт, у его головки была проточена канавка, чтобы нихромовая проволока при регулировке не могла произвольно перемещаться, а занимала требуемое положение.
Чтобы проточить в винте канавку, сначала его резьбу нужно защитить от деформации, надев пластиковую трубку или обернуть плотной бумагой. Затем зажать в патроне дрели, включить дрель и приложить узкий надфиль. Через минуту канавка будет готова.
Для исключения провисания нихромовой проволоки из-за удлинения при нагреве, она закреплена к винтам через пружины.
Подходящей оказалась пружина от компьютерного монитора, используемая для натяжения заземляющих проводников на кинескопе. Пружина была длиннее, чем требовалось, пришлось сделать из нее две, для каждой стороны крепления проволоки.
После подготовки всех крепежных деталей можно закреплять нихромовую проволоку. Так как ток при работе потребляется значительный, около 10 А, то для надежного контакта токоподводящего провода с нихромовой проволокой я применил способ крепления скруткой с обжатием. Толщину медного провода при токе 10 А необходимо брать сечением не менее 1,45 мм2. Выбрать сечение провода для подключения нихромовой проволоки можно из таблицы. В моем распоряжении имелся провод сечением около 1 мм2. Поэтому пришлось каждый из проводов сделать из двух сечением 1 мм2, соединенных параллельно.
Так как ток при работе потребляется значительный, около 10 А, то для надежного контакта токоподводящего провода с нихромовой проволокой я применил способ крепления скруткой с обжатием. Толщину медного провода при токе 10 А необходимо брать сечением не менее 1,45 мм2. Выбрать сечение провода для подключения нихромовой проволоки можно из таблицы. В моем распоряжении имелся провод сечением около 1 мм2. Поэтому пришлось каждый из проводов сделать из двух сечением 1 мм2, соединенных параллельно.
После снятия изоляции с концов проводов на длину около 20 мм, медные проводники навиваются на струну нихромовой проволочки в месте ее крепления к пружине. Затем, удерживая нихромовую проволочку за петлю плоскогубцами, сделанная обвивка медного провода овивается свободным концом нихромовой в противоположную сторону.
Такой способ соединения токоподводящего медного провода с нихромовым проводом обеспечит большую площадь их контакта и исключит сильный нагрев в месте соединения при работе станка для резки пенопласта. Это подтвердила практика, после продолжительной резки пенопласта, полихлорвиниловая оболочка токоподводящего провода не оплавилась, медный провод в зоне соединения не изменил своего цвета.
Это подтвердила практика, после продолжительной резки пенопласта, полихлорвиниловая оболочка токоподводящего провода не оплавилась, медный провод в зоне соединения не изменил своего цвета.
Для возможности регулировки толщины резки пенопласта на приспособлении, отвод токоподводящих проводников сделан с петлей. Чтобы провода не мешали при работе, они пропущены через отверстия в основании и закреплены на обратной его стороне скобками. По углам основания прибиты такие же скобки в качестве ножек.
Токоподводящие провода, чтобы не запутывались, свиты между собой. На концах проводов для подключения к источнику питания, запаяны накидные клеммы.
Выбор нихромовой проволоки
Нихромовая проволока по внешнему виду мало чем отличается от стальной проволоки, но сделана она из сплава хрома и никеля. Наиболее распространена проволока марки Х20Н80, содержащая 20% хрома и 80% никеля. Однако в отличие от стальной или медной проволоки, нихромовая проволока имеет большее удельное сопротивление и выдерживает, сохраняя, высокую механическую прочность температуру нагрева до 1200˚С. Нихромовая проволока выпускается диаметром от 0,1 мм до 10 мм.
Нихромовая проволока выпускается диаметром от 0,1 мм до 10 мм.
Нихромовая проволока широко используется в качестве нагревательных элементов в бытовых и промышленных изделиях, таких как электрический фен, утюг, электроплитка, лучевые обогреватели, паяльники, водонагреватели и даже в электрочайниках. И это далеко не полный перечень. Так называемые нагреватели типа ТЭН тоже изготовлены из нихромовой проволоки, только спираль размещена в металлической трубке, которая заполнена для изоляции и передаче тепла от спирали к стенкам трубки, кварцевым песком. Привел перечень приборов не случайно, просто из вышедшего из строя нагревательного элемента можно взять нихромовую проволоку для изготовления станка, конечно, если она не успела перегореть от долгой работы.
Резка пенопласта на станке заключается в расплавлении его по линии прохода, разогретой нихромовой проволоки. Температура плавления пенопласта составляет около 270˚С. чтобы пенопласт плавился при соприкосновении с проволокой, температура ее должна быт в несколько раз больше, так как тепло будет расходоваться не только на плавление, но и за счет теплопроводности поглощаться самим пенопластом, снижая температуру проволоки.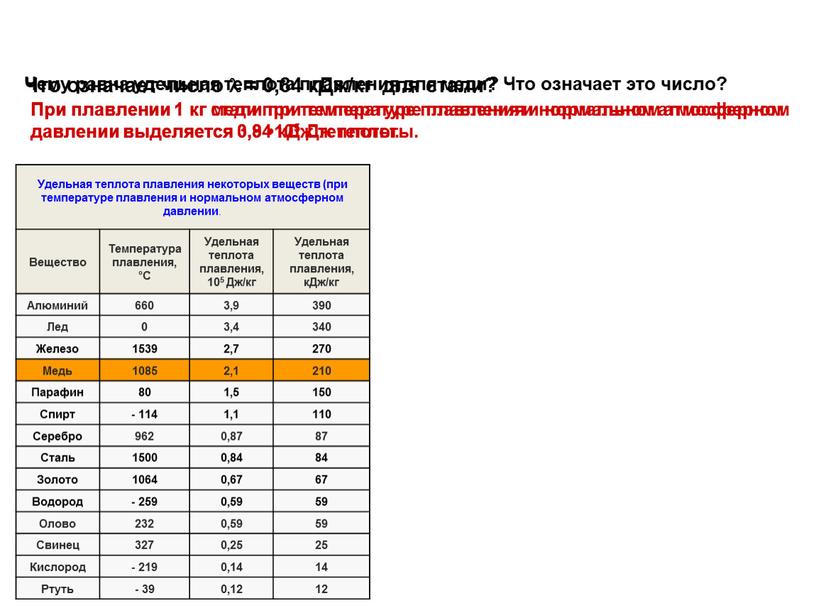 Количество поглощаемого пенопластом тепла будет напрямую зависеть от его плотности. Чем плотнее пенопласт, тем больше потребуется тепловой энергии.
Количество поглощаемого пенопластом тепла будет напрямую зависеть от его плотности. Чем плотнее пенопласт, тем больше потребуется тепловой энергии.
Из выше сказанного следует, что в зависимости от плотности пенопласта для его резки необходимо выбирать проволоку соответствующего диаметра, чтобы нихромовая проволока не расплавилась от выделяющегося на ней тепла. Чем выше плотность пенопласта, тем большего диаметра должна быть нихромовая проволока. Стоит заметить, что станком, на котором установлена проволока для резки плотного пенопласта с успехом будет резаться и неплотный, только продвигать его надо будет быстрее.
Длина нихромовой проволоки для приспособления выбирается исходя из размеров пластин пенопласта, предназначенного для резки, и от плотности пенопласта не зависит.
В результате подведенных экспериментов, было определено, что для эффективной резки пенопласта мощность, которую необходимо подавать на единицу длины проволоки должна быть в пределах 1,5-2,5 Вт на сантиметр длины проволоки, для такого режим работы лучше всего подходит нихромовая проволока диаметром 0,5-0,8 мм. Она позволяет выделить достаточное количество тепла для быстрой резки пенопласта любой плотности, сохраняя при этом свою механическую прочность. Поэтому для изготовления станка для резки пенопласта была использована нихромовая проволока диаметром 0,8 мм.
Она позволяет выделить достаточное количество тепла для быстрой резки пенопласта любой плотности, сохраняя при этом свою механическую прочность. Поэтому для изготовления станка для резки пенопласта была использована нихромовая проволока диаметром 0,8 мм.
Расчет параметров источника электропитаниядля нагрева проволоки
Надо отметить, что для разогрева нихромовой проволоки станка для резки пенопласта подойдет источник электропитания как переменного тока, так и постоянного.
С учетом того, что на сантиметре длины проволоки нужно выделять мощность не более 2,5 ватта и длине проволоки 50 см, можно рассчитать мощность источника электропитания. Для этого нужно умножить величину выделяемой мощности на длину проволоки. В результате получается, что для разогрева проволоки станка для резки пенопласт понадобится источник электропитания мощность 125 Вт.
Теперь необходимо определить величину напряжения источника электропитания. Для этого нужно знать сопротивление нихромовой проволоки станка для резки пенопласта.
Сопротивление проволоки можно рассчитать по удельному сопротивлению (сопротивлению одного метра проволоки). Удельное сопротивление проволоки из нихрома марки Х20Н80 приведено в таблице. Для других марок нихрома значения отличаются незначительно.
Как видно из таблицы, для проволоки диаметром 0,8 мм удельное сопротивление составляет 2,2 Ом, следовательно, нихромовая проволока длинной 50 см, которая была выбрана для станка резки пенопласта, будет иметь сопротивление 1,1 Ом. Если выбрать проволоку диаметром 0,5 мм, то сопротивление отрезка проволоки длиной 50 см составит 2,8 Ом.
Воспользовавшись преобразованными формулами законов Ома и Джоуля – Ленца, получим формулу для расчета величины питающего напряжения для станка резки пенопласта. Величина питающего напряжения будет равна корню из произведения величины потребляемой мощности и сопротивления проволоки. В результате вычислений получается, что необходим источник питания напряжением 11,7 В. При этом ток потребления от источника составит 11,7 А. Для того, чтобы найти величину тока, нужно потребляемую мощность разделить на величину напряжения. Поделив 125 Вт на 11,7 В получим ток 11,7 А.
Для того, чтобы найти величину тока, нужно потребляемую мощность разделить на величину напряжения. Поделив 125 Вт на 11,7 В получим ток 11,7 А.
В результате расчетов определено, что для нагрева нихромовой проволоки необходим источник питания переменного или постоянного тока, выдающий напряжение 11,7 В, и обеспечивающий ток нагрузки 12 А.
При уменьшении или увеличении длины проволоки, напряжение источника питания необходимо будет пропорционально уменьшить или увеличить соответственно. При этом величина тока не изменится.
Выполненный расчет является оценочным, так как не учтено переходное сопротивление в точках соединения проводов и сопротивление токоподводящих проводников. Поэтому оптимальный режим нагрева проволоки в конечном итоге приходится устанавливать непосредственно при резке пенопласта на приспособлении.
ydoma.info
Горит ли пенопласт ?
Как и многие другие строительные материалы и изделия, утеплители из пенополистирола могут воспламеняться. Как и все органические вещества пенополистирол при горении выделяет от 400 до 1000 МДж/м3. Для сравнения, при горении сухой древесины выделяется 7000 — 8000 МДж/м3. Таким образом, пенополистирол дает незначительное повышение температуры в отличие от других, участвующих при пожаре материалов (мебель, линолеум и т. д.).
Как и все органические вещества пенополистирол при горении выделяет от 400 до 1000 МДж/м3. Для сравнения, при горении сухой древесины выделяется 7000 — 8000 МДж/м3. Таким образом, пенополистирол дает незначительное повышение температуры в отличие от других, участвующих при пожаре материалов (мебель, линолеум и т. д.).
Энергетическая доля пенополистирола в процессе пожара составляет менее 2% от доли всех горючих веществ участвующих в процессе горения дома. Основной вопрос это правильная эксплуатация зданий и сооружений и соблюдение правил пожарной безопасности. При правильном подходе и выполнении этих предписаний пожарная опасность резко снижается.
Чтобы не поддаваться разного рода предрассудкам в отношении пенополистирола, необходимо обратиться к фактам.
А факты говорят сами за себя: за 40 лет в двух серьёзных несчастных случаях был несправедливо обвинен пенополистирол — в последствии оказалось, что причиной происшествий были неправильная установка, и несоблюдение элементарных правил пожарной безопасности. Между тем, в Европе с 1960 года в особняках, коттеджах и жилых домах были использованы более миллиарда квадратных метров пенополистирола.
Между тем, в Европе с 1960 года в особняках, коттеджах и жилых домах были использованы более миллиарда квадратных метров пенополистирола.
Ниже приводятся ответы на самые распространенные заблуждения.
Правда ли, что горящий пенопласт выделяет токсичные газы?
Все органические химические материалы, включая пластмассы, дерево и бумагу, шерсть и хлопок при горении выделяют самые разные токсичные продукты, включая окись углерода. При возникновении пожара это, как правило, самый опасный газ. Горение перечисленных выше органических материалов также может привести к дефициту кислорода. Знание химического состава и структуры органических материалов дает основу для понимания причин образования дыма и токсичных газов при их горении. Большинство подверженных воспламенению материалов содержат углерод, поэтому при горении окисляются и выделяют углекислый газ (СО2). Если процесс окисления недостаточно полон, выделяется окись углерода (СО). Примерно 0.3% или 3000 PPM СО при воздействии в течение 30 минут смертельны для человека. Нагретый до 300C° полистирол выделяет лишь 10 РРМ (частей на миллион) окиси углерода; до 400C° — лишь 50 РРМ; до 500C° — лишь 500 РРМ; а при нагреве до 600C° он выделяет 1000 РРМ окиси углерода.
Нагретый до 300C° полистирол выделяет лишь 10 РРМ (частей на миллион) окиси углерода; до 400C° — лишь 50 РРМ; до 500C° — лишь 500 РРМ; а при нагреве до 600C° он выделяет 1000 РРМ окиси углерода.
Представляет ли пенопласт серьезную опасность при возникновении пожара?
Правда в том, что пенопласт горит под воздействием достаточно сильного источника тепла. В жилище находится много материалов, способных загореться при более низких температурах по сравнению с пенопласт, что отражено в приведенной ниже таблице. К тому же, для снижения вероятности случайного возгорания все теплоизоляционные пенополистирольные плиты, изготовленные в России для строительных целей, имеют огнеупорные добавки, вносимые при их производстве.
Далее приводится выдержка из технического бюллетеня № 16 фирмы «BASF Styropor» (первоначальный источник — Карлос Дж. Гиладо, Руководство по воспламеняемости пластиков). В нем дается сравнительный анализ данных по температуре воспламенения некоторых бытовых материалов в результате вспышки огня и самовозгорания.
Температура воспламенения в результате вспышки огня — это температура, при которой образуются пары, которые в смеси с воздухом могут воспламениться от внешнего источника пламени.
Температура самовозгорания — это температура, при которой тление или возгорание материала происходит без внешнего источника пламени.
Таблица 1. Температура воспламенения традиционных бытовых материалов
Какова эффективность огнеупорных добавок?
Включение химикатов помогает предотвратить возгорание материала от небольших источников огня, как например, спичек или зажженных сигарет. Это — весьма ценный фактор обеспечения безопасности при перевалке и монтаже плит пенополистирола.
Как убедительно видно мифы о пенополистероле не просто не соответствуют действительности — они ложны. Неправильное обращение с газом иногда приводит к взрывам, но можно ли обвинять в этом газ? Неосторожность — причина тысяч смертей на дорогах, но не переставать же, пользоваться из-за этого транспортными средствами?
Да, пенополистирол горюч, впрочем, деревянные конструкции тоже горят. Но в здании пенополистирола всегда находится внутри конструкции, т.е. он защищен со всех сторон либо бетоном, либо кирпичом, либо другими конструкционными материалами, и его доля в общей массе всех горючих веществ, участвующих в процессе горения жилища (древесины, полиэтилена, целлюлозы и т. д.) ничтожно мала, как и доля в общем количестве вредных веществ, выделяемых при пожаре.
Но в здании пенополистирола всегда находится внутри конструкции, т.е. он защищен со всех сторон либо бетоном, либо кирпичом, либо другими конструкционными материалами, и его доля в общей массе всех горючих веществ, участвующих в процессе горения жилища (древесины, полиэтилена, целлюлозы и т. д.) ничтожно мала, как и доля в общем количестве вредных веществ, выделяемых при пожаре.
По мнению экспертов, правильное использование с соблюдением всех существующих норм монтажа, эксплуатации и требований пожарной безопасности позволяет успешно применять этот материал в любых конструкциях.
novoplast.org
Пенопласт как утеплитель: характеристики, цены
Пенопласт успешно используется в качестве утеплительного материала с 1960 года.
Удобные панели из этого утеплителя различной толщины, плотности и обработки края используются для утепления фундаментов, полов (плотность пенопласта в этом случае должна быть не менее 40), фасадов, кровли и внутренних помещений.
В малоэтажном домостроении и при реконструкциях он используется для создания монолитных конструкций с несъемной опалубкой.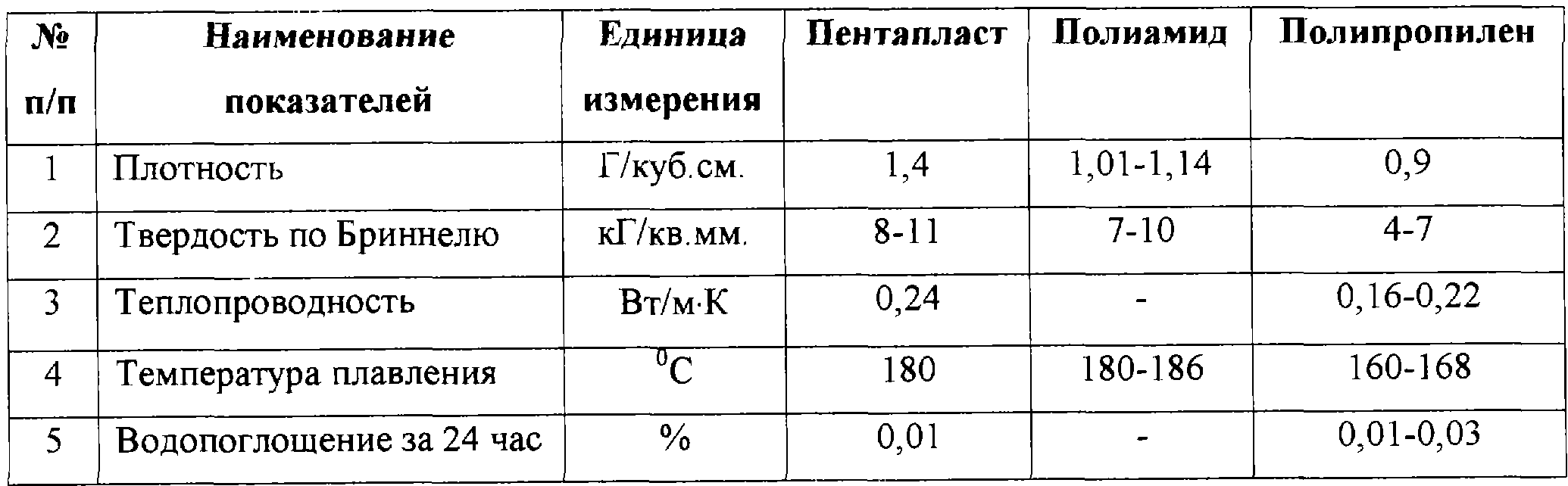
В промышленном строительстве материал применяется для теплоизоляции складов и холодильных камер.
Удобство и легкость обработки в промышленных условиях, возможность легко обрабатывать любым режущим инструментом, нетоксичность, легкость и долговечность, невысокая цена — эти качества сделали пенопласт одним из максимально востребованных материалов.
Содержание статьи
Характеристики пенопласта (пенополистирола) в строительстве
Общие характеристики
Пенопласт — пенистый материал, представляющий из себя гранулированную структуру, в которой заключены микроскопические капсулы воздуха.
Экологическая чистота его подтверждена ГОСТами и технологическими испытаниями.
Он не выделяет вредных веществ (при температурах ниже температуры плавления).
Пенопласт не подвержен воздействию микроорганизмов, грибков, бактерий.
При правильной эксплуатации материал практически вечен.
Он является идеальным утеплителем.
При воздействии различных температур он крайне мало меняет объем.
Любое строительство подчинено строгому своду правил — ГОСТам.
Соответственно, любой материал, использующийся в строительстве, должен соответствовать данным правилам.
Полезные сведения по маркировке в соответствии со строительными правилами
ПСБ (EPS-N) — натуральный без добавок.
В маркировке буква «N».
ПСБ-С (EPS-F) — пожаростойкий, самозатухающий пенопласт.
Буква «F» — используется в строительстве для теплоизоляции.
ПСБ-ЛД (EPS-LD) — литьевой под давлением.
Многих волнует вопрос: как определить плотность данного материала?
Плотность пишется в маркировке.
Например ПСБ-15 — натуральный пенопласт без добавок с плотностью до 15 кг на м3, а ПСБ-35 — пенопласт с плотностью до 35 кг на м3.
Назначение различных марок пенопласта
- ПСБ-С-15. Как мы видим из маркировки, это пенопласт с добавкой для самозатухания плотностью до 5 кг на м3. Он не слишком прочный, но зато легкий материал. Используется для утепления балконов, вагонов, самолетов, заполнения пространства, где не требуется ударная прочность.
 Не пригоден для поделок и интерьерного дизайна.
Не пригоден для поделок и интерьерного дизайна. - ПСБ-С-25. Это наиболее распространенный материал для фасадных работ.
- ПСБ-С-35. Применяется в дорожном строительстве, ландшафтном дизайне, для утепления фундаментов, полов, стен.
- ПСБ-С-50. Это материал повышенной прочности.
 Не пригоден для поделок и интерьерного дизайна.
Не пригоден для поделок и интерьерного дизайна.Важные моменты в работе с этим утеплителем
Предлагаем вам интересное видео о том, как применяют пенопласт для утепления стен.
Приятного просмотра!
- При воздействии растворителя (ацетон, дихлорэтан, бензол), который входит в состав многих видов клея и красок, он растворится и утратит форму. Будьте внимательны при выборе клея, красок и шпатлевок. Выбирайте экологически чистые клеевые составы.
- Данный материал плохо переносит длительное воздействие прямого солнечного света. При выполнении наружных работ обязательно покройте пенопласт слоем шпатлевки, штукатурки или любой водорастворимой краски.
- Легкая воспламеняемость этого материала — миф. Он загорается при 400 градусах. Плавится при 200 градусах.
- Абсолютная негорючесть пенопласта — это тоже миф. Да, есть самозатухающий пенопласт, который устойчив к огню. Маркируется он буквой «F» в артикуле товара. Но это не значит, что из него можно строить камин. Все-таки лучше держите материал подальше от прямого огня и температур плавления.
- Пенопласт — углеводородное соединение. Грызуны, птицы, насекомые его не едят. Но они могут использовать его для гнезда, прогрызать ходы, как и в любом другом строительном материале.
- А вот к грибкам и плесени он устойчив. Но на поверхности материала любые микроорганизмы существуют также свободно, как на поверхности камня, керамики или бетона.

Другие возможности материала
Обшивка фасада дома пенопластом.
- Поскольку он имеет пористую ячеистую структуру, он превосходно может использоваться как шумоизоляция. Имейте в виду, если любите слушать музыку или купили ребенку пианино. Он стоит недорого, а мир, тишина и благодушные соседи — это бесценно.
- Он используется для изготовления накладных архитектурных детатей крупнопанельных домов в соответствии с архитектурными рекомендациями. Для защиты накладных элементов используется стекловолоконная сетка, а затем и слой штукатурки.
- Домашний декор из этого материала начался с потолочных панелей. Сейчас можно приобрести недорогие пенопластовые молдинги, лепнину и другие декоративные элементы для сложного интерьерного дизайна. Мягкие кресла-трансформеры с наполнением из пенопластовых шариков и подушки-антистресс прочно вошли в нашу жизнь.
- Сверхлегкий и удобный в монтаже пенопласт широко используется в декораторских целях. Даже для школьного или любительского театра можно легко и предельно дешево смонтировать сложные декорации. Дворцы, замки, массивные троны черных властелинов монтируются моментально.
- Спортивный инвентарь из данного материала, доски для плавания, спасательные жилеты, поплавки для разделительных ограждений — все это широко используется, благодаря низкой плотности материала и почти полной гидронепроницаемости.
- Ввиду низкой стоимости и незначительного веса при высоких амортизационных характеристиках, пенопласт широко используется в качестве упаковочного материала для хрупких и габаритных предметов.
- Он не является токсичным. Пенопластовые стаканчики для еды быстрого приготовления, которые не обжигают руки даже с кипятком внутри, распространены по всему миру. Пищевые лотки из этого материала используются для герметичной упаковки продуктов, термической защиты, защиты от протекания. С его помощью упаковывают ягоды и фрукты, охлажденное свежее мясо, мороженое.
 Он стоит недорого, а мир, тишина и благодушные соседи — это бесценно.
Он стоит недорого, а мир, тишина и благодушные соседи — это бесценно.
Отзывы
Рассмотрим несколько отзывов об этом универсальном материале.
Итак:
Когда устраивали водоснабжение из колодца, решили утеплять трубы пенопластовыми плитами. 2 года никаких проблем. И обошлось совсем недорого.
Мария, Геническ
Сосед делал сайдинг, а я подумал, да и обшил дом пенопластом, а сверху нанес текстурную штукатурку. Отлично! Еще холода толком не наступили, а он ко мне греться бегает.
Михаил, Архангельск
Решили пожить вдали от городской суеты, но вдруг оказалось, что от пола загородного дома идет невозможный холод. Позвонили в компанию, которая занимается утеплением полов и нам предложили керамзитную стяжку или пенопласт. Выбрали второй материал и не пожалели. Через неделю ровный теплый пол.
Марина, Самара
Люди! Вы когда утеплять собираетесь, то хоть техническую документацию читайте! Пенопласт — утеплитель, не спорю. Хороший утеплитель. Но дома обшивают им снаружи. Снаружи, а не внутри. Нет, мы не можем отодрать пенопласт изнутри ваших прогнивших стен (про точку росы помните?) и приклеить снаружи. Хотели сэкономить? Ну вот и молодцы! Экономьте дальше.
Ярослав, Хабаровск
Выравнивание пола под ламинат. О том, как это происходит и что для этого нужно, вы узнаете, прочитав статью на нашем сайте.
Узнать цену кварцвиниловой плитки можно здесь.
А вот о том, как именно производят плитку из резиновой крошки, читайте тут. Вы не пожалеете потраченного времени!
Вы не пожалеете потраченного времени!
Вконтакте
Одноклассники
Google+
Что еще почитать по теме?floordigest.ru
Какие бывают пенопласты (виды пенопласта)
Подробная статья о разновидностях пенопластов. Перечислены области их применения. Имеются информативные фотографии.
Совет: у нас также есть статья о вреде пенопласта — прочитайте ее. Возможно, она убережет вас от серьезных ошибок. И наверняка для вас будет полезной эта публикация с отзывами людей, которые уже утепляли дом с помощью пенополистирола.
А теперь возвращаемся к теме.
Все мы хотя бы раз видели пенопласт. Этот материал используется повсеместно. Однако какие бывают виды пенопластов? Ответ на этот вопрос и получите в этой статье.
И для начала…
Что такое пенопласт в наиболее частом понимании?
Это отделочный материал (его еще называют пенополистирол), который применяется для решения различных задач в строительстве. В основном — для звуко- и теплоизоляции.
В основном — для звуко- и теплоизоляции.
Пенопласт на 98% состоит из воздуха, заключенного в соединенные между собой гранулы. Наряду с этим существует несколько технологий изготовления пенопласта, что и определяет его разновидности.
Разумеется, для каждого вида пенопласта характерны свои свойства, особенности. Это же определяет и сферу их применения.
Итак…
Виды пенопластов
Сегодня можно этот материал разделить (условно) на такие виды:
- Полистирольные;
- Полиуретановые пенопласты;
- Поливинилхлоридные;
- Полиэтиленовые.
Вот какие бывают пенопласты. Теперь по порядку.
1. Полистирольный
Этот вид пенопласта может производиться двумя способами: прессованным и беспрессованным.
Как их отличить? Очень просто. Наверняка вы обращали внимание, как упакована бытовая техника — холодильники, телевизоры, аудиосистемы. Совершенно верно — всё упаковано в пенопласт — такой, который состоит из небольших сцепленных шариков. Это чем-то напоминает пчелиные соты. Это и есть беспрессовой пенопласт. Он очень легко крошится и ломается.
Это чем-то напоминает пчелиные соты. Это и есть беспрессовой пенопласт. Он очень легко крошится и ломается.
Прессовой же раскрошить будет труднее. Связано это с тем, что такой вид пенопласта подразумевает наличие гранул, которые сцеплены значительно прочнее между собой. Правда, такой пенопласт имеет более сложную технологию производства. Поэтому применяется значительно реже, чем беспрессовой.
Есть также экструдированный пенопласт, который, по сути, аналогичен беспрессовому.
Следует отметить, что беспрессовой и прессовой пенопласты обладают одним существенным недостатком — в мельчайшие полости, которые имеются между гранулами, может попадать водяной пар. И при воздействии отрицательных температур этот пар конденсируется, что приводит к увеличению влажности и ухудшению теплоизолирующих свойств.
Как известно, при замерзании вода расширяется, что приводит к разрушению пенопласта. Конечно, этот процесс может быть довольно длительным. Но всё же…
Есть ли выход? Да. На рынке имеется так называемый экструзионный пенопласт. Он однороден по своей структуре и лишен вышеуказанных недостатков. Такой вид пенопласта применяется для производства пищевых упаковок, одноразовой посуды.
На рынке имеется так называемый экструзионный пенопласт. Он однороден по своей структуре и лишен вышеуказанных недостатков. Такой вид пенопласта применяется для производства пищевых упаковок, одноразовой посуды.
Нужно отметить, что качество (а значит и долговечность) полистирольных пенопластов сильно зависит от производителя. Поэтому даже один и тот же вид пенопласта, купленный в разных местах, может существенно отличаться по тепловым свойствам и не только.
В среднем срок эксплуатации беспрессового пенопласта составляет около 15-40 лет. А вот экструзионный (при отличном качестве изготовления) может прослужить гораздо дольше — 60, 70 лет и более.
Еще какие бывают пенопласты?
2. Полиуретановые
Наверняка вы видели поролон и прекрасно знаете его свойства. Так вот это и есть яркий пример пенополиуретана. Этот материал обладает высокой эластичностью, характеризуется обилием открытых пор. Он отлично пропускает воздух, пар.
Область применения таких пенопластов очень широка — производство мебельной продукции, всевозможных бытовых предметов и др.
Важный недостаток полиуретановых пенопластов — недолговечность. Они весьма быстро разрушаются при воздействии солнечных лучей — желтеют, постепенно разрушается слой за слоем.
Они также характеризуются высокой огнеопасностью, при горении выделяют токсичные вещества (сильнее, чем пенополистирольные пенопласты). Причина — наличие большого количества синильной кислоты.
Следующие виды пенопластов…
3. Поливинилхлоридные
По свойствам схожи с экструзионным пенополиэтиленом. Обладают высокой эластичностью, в них отсутствуют высокотоксичные вещества. При этом поливинилхлоридные пенопласты являются самозатухающим материалом.
И тут очень важно: если уж поливинилхлорид горит (в случае, когда он полностью окружен пламенем), то выделяет удушливый дым. Это нужно учитывать при сооружении всевозможных конструкций.
И последний вид пенопласта (в нашей статье) —
4. Полиэтиленовые
Их вы также наверняка нередко встречали. Например, такой материал используется для оборачивания бьющихся вещей, некоторой техники. Это так называемая пленка, которая состоит из воздушных пупырышек.
Это так называемая пленка, которая состоит из воздушных пупырышек.
Такой материал очень эластичен, неплохо предохраняет вещи от повреждений.
Толщина его может быть разной — от пары миллиметров до нескольких сантиметров. И обычно этот материал изготавливается в виде гибких листов (полупрозрачных).
Полиэтиленовые пенопласты считаются экологичными материалами, обладают высокой долговечностью. Однако при этом такой материал также огнеопасен.
На рынке имеется много разновидностей такого пенопласта с различными фирменными названиями.
Теперь знаете, какие бывают пенопласты?
Следует отметить, что это далеко не все виды пенопласта, которые имеются на сегодняшний день. Тем не менее, мы перечислили именно те разновидности, которые считаются наиболее распространенными.
Теперь вы знаете, какие бывают пенопласты. Ждем ваших комментариев.
vyborstm.ru
Пенопласт — характеристики, плотность | VseproStroiku.ru
Пенопласт представляет собой ячеистую вспененную массу, это наполненный газом полимер, в связи с тем, что ячейки пенопласта наполнены газом, то плотность пенопласта намного ниже плотности материала, из которого его изготавливают. Благодаря наполнению газом технические характеристики пенопласта определяются высокими показателями теплоизоляции и шумоизоляции.
В зависимости от того, из какого материала делают пенопласт, технологии его обработки, получают продукт, который в некоторой степени отличается от других. Это обуславливает наличие определенного спектра разновидностей пенопласта, которые применяются в зависимости от среды и условий.
Технические характеристики пенопласта
Популярность пенопласта, как строительного материала, обусловлена, прежде всего, его способностью к высокой тепло- и звукоизоляции, к примеру, теплопроводность пенопласта примерно в три раза ниже теплопроводности дерева. Пенопласт легок, что облегчает его монтаж, он также безвреден, среда пенопласта является непригодной для жизни различных микроорганизмов, что положительно отражается на его долговечности.
Также стены, которые утеплены пенопластом, не нуждаются в дополнительной теплозащите, также пенопласт отличается очень низким уровнем гидроскопичности, то есть он почти не поглощает влагу. Все эти технические характеристики пенопласта позволили ему занять одно из ведущих мест среди остальных стройматериалов.
Виды и плотность пенопласта
Пенополистирол
Пенополистирол название пенопластов, которые изготавливаются на основе полистирола. Для изготовления пенопласта на основе полистирола могут применяться воздействие пресса, беспрессовый способ, экструзионным способом, также имеет место применение литья пенопласта под давлением.
Выделяют такие типы полистирола как:
- марку ПС;
- марку ПСБ.
Сырьем для изготовления пенополистирола марки ПС является эмульсионный полистирол типа Б (который находится в порошкообразном состоянии) и порофоры, а для производства пенополистирола ПСБ – суспензионный полистирол, который находится в гранулированном виде.
Полистирольные пенопласты — это сгораемый продукт; но если добавить к ним антипиренов, то получится материал, который очень трудно сгорает (вид ПСБ-С). Добавление антипиренов не оказывает заметного воздействия на физико-химические, технические характеристики пенопласта.
Поры полистирольных пенопластов, в подавляющем большинстве случаев, являются закрытыми, это содействует тому, что полистирольные пенопласты устойчивы к действию пресной и морской воды, кислот, щелочей, спиртов, но не являются устойчивыми к воздействию растворителей органического типа, таких как бензол, бензин и других нефтепродуктов.
Для полистирольных пенопластов характерным уровнем средней плотности является показатель, варьирующийся от 40 до 200 кг/м3, а для полистирольных пенопластов вида ПСБ — от 20 до 40 кг/м3.
Пенополиуретан
Пенопласты, которые изготавливают из полиуретана, принято называть пенополиуретанами.
Пенополиуретаны производят в результате очень сложных реакций, которые происходят при смешивании полиэфира, диизоцианата или полиизоцианата, агента, который вспенивает при участии определенных катализаторов, эмульгатора и различного рода добавок. Изменяя состав подобной смеси, можно получать пенополиуретаны с различными, очень варьирующимися свойствами.
Принято применять простые полиэфиры и некоторые их сложные виды. По типу полиэфира производители получают жесткие или гибкие, довольно эластичный пенополиуретаны. Катализаторы помогают регулировать реакцию образования полиуретана, в основном это его вспенивание и отверждение. Эмульгаторы – это вещества, имеющие поверхностно-активный характер, они позволяют производителю получить равномерную структуру пенополиуретана, который однороден по своим свойствам.
В виде добавок для изготовления пенополиуретана используют газообразователи – сложные вещества, которые необходимые для обеспечения пористости изготавливаемого материала, антипирены, которые способствуют повышению его огнестойкость, и различные красители. Пенополиуретан производят постоянным непрерывным способом, способами заливки и напыления. Для современной промышленности характерен выпуск различных эластичных и жестких пенополиуретанов.
Его средняя плотность колеблется от 40 до 70 кг/м3.
Поливинилхлорид
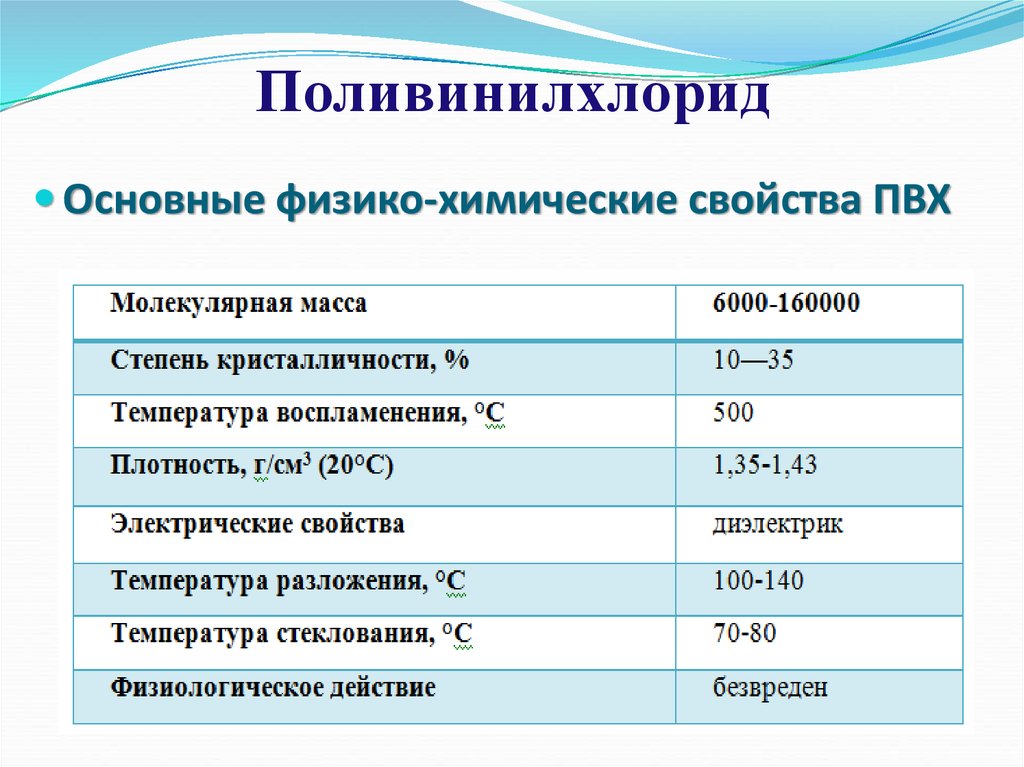
Поливинилхлорид – это термопластичный полимер, в котором, стоит отметить, содержится до 56, 8% связанного хлора, что позволяет обеспечить его низкий уровень горючести, если его сравнивать с полистиролом, что позволяет определить его к группе трудно сгораемых и слабо воспламеняемых материалов.
Пенопласты на базе поливинилхлорида производят:
- прессовым (жесткие пенопласты ПХВ-1, ПХВ-2, эластичные ПВХ-Э) методом;
- беспрессовым (жесткий пенопласт ПВ-1) способом.
В качестве исходного полимера берут латексные поливинилхлориды типов ПВХ-Л5, ПВХ-Л7, как газообразователи отдается предпочтение порофору ЧХЗ-57, бикарбонату натрия углекислому аммонию. Чтобы произвести эластичные пенопласты, вводятся специальные вещества, называемые пластификаторы.
При использовании для теплоизоляции пенопластов из поливинилхлорида вполне есть высокая вероятность того, что может возникнуть коррозия изолируемых металлических поверхностей как следствие выделения хлор-ионов, которые, в свою очередь, образовываются из-за частичного разложения полимера, который в свою очередь содержит соединения хлора. Поэтому эти материалы обычно проверяют на содержание в них свободного хлор-иона.
Пенопласт ПХВ имеет очень жесткую замкнуто-ячеистой структурой. Его цвет варьируется от ярко-белого до желтого. Он очень стоек к влиянию действия нефти и керосина. Важно отметить, что этот продукт отличается высоким уровнем трудосгораемости.
Промышленность производит пенопласт ПХВ-1 средней плотностью 85-115 кг/м3 и ПХВ-2 средней плотностью 150-195 кг/м3. Теплопроводность его варьируется от 0, 035 до 0, 058 Вт/(м·К). Также для него характерен довольно-таки низкий уровень водопоглощаемости.
Значение плотности пенопласта
Значение плотности пенопласта можно выразить в трех аспектах, во-первых, что собственно значит показатель плотности — «плотность пенопласта» определяет во многом его вес, то есть чем выше плотность материала, тем выше будет и его вес. Вес определяет удобство пользования материалом при монтаже, легкий материал легче монтировать, но при этом возникают определенного рода трудности, когда работа проходит на сильном ветру.
Также в этом аспекте плотность играет роль как определитель прочности материала, его способности выдерживать нагрузки.
Плотность в некотором смысле влияет также на теплопроводность пенопласта, его водонепроницаемость, сопротивляемость различным воздействиям химических веществ. То есть, в принципе, чем выше плотность пенопласта, тем он прочней, надежней. Но это не всегда зависит от плотности, более определяющую роль играет то, из каких полимеров изготовлен продукт, какие технологии использовались при его производстве.
Что касается второй стороны вопроса, то есть с позиции производителя, чем выше плотность пенопласта — тем выше его себестоимость, следовательно, продукт дороже. Читайте в нашей следующей статье, чем склеить пенопласт между собой и кокой клей для этого лучше выбрать.
Подведем итог
Вопрос о значении плотности пенопласта, по своей сути, можно рассматривать неоднозначно. С одной стороны говорят, что плотность — это совсем ненужный показатель, что необходимо указывать только прочность и теплопроводность (согласно Европейским стандартам на продукции пенопласта указываются только прочность и теплопроводность, как его важнейшие характеристики). Но что же делать с его гидроскопичностью и другими важными аспектами, при выборе продукта, ведь в регионах с очень повышенной влажностью это будет играть важную роль.
А ведь зная плотность покупаемого пенопласта можно самостоятельно, без особых усилий определить насколько он прочен, гидроскопичен, какова его теплопроводность. С другой стороны, повышая плотность продукции, производители пенопласта повышают свои доходы, при этом, не всегда обеспечивая потребителю качественный продукт, на который тот рассчитывает при выборе пенопласта.
Но опять же плотность материала важный показатель, который, по вышеназванным причинам, должен иметь место при выборе того или иного вида, типа, марки пенопласта. Значит, все-таки, вопрос об уровне плотности, все-таки, имеет значение.
vseprostroiku.ru
Полистирол рабочие температуры — Справочник химика 21
Максимальная рабочая температура, при которой можно применять полистирол, колеблется от 70 до 75°С. Твердое стекловидное состояние полистирола сохраняется лишь до 80 °С. При более высокой температуре он постепенно переходит в вы- [c.19]Текстильные ткани применяются для фильтрации аэрозолей в тех случаях когда уловленные частицы могут быть удалены из ткани или когда концентрация пыли настолько мала, что частой замены ткани не требуется К этой группе относятся в основном рукавные фильтры, соединяемые в батареи Обычно применяются шерстяные и хлопчатобумажные ткани в последние годы вошли в употребление также синтетические ткани из полиэтилена, полистирола и терилена Предельная рабочая температура, обеспечивающая [c.307]
Вследствие высокой температуры размягчения из поликарбонатов можно изготавливать различные детали с металлическими запрессовками, проводящими электрический ток, тогда как такие распространенные диэлектрики, как полистирол или полиэтилен из-за низких рабочих температур не годятся для этой цели. [c.282]
После создания в системе вакуума температуру печи медленно повышают, чтобы давление поддерживалось в области рабочих давлений данного прибора. После начального выделения окклюдированных или растворенных летучих соединений температуру повышают до тех пор, пока не начнется разложение полимера. Для полистирола эта температура составляет около 330° при повторении экспериментов получаются совпадающие результаты. [c.216]
Верхний предел рабочих температур полистиролов невелик и составляет от 60 °С до 100—108 °С. [c.152]
Допустимые рабочие температуры для винипласта — от О до 60° С для полистирола — не более 75° С для полиэтилена низкого давления— от —66 до +60° С для фаолита — от —30 до +120° С для фторопласта-3 — от —195 до + 125° С. [c.53]
Допустимая рабочая температура для фаолита — не более 120° С для полистирола — не более 75° С для винипласта — не более 60°С [Л. 4]. [c.50]
Срок службы ленточных и стержневых нагревателей значительно больше, поскольку их элементы не подвергаются действию атмосферной влаги, пыли и корродирующих паров. Удельная мощность этих нагревателей зависит от плотности расположения, стержней или лент в теле нагревателя. Ниже показана зависи-мость между удельной мощностью нагревателя и временем, необходимым для нагревания листа полистирола толщиной 0,3 мм до температуры формования (рабочая температура нагревателя. 650°, конечная температура листа 120°) [c.527]
Максимальная рабочая температура, при которой можно применять полистирол, равна 70—75°С. При 180—220 С полистирол можно перерабатывать в изделия методом литья под давлением. [c.573]
Важнейшие характеристики высокочастотных пластиков приведены в табл. 2.1. Видно, что, в отличие от других пластиков, фторопласт-4 имеет значительно более широкий диапазон рабочих температур полистирол ха- [c.43]
Стирольные ППУ являются новым видом пенопластов. Наряду с ППУ в строительстве широко используют пенополистиролы, которые стоят в 2—3 раза дешевле, чем ППУ, но уступают им по свойствам (не стойки к маслам, горючи и имеют низкие рабочие температуры). Снизить стоимость ППУ, не ухудшая их физико-механических свойств, удалось введением в исходную композицию в качестве наполнителя вспененных гранул полистирола. Равномерно распределяясь в ППУ, гранулы образуют крупноячеистую пространственную структуру. Особенностью ее является то, что плотность упаковки гранул полистирола, имеющих форму многогранников, способствует образованию ПУ перегородок вокруг них. Новый пенопласт получил название стирольного полиуретана (СПУ) [20]. [c.83]
Абрагам и Маркс [94], используя малое количество неподвижной фазы, снизили рабочую температуру анализа полициклических углеводородов. Так, 1,2-бензантрацен и нафтацен, кипящие соответственно при 437 и 450° С, элюируются при температуре колонки 200—225° С. (неподвижные фазы полистирол, апиезон L. силикон 2—4,5 вес. % на целите). [c.144]
До температуры стеклования для полистирола характерна небольшая величина удлинения при разрыве (3—4%) при более высокой температуре полистирол становится эластичнее, а затем мягким и липким, постепенно превращаясь в вязкую жидкость (около 185°С). Максимальной рабочей температурой, при которой можно применять полистирол, является температура 70—75°С. [c.110]
К недостаткам ПФО относятся низкая стойкость к действию растворителей, снижение свойств с повышением температуры до 200 °С, высокая стоимость. Для удешевления материала ПФО модифицируют полистиролом. При этом физико-механические свойства хотя несколько ухудшаются, но все же остаются достаточно высокими в пределах рабочих температур от —40 до +120°С. [c.138]
Теплостойкость полистирола по Мартенсу 80° С, по Вика 95— 110° С. Температура стеклования 80—82° С. При более высокой температуре полистирол переходит в высокоэластичное (каучукоподобное) состояние. Практически максимальная рабочая температура полистирола 70—75° С. Наиболее характерные свойства полистирола приведены в табл. 4. [c.78]
Полистирол. Полистирол (блочный, эмульсионный, ударопрочный и др.) имеет широкий диапазон температур переработки— от 150 до —250°С (рис. 5.21,а). В интервале рабочих температур полистирол (ПС) характеризуется высокой текучестью, хорошими литьевыми свойствами. ПС хорошо перерабатывается на машинах любого типа. Полимер негигроскопичен, поэтому не требуется подсушивание его перед переработкой. [c.214]
FF — сшитый полистирол, содержащий четвертичные аминогруппы. Полная объемная емкость 3,5 мг-экв/г, 1,3 мг-экв/мл предельная рабочая температура 60°. [c.61]
Область рабочих температур в этом случае определяется перерабатываемым продуктом. Например, отходы ПВХ и побочные продукты выше 200 °С отщепляют хлороводород, а при дальнейшей термической обработке (выше 400 °С) разлагаются на технический углерод и углеводороды. Жидкофазный пиролиз полистирола при температурах выше 350 °С ведет [c.148]
Теплостойкость полистирола по Мартенсу 80°, а по Вика 105—110° С. Температура стеклования 80—82° С. Выше температуры стеклования полистирол переходит в высокоэластичное (каучукоподобное) состояние, которое сохраняется в широком температурном интервале (80—I50° С и выше). По данным практики, максимальная рабочая температура полистирола 70—75° С. [c.117]
Обширные исследования по выяснению механохимических явлений при вибрационном измельчении карбоцепных полимеров, находящихся в стеклообразном состоянии (поливинилацетат, полистирол, полиметилметакрилат, поливиниловый спирт и полиизобутилен), принадлежат Барамбойму [24]. Этот автор исследовал деструкцию в довольно широком интервале температур (50—100°) при продолжительности обработки до 200 час. Рабочей средой служили воздух, азот, вода и ряд органических растворителей. [c.127]
Для спектрографического определения микроэлементов в нефти и природных битумах помещают 40—500 мг пробы в платиновый тигель, слегка нагревают, добавляют 0,15—0,25 мл концентрированной серной кислоты и осторожно перемешивают. Образец нагревают на песочной бане, медленно повышая температуру до 500 °С. Сухой остаток прокаливают в муфельной печи 2—3 ч при 600 °С. Золу растворяют в 0,5 мл концентрированной хлороводородной кислоты, кислоту выпаривают на водяной бане и сухой остаток растворяют в 0,5 мл 3 н, азотной кислоты. Рабочие эталоны с концентрацией определяемых элементов 0,1—50 мкг/г готовят непосредственно перед анализом путем разбавления концентрата водой. Графитовые электроды с плоским концом обжигают в дуге постоянного тока силой 6 А в течение 25 с и пропитывают полистиролом, погружая на 15 с в 3%-ный раствор полистирола в бензоле, и сушат. Электроды [c.190]
Термическая полимеризация стирола протекает с заметной скоростью, начиная со 100°С. Обычно рабочий интервал температур составляет 120—220°С. Процесс характеризуется низкой эффективностью инициирования энергия активации реакции инициирования 121 кДж/моль [312]. ММР полимера имеет наиболее вероятное распределение 2,0 [313,314], свидетельствующее о том, что молекулярная масса полимера контролируется реакцией передачи цепи. Однако полистирол, полученный методом полимеризации в массе в реальных промышленных условиях, имеет более широкое ММР, равное 3—3,5. [c.171]
Литье порошка пентапласта затруднено главным образом из-за сильного перегрева полимера. Следует помнить, что при переработке пентапласта в расплаве существует период индукции, поело чего возможна деструкция полимера с выделением различных токсических веществ [217]. Это может произойти, например, при выдержке расплава течение 1 ч при 240 °С. Во избежание этого не следует вести проце в при температурах выше 230 °С. Прочистка рабочих частей машин для переработки в расплаве блочным полистиролом или полиэтиленом гарантирует от подобных неприятностей. [c.80]
Стирол, нитрил акриловой кислоты, бутадиен —легковоспламеняющиеся вещества. Температура вспышки стирола, например, 30° С. Пределы взрываемости при 25° С и атмосферном давлении составляют (в %) для стирола 1,1—6,1, метилакрилата 1,5—11,6 и акрилонитрила 3,0—17,0. Пыль полистирола в смеси с воздухом образует опасные взрывчатые смеси, нижний предел взрываемости которых 20 г/м . Поэтому при работе должны быть созданы условия, исключающие возможность образования искр и накопления статического электричества. Работы с открытым огнем в рабочих помещениях не допускаются. [c.90]
Рабочая температура выбирается внутри диапазона, ограниченного минимально и максимально допустимыми значениями температуры. Низкие температуры термоформования более выгодны, поскольку они позволяют сократить периоды нагрева и охлаждения в цикле формования. Кроме того, чем ниже температура, тем выше уровень двухосной ориентации, а значит, выше ударная вязкость изделия. С другой стороны, более высокая температура позволяет увеличить воспроизводимость и точность размеров изделий. Обычно для термоформования используют экструзионные листы. Щелевая экструзия приводит к возникновению неизотропной молекулярной ориентации. Так, в случае экструзионного листа из ударопрочного полистирола толщиной 1,52 мм Шмидт и Карли [24] наблюдали 31 %-ную усадку в направлении экструзии и очень сдабую усадку [c.574]
Обычно основной температурной характеристикой кристаллических по-лн.меров считают температуру плавлепия, принимая при этом, что ценный комплекс свойств, присущих этим материалам (прочность, высокая дефор-ми ) ехМость и т. д.), сохраняется при любой температуре, вплоть до температуры плавления кристаллов. Однако, как нами было показано ранее [1] на примере изотактического полистирола, значение температуры стеклования аморфного полимера служит ванчной характеристикой при определении интервала рабочих температур этого же полимера в криста.тлическом состоя-]1пн. В настоящее время в связи с широким практическим применением кристаллических полимеров определение интервала рабочих температур особенно важно. [c.132]
Нихромовая проволока в стеклоизоляции дает довольно равномерный обогрев, но не может использоваться при температурах выше 370—420° вследствие кристаллизации стекловолокна. Удельная мощность таких нагревателей при максимальной температуре составляет около 2,2—3,3 вт/см поверхности нагревателя. Время, необходимое для нагревания материала при помощи этих нагревателей, больше, чем при использовании ленточных нагревателей (см. рис. 8,35). Например, лист белого ударопрочного полистирола толщиной 0,2 мм нагревается за 150 сек. при использовании нихромового нагревателя, изолированного стекломатом (рабочая температура 370°). Нагреватели ленточного типа из хромалокса (рабочая температура 540°) нагревают такой же лист приблизительно за 20 сек. [c.526]
Полистирол (блочный, эмульсионный, ударопрочный и др.) имеет широкий диапазон температур переработки — от 150 до 250° С (рис. 131). В диапазоне рабочих температур полистирол характеризуется большой текучестью, определяющей его хорошие литьевые свойства. Полистирол успешно перерабатывается на машинах с предварительной пластикацией и на машинах поршевого типа. [c.257]
Пиролитическую газовую хроматографию полистирола проводили в атмосфере гелия в интервале температур 400—1100°С в кварцевой лодочке с платиновой нагревательной спиралью [922]. Разделение проводили на колонке, заполненной хлоро-ваксом 70 с 30% апиезона или огнеупорны.м кирпичом с динонилфталатом в качестве неподвижной фазы при рабочей температуре 100—140 X. [c.233]
Эксплуатационные свойства изделий из пластических масс зависят от рабочей температуры. С понижением температуры увелп игвается прочность на разрыв, изгиб, сжатие, твердость п хрупкость изделий. При повышении температуры в пределах теплостойкости возрастает прочность на удар и удлинение при разрыве, сопротивление к многократным изгибающим усилиям при одповремеп-ном снижении твердости. Папболее распространенный вид пластмасс — полиэтилен — полностью теряет свои эластические свойства при температуре — 70°, а поливинилхлорид п полистирол — при 4-80°, [c.349]
Пленки из полистирола (ПС) (ГОСТ 12998 — 85) отличаются водостойкостью, прочностью, низкой стоимостью, хорошими диэлектричес1 ими свойствами, но имеют невысокую теплостойкость (рабочая температура ниже + 75 °С), хрупки и подвержены старению в атмосферных условиях. Поэтому в качестве пленочных материалов применяют сополимеры стирола с акрилонитрилом, бутадиеновыми каучуками и др. Они характеризуются повышенными механическими свойствами, химической стойкостью и теплостойкостью. Пленки на основе полистирольных пластиков обычно изготавливают методом экструзии. Они хорошо поддаются металлизации и дублируются с другими полимерными материалами. [c.11]
В случае полистирола использовались образцы со средним молекулярным весом 230 ООО, полученные термической полимеризацией. Образцы весом 15—30 шг нагревали с помощью предварительно разогретой печи, которую быстро передвигали в положение, необходимое для проведения пиролиза. Если пиролиз проводили при 500° и ниже, то образец нагревали от комнатной температуры до температуры пиролиза за 5 мин и затем выдерживали 30 мин при температуре пиролиза. Колебания конечной температуры составляли + 2°. При более высоких температурах после 2-минутного предварительного подогрева следовала 5-минутная выдержка при необходимой температуре колебания рабочей температуры составляли 5°. Остаток взвешивали, летучие продукты собирали и фракционировали. Фракции Узб и У-190 анализировали на масс-спектрометре. Средний молекулярный вес фракции Уп р определяли микрокриоскопическим методом. [c.49]
Более стоек полипараксилилен, в котором бензольные кольца связаны между собой через группу СН,. Его получают высокотемпературным пиролизом (нагреванием) ксилола — продукта сухой перегонки каменного угля. При нагревании полипараксилилен ведет себя подобно фторопласту не переходит в вязко-текучее состояние, но приобретает некоторую пластичность. Поэтому, применяя одновременно и высокую температуру и давление, можно спрессовать полимер в изделия несложной формы. Полипараксилилен используется в основном в качестве диэлектрика, так как диэлектрические показатели не хуже, чем у полистирола, а рабочие температуры доходят до 400°. [c.172]
Поливинилхлорид более пригоден для облицовки химической аппаратуры, чем смешанные полимеризаты вршила. Он для этой цели по своим механическим свойствам превосходит и полистирол. Широко применяют поливинилхлорид в химической промышленности для труб, кранов, фильтров, насосов и вентиляторов, Детали из поливинилхлорида легко и надежно сваривают и используют для конструирования различных сложных аппаратов. Сваривают поливинилхлорид в основном горячим воздухом. При длительной эксплуатации следует учитывать термопластический характер этого полимера и не превышать определенных рабочих температур. [c.252]
При замене перерабатываемого материала необходимо продолжать вращение червяка до полной очистки цилиндра. Температуру по зонам цилиндра снижают, либо уменьшая подвод тепла, либо вуслючив охлаждение. При этом новый материал поступает в цилиндр с более низкой температурой, чем это требуется для нормального ведения процесса. Далее машину постепенно вводят в рабочий режим, соответствующий условиям переработки нового материала. Таким образом устраняют опасность разложения нового перерабатываемого материала. Продолжительность перехода машины на другой режим работы может быть сокращена путем кратковременного пропускания полимера с низкой температурой плавления, например полиолефина или полистирола. Это устраняет возможность холостой работы оборудования. Необходимо не допускать охлаждения полиамида на червяке экструдера ниже температуры его отверждения. Остановка экструдера даже на несколько минут может привести к резкому охлаждению расплава. [c.191]
Для плоскостных биофильтров рекомендуется применять в качестве загрузочного материала пластмассовые блоки из поливинилхлорида, полиэтилена, полистирола и других жестких пластмасс, способных выдерживать температуру от 6 до 30°С без потери прочности. Биофильтры с плоскостной загрузкой проектируются круглыми, прямоугольными или многогранными (8- и 16-гранными) в плане рабочая высота принимается не менее 3—4 м и, 1как правило, они располагаются в отапливаемом помещении, [c.81]
Гели, используемые для заполнения колонок в ЭХ, должны отвечать определенным требованиям, среди которых основными являются устойчивость к воздействию растворителей, температуры, механическая устойчивость в рабочем состоянии, отсутствие адсорбционных свойств по отношению к разделяемым образцам. Чаще всего используют органические гели на основе полистирола (стирагели). Они представляют собой полимеры стирола, поперечно сшитые дивинилбензолом. Степень сшивания определяет жесткость, набухаемость и пористость гелей. Кроме полисти-рольных можно применять винилацетатные (меркогели), декстрановые (сефадексы) гели. Однако последние предназначены в основном для гельч )ильтрационной хроматографии, т, е. для работы с водны.ми системами. Наряду с органическими гелями в ЭХ используют и неорганические носители силикагели, пористые стекла. По своим механическим свойствам неорганические наполнители лучше органических. Однако они обладают более высокой адсорбционной способностью, [c.74]
Анализ углеводородов, загрязняющих воздух рабочих помещений ряда производств (сборка автомобильных шин, вулканизация лакированной резиновой обуви, производство полистирола), не представляет большого труда, поскольку в состав этих смесей не входят производные углеводородов, содержащие атомы других элементов (сера, азот, кислород, галогены). Идентификацию пиков на хроматограмме бензина производят по индексам удерживания Ковача и по температурному сдвигу индексов при 30 и 80° С, а также по чистым веществам. Правильность идентификации углеводородов, содержащихся в парах бензина — растворителя БР-1, проверяют по температурной зависимости индексов Ковача, а также с использованием табличных данных о температурах кипения углеводородов [135]. Пробу воздуха, загрязненную парами бензина, смывают с силикагеля н-деканом, который выходит на хроматограмме за последним компонентом смеси и не мешает определению. В парах бензина БР-1 содержатся громати-ческие углеводороды, -парафины, изо-парафины и нафтены, [c.105]
При больших масштабах производства для предварительного вспенивания гранул используют червячные машины -непрерывного действия, в которых вспенивание осуществляется с помощью пара (рис. III.6). Гранулы полистирола загружают в бункер, из которого с тюмо-щью тарельчатого питателя они равномерно подаются в червяк и продвигаются по нему с помощью винта (длина рабочей части червяка 3600 мм). Пар под давлением до 1,0 кгс/см подается в паровую рубашку червяка. Режим вспенивания регулируется подачей пара и скоростью прохождения гранул по червяку. Температура вспенивания 96—98°С, продолжительность 55—165 с. Производительность установки можно изменять в пределах от 1 до 2,5 м ч. [c.50]
Изучена возможность применения в качестве полупроницаемых мембран полимерных пленок отечественного промышленного производства из следующих материалов целлофана, регенерированной целлюлозы, ацетатцеллюлозы, триацетатцеллюлозы, полиэтилена, поливинилхлорида, полипропилена, полистирола, фторлона, поливинилбутираля, поливинилового спирта, полиэтилентерефта-лата, ацетобутиратцеллюлозы, поликарбоната, сарана и полика-проамида. Опыты проведены на водных растворах метанола (300 мг л) и Na l (3%) при рабочем давлении Ризб=150 ат и температуре = 20- 25°С. [c.88]
Что заменяет полистирол толщиной 5 мм. Утепление кровли, стен и перекрытия пенопластом. расчет и сравнение со значением для кирпича, минваты и дерева
Лист пенопласта толщиной 5 см какую кладку кирпича заменяет? А 8 см?
- Читаю ответы и фигею. Каким же бивнем нужно быть, чтобы отвечая на вопрос по эквивалентности кирпича и пенопласта сравнивать их несущие способности… Конечно сравнивают теплопроводность…
- 5 см пеноплекса это пол метра кирпича!!! И не слушайте оленеводов!
- И кирпич и пенопласт разные бывают.
Формально в 10 раз теплопроводность красного кирпича больше, чем высокопористого пенопласта. (0,56 и 0,05 Вт/м*град — соответственно)
Т. е. смело толщину пенопласта на 11 умножайте и получите толщину кирпичной стенки.
- Здравствуйте Лучшая самая! 😉
Вы про условия (параметры) оценки забыли упомянуть.. .
1)Если имеется ввиду теплопроводность?. .
Инженер Вам ответил.2)Если речь идт о механической прочности?. .
Пенопласт кирпичу НЕ замена. Особенно в сейсмоопасных регионах.3)Долговечность?
Кирпич будет служить дольше.4) Стойкость к воздействию окружающей среды (перепады температуры, влажности и пр.) ?
Пенопласт, в данном случае, даже Не строительный материал.. .5)Базопасность (физиологическая, химическая, экологическая) ?..
Опять же сравнение будет в пользу обоженной глины (кирпича).. .И вообще.. . Не тому Вас учат.. . ;-(
Пенопласт НЕ есть хороший выбор материала для строительства или отделки помещений.
И в этом ODIN, абсолютно, прав.. .Удачи Вам! 😉
- никакую
- Экструдированный пенополистирол Экстраплекс толщиной 20 мм по своим тепло- и звукоизолирующим свойствам эквивалентна кирпичной стене толщиной 370 мм
На современном рынке строительных материалов представлен широчайший выбор различных утеплителей, применение каждого из них обусловлено определенными требованиями в зависимости от назначения здания, условий эксплуатации и климата в данном регионе. Большинству требований, предъявляемых к утеплителям, соответствует пенопласт, который прочно занимает одну из лидирующих позиций на рынке нашей страны.
Преимущества материала
Пенопласт или пенополистирол представляет собой массив из спаянных между собой газонаполненных гранул полистирола, предварительно вспененных и отформованных беспрессовым методом. Материал изготавливается разной плотности, она зависит от размера и количества гранул в 1 м³. Если гранулы крупные, их количество на единицу объема будет меньше, а плотность материала ниже и наоборот, большое количество маленьких гранул придает ему высокую плотность и уменьшает теплопроводность. Пенопласт имеет ряд преимуществ, который и делает этот утеплитель таким популярным:
- Превосходные теплоизоляционные показатели одни из самых высоких. Более высокие теплоизоляционные свойства имеет только пенополиуретан, но стоимость его гораздо выше.
- Небольшой вес упрощает процесс доставки и монтажа.
- Пенополистирол практически не впитывает влагу.
- Современный пенопласт экологичен.
- Не поддерживает горение, при воздействии высоких температур материал просто разрушается без воспламенения.
- Изделия из пенополистирола обладают прочностью и жесткостью.
- Материал один из самых доступных по цене.
Из недостатков этого утеплителя можно выделить два существенных: он не может быть использован при высоких противопожарных требованиях к зданию или помещению, поскольку при пожаре разрушится. Второй недостаток заключается в том, что пенополистирол грызут мыши. Они это делают с целью обустроить себе теплое гнездо, а не ради пропитания, что еще раз доказывает экологичность материала, в базальтовой вате мыши гнезд не делают.
Вернуться к оглавлению
Свойства и параметры утеплителя
Теплопроводность – это передача тепловой энергии от одной части материала, которая имеет более высокую температуру, к другой части, с меньшей температурой. То есть, простыми словами, это способность материала проводить тепловую энергию. Выражается этот параметр в единицах Вт/(м*К) и называется коэффициентом теплопередачи.
Расшифровка единицы измерения теплопередачи следующая: это количество тепловой энергии в Вт, которую способен передать материал толщиной 1 м на площади в 1 м² при перепаде температур 1 °(Кельвин) за определенную единицу времени. Коэффициент теплопередачи уменьшается по мере того, как повышается плотность материала, то есть чем выше плотность, тем лучше его теплоизоляционные свойства. Значения характеристик при различной плотности представлены в Таблице 1.
Таблица 1
Величина теплопроводности является ключевой для расчета общего сопротивления теплопередаче ограждающих конструкций здания (стен, кровли, перекрытий). Последнее обозначается латинской буквой R, единица выражается в м² К / Вт и показывает, сколько тепла в Вт проходит через 1 м² площади стены или кровли заданной толщины за единицу времени при перепаде температур 1°К. Этот параметр зависит от материала стены и ее толщины, это видно из формулы:
Здесь δ – толщина стены в метрах, k – коэффициент теплопроводности. Для примера можно показать сколько тепла теряет 1 м² пенополистирола толщиной 1 сантиметр плотностью 10 кг / м³ за единицу времени при перепаде температур 1°К:
R = 0,01 / 0,044 = 0,227 м² К / Вт.
Данный параметр нормируется, он не может быть меньше того, что прописан в нормативной документации для каждого региона. Учитывая разницу климатических условий на просторах нашей страны и длительность отопительного сезона, минимальное нормируемое сопротивление теплопередаче наружных стен для южных регионов составляет 1,8 м² К / Вт, средней полосы – 3 м² К / Вт, а северных – 4,8 м² К / Вт. Значения R для пенопласта разной плотности и различной толщины отражены в таблице 2.
Таблица 2
Из таблицы 2 хорошо видно, что пенопласт толщиной 100 мм может полностью заменить другие строительные материалы стен в южных и средних регионах, так как такая конструкция соответствует современным требованиям нормативной документации (СНиП 23-02-2003). Материал толщиной 5 см и 2 см может применяться для дополнительного утепления существующих зданий из кирпича или бетона, так как ограждающие конструкции этих зданий не соответствуют современным требованиям по энергосбережению. При этом утеплитель толщиной 2 см зачастую целесообразно использовать для отделки стен изнутри помещения, это дешевле, чем выполнять наружные работы, и не отнимет много места от пространства комнаты.
Пенопласт (пенополистирол) и минеральная вата – самые популярные на сегодня теплоизоляционные материалы. У каждого из них есть свои достоинства и недостатки, есть и своя сфера применения. Пенопластовые плиты рекомендованы к использованию для наружной теплоизоляции стен, минвата – для утепления крыш и в качестве теплоизолятора при монтаже навесных фасадов. Тем не менее, бытует мнение, что эти материалы взаимозаменяемы. Так ли это? Попробуем разобраться.
Пенопласт: плюсы, минусы и особенности применения
Пенопласт – вспененный пластический материал – имеет чрезвычайно малый коэффициент теплопроводности. Это лучший теплоизолятор на планете. Подсчитано, что пенопластовая плита толщиной 10 см по теплозащитным свойствам заменяет 40 см дерева, 60 см газобетона, 90 см керамзитобетона, 150 см пустотного кирпича, 400 см железобетона.
Выигрывает пенопласт и в сравнении с минватой: 10 см пенопласта эквивалентны по теплозащите 16 см минеральной ваты.
Но вот от шума пенополистирольный пенопласт уберечь не может. Звукоизолятор из него никакой.
Что касается паропроницаемости, то эта характеристика варьируется в зависимости от плотности материала. Низкоплотный пенопласт по паропроницаемости близок к вате, высокоплотный – хоть с трудом, но пар пропускает, поэтому его можно использовать для изоляции только очень плотных стен.
Относительно экологической чистоты пенополистирола единого мнения нет. Споры по поводу токсичности полистирола длятся не один десяток лет. Еще советские ученые доказали, что в определенных условиях этот материал способен выделять токсичный стирол в окружающую среду. Однако результаты современных лабораторных исследований говорят о том, что качественный пенополистирольный пенопласт абсолютно безвреден. То мизерное количество стирола, которое он выделяет, не оказывает никакого воздействия на организм человека.
Совет: перед покупкой обязательно уточните содержание остаточного стирола – значение данного показателя должно находиться в пределах 0,01-0,05%.
От качества пенопласта зависит и срок его службы. Самые долговечные – беспрессовые марки ПСБ и ПСБ-С. Они не меняют своих свойств на протяжении 10-40 лет. Экструзионный служит еще дольше – до 80 лет.
Самая большая проблема пенополистирола – высокая горючесть. Стирольный пенопласт может загореться от одной искры. Под воздействием огня он плавится и выделяет черный токсичный дым. Для решения этой проблемы в пенопласты стали вводить специальные добавки – негорючие и гасящие пламя. Так появился новый тип пенополистирола – самозатухающий марки ПСБ-С. Искрой этот материал не поджечь, но от пожара он защиты не имеет.
Важно: все типы полистирольных пенопластов должны применяться исключительно для устройства наружной изоляции.
Минвата: основные свойства, достоинства и недостатки
Минеральная («каменная») вата – волокнистый материал, получаемый плавлением магматических горных пород. Достоинства минваты предопределены свойствами исходного сырья.
Несомненный плюс этого минерального утеплителя – огнестойкость. Температура плавления минваты – 800С. Она не только сохраняет все свои свойства при пожаре, но еще и препятствует распространению огня.
Минеральная вата занимает второе место по теплоизолирующим свойствам после пенопласта, но при этом обладает высокой гигроскопичностью – во влажной среде ее теплозащитные свойства значительно ухудшаются. Но в отличие от пенопласта минеральная вата не препятствует прохождению пара – выпадающий конденсат свободно проходит сквозь ее волокнистую структуру и испаряется с поверхности.
Еще одно преимущество минерального утеплителя – великолепные звукоизолирующие свойства. Вата из камня создает надежную преграду на пути прохождения звуковых волн.
Один из главных минусов этого материала – большой вес. При расчете стоимости утеплителя следует учитывать стоимость погрузки/разгрузки и доставки на стройплощадку. Кроме того, минеральные плиты требуют более мощных опор, в то время как пенопласт почти не добавляет веса строительным конструкциям.
Относительно экологической безопасности: есть данные, что одна из фракций волокон, образующих минвату, обладает канцерогенными свойствами, а используемый в ее производстве вяжущий материал выделяет высокотоксичное и чрезвычайно вредное для человека вещество – формальдегид. Как и пенопласт, минеральный утеплитель рекомендован для обустройства внешней изоляции.
Что лучше: пенопласт или минвата?
Сравним эти два материала по основным показателям:
- Теплоизолирующие свойства. По теплопроводности пенопласту нет равных. Проигрывает ему и минвата.
- Пожаробезопасность. Минеральная вата обладает высокой устойчивостью к возгоранию, чего нельзя сказать о пенопласте.
- Паропроницаемость. Минвата превосходит пенопласт по паропроницаемости примерно в 10 раз.
- Гигроскопичность. Пенопласт может использоваться во влажной среде без потери потребительских свойств. Каменная вата критична к воздействию влаги.
- Стоимость. Здесь выигрывает пенопласт – это самый дешевый стройматериал.
- Вес и удобство монтажа. Пенопласт весит намного меньше минваты. Его удобней обрабатывать, но трудней стыковать.
- Экологическая безопасность. И тот и другой материалы не рекомендованы для проведения внутренних работ.
- Биологическая и химическая стойкость. Минвата обладает устойчивостью ко всем органическим веществам и грибкам. Пенополистирол критичен к воздействию органических растворителей, но при этом не подвержен
Как видите, выбор утеплителя – задача сложная и многоплановая. При ее решении следует учитывать конкретные условия и собственные приоритеты. Отдавайте предпочтение проверенным системам утепления. Не забывайте и о подборе оптимальной толщины теплоизоляции.
Недавно утеплял балкон, если интересно .
Из современных теплоизоляторов пеноплекс считается самым эффективным. Изготавливается этот утеплительный материал из экструдированного полистирола, что автоматически делает его дешевым, но превосходящим по техническим характеристикам, таким, как , влагопоглощение и звукоизоляция, другие теплоизоляторы.
Производство пеноплекса и разновидности материала
Производство пеноплекса организовано по следующей технологии: мелкие гранулы полистирола в герметичной камере подвергаются воздействию высокой температуры (130 0 С-140 0 С), вследствие чего расплавляются, а после добавления порофоров вспениваются. Порофоры – это синтетические добавки, которые в процессе нагревания выделяют азот и углекислый газ, превращающиеся после остывания пеноплекса в застывшие воздушные пузырьки, равномерно распределенные по всему материалу.
Составляющие компоненты порофоров для производства экструдированного пенополистирола (пеноплекса):
Застывшая пена может содержать некоторые синтетические наполнители, присутствие которых определяет направленность применения утеплителя – для стен, фундамента, и т.д. Самые распространенные добавки – антипирены для повышения пожаробезопасности (снижения степени возгораемости), антиоксиданты для предохранения материала от окисления на открытом воздухе, антистатические вещества для снятия статического и динамического напряжения в ходе эксплуатации утеплителя, световые стабилизаторы (предохранение от негативного влияния УФ излучения), модифицирующие добавки и др.
Полистирольная пена под давлением выдавливается из камеры-экструдера на транспортер для окончательного формирования в плиты или блоки. Процент газов в утеплителе достигает 98% от всего объема готового пеноплекса, поэтому изделия имеют небольшой вес при внушительных габаритах. Размеры для каждой функциональной линейки утеплителя приведены в таблицах ниже.
Маленький размер пор (0,1-0,3 мм) и полная изоляция их друг от друга гарантирует высокие теплоизоляционные показатели любых марок пеноплекса. Для разных строительных объектов необходимо подбирать соответствующие серии и марки утеплителя, так как сооружения могут эксплуатироваться в разных условиях:
- Марка «К» разработана для утепления скатной или плоской кровли и крыши. Удельный вес (плотность) серии «К» – 28-33 кг/м 3 ;
- Серия «С» – утеплитель для внутренних и внешних стен с плотностью вещества 25-35 кг/м 3 ;
- Маркой «Ф» , цокольные и подвальные помещения. Материал с высокой влагонепроницаемостью, биологической устойчивостью и удельной массой ≥37 кг/м 3 ;
- Пеноплекс марки «Комфорт» – универсальная серия утеплителя с плотностью 25-35 кг/м 3 . Направление применения – утепление квартир, домов, подвалов, балконов и лоджий;
- Марка «45» имеет самые высокие показатели морозостойкости и прочности, удельная масса 35-47 кг/м 3 . Предназначен для теплоизоляции дорожного полотна, ВПП, и других сильно нагружаемых объектов и конструкций.
Отдельной категорией производятся сэндвич-панели, которые представляют собой усовершенствованный теплоизолятор для утепления чердаков и мансард, фасадов и фундаментов зданий. Сэндвич-панель имеет 2-3 слоя и цементно-стружечный лист в качестве нижней прослойки.
Эксплуатационно-технические свойства пеноплекса, достоинства и недостатки
- Теплопроводность – 0,03 Втм· 0 С, показатель не уменьшается даже при сильном увлажнении;
- Водонепроницаемость – 0,4-0,6% при погружении в воду на 24 часа и на месяц;
- Паропроницаемость материала можно сравнить с такими же показателями рубероида с толщиной слоев 20 мм;
- Химическая пассивность: пеноплекс не реагирует на контакты со строительными растворами и большинством агрессивных веществ. Вещества, с которыми контакт пеноплекса противопоказан: керосин, ацетон, формальдегид, бензол, ксилол, толуол, формалин, метилэтилкетон, эфир, солярка, бензин, деготь, краски и эпоксидныесмолы;
- Высокая механическая сопротивляемость к растяжению, сжатию, усилиям на разрыв и разновекторному давлению. Показатель прочности по сжатию у пеноплекса – 0,2-0,5 Мпа;
- Биологическая нейтральность – пеноплекс не заболевает плесенью, не разлагается и не загнивает;
- Широкий разброс рабочих температур – от -50 до +75 0 С. Температурный диапазон для каждой марки указывается на упаковке;
- Группы горючести для разных марок – разные, от Г1 до Г4, в зависимости от условий эксплуатации;
- Экологически безопасный материал без использования в производстве фенолов и фреонов;
- Гарантированная длительность эксплуатации ≥55 лет без заметных потерь в свойствах.
Достоинства пеноплекса:
- Свойства теплопроводности позволяют использовать пеноплекс даже на Крайнем Севере – многократные циклы заморозки/разморозки материала не влияют на его характеристики;
- Небольшой вес делает проще перевозку, складирование, хранение и утепление объекта, позволяет облегчить фундамент и не усиливать потолочные перекрытия;
- Простой монтаж без помощи специалистов и специальных инструментов – пеноплекс легко режется обычной ножовкой или резаком;
- Безопасность и экологичность – с материалом можно работать без средства индивидуальной защиты;
- Низкая стоимость всех марок утеплителя. Даже при большом расходе теплоизолятора затраты на его приобретение и монтаж окупаются за 2-3 сезона.
Недостатки пеноплекса:
- Невысокая пожаробезопасность – материал любой группы горючести, даже с антипиреновыми добавками, может загореться с выделением едкого токсичного дыма;
- Низкий коэффициент паропроницаемости, а при определенных погодных условиях – отрицательный. Поэтому пеноплексом не рекомендуется проводить внутренне утепление стен дома. Для сохранения оптимальных условий эксплуатации утеплителя нужно обеспечить приточно-принудительную вентиляцию в доме и вентилирование каналов в стенах, утепленных пеноплексом;
- Разрушение материала при попадании ультрафиолетового излучения – солнечных лучей. Необходимо защищать слой утеплителя штукатуркой или другими способами;
- Из-за гладкой поверхности адгезия пеноплекса с растворами довольно низкая, поэтому крепить утеплитель нужно только на дюбеля или специальный дорогостоящий клей, но не на строительные растворы.
Теплоизоляционный материал «Стена» – свойства и характеристики
Марка «Стена» – это переименованный утеплитель «Пеноплэкс 31» с антипиреновыми добавками, который усовершенствован для применения в утеплении «мокрых» фасадов, оснований зданий, цоколей и подвалов, перегородок и стен домов снаружи и изнутри, крыш и чердачных помещений. Характеристики пеноплекса марки «Стена» – в таблице ниже:
Утеплитель марки «Фундамент» – параметры и свойства
Марка «Фундамент» – это переименованный утеплитель «Пеноплэкс 35» без антипиреновых добавок, который теперь можно применять при создании теплоизоляции для оснований и цоколей зданий, отмосток и подвальных помещений. Прочность, водонепроницаемость и теплопроводность серии » являются его основными достоинствами. Характеристики «Фундамента» приведены в таблице ниже:
Пеноплекс «Кровля» – свойства и характеристики
Утеплитель из пеноплекса серии «Кровля» – это переименованный материал «Пеноплэкс 35», который рекомендуется использовать в утеплении скатных и плоских кровель любой конструкции. Применение серии «Кровля» делает дальнейшую эксплуатацию крыши максимально упрощенной, так как надежность и длительный срок эксплуатации утеплителя минимизируют возможность ремонта поверхности крыши. Популярность этого инновационного утеплительного материала вызвана и тем, что на такой поверхности можно устраивать оранжереи и летние сады – такие течения сейчас в моде. Пеноплэкс выдерживает настолько высокие нагрузки, что груз грунта до нескольких тонн ему нипочем. Характеристики марки утеплителя пеноплекс «Кровля» – в таблице ниже:
«Комфорт» – универсальная марка теплоизолятора
Марка теплоизолятора «Комфорт» – свойства и характеристики
Пеноплекс «Комфорт» – это модифицированный и усовершенствованный «Пеноплэкс 31С» с универсальными характеристиками. Материал активно используется при утеплении дачных построек, загородных домов и коттеджей. Высокая скорость монтажа и минимальные трудозатраты популяризуют утеплитель у частных домовладельцев – его используют для утепления чернового пола, фундамента и подвала дома, цоколя и кровли, стен и перегородок изнутри и снаружи здания. Пеноплекс «Комфорт» имеет высокие показатели по влагонепроницаемости и теплопроводности. В линейке серии пеноплекс марка «Комфорт» признана универсальной.
Пеноплекс предохраняет грунт от пучения при промерзании – при утеплении почвы этим материалом точка промерзания грунта поднимется. Эта серия оптимальна при утеплении дорожного и ж/д полотна, ВПП и технических площадей аэродромов. Плиты «Комфорт» сохраняют свои уникальные характеристики в течение всего времени эусплуатации. Характеристики марки утеплителя пеноплекс «Комфорт» – в таблице ниже:
Заблуждение думать, что пеноплекс и пенопласт – материалы-братья. Некоторые свойства пеноплекса можно приравнять к параметрам пенопласта, но не горючесть и водопоглощение.
Производители давно освоили изготовление и негорючего пенопласта, и хорошо горящего пеноплекса. Но истина заключается в том, что пеноплекс не может самовозгораться, а в зоне открытого огня он будет только плавиться, выделяя угарный (СО) и углекислый (СО 2) газы. Если пожар ликвидировать, то пеноплекс не будет даже тлеть.
Ниже представлен список часто задаваемых вопросов и ответов, относящихся к теплоизоляции ПЕНОПЛЭКС ® :
Отличия ПЕНОПЛЭКС ® от пенополистирола беспрессового (ПСБ)
Плиты ПЕНОПЛЭКС ® и пенополистирол (ПСБ) отличаются технологией производства. Беспрессовый пенополистирол создается путём «пропаривания» микрогранул водяным паром в специальной форме и их увеличения под воздействием температуры. Теплоизоляцию ПЕНОПЛЭКС ® изготавливают путём смешивания гранул полистирола при повышенной температуре и давлении с введением вспенивающего агента и последующим выдавливанием из экструдера. Именно поэтому пенополистирол ПЕНОПЛЭКС ® называют экструдированным. Также благодаря технологии производства по данной технологии ПЕНОПЛЭКС ® получает закрытую мелкопористую структуру, что в свою очередь обеспечивает высокую прочность, практически нулевое водопоглощение, как следствие — биостойкость и высочайшую долговечность плит ПЕНОПЛЭКС ® . Важным фактором также является более низкая теплопроводность ПЕНОПЛЭКС ® по сравнению с пенополистиролом беспрессовым (ПСБ), что позволяет сократить толщину требуемой теплоизоляции примерно на 30%.
Какой выбрать утеплитель: ПЕНОПЛЭКС ® или минеральная (каменная) вата?
Что лучше ПЕНОПЛЭКС ® или минеральная вата? Это вопрос, который довольно часто возникает у частных застройщиков. Каждый из этих материалов имеет свои плюсы. Например, ПЕНОПЛЭКС ® практически незаменим в нагружаемых конструктивах и влажной среде, при этом минеральная вата лучше показывает себя в звукоизоляции. Кроме того, некоторые типы минеральной ваты имеют более низкую цену, но этот плюс часто сходит «на нет» из-за низкого качества такой ваты, как следствие — большой усадки, а также необходимости большей толщины теплоизоляции.
ПЕНОПЛЭКС ® от минеральной ваты выгодно отличает ряд характеристик:
- более низкий коэффициент теплопроводности.
- высокая прочность на сжатие
- абсолютная влагостойкость (ПЕНОПЛЭКС ® не впитывает воду, благодаря чему сохраняет свои теплоизоляционные свойства в течение всего срока эксплуатации).
- абсолютная биостойкость (ПЕНОПЛЕКС ® не является матрицей для развития бактерий, плесени и прочих микроорганизмов).
- удобство при монтаже (ПЕНОПЛЭКС ® не требует специальных средств защиты при работе с ним).
Какая плотность у ПЕНОПЛЭКС ® ?
Плотность плит ПЕНОПЛЭКС ® для частного применения находится в пределах от 23 до 35 кг/м3. Для профессионального сегмента этот показатель может доходить до 45 кг/м3. При этом важно понимать, что плотность ПЕНОПЛЭКС ® не является ключевым фактором при определении сферы применения материала. Более важна такая характеристика, как прочность на сжатие. Прочностные характеристики ПЕНОПЛЭКС ® варьируются в более широком диапазоне. Минимальная прочность на сжатие при 10% деформации у плит ПЕНОПЛЭКС ® составляет 0,12 МПа, такие плиты используются для ненагружаемых конструктивов (например, для утепления стен). Более высокие показатели прочности на сжатие имеют плиты, предназначенные для утепления фундаментов — 0,3 МПа, поскольку именно эти конструкции воспринимают на себя основные нагрузки от здания. Марки ПЕНОЛЭКС ® предназначеные для дорожного строительства и конструктивов с повышенными нагрузками могут иметь прочность 0,50 Мпа и выше.
Широкий диапазон характеристик позволяет использовать плиты ПЕНОПЛЭКС ® для утепления практически любых конструктивов как в коттеджном и малоэтажном, так и в промышленном и гражданском строительстве.
Какая температура плавления ПЕНОПЛЭКС?
Температурный диапазон применения плит ПЕНОПЛЭКС ® находится в интервале от -70 до +75 градусов Цельсия, что позволяет использовать данный материал в любых климатических зонах.
При температуре выше 75 градусов Цельсия ПЕНОПЛЭКС ® может изменять свои механические свойства в сторону уменьшения прочности материала.
Сколько кирпича заменяет ПЕНОПЛЭКС ® ?
Если сравнивать материалы по теплоизолирующим свойствам, то плита ПЕНОПЛЭКС ® толщиной 50 мм (λ=0,034 Вт/м2°C) заменит 1280 мм кладки на теплоизоляционном растворе из кирпича полнотелого одинарного (λ=0,82 Вт/м2°C). (Согласно ГОСТ 530-2012 Кирпич и камень керамические. Общие технические условия. Таблица Г.1 — Теплотехнические характеристики сплошных (условных) кладок).
В среднем по теплоизоляционным свойствам 1 см ПЕНОПЛЭКС ® заменяет 25 см кирпичной кладки, но следует помнить — для каждого отдельного вида кирпича (силикатный, керамический, клинкерный) это сравнение будет разным.
Свойства поролона | Delo1
1. Плотность. Плотность вещества определяется, как отношение массы тела к объему, занимаемым этим телом. Или понятнее: плотность вещества – масса его единичного объема.
Для пористых материалов существует два вида плотности: а) истинная плотность, которая определяется без учета пустот, б) кажущаяся плотность учитывает пустоты (вернее объем пустот).
Для поролона правильнее рассчитывать кажущуюся плотность, так как материал – поролон – на 90% состоит из воздуха, заключенного в структурные ячейки поролона. Чем ячейки крупнее, тем меньше плотность поролона. Плотность поролона напрямую влияет на эксплуатационные свойства поролона. Стандартной поролон с плотностью 25 кг/м3 будет иметь напряжение сжатия в пределах 3,4-3,5 кПа.(см. следующий абзац).
Современное отечественное оборудование для производства поролона позволяет выпускать поролон с различной плотностью, обусловленной потребностью дальнейшего его применения.
2. Жесткость. Жёсткость — способность материала деформироваться при внешнем воздействии без изменения геометрических размеров. Напряжение сжатия — величина характеризующая жесткость поролона и показывающая согласно международному стандарту ISO 3386 DIN 5377, какую силу в кПа нужно приложить к образцу поролона, чтобы сжать его на 40%. Для повышения жесткости поролона технологи при производстве поролона используют различные добавки, усложняют рецептуру, добиваясь получения структуры поролона с полуоткрытыми ячейками. Механическое открытие ячеек (прокат листа поролона между валиками на специальном станке) снижает жесткость поролона.
3.Эластичность. При рассмотрении физико-механических свойств полимеров эластичность отождествляется с упругостью, то есть полимер после воздействия определенной силы способен к обратимой деформации без изменения формы, структуры, геометрических размеров и других свойств. Поролон обладает достаточно высокой эластичностью. Эластичность поролона зависит, в первую очередь, от его жесткости. Чем выше жесткость, тем ниже эластичность. Определяется это ……
4. Прочность. Про́чностью называют свойство материала сопротивляться разрушению под воздействием внешних сил в течении определенного времени. Показателями прочности являются предел прочности и относительное удлинение. Предел прочности эквивалентен силе, которую нужно приложить к образцу поролона для его разрушения. Относительное удлинение – это максимальное растяжение, которое приводит к разрыву образца поролона. Для стандартного поролона плотностью 25 кг/м3 эти величины (подтверждены опытным путем) считаются равными: 120-140 кПа и 240-280%.
5. Остаточная деформация. Остаточная деформация характеризует способность поролона сохранять свои функциональные качества в процессе эксплуатации, то есть определяется срок, в течении которого, поролон выполняет свое функциональное назначение (служит мягким сиденьем) без изменения формы и размеров. Остаточная деформация серьезный показатель качества эксплуатационных свойств поролона. Поролон с высоким показателем остаточной деформации не пригоден для длительной эксплуатации. Поролон с высокой плотностью, как правило, имеет низкий показатель остаточной деформации. Восстанавливаемость или остаточная деформация — процентное выражение равное соотношению измененных размеров к первоначальным размерам, после многократного приложения воздействия внешних сил.
6. Устойчивость к температурным колебаниям. Изменение температуры окружающей среды влияет на физико-механические свойства поролона. Так снижение температуры ведет к снижению эластичности поролона, повышение температуры – эластичность поролона восстанавливается. Снижение температуры поролона во влажной среде может привести к разрушению. Объясняется это достаточно просто: замерзая, вода увеличивает свой объем и разрушает стенки ячеек. Без наличия излишней влаги поролон выдерживает достаточно высокие температуры. Температура возгорания поролона (определено многочисленными испытаниями образцов поролона) равна + 255 С. При нагревании до критической температуры, поролон сначала плавится, затем загорается. Горение поролона протекает не очень активно, так как это высокомолекулярный продукт и для его активного горения требуется повышенное содержания в среде кислорода. Горение поролона сопровождается выделением токсичных соединений в виде летучих саж и ядовитых газов, что при пожаре является дополнительным поражающим фактором. Но наука не стоит на месте, и химики отработали процессы производства поролона с определенными добавками, которые значительно снижают горючесть поролона, а некоторые марки поролона можно отнести к классу негорючих материалов.
7. Отношение к воздействию ультрафиолетового излучения. Длительное воздействие солнечных лучей на поролон приводит к изменению первоначального цвета поролона. Изменение цвета поролона не сказывается на его эксплуатационных свойствах. Под воздействием ультрафиолета в структуре поролона происходит насыщение воздуха, находящегося в объеме ячеек, озоном, и как результат — пожелтение. Защита от изменения цвета поролона состоит в простом укрытии любым материалом, поглощающим или отталкивающим ультрафиолетовое излучение (ткань, бумага).
8. Звукопроницаемость. При проведении звукоизоляционных работ, как правило, применяют два вида звукоизолирующих материалов – а) материалы отталкивающие звуковые колебания (волны), б) материалы поглощающие (гасящие) звуковые колебания (волны). Поролон относится к звукопоглощающим материалам. Гашение звуковых колебаний поролоном объясняется тем, что структура поролона выстроена из ячеек полуоткрытого типа. Звуковые волны теряют силу от многократного столкновения со стенками ячеек, происходит угасание звуковых волн.
9. Экологичность. Экологичность обуславливается наличием свойств и качеств, которые в процессе функционального использования не наносят вреда окружающей среде. С этой точки зрения поролон выступает достаточно безопасным материалом. Поролон не выделяет в окружающую среду никаких вредных веществ (в силу законченности полимеризационных процессов), не выделяет пыли, не покрывается плесенью без наличия излишней влаги (свойство обусловлено наличием в составе поролона веществ с антисептическими свойствами).
10. Химическая активность. Поролон не реагирует с веществами, применяемыми при химической чистке, а так же с бытовыми мыльными растворами. Поролон не вступает в реакции взаимодействия с разбавленными минеральными кислотами (HCl, HNO3, h3SO4), щелочами, маслами и бензинами. Незначительно набухает поролон в этиловом спирте. Значительное набухание поролона происходит в ацетоне, этилацетате, нитробензоле и его производных. Поролон подвергается разрушению от воздействия бензола, концентрированных минеральных кислот, уксуса. Поролон имеет стабильную химическую структуру (полиуретан). Безопасность поролона подтверждена многолетними испытаниями.
11. Влагопоглощение. Влагопоглощение поролона значительно ниже, чем у ваты. К тому же, поролон легко отдает влагу при сушке, совершенно не меняя своих свойств и параметров.
12. Теплопрводность. Теплопроводность – перенос тепловой энергии частицами вещества, или количественная оценка способности вещества проводить тепло. Поролон обладает незначительной теплопроводностью. Низкая теплопроводность позволяет использовать поролон как эластичный утеплитель.
13. Электропроводность. Электропроводность — это способность тела проводить электрический ток. Поролон представляет собой неметаллический и не токопроводящий материал с мелкоячеистой структурой, с заполненным воздухом внутриобъемным пространством. Поролон – диэлектрик. Электропроводность поролона можно повысить введением в состав металлсодержащих наполнителей: порошки металлов, металлические волокна, металлизированные ткани и др.
Как изготавливают пенопласт
Главная → Статьи → Как изготавливают пенопластТакой популярный материал, как пенопласт, производя из полистирола. Производство пенопласта происходит в несколько этапов:
1. Полистирол вспенивают в специальном автоклаве под действием нагревания и нагнетания высокого давления.
2. Во время этого процесса добавляют пентан – специальный газообразователь до получения гранул.
3. Под действием высоких температур гранулы спекают между собой.
4. Пенопласт остужают и режут на необходимые плиты.
Благодаря газу, который наполняет гранулы, пенопласт является достаточно легким и низкоплотным материалом. Производство пенопласта гарантирует ему отличные звуко- и теплоизоляционные свойства. Это делает данный материал практически незаменимым при обустройстве жилых помещений.
К тому же, при покупке такого материала, как пенопласт, цена достаточно низкая, что делает его доступным. Это качество очень ценно, ведь подобный изоляционный материал необходим в больших количествах.
Основные свойства пенопласта:
— низкая температура плавления;
— нетоксичен, что позволяет широко применять пенопласты в качестве упаковочного материала и в строительстве;
— малый вес, что создает легкость монтажа этого материала;
— безопасность для здоровья.
Недостатки пенопласта:
— неустойчив ко многим техническим жидкостям (ацетон, бензол, дихлорэтан, резиновый клей) и парам, поэтому нужно учитывать лакокрасочные материалы, которые будут использоваться в помещении, утепленном пенопластом;
— некоторые недобросовестные производители с целью снизить себестоимость этого материала, используют некачественное сырье. В результате, хотя производство пенопласта происходило в необходимых условиях, качество продукции получается низкое. Такой материал легко разрушается под действием внешних факторов и имеет ограниченный срок годности. Кроме того, в процессе разрушения он выделяет вещества, опасные для здоровья;
— благодаря своей шероховатой поверхности, пенопласт создает условия для накопления пыли и загрязнений, которые не всегда можно отмыть водой, а использование химических средств может повредить материал.
Все достоинства и недостатки пенопласта характеризуются принципом его производства и качеством сырья, из которого его делают. В случае использования вторсырья при производстве – пенопласт легко крошится, может плохо обрабатываться и выглядеть слегка грязноватым.
Преимущества пенопласта:
— этот материал стойкий к микроорганизмам, не является благоприятной средой для обитания грибов и водорослей;
— легко обрабатывается с помощью любых инструментов, в том числе с помощью горячей проволоки;
— его можно применять в качестве легкого заполнителя отсеков, с целью обеспечения плавучести судов;
— широко используется для изготовления нагрудников и спасательных жилетов;
— качественный пенопласт используют для создания медицинских тар с целью транспортировки донорских органов;
— он является отличным изоляционным материалом;
— используется для упаковки товаров;
— служит теплоизолятором в бытовых приборах;
— используется в качестве конструкционного строительного и отделочного материала.
Чтобы продать пенопласт, цена должна соответствовать качеству. Многие производители стараются снизить себестоимость продукции, ухудшая, таким образом, ее свойства, но не меняют при этом цену. Чтобы не попасть на подобную махинацию, лучше внимательно выбирать продукцию или обращаться к проверенным поставщикам. Если вы хотите приобрести хороший и качественный пенопласт – цена должна быть не слишком низкой. Внешне качественный товар имеет ровные срезы, белоснежный цвет и не крошится.
3688 просмотров.
Порошковый форполимер термокомпрессионного синтактического пенопласта
Изобретение относится к области порошковых полимерных материалов, в частности термопластичных композиций, предназначенных для изготовления синтактических пенопластов с плотностью в диапазоне 100-500 кг/м3 методом термического спекания в формообразующей закрытой оснастке.
Отличительной особенностью изготовленных из порошкового форполимера пенопластовых заготовок является их способность к вторичному расширению в свободном состоянии или создании давления на внутреннюю поверхность оснастки в замкнутом объеме в диапазоне температур 130-170 °С и способность к термической сварке в диапазоне 130-170 °С.
Известна группа изобретений синтактических термопластичных пенопластов из композиций на основе неорганических микросфер, олигомерного преполимера полиэфиримида и функциональных добавок (US 5691390, дата публикации 25.11.1997 г.; US 5532295, дата публикации 02.07.1996 г.). Композиции являются форполимером для получения синтактического термопластичного пенопласта, который готовят путем смешения всех компонентов в жидкой среде, с её последующем упариванием и термообработкой системы при температуре 320-340 °С. В результате образуется термопластичный синтактический пеноматериал. Недостатками методов является отсутствие термокомпрессионных свойств у пеноматериалов, использование жидкой среды смешения и необходимость её удаления, высокая температура получения материалов.
Наиболее близкий аналог описан в патенте US2012247646A1. В качестве полимерной базы используется термореактивная система на основе эпоксидной смолы и отвердителя. В качестве вспенивающего компонента используют смесь расширенных и не расширенных полимерных сфер Expancel, также в систему введены арамидные волокна для упрочнения. Данная композиция рекомендована для заполнителя крюка клюшки и также обладает термокомпрессионным эффектом. Недостатком материала является использование в качестве основы термореактивной смолы, отверждение которой необходимо производить по заданным режимам, кроме того, после отверждения материал не проявляет термокомперссионных свойств. Также материал не позволяет переформовывать или исправлять дефекты заготовки в случае неудачного формования.
Технической задачей предложенного изобретения является создание исходного однокомпонентного сырья, позволяющего изготавливать синтактические пеноматериалы методом спекания в формообразующей оснастке, которые обладают способностью к вторичному расширению при нагревании и термической сварке.
Указанная задача решается предложенным порошковым форполимером термокомпрессионного синтактического пенопласта, который содержит полимерные нерасширенные микросферы, способные к расширению в температурном диапазоне до 150 °С, термостойкостью не менее 170 °С, диаметром до 40 мкм в нерасширенном состоянии и насыпной плотностью в расширенном состоянии не более 40 кг/м3, взятых в количестве 4-50 мас. % от общей массы композиции, порошок термопластичного полимера с размером частиц 1-315 мкм и температурой текучести (или плавления) не более 150 °С, в количестве 50-95 мас. % от общей массы композиции, пирогенный диоксид кремния с удельной поверхностью в диапазоне 175-380 м2/г, в количестве 0,02-1 мас. % от общей массы композиции и неорганический наполнитель-пигмент в количестве 0-20 мас. % от общей массы композиции.
При этом в качестве полимерных нерасширенных микросфер используют микросферы Expancel 093 DU 120, Expancel 920 DU 40, Expancel 920 DU 80, Expancel 920 DU 120, Expancel 930 DU 120, Expancel 950 DU 80, Expancel 951 DU 120.
В качестве порошка термопластичного полимера используют порошкообразные акрилонитрилбутадиенстироловая (АБС) смола, поливинилхлорид, поливинилбутираль, сополимеры поливинилидендифторида, сополимеры на основе полиамидов, сополимеры на основе полиэфиров, полиуретаны.
В качестве пирогенного диоксида кремния используют Аэросил 175, Аэросил 300, Аэросил 380.
В качестве неорганического наполнителя-пигмента используют диоксид титана, красный железоокисный, сажа, алюминиевая пудра и др.
Техническим результатом изобретения является разработка состава порошкового форполимера, который обеспечивает изготовление синтактических пеноматериалов методом спекания в формообразующей оснастке, и обладает способностью к вторичному расширению и термической сварке.
Технический результат достигается за счет использования системы порошковых компонентов, каждый из которых выполняет определенные функции, необходимые для создания синтактических пеноматериалов методом термообработки в формообразующей оснастке, и обладающих способностью к вторичному расширению при нагревании и термической сварке.
Порошковый форполимер термокомпрессионного синтактического пенопласта состоит из следующих компонентов:
1. Полимерных нерасширенных микросфер, способных к расширению в температурном диапазоне до 150 °С, термостойкостью не менее 170 °С,диаметром до 40 мкм в нерасширенном состоянии и насыпной плотностью не более 40 кг/м3 в расширенном состоянии.
Наличие нерасширенных сфер позволяет формовать синтактические пеноматериалы в формообразующей оснастке при нагревании без применения специализированного прессового или автоклавного оборудования во первых за счет расширения состава в формообразующей оснастке до габаритов формы, во вторых за счет внутреннего давления в сферах, которое уплотняет порошковую композицию и позволяет сплавлять, входящие в состав разработанной композиции, термопластичные частицы. Целесообразно использовать сферы в количествах 4-50 мас. % от общей массы композиции. При понижении содержания нерасширенных сфер в составе менее 4 мас. % давления уплотнения, возникающего при термообработке композиции, не достаточно для сплавления монолитного блока синтактического заполнителя. При увеличении содержания нерасширенных сфер выше 50 мас. % наблюдается низкая прочность блока за счет недостаточного объемного содержания термопластичного связующего. В качестве полимерных нерасширенных микросфер сферы Expancel 093 DU 120, Expancel 920 DU 40, Expancel 920 DU 80, Expancel 920 DU 120, Expancel 930 DU 120, Expancel 950 DU 80, Expancel 951 DU 120.
2. Термопластичного полимерного порошка с размером частиц 1-315 мкм и температурой текучести (или плавления) не более 150 °С. Использование порошковой формы полимера с размером частиц 1-315 мкм обеспечивает легкое смешение частиц с другими порошковыми компонентами системы. Использование полимера, относящегося к классу термопластов, обеспечивает возможность синтактического пенопласта к вторичному расширению и сварке благодаря наличию у термопластичных полимеров вязкотекучего состояния при повышении температуры выше температуры плавления (кристаллические термопласты) или текучести (аморфные термопласты). Использование термопластов с температурой плавления (текучести) менее 150 °С позволяет согласовать совместное применение указанных нерасширенных сфер и термопластичного порошка, так как при данной температуре выбранные сферы еще стабильны, при этом значительно расширяются, максимально уплотняя заготовку в ограниченном объеме формообразующей оснастки. Целесообразно использовать термопластичный порошковый полимер в количестве 50-95 мас. % от общей массы композиции. Снижение содержания менее 50 мас. % приводит к недостаточной прочности синтактического пенопласта, увеличение более 95 мас. % не позволяет качественно спрессовать пенопласты ввиду нехватки нерасширенных сфер создающих давление.
В качестве термопластичного полимерного порошка могут быть использованы: акрилонитрилбутадиенстироловая (АБС) смола, поливинилхлорид, поливинилбутираль, сополимеры поливинилидендифторида, сополимеры на основе полиамидов, сополимеры на основе полиэфиров, полиуретаны.
3. Пирогенный диоксид кремния с удельной поверхностью в диапазоне 175-380 м2/г и в количестве 0.02-1 мас. % от общей массы композиции. Использование данного компонента существенно повышает сыпучесть порошкового форполимера, благодаря чему при расширении сфер порошковая композиция равномерно распределяется внутри формообразующей оснастки, заполняя все полости и в точности повторяя геометрию оснастки. При использовании менее 0,02 мас. % сыпучесть композиции не повышается, при использовании более 1 мас. % наблюдается ухудшение прочностных характеристик синтактического пенопласта за счет существенного повышения вязкости. Может быть использован Аэросил 175, Аэросил 300, Аэросил 380.
4. Неорганический наполнитель-пигмент в количестве 0-20 мас. % от общей массы композиции. Получаемые на основе порошкового форполимера пенопласты могут быть как естественного цвета и не содержать пигмент, так и наполнены неорганическим пигментом-наполнителем. Могут быть использованы диоксид титана, красный железоокисный, сажа, алюминиевая пудра и др.
Примеры реализации изобретения.
Влияние состава порошкового форполимера на его технологические свойства представлено в таблице 1.
Оптимизация рецептуры была использована на примере композиции на основе поливинилбутираля в порошковой форме с размером частиц не более 315 мкм и полимерных нерасширенных сфер Expancel 920 DU 80.
Формование осуществлялось следующим образом.
Внутренние поверхности формообразующей оснастки обрабатываются разделительным смазкой/составом в соответствии с рекомендациями на его применение.
Вычисляется внутренний объем цилиндрической формообразующей оснастки по формуле:
Vform = πD2*H/4;
D (см) – диаметр оснастки;
H (см) – диаметр оснастки;
Vform (см3) – внутренний объем формообразующей оснастки.
В оснастку помещается навеска форполимера, масса которой вычисляется по формуле:
m (г) = 0,2 × Vform(см3), где
m (г) – навеска форполимера.
Затем оснастка закрывается и помещается в прогретый до 150 °С термошкаф на 50 минут.
По истечение выдержки, оснастка вынимается, охлаждается до температуры менее 50 °С и элементы оснастки размыкаются. Полученная заготовка извлекается из оснастки, при помощи штангенциркуля измеряются её геометрические размеры и вычисляется её объем.
Тест считается выполненным если:
— полученная заготовка монолитная, и в ней отсутствуют неоднородности;
— объем заготовки отличается от внутреннего объема формообразующей оснастки не более чем на 1%.
В случае образцов 1 и 2 формования синтактического пенопласта по геометрическим размерам оснастки не происходит ввиду плохой сыпучести порошкового форполимера. Образцы 3-6 демонстрируют влияние состава на технологические свойства форполимера и прочностные свойства пенопласта. Образец 7 показывает, что понижение содержания термопласта до уровня менее 50% приводит к повышению хрупкости пенопласта.
Примеры 8-12(Таблица №2) демонстрируют возможность использования других порошковых термопластов, с температурой плавления (текучести) не более 150 °С и других марок полимерных сфер для получения порошкового форполимера и термокомпрессионного синтактического пенопласта на его основе.
Ниже представлены операции по изготовлению форполимеров, пенопластов на их основе и демонстрации термокомпрессионных свойств.
Порошковый форполимер готовят смешением микросфер, порошкового термопласта, аэросила и пигмента в смесителе роторного типа.
Затем проводится операция изготовления синтактического пенопласта из порошкового форполимера. Полученный порошковый форполимер (масса образца определяется требуемой плотностью пенопласта) помещают в металлическую оснастку, изготовленную из металлического водопроводного ниппеля-бочонка с внешней резьбой ¾’’ и двух заглушек с внутренней резьбой ¾’’, объем полученной полости составляет 10 см3. Закручивают и нагревают оснастку при температуре 150 °С в течение 40 минут. После охлаждают оснастку до комнатной температуры, раскручивают и получают цилиндр из синтактического пенопласта диаметром 2 см и высотой 3,2 см.
Оценку способности к вторичному расширению синтактического пенопласта-демонстрацию термокомпрессионных свойств осуществляют следующим образом. Полученный цилиндр синтактического пенопласта помещают в свободном состоянии в термошкаф, прогретый до 150 °С на 30 минут. В результате вторичного нагревания за счет возникающего внутреннего давления происходит увеличение образца в объеме при сохранении цилиндрической формы.
Таким образом, разработан состав порошкового форполимера, который обеспечивает изготовление синтактических пеноматериалов методом спекания в формообразующей оснастке, которые обладают способностью к вторичному расширению и термической сварке.
Полученные из порошкового форполимера пенопласты могут быть рекомендованы к применению в качестве пенопластовой сердцевины для изготовления изделий из полимерных композиционных материалов, основы для водо- и топливостойких поплавков и других изделий с положительной плавучестью в указанных средах, искусственных бутылочных пробок и других закупоривающих материалов.
Можно ли засыпать пенополистирол в духовку?
Можно ли использовать пенополистирол в духовке ? Большинство людей задают этот вопрос на миллион долларов. Хотя у вас может возникнуть соблазн разогреть остатки в духовке, все же полезно знать, считается ли пенополистирол безопасным для использования в духовке. Пенополистирол безопасен для микроволновой печи, но безопасен ли он в духовке? Давайте выясним, можно ли безопасно использовать пенополистирол в духовке, чтобы не рисковать своими картами.
Можно ли класть пенополистирол в духовку?
№Ставить пенополистирол в духовку небезопасно. Пенополистирол изготавливается из вспенивающегося полистирола, который не выдерживает экстремальных температур. Поэтому никогда не используйте посуду из пенополистирола в духовке. Обычно он начинает размягчаться при 212 градусах по Фаренгейту и таять при 464 градусах по Фаренгейту.
Вы можете использовать контейнеры из пенополистирола для хранения остатков еды в холодильнике, но никогда не используйте их для разогрева пищи в духовке.
Хотя пенополистирол безопасен для микроволновой печи, не используйте его в духовке.Он имеет температуру плавления до 400 градусов по Фанхериту и может быстро достичь этой температуры, когда помещается в духовку. Кроме того, пенополистирол легко воспламеняется и может быстро взорваться при использовании в духовке.
Температура в духовке отличается от температуры микроволновой печи. Поэтому, когда вы кладете пенополистирол в духовку, он начинает плавиться и в конечном итоге загорается. Это может быть угрозой вашему здоровью по следующим причинам.
При горении пенополистирола выделяется токсичный дым, который может быть вредным при вдыхании.Опять же, пенополистирол может быть опасен для всей вашей семьи при возгорании. А поскольку потушить огонь в духовке практически невозможно, нужно принять меры предосторожности.
Что такое пенополистирол?
Пенополистирол относится к типу пенополистирола, производимому путем экструзии пенополистирола. Прежде чем углубляться в то, что такое полистирол и процесс производства пенополистирола, давайте взглянем на различия между пенополистиролом и экструдированным полистиролом:
- Процесс производства экструдированного полистирола включает смешивание ингредиентов и их плавление.
- При использовании пенополистирола тепло или пар попадают на формы, заполненные полистирольными шариками. Это заставляет их развиваться и держаться вместе.
Полистирол — это прочный пластмассовый материал, используемый в производстве различных регулярно используемых продуктов. Его получают из мономера стирола. При превращении в пену полистирол является наиболее предпочтительным из-за его амортизирующих свойств.
Если внимательно осмотреть кусок пенополистирола, можно заметить несколько белых сфер.Часто это вещества, которые были расширены из определенного объекта, независимо от материала. Гранулы полистирола относительно меньше, чем шарики из пенополистирола.
На практике шарики из полистирола помещают в герметичную металлическую форму. Не забивайте формы бисером; вместо этого заполните их. Доведите до кипения несколько минут и дайте остыть. Открыв его, вы заметите значительное расширение бусинок.
Для чего используется пенополистирол?
Пенополистирол применяется для большинства кухонных принадлежностей — от контейнеров для пищевых продуктов до чашек и тарелок.Этот вид упаковки легкий и подходит для консервирования холодных продуктов. Вот почему большинство поставок продуктов питания осуществляется в пенопластовых контейнерах. Сегодня это довольно популярно.
Какова цель упаковки из пенополистирола для пищевых продуктов?
Если контейнеры из пенополистирола небезопасны в духовке, зачем в них упаковывать продукты? Что ж, есть много причин, по которым рестораны предпочитают пенополистирол для хранения продуктов.
Во-первых, материал (полистирол) относительно дешевле, чем другие альтернативные варианты упаковки. Хотя такие альтернативы, как биопластики, переработанный алюминий и биоразлагаемая бумага, являются экологически чистыми, они нерентабельны.
Во-вторых, пенополистирол полезен для изоляции. Пена имеет теплоизоляцию, которая отлично поддерживает температуру ваших блюд. С пенополистиролом вам не нужно беспокоиться о правилах нагрева во время транспортировки.
Наконец, пенополистирол легкий, что делает его мобильным и портативным. Конфигурация также позволяет легко переносить контейнеры, что делает их идеальным вариантом для цифровых кочевников.
Какие температуры может выдерживать пенополистирол?
Полистирол начинает размягчаться при 212 градусах по Фаренгейту и плавиться при 464 градусах по Фаренгейту. А поскольку пенополистирол сделан из пенополистирола, он плавится при помещении его в духовку .
По этой причине никогда не ставьте емкости из пенополистирола в духовку. Полистирол не выдерживает экстремальных температур, поэтому вы можете использовать его для хранения продуктов в холодильнике.
Что такое точка плавления?
Как упоминалось ранее, пенополистирол представляет собой пенополистирол и начинает плавиться при температуре 464 градусов по Фаренгейту (240 градусов по Цельсию). Стоит отметить, что это температура плавления, и поэтому пенополистирол начнет размягчаться, прежде чем достигнет этой степени.
212 градусов по Фаренгейту (100 градусов по Цельсию) — это самая низкая температура, которую он может выдержать, но он все равно станет мягче. Поэтому рекомендуется проявлять особую осторожность, если изделие из пенополистирола находится вблизи источников тепла.
Что происходит, когда вы кладете пенополистирол в духовку?
Если положить пенополистирол в духовку, он начнет разлагаться.Если оставить пенополистирол в духовке без присмотра, он превратится в мягкую липкую кучу. Поскольку пенополистирол содержит стирол, при его горении может образоваться некоторое количество масла. Стирол — органический компонент и маслянистая жидкость.
Учтите, что это произойдет только в том случае, если духовка горит. Хотя полистирол отлично подходит для хранения продуктов в холодильнике, не используйте его в духовке. Это связано с тем, что полистирол представляет собой пластиковую форму, которая может плавиться в горячей духовке, выделяя токсичные вещества в вашу пищу.
Что использовать для запекания в духовке вместо пенопласта?
Теперь, когда вы знаете, что пенополистирол небезопасен для использования в духовке, каковы альтернативы его использованию в духовке? Давайте узнаем:
1. Контейнер для духовки
Хотя использование пенополистирола в духовке небезопасно, существует множество альтернатив для контейнеров, пригодных для использования в духовке. Для полной эффективности проверьте этикетку о безопасности в духовке на ваших коробках, прежде чем помещать их в духовку.
2.На листе печенья
В зависимости от того, какую пищу вы собираетесь разогреть, подойдет любая плоская посуда, например противень. Они достаточно просторны, чтобы облегчить приготовление даже в духовке. В отличие от контейнеров, противни относительно быстро отводят тепло.
3. На алюминиевой фольге
Алюминиевая фольга улучшает процесс очистки посуды после использования в духовке. Для большей эффективности выстелите его на сковороде, особенно при разогреве грязных продуктов.Когда вы закончите готовку, просто снимите фольгу и утилизируйте ее.
Что происходит, когда вы готовите пищу из пенополистирола в микроволновой печи?
Как и в духовке, пенополистирол размягчается в микроволновой печи и со временем выделяет токсичные компоненты в пищу. Пенополистирол можно использовать в микроволновой печи, но не рекомендуется, поскольку он связан с процессом нагрева.
Тем не менее, стоит отметить, что пенополистирол, пригодный для использования в микроволновой печи, предназначен для защиты от волн в духовке, и употреблять пищу из него совершенно безопасно.Просто убедитесь, что это правильный материал, чтобы не усложнять ситуацию.
Для чего использовать контейнеры из пенополистирола?
Контейнеры из пенополистирола могут быть полезны во многих отношениях, в том числе для хранения холодных продуктов. Так что совершенно нормально, если положит остатки еды в пенополистирол и хранит их в холодильнике для дальнейшего использования.
Аналогично, можно использовать стаканы из пенополистирола для холодных напитков . Не наливайте в эти чашки горячие напитки.Хотя говорят, что чашки из пенополистирола дольше поддерживают температуру горячих напитков, их не рекомендуется использовать с какими-либо горячими напитками.
Вместо этого используйте бумажные стаканчики для горячих напитков. Они относительно безопасны, к тому же их легче перерабатывать по сравнению с другими материалами. Также избегайте использования контейнеров из пенополистирола для сильно кислых продуктов. К таким относятся блюда с томатным соусом.
Это также означает, что вы никогда не должны использовать кислые напитки, такие как коктейли и соки цитрусовых, в стаканах из пенополистирола.Вместо этого вы можете использовать стеклянные чашки, так как они могут выдерживать кислотность. Между тем, не используйте стаканы из пенополистирола для спиртных напитков, а также емкости для жирных продуктов. Другими словами, используйте только чашки и емкости из пенополистирола для предметов, не содержащих кислоты, масла или спирта.
Сравнение сейфов для СВЧ и пенополистирола
Если пенополистирол небезопасен в духовке, почему он считается безопасным для микроволновой печи? Что ж, микроволны включают в себя магнетронный метод приготовления, который заставляет молекулы в вашей пище вибрировать, выделяя тепло.Химический состав пенополистирола способствует этому процессу нагрева, что делает его безопасным для использования в микроволновой печи.
В отличие от этого, духовки включают в себя общий нагрев за счет подачи сильного лучистого тепла к предметам через электрический нагреватель. Точно так же это нагреет пенополистирол, заставляя его гореть и в конечном итоге расплавиться. Как указывалось ранее, это будет означать опасность для здоровья и безопасности.
Тем не менее, вам нужно проверить этикетку, пригодную для использования в микроволновой печи, прежде чем бросать ее в микроволновую печь. Сегодня большинство пенополистирола таковым, но было бы полезно, если вы дважды проверьте, чтобы быть на более безопасной стороне.Эта разница в режиме нагрева делает пенополистирол безопасным для использования в микроволновой печи, а не в духовке.
Как бы вы ни хотели, чтобы этот кухонный прибор пришел вам на помощь, безопасность должна быть вашим приоритетом номер один. Не кладя пенополистирол в духовку, вы повысите не только свою безопасность, но и безопасность всего дома, включая домашних животных. Сгоревший пенополистирол может стать причиной пожара или, что еще хуже, вызвать проблемы со здоровьем при вдыхании токсичного дыма.
Часто задаваемые вопросы
1.Можно ли положить пенополистирол в духовку, чтобы согреться?Никогда не кладите пенополистирол в духовку. Как упоминалось ранее, пенополистирол имеет температуру плавления 400 градусов по Фаренгейту и может быстро достичь этой температуры при помещении в горячую духовку. Опять же, пенополистирол легко воспламеняется, что делает его непригодной для использования. Вы также не хотите вдыхать токсичный воздух, поэтому не используйте пенополистирол в каких-либо нагревательных приборах.
2. Можно ли разогревать пищу в пенополистироле?Да, можно. Однако это возможно только в микроволновой печи, так как пенополистирол можно использовать в духовке.Убедитесь, что контейнер или стаканчик из пенополистирола соответствует этикетке, пригодной для использования в микроволновой печи, прежде чем использовать их для разогрева любимой еды или напитка. Если на подручном пенопласте нет этикетки, не бросайте его в микроволновую печь.
3. Будет ли пенополистирол плавиться при 170 градусах? Пенополистиролначнет размягчаться при 212 градусах по Фаренгейту и плавиться при 464 градусах по Фаренгейту, но это не значит, что вы должны использовать его в духовке, независимо от температуры. Пенополистирол изготавливается из пенополистирола, что означает, что он не выдерживает экстремальных температур.Тем не менее, вы все равно можете использовать контейнеры из полистирола для хранения продуктов в холодильнике.
4. Удерживает ли пенополистирол тепло?Нет, пенополистирол часто изготавливается из воздуха, что делает его плохим проводником тепла. Однако это отличный конвектор. Он накапливает воздух в крошечных карманах, препятствуя достаточному тепловому потоку. Улавливание воздуха облегчает передачу тепла, таким образом сохраняя тепло внутри контейнера,
5. При какой температуре пенополистирол загорается?Пенополистирол мерцает при температуре 680 градусов F (360 градусов по Цельсию).Обычно это температура воспламенения. В то время как воспламенение пены довольно трудно воспламенить, огонь будет быстро распространяться по незащищенной поверхности пенополистирола и продолжать гореть до тех пор, пока не будет исчерпан весь пенополистирол.
6. Что вступает в реакцию с пенополистиролом?Пенополистирол в ацетоне растворяется так же, как сахар или соль. Раствор ацетона включает молекулы полистирола, поэтому пенополистирол в нем хорошо растворяется. Реакция этих двух компонентов демонстрирует, насколько растворим пенополистирол в органическом растворителе и сколько в нем воздуха.
7. Опасно ли плавление пенополистирола с ацетоном?Поскольку пенополистирол очень реактивен с ацетоном, плавление пенополистирола с ацетоном довольно опасно. Хотя это, возможно, стоит попробовать, не делайте этого самостоятельно. Ацетон полезен только при использовании в качестве клея, поэтому это неправильный выбор химического вещества для этого свойства.
Вспениватели сверхмелкозернистой полиуретановой пены без запаха 220 ° C
Вспенивающие агенты для сверхмелкозернистой полиуретановой пены без запаха 220 ° C — 225 ° C Точка плавления
1. Общая информация о вспенивателе Вспенивающий агент ADC
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| Арт. | |
| Основное химическое вещество | азодикарбонамид |
| Cas No. | 123-77-3 |
| Внешний вид | Светло-желтый кристаллический порошок |
| Температура разложения | 204 ± 4 ℃ |
| Величина выделения газа | 225 ± 5 мл / г (СТП) |
| Средний размер зерна | 4-15 мкм |
| Молекулярный | C2h5N4O2 |
| Другое название | 1,1′-азобискарбамид |
| Чистота | 99.5% |
| Температура плавления | 220-225 ° С |
НЕДВИЖИМОСТЬ:
(1) Отличная дисперсность
(2) Хорошая совместимость
(3) Большой STP, низкая стоимость и прекрасная рентабельность
2. Нанесение и процедура пенообразования ADC
Вспенивающий агент ADC — это разновидность большого газовыделения, превосходных характеристик, негорючий, нетоксичный, безвкусный и не окрашивающий новый продукт.Его характеристика заключается в том, что температура разложения может регулироваться, может выдуваться при атмосферном давлении и под давлением, и продукт выдувается равномерно с разумной структурой пор.
Он широко используется в производстве ПВХ / ПС / ПП / ПЭ, также подходит для производства вспененных пластмасс и резины, таких как ПС / ЭВА / NBR / SBR. Особенно подходит для формовочной пены из ПЭ: формовочная пена EVA и формовочная пена из ПВХ
3. Хранение и передача
Он находится в картонной коробке по 25 кг или в фибровом барабане, упакованном внутри полиэтиленового мешка.
Не имеет запаха, не токсичен, хорошо хранится, самозатухает. Не разлагается при комнатной температуре.
Хорошая стабильность при хранении при комнатной температуре. Хранить в сухом прохладном месте, вдали от источников огня, искр и других источников тепла. В случае возгорания используйте воду, CO2 или другой химический порошок для тушения огня. Не занимайтесь ручным пожаротушением
4. Доставка
У нас богатый опыт экспорта и импорта.У нас хорошее сотрудничество со всемирной экспресс-доставкой, такой как DHL, UPS и т. Д., А также с судоходной линией, чтобы образцы и товары могли быть доставлены покупателям в кратчайшие сроки.
5. Контроль качества и НИОКР
У нас более 15 лет производства, и у нас также есть опытные технические специалисты, которые проводят испытания и гарантируют качество на всей производственной линии.В последние несколько лет наша команда стремится разрабатывать новые экологически чистые и энергоэффективные продукты
экономия. Мы верим в то, что наша работа является лучшим предприятием для наших клиентов. Благодаря их усилиям оптический отбеливатель достиг национального продвинутого уровня.
6. Производственная линия
Компания Shanxi Colorshine Chemical Industry Co., ltd — это модернизированное химическое предприятие, сертифицированное по ISO, в сфере НИОКР, производства и продаж. Наша компания специализируется на производстве, продаже и обслуживании оптических отбеливателей, красителей и технического углерода, тонких химикатов и промежуточных продуктов, которые широко используются в моющих средствах, бумажной, текстильной, резиновой, медицинской промышленности, красках, типографских красках и т. Д.
Штаб-квартира нашей компании находится в городе Линьфэнь провинции Шаньси. Мы налаживаем техническое сотрудничество с Linfen Tech University и производим продукцию в соответствии с требованиями различных клиентов для удовлетворения рыночного спроса.
За исключением профессиональной команды R&D, наша фабрика имеет современное производственное и испытательное оборудование для тестирования, смешивания и постобработки продуктов, чтобы гарантировать высокое качество.
Обладая глубокими знаниями в области химии и богатым опытом, наша бизнес-команда может предложить профессиональную техническую поддержку в соответствии с требованиями клиентов. До сих пор наша продукция экспортируется в Японию и Южную Корею, Юго-Восточную Азию, Ближний Восток, Центральную и Южную Америку, Африку и успешно в Германия, Франция, США и другие европейские рынки.
Можно ли использовать пенополистирол в микроволновой печи? Безопасно ли есть то, что вы разогрели в пенополистироле? : askscience
Прежде чем мы действительно сможем понять, безопасно ли это, нам нужно выяснить, что на самом деле пенополистирол — это . Согласно ссылке ниже, он сделан из комбинации воздуха и полистирола, сформованных в ячейки и спрессованных вместе. Основным компонентом экструдированного пенополистирола является стирол (C8H8).
http://www.enotes.com/expanded-polystyrene-foam-epf-reference/expanded-polystyrene-foam-epf
Теперь, согласно EPA, химический стирол имеет следующие эффекты:
Кратковременный воздействие:
Долгосрочное воздействие:
головная боль
усталость
слабость
депрессия
дисфункция центральной нервной системы
потеря слуха
периферическая невропатия По словам непрофессионала, нервы вне мозга перестают работать)
Канцероген это или нет — неясно, но есть признаки, указывающие на то, что он вызывает лейкемию.
http://www.epa.gov/ttnatw01/hlthef/styrene.html
Теперь получить объективный ответ о том, когда плавится полистирол, оказалось сложнее, чем я думал, но вот ответ:
http://www.tempo-foam.com/engineering/thin_wall_copolymers/flinthills/eps-rmer2.pdf
Как правило, необработанный полистирол имеет максимальную «безопасную» температуру 175 по Фаренгейту и начинает деформироваться около 212 по Фаренгейту, AKA точка кипения, но не имеет фиксированной точки плавления. Они могут изменить температуру на более высокую (безопасную для использования в микроволновой печи), добавив в смесь полистирола другие химические вещества.
Итак, если температура пищи не поднимется выше 175 градусов, это не должно превышать безопасную точку. Однако довольно сложно не подняться выше этого с микроволновой печью, поскольку вода закипает при 212 градусах и может кипеть в микроволновой печи примерно за 2 минуты 30 секунд, согласно моей (керамической) чайной чашке и микроволновой печи.
Сколько вы потребляете? Поиск в Google показывает, что вес стакана из полистирола составляет от 1,5 до 4,4 граммов, в зависимости от размера и толщины стенок. Итак, если вы растопите 1-2% чашки в еде, вы получите около 15-80 миллиграммов настоящего полистирола в своем напитке.Не плохо. Если вы отпустите его подольше и расплавите 10% упаковки, вы получите около 150-440 мг в зависимости от упаковки, что находится прямо на верхнем пределе рекомендаций EPA для краткосрочного воздействия согласно графику в ссылке. выше. Упаковка на вынос намного больше, поэтому вы, вероятно, превысите предел воздействия.
Заключение: если пища, которую вы разогреваете в микроволновой печи, не превышает 175 градусов, она выживет, если ее нагреть в пенополистироле. Если у вас нет другого способа разогреть пищу, и в нее добавлено немного пенополистирола, худшее, что может случиться, — это расстройство желудка.Но не превращайте это в привычку, потому что долгосрочные последствия довольно неприятны.
Не связанный с этим вывод: EPA официально пришло к выводу, что 50% крыс умрут при принудительном кормлении 24 граммами стирола. Это действительно жутко.
Редактировать: фиксация математики
Исследование жестких сшитых пен ПВХ с термостойкостью
Реферат
Были подготовлены три термостойких сшитых пенопласта из ПВХ, и их характеристики сравнивались с универсальным сшитым конструкционным пенопластом.Результаты показывают, что эти три термостойких пенопласта имеют более высокие температуры стеклования (около 100 ° C), чем универсальный конструкционный пенопласт (83,2 ° C). По сравнению с универсальной структурной пеной три термостойких пенопласта демонстрируют гораздо более высокую температуру разложения и лучшую химическую стабильность благодаря сшиванию макромолекулярных цепей ПВХ. Значения температуры тепловой деформации (HDT) трех термостойких пенопластов лишь немного выше, чем у универсального конструкционного пенопласта.Три термостойких пенопласта обладают хорошей стабильностью размеров при 140 ° C и при использовании в качестве материала сердцевины могут плотно прилегать к лицевым пластинам в процессах отверждения при средней температуре. По сравнению с универсальным конструкционным пенопластом три термостойких пенопласта имеют несколько лучшие механические свойства.
Ключевые слова: термостойкость, сшитый ПВХ, пенопласт
1. Введение
Жесткий сшитый пенопласт из ПВХ является идеальным материалом для сердцевины композитов с многослойной структурой благодаря своим превосходным характеристикам, таким как исключительная жесткость и прочность к весовым соотношениям, самозатухающий характер, хорошая химическая стойкость, звуко- и теплоизоляционные свойства и низкая стоимость.Поэтому он широко используется в ветроэнергетике, морской, автомобильной и железнодорожной, аэрокосмической, рекреационной и промышленных областях [1].
Процесс вакуумной инфузии смолы (VARI) — это очень популярный усовершенствованный процесс формования жидких композитов [2], который имеет выдающиеся преимущества низкой стоимости, особенно подходит для крупногабаритного производства, высокой производительности и низкой пористости формованных изделий. и экологичность [3]. До сих пор процесс VARI широко использовался для формирования кораблей, автомобилей, самолетов, лопастей ветряных турбин и других конструктивных деталей [4].
В настоящее время термин коммерческие сшитые ПВХ пены обычно относятся к жестким полимерным пенам на основе поливинилхлорида (ПВХ), который модифицирован взаимопроникающей полимерной сеткой с ароматическими амидами (в данной статье называется универсальной сшитой структурной пеной из ПВХ). . Молекулярная структура ПВХ в таком пенопласте линейна, а его температура стеклования (T g ) составляет около 80 ° C [5]. Эта универсальная структурная пена из сшитого ПВХ полностью подходит для процессов VARI при комнатной температуре.В современной промышленной практике обычно используется процесс отверждения при средней температуре (70 ~ 90 ° C), чтобы улучшить текучесть смолы и эффективность производства. Тепло, выделяющееся в процессе отверждения в условиях средней температуры, приводит к температуре системы до 120 ° C и даже 140 ° C. Универсальная сердцевина из структурного пенопласта с поперечными связями имеет тенденцию сжиматься и выделять газ в процессе отверждения в среднетемпературных процессах, что означает, что материал сердцевины не может прилипать к стекловолокну или другим лицевым пластинам.Таким образом, исследования сшитых пенопластов ПВХ с более высокой термостойкостью имеют большое значение для инженерных приложений.
Существует несколько методов улучшения термостойкости ПВХ-смолы, таких как сополимеризация [6], сшивание [7], галогенирование [8] и модификации смешения [9]. Сшивание занимает важное место во многих методах модификации и играет активную роль в преодолении дефектов ПВХ, таких как низкая температура размягчения и плохая стабильность размеров при повышенных температурах [10].Способы химического сшивания ПВХ в основном включают сшивание пероксидом [11,12,13], сшивание силаном [14,15] и сшивание триазиновым соединением [16], и т.д. . Большинство исследований сосредоточено на сшивании гибкого пенопласта, и редко в исследованиях уделяется внимание сшиванию жесткого пенопласта из-за сопряженных с этим трудностей. В этой статье были успешно приготовлены три термостойких сшитых пенопласта из ПВХ и сравнивались с универсальным структурным пенопластом с поперечными связями.Два вида пен получают по следующему методу: триметилолпропантриметакрилат (TMPTMA) или триаллилизоцианурат (TAIC), служащие сшивающим агентом, добавляются в стандартную универсальную формулу структурной пены из сшитого ПВХ. Макромолекулярные цепи ПВХ сшиваются сшивающим агентом под действием инициатора, и, таким образом, пенопласт с взаимопроникающей структурой полимерной сетки образуется путем наматывания сшитой сеткой, образованной действием изоцианата, ангидрида и воды ( обозначены как термостойкая сшитая пена ПВХ I и термостойкая сшитая пена ПВХ II соответственно).Третий сшитый пенопласт из ПВХ получают следующим способом: сополимеризация малеинового ангидрида (MAH) и акрилонитрила (AN) сопровождается прививкой макромолекулярными цепями ПВХ, а затем вводится в реакцию с изоцианатом и водой (обозначенной как термостойкий крест-накрест). связанная пена ПВХ III). Полученные три пенопласта обладают хорошей термостойкостью и очень совместимы с более высокими температурами обработки или эксплуатации, поэтому у них должно быть широкое применение и светлое будущее.
О приготовлении универсального структурного пенопласта с поперечными связями сообщалось в предыдущих исследованиях [1] и других публикациях [17]. Механизм реакции можно описать следующим образом: пастообразный продукт желировался в процессе формования, в то время как газ, образующийся при разложении химического вспенивающего агента, диспергировался в гелеобразующем формованном блоке, и полу-вспененный формованный продукт был получен после охлаждение. Затем, в процессе формования при кипячении, сшивающая сеть полимочевина / полиамид / полиимид образовывалась в результате реакции изоцианата, ангидрида и воды.Эта сетка включает цепи ПВХ, образуя запутанную структуру, и получают полупроникающую полимерную сетку. Механизм разложения пенообразователей был описан [1,18,19], а схематическая диаграмма механизма реакции вспенивания при кипячении представлена на схеме 1. Пероксид и сшивающий агент вводятся в термостойкую сшитую пену ПВХ I и II. . За исключением той же реакции универсального структурного пенопласта с поперечными связями в процессе вспенивания при кипячении, сшивание ПВХ перекисью также происходит в процессе формования.Существует множество исследований, посвященных сшиванию ПВХ пероксидом для улучшения его термостойкости [11,12,13,20], и механизм сшивания хорошо известен, но он не использовался для получения жестких поперечных связей низкой плотности. -связанные пенопластом ПВХ. Виниловый мономер и ненасыщенный ангидрид вводятся в термостойкую сшитую пену ПВХ III. За исключением аналогичных реакций изоцианата, ангидрида и воды с универсальной структурной пеной из сшитого ПВХ, также существует привитая сополимеризация.На схеме 2 представлена общая схема механизма привитой сополимеризации. Кроме того, нитрильная группа, индуцированная привитым сополимером, будет гидролизоваться в процессе вспенивания при кипячении, как показано на схеме 3.
2. Результаты и обсуждение
2.1. Измерение содержания геля
Измерения содержания геля проводили для определения степени сшивания образцов. Все пенопласты контролировались с плотностью пенопласта 70 кг / м 3 для сравнения, и результаты по содержанию геля показаны на рис.
Таблица 1
Гелевый состав формованных изделий и пенопластов.
| Типы пены | Содержание геля /% | |||
|---|---|---|---|---|
| Формованные изделия | Пенопласт | |||
| универсальный сшитый ПВХ структурный пеноматериал | 0 | 49,3 | Связанная пена ПВХ I30,6 | 80,1 |
| термостойкая сшитая пена ПВХ II | 35.5 | 86,3 | ||
| термостойкая сшитая пена ПВХ III | 0 | 96,4 | ||
Как показано на, содержание геля в формованных изделиях из универсального сшитого конструкционного пенопласта равно 0, а это пенопласта — 49,3%. Этот результат означает, что реакция сшивания произошла в процессе вспенивания при кипячении, но не в процессе формования. Содержание геля в формованных изделиях из термостойкого сшитого пенопласта I и II не равно 0, а у пенопластов из термостойкого сшитого пенопласта I и II намного выше, чем у универсального конструкционного пенопласта с поперечными связями. .Этот результат означает, что степень сшивки увеличивается за счет сшивки ПВХ пероксидом в процессе формования. Содержание геля в формованном изделии из термостойкого сшитого пенопласта III составляет 0, а в пенопласте из термостойкого сшитого вспененного ПВХ III достигает 96,4%. Этот результат означает, что термостойкая пена ПВХ III с высокой степенью сшивки получается привитой сополимеризацией.
2.2. Термомеханический анализ (ТМА)
Испытания ТМА были проведены для определения Т г , которое связано с плотностью пены.Поэтому плотность пены контролировали одинаково для сравнения. Кривые ТМА термостойкого сшитого пенопласта I, II, III и универсального сшитого конструкционного пенопласта с плотностью пены 70 кг / м 3 показаны на рис. Как показано на рисунке, все кривые ТМА начинают деформироваться при 60 ° C. T g получается из пересечения битангенса кривых. Согласно результатам ТМА, значения T г универсального сшитого конструкционного пенопласта и термостойкого сшитого пенопласта I, II, III с плотностью пены 70 кг / м 3 равны 83.2 ° C, 101,4 ° C, 99,7 ° C и 103,8 ° C соответственно. Результаты показывают, что значения T g пенопласта значительно увеличиваются, а термостойкость улучшается после сшивания цепей ПВХ. Другими словами, значения T g , полученные с помощью ТМА в качестве верхнего предела непрерывной рабочей температуры, увеличиваются из-за сшивания цепей ПВХ.
Кривые ТМА пенопласта.
2.3. Анализ методом дифференциальной сканирующей калориметрии (ДСК)
показывает результаты анализа ДСК для термостойких пенопластов I, II, III с поперечными связями и универсального конструкционного пенопласта с поперечными связями.
Кривые ДСК пенопласта.
Как показано на, максимальная температура эндотермической зоны, вызванной разложением ПВХ, в универсальном структурном пенопласте с поперечными связями составляет 259 ° C. Согласно кривым ДСК термостойкого сшитого пенопласта I и II, эндотермический пик, вызванный разложением ПВХ, разлагается на два пика. Это можно объяснить тем, что две формы ПВХ существуют в термостойких пенопластах I и II с поперечными связями, одна из которых включает линейное проникновение ПВХ в сшитую сеть, а другая представляет собой сшитый ПВХ.Пиковая температура эндотермической области, вызванной разложением ПВХ в термостойком сшитом пенопласте III, составляет 284 ° C, что связано с почти полностью сшитой структурой. Это хорошо согласуется с предыдущими измерениями содержания геля и тестами ТМА.
2.4. Термогравиметрический анализ (ТГА) и производная термогравиметрия (ДТГ) Анализ
демонстрирует анализ ТГ / ДТГ для термостойких пенопластов I, II, III с поперечными связями и универсального конструкционного пенопласта с поперечными связями.Параметры температуры потери веса 5% (T d 5 ), температуры потери веса 10% (T d 10 ), температуры быстрого разложения ПВХ (T d ), температуры потери веса 50% (T d 50 ) и остаточная масса указаны в.
Кривые ТГА / ДТГ пенопласта ( 1 ) универсальная конструкционная пена, ( 2 ) термостойкая пена I, ( 3 ) термостойкая пена II, ( 4 ) термостойкая пена III.
Таблица 2
Значения ТГА пенопластов.
| Тип пены | T d 5 / ° C | T d 10 / ° C | T d / ° C | 12 T d d d ° C | Остаточная масса /% |
|---|---|---|---|---|---|
| универсальная структурная пена ПВХ с поперечными связями | 172 | 206 | 257 | 331 | 18.08 |
| I термостойкая сшитая пена | 189245 | 259 | 339 | 21.41 | |
| термостойкая сшитая ПВХ пена II | 189 | 250 | 259 | 349 | 22,38 |
| термостойкая сшитая ПВХ пена III | 252 | 267 | 357 | 23,38 |
Очевидно, что все три вида термостойких сшитых пен ПВХ имеют более высокий T d 5 , T d 10 , T d , T d 50 и остаточный вес, чем у универсального структурного пенопласта с поперечными связями.Температура разложения и температура потери веса термостойкой сшитой пены ПВХ III значительно улучшились, в то время как термостойкая сшитая пена ПВХ I и II лишь немного улучшилась. Это явление указывает на то, что сшивание цепей ПВХ благоприятно сказывается на характеристиках термостойкости. В порядке убывания термостойкости четыре вида пен можно резюмировать следующим образом: термостойкая сшитая пена ПВХ III, термостойкая сшитая пена ПВХ II, термостойкая сшитая пена ПВХ I, универсальная сшитая конструкционная ПВХ мыло.
2,5. Анализ температуры теплового искажения (HDT)
HDT пенопласта увеличивается с увеличением плотности пенопласта. Поэтому для сравнения плотность была сохранена на уровне 70 кг / м 3 для всех четырех пен. показаны соответствующие кривые HDT.
Температурные кривые деформации пенопласта.
Как показано на рисунке, толщина универсального структурного пенопласта с поперечными связями увеличивалась по сравнению с комнатной температурой, а затем уменьшалась после 95 ° C. Однако толщину термостойких пенопластов I, II, III с поперечными связями увеличивают до тех пор, пока температура не достигнет 120 ° C, что примерно на 25 ° C выше, чем у универсального конструкционного пенопласта с поперечными связями.Это явление связано с более высокими значениями T g для этих трех видов термостойких пенопластов с поперечными связями, чем у универсальных конструкционных пен из сшитого ПВХ. Степень теплового расширения газа в ячейках настолько велика, что толщина значительно увеличивается с повышением температуры. Пенопласт достигает высокоэластичного состояния, когда температура превышает T g , и пенопласт сжимается за счет утечки газа через стенки ячеек. Когда температура достаточно высока (превышает 200 ° C), матричная смола стенок ячеек и стоек ячеек подвергается дальнейшему сшиванию, что означает, что газ не может выходить из ячеек, и это вызывает вторичное расширение.
Согласно стандарту DIN53424 для жестких пенопластов с закрытыми порами температура, при которой деформация сжатия достигает 2 мм, определяется как HDT. Однако в данной работе уменьшение толщины под сжимающей нагрузкой не может достигать 2 мм, поэтому температура, при которой толщина пены уменьшается до самой нижней точки, рассматривается как HDT. Как показано на, значения HDT для термостойких пенопластов I, II, III с поперечными связями и универсального конструкционного пенопласта с поперечными связями составляют 214,9 ° C, 217.1 ° C, 218,8 ° C и 207,0 ° C соответственно. Значения HDT, полученные этим методом, намного превышают T g для сшитого пенопласта из ПВХ, показывая, что они не имеют значения для инженерного применения. Однако исследование деформационного поведения в процессе нагрева может обеспечить теоретическую основу для улучшения жаропрочных характеристик.
2.6. Анализ стабильности размеров
Испытание на стабильность размеров пенопласта с плотностью пенопласта 70 кг / м 3 было выполнено в соответствии с ISO 2796.При 160 ° C хрупкое разрушение произойдет, когда пенопласт в определенной степени расширится. Время нагрева (при 160 ° C) для термостойких сшитых пен ПВХ I, II, III и универсального сшитого конструкционного пенопласта до начала разрушения составляет 12 ч, 14 ч, 16 ч и 17 ч соответственно. Следовательно, выбираются данные скорости изменения веса и объема за 1 час до разрыва. перечислены значения размерной стабильности различных пенопластов.
Таблица 3
Стабильность размеров пенопластов.
| Температура | 80 ° C | 100 ° C | 120 ° C | 140 ° C | 160 ° C a | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Скорость изменения массы /% термостойкости | I | −0,95 | −1,73 | −2,36 | −4,81 | −7,20 | ||||||
| термостойкая пена II | −0,93 | −1,73 | −0735 −2356 | −2356 | −2356 | −2356 | −2356 | −2356 | ||||
| термостойкая пена III | −0.85 | −1,58 | −2,24 | −3,98 | −6,33 | |||||||
| универсальная структурная пена | −1,06 | −2,48 | −3,89 | −5,17 | −5,17 | −5,17 | коэффициент /%термостойкая пена I | −2,85 | −4,48 | −5,74 | −2,03 | +28,41 |
| термостойкая пена II | −2,73 | −6 −4.39−1,04 | +32,27 | |||||||||
| термостойкая пена III | −2,03 | −3,52 | −5,04 | +1,16 | +34,06 | |||||||
| 9019 универсальная структурная пена −8,51 | −11,23 | −5,77 | +15,64 | |||||||||
Как показано на, правило стабильности размеров термостойкого пенопласта с поперечными связями в условиях высоких температур согласуется с правилом универсального конструкционного ПВХ с поперечными связями. мыло.Объемная усадка происходит во всех пенопластах при температурах ниже 120 ° C, а затем степень усадки уменьшается с повышением температуры. Хрупкий разрыв произойдет в пенопласте после чрезмерного расширения при 160 ° C. Когда температура превышает Т г пенопласта, скорость потери веса и скорость объемной усадки универсального структурного пенопласта с поперечными связями быстро возрастают, в то время как они являются небольшими для трех видов термостойкого пенопласта с поперечными связями ниже. одинаковый температурный режим.Также было обнаружено, что скорость изменения веса и объема трех термостойких сшитых пен ПВХ увеличивается немного больше, чем у универсального сшитого конструкционного пенопласта с повышенной температурой. Это явление может быть связано с тем, что эти три вида термостойкого пенопласта с поперечными связями имеют более высокие значения T g , а цепи в стенке ячеек и стойках ячеек трудно перемещать ниже 120 ° C, поэтому усадку пены можно избежать. Дальнейшее отверждение может происходить в матричной смоле стенок ячеек и стоек ячеек, когда температура выше 140 ° C, таким образом, скорость изменения объема трех видов термостойкой сшитой пены ПВХ мала, когда температура нагрева ниже 140 ° C.Кроме того, время нагрева до хрупкого разрушения этих трех видов конструкционной пены ПВХ при повышенной температуре больше, чем у универсальной сшитой конструкционной пены ПВХ. Это связано с тем, что температура разложения ПВХ-смолы в термостойких сшитых ПВХ-пенах повышается.
2.7. Анализ механических свойств
демонстрирует механические свойства сшитого пенопласта из ПВХ с плотностью 70 кг / м 3 .
Таблица 4
Механические свойства пенопластов.
| Пенопласт | I | II | III | Универсальный | ||||
|---|---|---|---|---|---|---|---|---|
| Предел прочности на сжатие / МПа | 1,17 | 1.23 | 9061.1 | Модуль упругости при сжатии | 51,5 | 52,9 | 52,1 | 49,4 |
| Предел прочности на разрыв / МПа | 1,77 | 1,76 | 1,73 | 1,69 | ||||
| Модуль упругости | 358,2 | 57,0 | 55,8 | |||||
| Относительное удлинение при разрыве /% | 9,1 | 9,0 | 5,5 | 8,4 | ||||
| 0,99 0,95 | ||||||||
| Модуль сдвига / МПа | 29,8 | 30,2 | 29,8 | 28,4 |
Как показано на, механические свойства термостойкой сшитой пены ПВХ I и II немного выше, чем у универсального поперечного -связанный конструкционный пенопласт ПВХ.Это может быть связано с тем, что все эти пенопласты имеют взаимопроникающие сетчатые полимерные структуры. При условии аналогичной структуры ячеек механические свойства определяются характеристиками смолы матрицы. Хотя сшивание цепей ПВХ способствует повышению прочности матричной смолы, прочность сетки полимочевина / полиамид / полиимид не изменяется. Кроме того, только небольшое улучшение наблюдается в термостойких пенопластах I и II с поперечными связями. Прочность на сжатие и модуль, предел прочности на разрыв, модуль упругости и сопротивление сдвигу термостойкого сшитого пенопласта III несколько выше, чем у универсального сшитого конструкционного пенопласта.Однако удлинение при разрыве при испытаниях на разрыв и сдвиг уменьшается. Это может быть связано с тем, что цепи ПВХ в термостойком сшитом пенопласте III сшиты сополимером MAH и AN, а высокая степень сшивания приводит к меньшей гибкости и меньшему удлинению.
3. Экспериментальная
3.1. Материалы
Пастообразная поливинилхлоридная смола (ПВХ) приобретается у VESTOLIT GmbH & Co KG, Марл, Германия. Сжиженный метилен-бис-фенилдиизоцианат (MDI-L) приобретается у Bayer AG, Леверкузен, Германия.Метилгексагидрофталевый ангидрид (MHHPA) приобретается у Puyang Huicheng Chemical Co., Ltd, Пуян, Китай. Азодикарбонамид (AC) приобретается в компании Kaifeng Dongda Chemical Co., Ltd, Кайфэн, Китай. Азодиизобутиронитрил (AIBN) приобретается у Shanghai Sanpu Chemical Co., Ltd, Шанхай, Китай. Эпоксидированное соевое масло (ESO) приобретается у Zibo Kailian Chemical Co., Ltd, Цзыбо, Китай. Перекись дикумила (DCP) приобретается у Sinopharm Chemical Reagent Co., Ltd, Сиань, Китай. Триметилолпропантриметакрилат (TMPTMA) / триаллилизоцианурат (TAIC) приобретается у Shanghai Farida chemical Co., Ltd., Шанхай, Китай. Малеиновый ангидрид (MAH) приобретается у Tianjin Fuchen Chemical Co., Ltd, Тяньцзинь, Китай. Акрилонитрил (AN) приобретается в Xi’an Organic Chemical Co., Ltd, Сиань, Китай. Перед использованием все твердые реагенты были высушены.
3.2. Подготовка к эксперименту
дает формулы трех термостойких пен ПВХ с поперечными связями и универсального конструкционного пенопласта с поперечными связями. Пенопласт готовят следующим образом: сначала все материалы смешивают до образования идеально однородного пастообразного продукта.Во-вторых, пастообразное изделие формуют в течение 20 мин в условиях 170 ° С и 15 МПа. В-третьих, формованное изделие подвергают воздействию пара горячей воды (97 ° C) для расширения до достижения желаемой плотности. Наконец, пенопласт обрабатывают теплой водой (50 ° C) для удаления всех остаточных активных ингредиентов.
Таблица 5
Формулы сшитых пенопластов ПВХ.
| Состав | Универсальный | I | II | III | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ПВХ | 100 | 100 | 100 | 100 | 9019 9019 9019 9019 9019 901964 | 64 | |||||||
| MHHPA | 29 | 29 | 29 | — | |||||||||
| AIBN | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 1 | 1 | 1 |
| ESO | 3 | 3 | 3 | 3 | |||||||||
| DCP | — | 1 | 6 | ||||||||||
| 5 | — | — | |||||||||||
| TAIC | — | — | 10 | — | |||||||||
| MAH | — | — | — | 17 | |||||||||
| AN | — | — | — | 4 |
3.3. Характеристика
3.3.1. Измерение содержания геля
Степень сшивки можно оценить по гелевой фракции. Содержание геля в формованных изделиях и пенопластах определяли гравиметрически путем экстракции Сокслета в течение 24 часов с использованием тетрагидрофурана (ТГФ) в качестве растворителя. Примерно 0,5 г формованного продукта или пенопласта (m 0 ) нарезали на мелкие кусочки. После цикла экстракции образец сушили до постоянного веса (m 1 ). Принимая во внимание исходную нерастворимую фракцию (f) образца, содержание геля (GC) можно рассчитать согласно выражению (1):
(1)
3.3.2. Анализ термостойкости
Температуру стеклования (Т г ) пенопласта получали с использованием термомеханического анализатора Mettler-Toledo TMA 840. Температура повышалась с 30 ° C до 140 ° C со скоростью 5 ° C / мин, а размер образца для анализа ТМА составлял 10 мм × 8 мм × 6 мм. Тепловое превращение пенопласта регистрировали с помощью дифференциального сканирующего калориметра TA Q2910. Температуру повышали с 25 ° C до 300 ° C со скоростью 10 ° C / мин. Изменение веса и термическое разложение пенопласта анализировали на термогравиметрическом анализаторе NETZSCH 209 F1 от 50 ° C до 650 ° C со скоростью 10 ° C / мин.В качестве атмосферы использовали азот со скоростью потока 30 мл / мин. HDT пенопласта измеряли с помощью испытательного шкафа Martin 110A, который был произведен центром ремонта приборов Северо-Западного политехнического университета. Стабильность размеров пенопласта измеряли в сушильном шкафу 101-2A в условиях принудительной конвекции. Испытание на стабильность размеров проводится в соответствии с ISO 2796.
3.3.3. Анализ механических свойств
Механические свойства пенопласта измеряли на универсальной испытательной машине MTS CMT7204.Свойства вспененного пластика на сжатие, растяжение и сдвиг были испытаны в соответствии со стандартами ASTM D1621, D638, C273, соответственно. Для каждого образца было протестировано не менее пяти образцов.
4. Выводы
В данной работе подготовлены три термостойких пенопласта и сравниваются их характеристики с универсальным конструкционным пенопластом с поперечными связями. Значения T g для термостойких сшитых пен ПВХ I, II, III составляют 101,4 ° C, 99,7 ° C и 103.8 ° C соответственно, что выше, чем у универсального конструкционного пенопласта. Сшивание макромолекулярных цепей ПВХ делает термостойкие сшитые пены ПВХ I, II, III имеют более высокие температуры разложения и лучшую термостойкость, чем универсальный конструкционный пенопласт. Показатели HDT термостойких сшитых ПВХ пен I, II, III лишь немного выше, чем у универсальных сшитых конструкционных пен ПВХ. Все три термостойких пенопласта обладают хорошей стабильностью размеров и небольшой скоростью изменения объема.Скорость изменения объема трех термостойких пенопластов составляет чуть менее половины от скорости изменения объема универсального конструкционного пенопласта при 140 ° C. По сравнению с универсальным конструкционным пенопластом с поперечными связями эти три термостойких пенопласта с поперечными связями имеют несколько лучшие механические свойства.
Технический паспорт — изоляция из полиизоцианурата (полиизо) и пенополистирол (пенополистирол)
ISO-HT
® Полиизоциануратная изоляцияПлотность 2,5 фунта / фут³ (40 кг / м³) для более высоких температур
ISO-HT — это продукт Dyplast »2.Жесткая полиизоциануратная изоляция из пенопласта плотностью 5 фунтов / фут³ с закрытыми порами для работы при более высоких температурах до 350 ° F (177 ° C) с периодическим воздействием до 375 ° F (190 ° C). ISO-HT подходит для сред с постоянной температурой или циклическим нагревом. ISO-HT сертифицирован независимой лабораторией на соответствие строгим требованиям к распространению пламени и образованию дыма класса 1 согласно ASTM E84. ISO-HT полностью соответствует строгим требованиям ASTM C591. Dyplast предлагает ISO-HT в виде связки или листов и блоков с допусками до 1/32 дюйма на поверхности.Наша обширная сеть производителей может предоставить специальные формы для труб, фитингов, сосудов или других механических применений.
Полиизоцианурат демонстрирует наивысшее отношение R-ценности (изоляционного качества) к толщине коммерчески доступной изоляции на единицу стоимости, а ISO-HT обеспечивает более высокие R-значения и меньшее термическое старение. Идеально подходит для применения в широком диапазоне температур до 350 ° F (от криогенных жидкостей до низкотемпературного пара), ISO-HT предлагает превосходную производительность по сравнению с альтернативами из полистирола, полиуретана, фенола, стекловолокна, аэрогеля и пеностекла. .Когда температура ограничивается значением ниже 300 ° F, наша линейка продуктов ISO-C1 также доступна с плотностями 2, 2,5, 3, 4 и 6 фунтов / фут³, каждая из которых обеспечивает последовательное повышение прочности и других характеристик для приложений с высокими физическими требованиями.
Линия продуктов ISODyplast производится в виде непрерывной пены. За информацией о размерах булочек обращайтесь в отдел продаж.
ПРИЛОЖЕНИЯ
ISO-HT разработан для использования в диапазоне температур от -297 ° F до + 350 ° F, что делает его идеальным для низкотемпературных паровых систем и жидкостей нефтепереработки, а также уникальных коммерческих и промышленных приложений, которые иногда могут работать при более высоких температурах. до + 375 ° F с перерывами, например, в нефтехимических, фармацевтических системах и системах горячего водоснабжения.
ПОГЛОЩЕНИЕ ВОДЫ
Поглощение воды изоляцией может ухудшить теплоизоляционные свойства. Исключительная стойкость ISO-HT к водопоглощению (0,27%) помогает гарантировать, что в течение длительного времени тепловые характеристики остаются превосходящими по сравнению с полистиролом, фенольными пенами, стекловолокном и пеностеклом, которое, например, имеет водопоглощение <0,2% (по данным производителя), но также имеет значительно более низкую изоляционную ценность.
ПРИМЕЧАНИЕ ДЛЯ СПЕЦИФИКАЦИИ / ИНЖЕНЕРОВ И ПОДРЯДЧИКОВ
Посетите www.dyplast.com для легкодоступной информации о спецификациях в формате CSI, а также паспортов безопасности материалов и другой информации по безопасности. Соответствующие документы можно найти в два клика с нашей домашней страницы.
ХАРАКТЕРИСТИКИ ПОВЕРХНОСТНОГО ГОРЕНИЯ
Международный механический кодекс определяет изоляцию класса 1 как отвечающую требованиям по распространению пламени / дымообразованию 25/450. ISO-HT хорошо работает в этом диапазоне с рейтингом <25/350 (на 4 дюйма). При сравнении характеристик горения поверхности альтернативных продуктов необходимо учитывать установленную систему изоляции в целом, включая спринклерные системы.Например, хорошо продуманная система изоляции ISO-HT может улучшить общие противопожарные / дымовые характеристики полиизоизоляции. С другой стороны, пламя / дымность альтернативной изоляции может быть снижена из-за герметиков или оболочки, часто рекомендуемых поставщиками. Также существует вопрос целостности системы изоляции во время пожара. ISO-HT может обугливаться пламенем, но сохраняет свою целостность и продолжает защищать изолированную систему.
ДОЛГОСРОЧНАЯ СТОИМОСТЬ R
Высокая эффективность теплоизоляции достигается за счет наполнения ячеек газами с низкой теплопроводностью.Вся такая изоляция из жесткого пенопласта (включая полиуретан, экструдированный полистирол и полиизоцианурат), таким образом, со временем теряет небольшую часть своих изоляционных свойств, поскольку воздух вытесняет изоляционные газы. Меньшая, более прочная структура ячеек ISO-HT и наш запатентованный состав ячеистого газа работают вместе, препятствуя переносу газа через границы ячеек, тем самым снижая потерю тепловой эффективности. При температуре 75 ° F средний R-фактор ISO-HT за 15-летний период сопоставим с шестимесячным «выдержанным» R-значением.Более толстая изоляция, пароизоляция и металлические ограничители также ограничивают диффузию газа. Текущие стандарты расчета LTTR в первую очередь применимы к «облицованным» полиизо-картонам и не подходят для шпаклевки ISO-HT.
РЕКОМЕНДАЦИИ ПО УСТАНОВКЕ
ISO-HT разработан для постоянного температурного воздействия до 350 ° F непрерывно и 375 ° F периодически. ISO-HT следует устанавливать на трубу при температуре окружающей среды. Не рекомендуется установка на трубопроводы с высокой температурой или острым паром, так как это вызовет проблемы со стабильностью размеров.ISO-HT может использоваться с соответствующей ASJ или металлической оболочкой. См. Руководство по установке Dyplast.
Таблица 1 Сравнение пены ISO-HT ® с ASTM C591
| Общие физические свойства 1,2,3 | ISO-HT ® /2,5 | ASTM C591 Макс. Или Мин. |
| Рабочая температура, ° F (° C) (максимум 4 ) | 350 (177) | 300 (149) |
| (минимум) | -297 (-183) | -297 (-183) |
| 12.1 7 Номинальная плотность, D1622, фунт / фут 3 (кг / м 3 ) | 2,5 (40) | ≥2,5 (40) |
| 12.2 Сопротивление сжатию (прочность), D 1621 фунт / кв. Дюйм (кПа) | ||
| Параллельный | 41,4 (285) | ≥35 (241) |
| Перпендикуляр (длина) | 33 (230) | |
| Перпендикуляр (ширина) | 30 (207) | |
| 12.3 Кажущаяся теплопроводность, C 177 8 (в возрасте 6 месяцев при 73 ± 4 ° F) Btu . дюйм / час . футов 2 ° F (Вт / м , ° K) | ||
| Средняя температура измерения -165 ° C (-165 ° C) | 0,084 (0,012) | Не указано |
| Средняя температура измерения -200 ° F (-129 ° C) | 0,116 (0,017) | ≤0,13 (0,019) |
| Средняя температура измерения -150 ° F (-101 ° C) | 0.137 (0,020) | ≤0,15 (0,022) |
| Средняя температура измерения -100 ° F (-73 ° C) | 0,158 (0,023) | ≤0,17 (0,025) |
| Средняя температура измерения -50 ° F (-45 ° C) | 0,178 (0,026) | ≤0,19 (0,027) |
| Средняя температура измерения -0 ° F (-17 ° C) | 0,188 (0,027) | ≤0,19 (0,027) |
| Средняя температура измерения + 50 ° F (+ 10 ° C) | 0.183 (0,026) | ≤0,19 (0,027) |
| Средняя температура измерения + 75 ° F (+ 24 ° C) | 0,191 (0,028) | ≤0,20 (0,029) |
| Средняя температура измерения + 150 ° F (+ 66 ° C) | 0,229 (0,033) | ≤0,24 (0,035) |
| Средняя температура измерения + 200 ° F (+ 93 ° C) | 0,257 (0,037) | ≤0,27 (0,039) |
| 12,4 Характеристики горячей поверхности, C411 при 300 ° F (149 ° C) Прогиб, дюймы (мм) | Пройдено @ 0.09 (.22) | ≤0,25 (6) |
| 12,5 Водопоглощение, C272, об.% | 0,27 | ≤1,0 |
| 12.6 Паропроницаемость (трансмиссия), E96, допустимая (нг / Па · м) | 1,93 (2,8) | ≤3,5 (5,1) |
| 12.7 Стабильность размеров 5 , D2126, линейное изменение% | ||
| -40 ° F, 14 дней | 0.6 | ≤1 |
| 158 ° F, 97% относительной влажности, 14 дней | -1,6 | ≤4 |
| 212 ° F, 14 дней | -0,5 | ≤2 |
| 12,8 Содержание закрытых ячеек, D6226,% | 97 | ≥90 |
| СООТВЕТСТВУЕТ ASTM C591-17 | ДА | ДА |
Таблица 2
| Следующие свойства НЕ определены для ASTM C591, но о них часто сообщают. | |
| Характеристики горения на поверхности 6 (при необходимости), E84 | |
| Распространение пламени (при толщине 4 дюйма) | ≤25 |
| Плотность дыма (при толщине 4 дюйма) | 350 |
| Выщелачиваемый хлорид, C871, частей на миллион | 58 |
| Прочность на сдвиг, C273, среднее значение по 3 направлениям в фунтах на кв. Дюйм (кПа) | 28 (195) |
| Модуль сдвига, C273, фунт / кв. Дюйм (кПа) | 289 (2000) |
| Прочность на разрыв, D1623, фунт / кв. Дюйм (кПа) | |
| Параллельный | 51 (353) |
| Перпендикуляр | 39 (271) |
| Модуль упругости при растяжении, D1623, фунт / кв. Дюйм (кПа) | |
| Параллельный | 2044 (14093) |
| Перпендикуляр | 1481 (10211) |
| Прочность на изгиб, C203, фунт / кв. Дюйм (кПа) | |
| Параллельный | 65 (40) |
| Перпендикуляр | 71 (490) |
| Модуль упругости при изгибе, C203, фунт / кв. Дюйм (кПа) | |
| Параллельный | 1042 (7190) |
| Перпендикуляр | 1172 (8080) |
| Коэффициент линейного расширения, E228, среднее значение дюйм / дюйм.° F (м / м ° C) | 34 x 10 -6 (61 x 10 -6 ) |
| Цвет | Тан |
УВЕДОМЛЕНИЕ: Не подразумевается освобождение от каких-либо патентов, принадлежащих Dyplast Products или другим лицам. Поскольку условия использования и применимые законы могут отличаться от одного места к другому и могут меняться со временем, Заказчик несет ответственность за определение того, подходят ли продукты и информация в этом документе для использования Заказчиком, а также за обеспечение соответствия рабочего места Заказчика и методов утилизации. применимые законы и другие постановления правительства.Dyplast Products не несет никаких обязательств или ответственности за информацию, содержащуюся в этом документе. НЕ ПРЕДОСТАВЛЯЕТСЯ НИКАКИХ ГАРАНТИЙ; ВСЕ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ КОММЕРЧЕСКОЙ ЦЕННОСТИ ИЛИ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ ЯВНО ИСКЛЮЧАЮТСЯ.
ОГРАНИЧЕНИЯ И ОТКАЗ ОТ ГАРАНТИЙ И ОБЯЗАТЕЛЬСТВ
Характеристики, свойства, рабочие характеристики материалов и технические характеристики, описанные здесь, основаны на данных, полученных в контролируемых условиях. Информация предоставляется при условии, что лица, получающие ее, сделают собственное определение ее пригодности для своих целей перед использованием.Dyplast Products не дает никаких подразумеваемых гарантий любого типа, включая, помимо прочего, любые гарантии товарной пригодности или соответствия назначению. Ни при каких обстоятельствах Dyplast Products не несет ответственности за ущерб любого характера, возникший в результате использования или доверия к этой информации или продукту, к которому относится эта информация. Ни один агент, торговый представитель или сотрудник не имеет права изменять, изменять или дополнять это положение, если это не одобрено в письменной форме должным образом уполномоченным должностным лицом Dyplast Products.
Полимеры | Бесплатный полнотекстовый | Сравнение вспениваемости полипропилена с линейным и длинноцепочечным разветвлением — легенда о деформационном упрочнении как требовании для хорошей вспениваемости
1. Введение
Полипропилен (ПП) — отличный выбор в качестве матричного материала для полимерных пен из-за его благоприятных механических свойств. свойства и химическая стойкость. Однако его низкая прочность расплава и быстрая кристаллизация приводят к неблагоприятным пенообразующим свойствам. Трудно получить гомогенные легкие пенопласты из-за их низкой эластичности расплава, вязкости и низкой температурной зависимости вязкости расплава в полностью расплавленном состоянии, что делает контроль вязкости путем изменения температуры очень сложной задачей.Кроме того, во время вспенивания может происходить кристаллизация, что может привести либо к остановке процесса (замерзание фильеры), либо к неблагоприятным структурам пены из-за разрыва ячеек. Сделан вывод о том, что хорошее знание реологии и свойств кристаллизации необходимо для корректировки морфологии и, следовательно, модуля упругости, прочности [1], ударных свойств [2] и теплопроводности [3] вспененных продуктов.Во время экструзии пены температура, давление и вспенивающий агент влияют на текучесть расплава и, в конечном итоге, на свойства пены.Кроме того, расплав по-разному ведет себя при сдвиговом и растягивающем течении. В структуре потока в экструдере преобладает деформация сдвига. Однако свойства удлинения становятся актуальными после того, как расплав покидает фильеру, так как на стадии вспенивания расплав подвергается деформации удлинения во время роста пузырьков, а именно равнодвухосному растяжению. Реология полипропилена представляет собой серьезную проблему при получении пен с низкой плотностью. Обычно ПП имеет сравнительно низкую вязкость в полностью расплавленном состоянии по сравнению с аморфными полимерами, такими как полистирол или поликарбонат.
Для вспенивающихся полукристаллических полимеров, таких как полипропилен, способность к кристаллизации является одним из ключевых факторов хорошей и контролируемой вспениваемости. В современном уровне техники для непрерывного вспенивания полимер сначала расплавляют, смешивают с вспенивающим агентом, после чего следует охлаждение раствора расплава / газа вместе с повышением давления по направлению к фильере. Таким образом, температура расплава в фильере (относительно начала кристаллизации) определяет, как долго полимер остается в расплавленном состоянии, пока не затвердеет.Для полукристаллических полимеров это пороговое значение представляет собой температуру кристаллизации, которая может быть смещена в сторону более низких значений из-за пластифицирующего эффекта вспенивающего агента (зависит от концентрации) [4]. Как только расплав вспененного полимера достигает этой температуры, пена начинает затвердевать. Внешняя оболочка сначала затвердевает, поскольку подвергается воздействию холода. В пенопласте более высокая температура сохраняется дольше, что может вызвать коалесценцию ячеек и пены, если благоприятная структура пены не стабилизируется (замораживается) во времени.Следовательно, необходимо охладить расплав до оптимального температурного окна (окна обработки). Слишком низкая температура вызывает очень высокую вязкость (замерзание фильеры для полукристаллических полимеров) и тормозит рост ячеек пены, тогда как высокая температура затрудняет стабилизацию пены (низкая вязкость и большое время затвердевания) для сохранения вспенивающий агент растворяется и в конечном итоге приводит к схлопыванию пены. В конечном итоге, окно обработки представляет собой компромисс между остаточной температурой (необходимой для эластичности, расширения и стабилизации) и потенциалом / временем пенообразования (скоростью кристаллизации и концентрацией вспенивающего агента) [5,6,7,8,9,10,11,12 , 13].Поэтому для стандартных сортов полипропилена температурный интервал для вспенивания при экструзии обычно очень узкий. Кроме того, свойства расплава при удлинении имеют первостепенное значение, поскольку они регулируют рост ячеек и влияют на разрыв формирующихся стенок ячеек. Вязкоупругое поведение расплава при удлиненной деформации имеет решающее значение для формирования морфологии пены [14], поскольку требуются в основном низкий средний размер ячеек, узкое распределение ячеек по размерам и низкая плотность.Хорошо известно, что полипропилен обладает очень невыгодными свойствами при удлинении; как прочность расплава, так и способность к вытяжке у стандартных марок очень низки. К счастью, топологию цепи можно изменить, чтобы улучшить ее вспениваемость. В частности, эффект деформационного упрочнения при больших относительных деформациях желателен для поддержки стабилизации клеток. В этом каркасе деформационное упрочнение очень полезно для вспенивания из-за эффекта самовосстановления стенок ячеек во время расширения ячеек пены.Деформационное упрочнение означает повышение вязкости при удлинении выше нулевой вязкости при удлинении. Деформационное упрочнение помогает предотвратить слияние клеток и расширить технологическое окно [13], то есть вспенивание ПП [15]. С точки зрения топологии цепи, деформационное упрочнение вызывается длинноцепочечным разветвлением (LCB) [7,8]. Кроме того, LCB часто вызывает термо-реологические сложности, как показали несколько авторов [16,17,18]. Хотя определение термо-реологической сложности непросто, это может помочь расширить диапазон температурной обработки.Например, Raps и др. [19] обнаружили, что длинноцепочечные разветвления приводят к повышенной температурной чувствительности вязкости расплава при скоростях деформации, соответствующих вспениванию, что должно позволить лучше контролировать процесс во время вспенивания. Однако недостатком LCB-PP является более низкая растворимость CO 2 по сравнению с линейным PP [20]. Это связано с тем, что LCB-PP имеет меньший удельный объем по сравнению с линейным PP, а также более выраженную стойкость к набуханию, которое вызвано растворением CO 2 [21].Кинетика кристаллизации и кристаллическая морфология готовых полукристаллических полимеров хорошо изучены из-за их большого значения для производства полимерных продуктов такими методами, как прядение волокна, выдувное формование и литье под давлением [22]. В случае пенопластов и ячеистых полимерных материалов, хотя и в меньшей степени, хорошо известно, что явления кристаллизации играют большую роль в пенообразовании [23]. Явления кристаллизации в соответствующих условиях для газонагруженных полимеров, предназначенных для вспенивания, должны быть поняты, чтобы получить хорошую морфологию пены, сократить время проявления и установить нижний предел температурного окна обработки.Многие факторы изменяют кристаллизационные свойства расплавов полимеров. Эти факторы будут обсуждаться позже. Влияние давления на кристаллизацию различных полимеров обсуждалось во многих публикациях в прошлом. Повышенное давление приводит к более высоким температурам кристаллизации, поскольку увеличивается движущая сила для выравнивания цепи. Помимо давления и скорости охлаждения, также молекулярная структура определяет поведение кристаллизации. Как обсуждалось ранее, особенно важно разветвление с длинной цепью (LCB).Одним из влияний LCB на кристаллизацию является повышение температуры кристаллизации [24] и количества γ-фазы [11]. Поскольку газ растворяется в полимере с целью вспенивания, его влияние на кристаллизацию также необходимо учитывать. Takada et al. изучили влияние CO 2 на кристаллизацию iPP [25]. Растворенный газ увеличивает молекулярную подвижность и свободный объем, что приводит к уменьшению цепно-цепных взаимодействий. Благодаря этому улучшается движение цепочек на границе кристалл-аморф, что приводит к более высокой скорости кристаллизации.Можно резюмировать, что если кристаллизация регулируется зародышеобразованием, общая скорость снижается за счет включения CO 2 ; в противном случае он увеличивается. Takada et al. также исследовали влияние растворенного CO 2 на изотермическую кристаллизацию ПЭТФ в еще одной работе [26]. Они обнаружили, что если снижение температуры стеклования T g выше, чем температура плавления T m , скорость кристаллизации увеличивается. Если их восстановление довольно похоже, скорость кристаллизации снижается (область, контролируемая зародышеобразованием).Они пришли к выводу, что это правило применимо ко всем полукристаллическим полимерам. Более того, Ода и Сайто [27] обнаружили, что скорость роста сферолита достигает оптимума при умеренном давлении CO 2 , тем самым подчеркивая конкуренцию между эффектами пластификации, которые преобладают при низких концентрациях, и эффектами исключения, отталкивающими CO 2 от кристаллизации. фронт при высоких концентрациях CO 2 . Однако у кристаллизации есть и обратная сторона: появление кристаллов приводит к значительному снижению растворимости газа, а также коэффициента диффузии [23].Кроме того, время и кинетика кристаллизации имеют решающее значение для четко определенной и тонкой клеточной морфологии. Если кристаллизация протекает слишком быстро и в очень узком окне, опасность замерзания матрицы при экструзии пеноматериала более велика. Кроме того, если кристаллизация происходит во время роста клеток, кристаллы вносят свой вклад в качестве ядра для роста пузырьков, но это также может привести к коллапсу клеточной структуры, стать очень неоднородным или частично открытым ячеистым. Кроме того, необходимо учитывать такие эффекты, как зародышеобразование из-за сдвига и растяжения [28].Видно, что и реология, и кристаллизация играют важную роль в пенообразовании. В частности, длинноцепочечное разветвление считается основным фактором, способствующим хорошей морфологии пены, то есть низкой плотности и мелким ячейкам с узким распределением, вызывая деформационное упрочнение. В настоящее время деформационное упрочнение обычно считается предпосылкой хорошей вспениваемости полукристаллических термопластов. Однако действительно ли деформационное упрочнение важно для пен с низкой плотностью и хорошей морфологией ячеек? Эта статья призвана пролить свет на этот вопрос и на то, могут ли другие факторы также иметь значение.Поэтому мы изучаем реологию и кристаллизационные свойства трех полипропиленов (линейный полипропилен с широким молекулярно-массовым распределением, блок-сополимер ПП-ПЭ и LCB-ПП в качестве эталонного материала).
2. Материалы и методы
В рамках данной работы были изучены три марки полипропилена: две марки полипропилена HMS20Z (линейный, гомополимер) и E02ES (линейный, сополимер PP-PE) были предоставлены Sinopec, 100013 Beijing, Китай (торговые наименования) как полипропилен с высокой прочностью расплава. Они будут называться Sinopec HMS20Z и Sinopec E02ES CoPo соответственно.Sinopec HMS20Z имеет M W 474000 г / моль (PDI 11,05) и MVR 2,1 г / 10 мин (230 ° C с 2,16 кг). Более высокая прочность расплава материалов достигается за счет широкого молекулярно-массового распределения. Sinopec E02ES CoPo имеет M W 456000 г / моль (PD 9,16) и MVR 1,5 г / 10 мин (230 ° C с 2,16 кг). Третий сорт HMS-PP, Borealis Daploy WB140HMS с M W , равным 350 000 г / моль (PDI 4,6) и MVR 2,1 г / 10 мин (230 ° C, 2,16 кг), использовался в качестве эталона в эта работа (именуемая Borealis WB140 HMS).Более высокая прочность расплава этого сорта достигается за счет длинноцепочечного разветвления. Материалы Sinopec химически чисты. Borealis WB140 HMS является товарным сортом, поэтому нельзя исключать добавки.
Определение кинетики кристаллизации проводили с помощью Mettler Toledo DSC 1, 43085 Columbus, OH, USA (охлаждение осуществляется компрессором) в диапазоне температур от 0 до 220 ° C со скоростью нагрева 10 K / мин и охлаждением. скорости 2, 4, 8, 10 и 16 К / мин в атмосфере азота.Оценка проводилась с помощью программного обеспечения STARe с Δ H m 0 207,1 Дж / г [29] согласно Khanna et al. [30] с прямой базовой линией. Анализ кинетики неизотермической кристаллизации для результатов ДСК был выполнен в соответствии с модифицированной теорией Аврами Джезёрни [31]. Термограммы ДСК часто не позволяют определить, где начинается процесс кристаллизации и где он заканчивается. Графики Аврами сильно зависят от формы и положения границ процесса кристаллизации.Поскольку в литературе не сообщалось о четко воспроизводимой процедуре, и для гарантии воспроизводимости тепловой поток был дифференцирован (порядок 1 st ) и нанесен на график в зависимости от температуры, чтобы определить начало и конец окна кристаллизации для оценки Avrami.Реологические исследования сдвиговой деформации проводили с помощью ротационного реометра Anton Paar MCR 702 TwinDrive, 804x, Грац, Австрия, в атмосфере азота (50 мл / мин) с геометрией образца диаметром 25 мм и толщиной 2 мм.Зачистки деформации проводились в диапазоне деформации от 0 до 100% с угловой частотой 1 рад / с при 180, 190 и 200 ° C. Развертка частоты выполнялась при постоянной температуре 180, 190 и 200 ° C с уменьшающейся угловой частотой от 200 до 0,1 рад / с и амплитудой 5%. Неизотермические многоволновые (NiMW) измерения были выполнены с помощью ротационного реометра Anton Paar MCR 702 в атмосфере азота при скоростях охлаждения 0,5, 1, 2 и 4 К / мин от 200 до 100 ° C для определения точки гелеобразования из-за кристаллизации. и начальная точка кристаллизации.Гармоники были выбраны как коэффициенты 5, 25 и 125 основной синусоидальной волны (1 рад / с).
Изотермический многоволновой анализ был аналогичным образом выполнен на приборе Anton Paar MCR 702 TwinDrive в атмосфере азота. Процедура измерения для этой работы была специально разработана для предотвращения преждевременной кристаллизации образца. Процедура измерения состояла из трех этапов: ( I ) Охлаждение расплава полимера до температуры, на 1 ° C превышающей температуру исследования (ранее определенную с помощью DSC), в то время как напряжение сдвига увеличивается с 25 до 40 Па.( II ) Охлаждение от начальной температуры до исследуемой температуры с постоянным напряжением сдвига 50 Па. ( III ) Измерение при исследуемой температуре со скоростью 1 рад / с и напряжением сдвига 50 Па. Было исследовано Sinopec E02ES CoPo при 130, 129, 128 и 127 ° C; Sinopec HMS20Z при 136,5, 135,5, 134,5 и 133,5 ° C; и Borealis WB140 HMS при 148,5, 147,5, 146,5 и 145,5 ° C. Нормальная сила поддерживалась постоянной на уровне 0 Н во время измерений, поскольку объем образца уменьшался из-за кристаллизации.В таблице 1 примерные процедуры измерения показаны для Sinopec HMS20Z.Исследование прочности расплава марок полипропилена проводили с помощью прибора Rheotens 71.97, установленного на капиллярном реометре высокого давления Göttfert 6000, 74722 Бухен, Германия. Перед тестированием материал сушили в течение ночи при 70 ° C под вакуумом. Измерение проводилось при температуре расплава 220 ° C и скорости сдвига 30 с -1 . Температура была тщательно выбрана, чтобы избежать расширения пряди и провисания расплава после выхода из фильеры, что предотвращает внутреннее напряжение.Диаметр сопла составлял 2 мм при длине 30 мм и расстоянии 95 мм между соплом и верхним колесом. Максимальная скорость вращения колеса (диапазон измерения) была установлена на 1000 мм / с при начальной скорости 7,5 мм / с.
Кроме того, вязкость при удлинении изучалась с использованием универсального приспособления для растяжения (UXF). Это инструмент для вытягивания нити для ротационных реометров. Устройство было изготовлено компанией Anton Paar, Австрия и использовалось с реометром MCR 702. Ленточный образец размером 10 × 18 × 0.6 мм 3 растягивается одноосно с помощью двух цилиндров, которые вращаются вокруг своей оси (ω1 = ω2). Напряжение растяжения получается из измеренного крутящего момента, а скорость деформации — из скорости вращения. Максимальная деформация Генки ε = ln (lmaxl0) составляет 5 за один оборот барабанов. Чтобы уменьшить провисание образца, его подвергли предварительному растяжению. Поэтому был приложен постоянный крутящий момент 2,5 мкНм при 180 ° C, что соответствует напряжению 81 Па в образце, и 1,25 мкНм при 200 ° C, что равняется напряжению 47 Па в образце.Как недостаток, это может вызвать ошибки измерения из-за определенной степени ориентации полимерных цепей. Однако ошибка, связанная с этим начальным натяжением, по результатам экспериментов на удлинение заметно меньше, чем у деформированного образца под действием силы тяжести. Заключительный этап растяжения проводили при скоростях деформации 1, 3 и 10 с -1 до деформации Хенки 4,7. Более высокие скорости удлинения были специально выбраны для имитации скорости вспенивания [13].Экструзия пены проводилась на тандемной экструзионной линии компании Dr.Collin GmbH. Линия состоит из двухшнековой месильной машины ZK 25 P x 42 L / D с максимальной производительностью 15 кг / ч и (A-экструдера) с вращающимися в одном направлении шнеками для компаундирования и впрыска газа, а также одношнекового экструдера E 45 M. x 30 D (экструдер B) для повышения давления и охлаждения. Линия экструзии пены работала с производительностью 5,5 кг / ч, 2–6 мас.% CO 2 в качестве вспенивателя (сверхкритическое дозирование с помощью Maximator) и температуре сопла 190 ° C (156 ° C для Sinopec). . Диаметр сопла 3 мм, длина 100 мм.Скорость вращения шнеков составляла 135 об / мин в A-экструдере и 12 об / мин (9 об / мин для WB140HMS) в B-экструдере. Одношнековый экструдер B-Extruder имеет постоянную глубину лопасти по всему шнеку. Уплотнение, применяемое для предотвращения потерь CO 2 , работает через буфер расплава перед передаточной трубой между экструдером A и B.
Цель заключалась в определении технологического окна для экструзии пенопласта, определяемого наилучшими свойствами пенопласта в отношении плотности и морфологии для исследованных марок полипропилена.Вспенивание Borealis WB140 HMS было довольно сложной задачей, поскольку высокое давление и вязкость сужали рабочее окно. Кроме того, этот сорт не мог содержать более 4 мас.% CO 2 (большее количество вспенивающего агента приводило к сильным колебаниям и утечке газа через фильеру). Для общего сравнения были выбраны материалы с лучшим результатом. Подробные параметры обработки и найденные окна обработки сведены в Результаты. Никакие добавки не использовались для получения сопоставимых характеристик чистого материала.
Морфология пены изучалась на сканирующем электронном микроскопе JEOL JSM-6510, 196-8558 Tokyo, Japan с ускоряющим напряжением 10 кВ и детектором вторичных электронов (SE). Образцы были разрушены в жидком азоте и напылены слоем золота толщиной 13 нм. Оценка диаметров клеток и распределения клеток по размерам проводилась с помощью программы ImageJ в среднем не менее 80 клеток.
4. Выводы
Полипропилен (ПП) — отличный выбор в качестве матричного материала для полимерных пен из-за его хороших механических свойств и химической стойкости.Однако его полукристаллическая природа и низкая эластичность расплава приводят к неблагоприятным пенообразующим свойствам. Длинноцепочечное разветвление полипропилена считается решающим фактором при вспенивании этого материала из-за введения деформационного упрочнения, которое стабилизирует морфологию пенопласта. Однако возникает вопрос, является ли это единственным фактором для получения пен с низкой плотностью? Таким образом, три полипропилена, предназначенные для вспенивания, изучаются на предмет зависимости их пенообразующих свойств от реологических и кристаллизационных свойств.В этой структуре интерес представляют собой линейный полипропилен Sinopec HMS20Z, сополимер PP / PE-block Sinopec E02ES CoPo и длинноцепочечный разветвленный PP Borealis WB140 HMS.
Хотя только LCB-PP демонстрирует деформационное упрочнение и имеет в пять раз большую прочность расплава по сравнению с другими марками, он не обеспечивает самого широкого окна вспенивания или лучшего качества пены с точки зрения плотности (140 г / л) и морфологии ячеек. Напротив, линейный Sinopec HMS20Z обеспечивает низкую плотность (<40 г / л) и превосходную морфологию пены.Sinopec E02ES CoPo работает довольно плохо с точки зрения плотности и посредственным с точки зрения клеточной морфологии.
Благоприятное пенообразование Sinopec HMS20Z-PP объясняется более медленной кристаллизацией и низкой температурой кристаллизации по сравнению с двумя другими материалами. Проведены многоволновые эксперименты по изучению гелеобразования за счет кристаллизации. В изотермических многоволновых экспериментах Sinopec HMS20Z демонстрировал гелеобразное поведение в течение длительного периода времени, тогда как два других PP быстро замерзали.Неизотермические многоволновые испытания также подчеркивают обнаружение широкого окна обработки для линейного полипропилена (Sinopec HMS20Z), поскольку разница температур (и времени) между началом кристаллизации и точкой гелеобразования значительно больше по сравнению с другими сортами полипропилена. Эти результаты были также подтверждены в экспериментах DSC, поскольку кристаллическое совершенство Sinopec HMS20Z происходит значительно медленнее, что, в свою очередь, приводит к более длительному гелеобразному состоянию перед затвердеванием. Опять же, следует отметить, что эта марка полипропилена не проявляет деформационного упрочнения.Таким образом, можно сделать вывод, что, помимо достаточных реологических свойств, поведение кристаллизации имеет первостепенное значение для вспенивания с точки зрения широкого технологического окна, когда стремятся получить пену низкой плотности и хорошей морфологии. В частности, для охлаждения предпочтительным является широкий температурный интервал между началом кристаллизации и гелеобразованием, для изотермических процессов более длительное время в гелеобразном состоянии оказывается полезным.
Температурные требования для обработки литых полиуретановых систем
Литые полиуретаны перерабатываются в жидком состоянии.То есть отдельные компоненты системы перед смешиванием разжижают, а затем отливают в форму или выливают на поверхность, чтобы дать отверждению перейти в твердое состояние.
После завершения первоначального отверждения в форме изделия можно перенести на стадию пост-отверждения для завершения реакции и достижения желаемых свойств. На рисунке ниже показаны этапы процесса литья полиуретана.
Условия обработки оказывают значительное влияние на конечные свойства литого полиуретана, независимо от системы.Два технологических параметра, которые имеют решающее влияние на характеристики систем полиуретан / мочевина, — это температура и соотношение форполимера и отвердителя. Количество отвердителя, необходимое для соответствия стехиометрии форполимера, обычно выбирается для улучшения определенного набора свойств (например, прочности на разрыв, сопротивления разрыву и истиранию и т. Д.) И должно соблюдаться в процессе дозирования и смешивания.
В этом блоге мы рассмотрим требования к температуре для эффективной работы с отвердителями, такими как диолы, диамины, а также с продуктами, используемыми в качестве удлинителей цепи и отвердителей в системах полиуретан / мочевина.
Твердые отвердители, используемые в литых полиуретановых системах
Во многих литых полиуретановых системах используются твердые отвердители, такие как MOCA, MCDEA, HQEE и HER, и эти отвердители необходимо плавить и обрабатывать в жидком состоянии. Ниже приведены температурные требования, которым необходимо следовать для этих удлинителей цепи.
Системы, отвержденные MOCA
MOCA — широко используемый отвердитель в процессе горячего литья, особенно с форполимерами TDI. Он обеспечивает полимеры с превосходными свойствами сохранения свойств при высоких температурах и хорошими динамическими характеристиками.По сравнению с другими диаминовыми лечебными средствами, такими как MBOEA, MCDEA и DETDA, MOCA демонстрирует более низкую реакционную способность и более длительный срок службы. См. Таблицу ниже.
Температура плавления MOCA составляет 98–102 ° C (208–216 ° F). Соответственно, номинальная рабочая температура расплавителя MOCA должна составлять от 110 до 120 ° C (230–248 ° F). Поскольку MOCA разлагается при воздействии более высоких температур, избегайте нагревания MOCA выше 125 ° C (257 ° F).
Системы, отвержденные MCDEA
MCDEA — это превосходный твердый ароматический диаминный отвердитель для высокоэффективных литых полиуретанов.Он обеспечивает улучшенные динамические механические свойства и низкий гистерезис. Составы на основе MCDEA обычно обладают хорошей стойкостью к истиранию, хорошей эластичностью и прочностью на разрыв, а также хорошими технологическими характеристиками. Обычно эти свойства ценны для промышленных колес и шин, колес и роликов для спортивных и развлекательных парков, промышленных роликов и конвейерных лент.
Температура плавления MCDEA составляет 87–90 ° C (189–194 ° F). Соответственно, номинальная температура обработки для MCDEA должна составлять 95–110 ° C (203–230 ° F), обычно 100 ° C (212 ° F).MCDEA проявляет более высокую реактивность, чем MOCA. Следовательно, жизнеспособность систем MCDEA / TDI короче по сравнению с системами MOCA / TDI.
Системы, отвержденные HQEE
HQEE — это удлинитель цепи ароматического диола для систем преполимеров MDI, создающий полиуретановые эластомеры с превосходными динамическими свойствами, хорошим сопротивлением разрыву и высокой упругостью. Эластомеры серии HQEE / MDI могут соответствовать многим характеристикам систем MOCA / TDI. Применения эластомеров MDI / HQEE включают промышленные колеса и шины, колеса для спортивных и развлекательных парков, футеровки и покрытия труб, ролики, покрытия промышленных роликов, прокладки, уплотнения для нефтяных месторождений и другие высокоэффективные конечные применения.
Однако существуют трудности, связанные с переработкой HQEE из-за его высокой температуры плавления, ~ 98 ° C (~ 208 ° F), и того факта, что HQEE не переохлажден (HQEE будет быстро кристаллизоваться ниже своей точки плавления). Соответственно, важно равномерно нагреть и слегка перемешать HQEE в плавильном баке и предварительно нагреть форполимер до 90 ° C (194 ° F) или выше перед добавлением HQEE. Кроме того, все линии передачи HQEE должны быть нагреты до 110 ° C. (230 ° F) и изолирован, чтобы предотвратить появление холодных пятен, которые могут вызвать кристаллизацию HQEE в линиях и привести к неточному соотношению компонентов смеси.Температура формы должна быть 110 ° C (230 ° F) или выше, чтобы предотвратить дефекты литых деталей.
Еще одна технологическая проблема, с которой сталкивается HQEE в качестве удлинителя цепи, — это явление, называемое «звездочкой» на поверхности деталей. Это явление объясняется прекращением использования продукта реакции HQEE и свободного мономера MDI, особенно на поверхностях форм при температурах ниже 110 ° C (230 ° F). Сообщалось, что преполимеры MDI с низким содержанием свободного MDI проявляют гораздо меньшую тенденцию к образованию звездочек из-за более низкого содержания мономера свободного MDI.
В некоторых случаях другие диолы, такие как HER или PTMEG, могут быть добавлены в небольших количествах к HQEE для облегчения поддержания расплавленного состояния.
Системы HER-отверждения
HER является изомерным аналогом HQEE и еще одним удлинителем цепи ароматического диола для систем форполимеров MDI. Свойства преполимеров HER с расширенным MDI сравнимы со свойствами HQEE. Однако HER имеет более низкую температуру плавления 89 ° C (192 ° F) и способность переохлаждаться, что дает значительные технологические преимущества по сравнению с HQEE: более низкие температуры обработки, более широкий диапазон температур обработки, отсутствие «звездочек» и меньшая склонность к кристаллизации в технологическом оборудовании.После плавления при 90–100 ° C (194–212 ° F) температура HER может быть снижена примерно до 80 ° C (176 ° F) без кристаллизации.
В уретановых эластомерах HER обеспечивает превосходные механические свойства; твердость; очень хорошая устойчивость к разрыву, порезам и истиранию; и хорошая отказоустойчивость. Применения такие же, как у HQEE, в том числе промышленные колеса и шины, спортивные колеса, штамповочные подушки и покрытия, ролики, покрытия промышленных валков, прокладки, уплотнения для нефтяных промыслов, детали конвейеров и другие высокоэффективные конечные применения.
Жидкие отвердители, используемые в литых полиуретановых системах
Некоторые отвердители для литых полиуретановых систем находятся в жидком состоянии при комнатной температуре, но их вязкость может быть слишком высокой для эффективного смешивания с форполимером. В таких случаях обычно необходимо повысить температуру отверждения, чтобы снизить его вязкость. Ниже приведены температурные требования для некоторых жидких диаминовых и диольных отвердителей, используемых в литых полиуретановых системах.
Диамины
Некоторыми обычно используемыми жидкими ароматическими диаминовыми отвердителями являются DETDA, DMTDA, MBOEA и P-1000.Эти диамины обладают тем преимуществом, что позволяют обрабатывать их при более низких температурах. Однако известно, что отверждение при более высоких температурах может привести к повышению прочности на разрыв, а также сопротивления разрыву и истиранию. DETDA и MBOEA демонстрируют очень высокую скорость отверждения и короткую жизнеспособность с форполимерами TDI. DMTDA имеет более низкую реакционную способность и показывает работоспособную жизнеспособность при 100 ° C (212 ° F), сравнимую с таковой у систем MOCA / TDI.
Смеси диаминовых отвердителей, такие как MBOEA с DETDA, могут снизить общую вязкость и улучшить текучесть при более низких температурах.
P-1000 представляет собой полимерный диаминный отверждающий агент, который представляет собой вязкую жидкость при комнатной температуре и проявляет гораздо более низкую реакционную способность в системах TDI; его также можно использовать в системах MDI. P-2000 представляет собой воскообразное твердое вещество при температуре окружающей среды с температурой плавления в диапазоне 18–23 ° C. Оба отвердителя выигрывают от обработки при более высоких температурах, при которых снижается вязкость.
Диолы
Жидкие диоловые удлинители цепей, такие как 1,4-бутандиол (BDO) и 2-метил-1,3-пропандиол (MPO), могут использоваться в литых полиуретановых системах на основе MDI при комнатной температуре.Температура обработки и уровни загрузки катализатора влияют на жизнеспособность систем диол / МДИ. Некатализированные системы могут иметь жизнеспособность 10–20 минут при 70 ° C; однако обработка при более высоких температурах или использование катализаторов значительно сокращает жизнеспособность.
При обработке литых полиуретановых систем важно учитывать, что BDO замерзает при 20 ° C (68 ° F). Следовательно, его необходимо поддерживать выше точки замерзания, чтобы избежать кристаллизации в линиях оборудования и разделения фаз в составе на стороне B.
MPO — еще один жидкий удлинитель цепи первичного диола с температурой замерзания -54 ° C. Как изомер BDO, он имеет идентичную молекулярную и эквивалентную массу, что и BDO, но обеспечивает лучшую совместимость с преполимерами на основе сложного полиэфира и простого полиэфира. Следует отметить, что полученный эластомер будет более мягким по сравнению с эластомером, полученным с использованием BDO, и будет демонстрировать лучшую гидролитическую стабильность. Реактивность MPO лишь немного ниже, чем у BDO, и в процессорах использовались смеси BDO с MPO.
Если вы хотите приобрести эти лечебные средства или получить дополнительную информацию о том, как их правильно использовать, свяжитесь с Gantrade Corporation, чтобы получить опыт и поддержку нашей технической команды.