Заказать распил и кромление ЛДСП в Нижнем Новгороде
Он-лайн калькулятор раскроя ЛДСП
Закажи распил не выходя из дома!
Вы получите мгновенный расчёт стоимости распила + карты раскроя и спецификация деталей в формате PDF.
Оформление заявки на сайте в один клик.
Самый комфортный распил ЛДСП в Нижнем Новгороде:
- Распил ламинированной ДСП, МДФ, ДВП, столешниц
- Составление карт раскроя, технические расчёты
- Кромление деталей (облицовка торцов кромкой)
- Фрезеровка деталей (криволинейная форма)
- Пропил паза под ДВП (для верхних кухонных ящиков)
- Выпил в столешнице под мойку и варочную поверхность
- Присадка (сверление отверстий) под крепёж, петли и ручки
- Сборка выдвижных ящиков + разметка под направляющие
- Упаковка деталей
Выбирайте только нужные вам услуги и собирайте мебель самостоятельно
Кромление деталей на итальянском станке SCM
КАТАЛОГ ДЕКОРОВ ЛДСП
Дополнительный сервис:
- Детское место для ребёнка, чтобы не скучал при оформлении заказа
- Помощь при выборе материалов, декоров и фурнитуры
- Любые способы оплаты (нал, безнал, карты)
- Доставка заказа до вашего подъезда
Сверление отверстий на присадочном станке
Покупателю на заметку
- Мы не просто пилим ЛДСП — вы можете заказать любые услуги и собрать мебель самостоятельно.

- Для экономии материала мы составляем карты раскроя в специальной программе.
- Сроки распила ЛДСП от трёх до семи рабочих дней (в зависимости от сложности).
- На деталях есть бирки для дальнейшей сборки мебели. Все детали упакованы.
- Если вы приехали к нам сами, мы обязательно поможем загрузить заказ в машину.

Мы делаем экологичную мебель
ЛДСП Ламарти — первое место по экологичности, класс эмисссии формальдегида Е0,5 (Европейский стандарт).
Помните! если вы сомневаетесь в качестве мебели — вызывайте Роспотребнадзор для замера уровня формальдегида в ЛДСП.
КАТАЛОГ ДЕКОРОВ ЛДСП
Как узнать стоимость распила?
Сделать это самостоятельно на нашем сайте
Для вашего удобства нашем сайте есть онлайн калькулятор распила. Выбирайте декор ЛДСП, заносите размеры и количество ваших деталей, отмечайте стороны, где кромить — и вы получите точную стоимость, спецификацию деталей и карты раскроя в формате pdf.
онлайн распил лдсп
Написать нам письмо и мы рассчитаем сами
Вы можете прислать нам список ваших деталей, картинку мебели или другие файлы. Мы сделаем карты раскроя и в течении суток и сообщим вам стоимость.
Рассчитать стоимость распила
Распил ЛДСП и ДСП по размерам заказчиков в СПб.
Компания «Точная Линия» с 2010 года работает на мебельном рынке Санкт-Петербурга и Ленинградской области.
Наши основные направления:
- Делаем корпусную мебель на заказ
Изготавливаем любую корпусную мебель на заказ по вашим проектам: шкафы-купе, кухни, прихожие, гостиные, комоды, тумбы, столы, стеллажи и распашные шкафы. - Продаем уже готовую мебель
В наличии имеются готовые стандартные изделия: шкафы-купе, кухонные модули, тумбы, стеллажи, столы, распашные шкафы. - Производим двери-купе на заказ (являемся производителем в СПб)
Изготавливаем по вашим чертежам двери-купе в уже имеющийся шкаф, гардеробную или нишу. - Коммерческий распил, кромление ЛДСП и МДФ , фрезеровка и присадка деталей
Оказываем профессиональные услуги по распилу ДСП, ЛДСП, МДФ, ДВП, ЛДВП, ХДФ, фанеры, столешниц. Предлагаем криволинейное и прямолинейное кромление ЛДСП. Осуществляем фрезеровку и присадку деталей по вашим чертежам.

У нас вы можете приобрести материал различных производителей, размеров и цветов. Также принимаем в распил материал заказчика.
Работаем с физическими и юридическими лицами.
Осуществляем доставку.
Наличие собственного производства гарантирует лучшую цену и минимальные сроки!
На данный момент развития мебельного производства одной из самых востребованных продукций является офисная мебель. Офисная корпусная мебель, изготовленная из ДСП, имеет большой спрос, поскольку обладает невысокой ценой при хорошем качестве…подробнее
Кухни на заказ от производителя на 30% дешевле любого шоурума
Наиболее важной комнатой в любом доме является кухня.
Шкафы купе на заказ по индивидуальным размерам
Практичным и модным элементом корпусной мебели в квартире сейчас стали так называемые шкафы купе. Их широкое распространение (а сейчас такие шкафы можно встретить в любой квартире) объясняется удобством изготовления на производстве, поскольку они изготавливаются под конкретные размеры помещения и максимально функциональны…подробнее
Распил ДСП, ЛДСП, МДФ по размерам заказчика
Первое впечатление о хозяине складывается по обстановке в его квартире. Основным элементом декорирования квартиры является мебель. Найти красивую мебель в магазине довольно таки просто, но вот качественную и недорогую – вызывает затруднение…подробнее
Для улучшения внешнего вида корпусной мебели на торец деталей наносятся кромочные материалы. Это не только дает высокий эстетический эффект, но и практически срок эксплуатации мебели увеличивается, поскольку повышаются характеристики влагостойкости и прочности всего изделия. Кромооблицовка является…подробнее
Это не только дает высокий эстетический эффект, но и практически срок эксплуатации мебели увеличивается, поскольку повышаются характеристики влагостойкости и прочности всего изделия. Кромооблицовка является…подробнее
В мебельном производстве имеется такое понятие как присадка, причем даже опытные мастера не могут объяснить, откуда появилось это понятие. Есть даже предположение что это просто сленговое выражение, которое прочно вошло в обиход мастеров мебели, изготавливаемой из ДСП и других аналогов дерева. В целом…подробнее
Фрезеровка МДФ и ЛДСП на заказ
Компания «Точная Линия» предоставляет услуги по изготовлению мебельной продукции любой сложности, как по нашим шаблонам, так и по проектам Заказчика. Обработка деталей производится…подробнее
Заказ фрезеровки любой сложности на различных материалах
Раскрой, распил листовых материлов без сколов
Мы осуществляем распил ЛДСП, ДСП, МДФ, фанеры по минимальной цене, но с высоким качеством. Осуществляем криволинейный и прямолинейный раскрой листовых материалов (ЛДСП, МДФ, фанера, акрил, ПВХ-пластик, оргстекло, алюминиевый композит, HPL-пластик), а так же 3D гравировку и фрезеровку в том числе на дверях и кухонных фасадах. Производим обработку массива древесины, фанеры, пластика, а также древесных плит на фрезерных станках с ЧПУ.
Осуществляем криволинейный и прямолинейный раскрой листовых материалов (ЛДСП, МДФ, фанера, акрил, ПВХ-пластик, оргстекло, алюминиевый композит, HPL-пластик), а так же 3D гравировку и фрезеровку в том числе на дверях и кухонных фасадах. Производим обработку массива древесины, фанеры, пластика, а также древесных плит на фрезерных станках с ЧПУ.
Используемые нами высокотехнологичные станки для раскроя позволяют сделать прямолинейный и криволинейный раскрой листовых материалов без сколов. Они с лёгкостью осуществляют распил криволинейных деталей из ЛДСП, из композитных материалов и пластика, а так же имеют возможность нанесения рельефного изображения – гравировки.
 Детали изготавливаются с точностью +/- 0,5 мм.
Детали изготавливаются с точностью +/- 0,5 мм.Раскрой и распил ЛДСП, ДСП, ДВП, МДФ, ХДФ, оргалита, фанеры, ламинированных листовых материалов, HPL-пластика, ПВХ пластика, оргстекла, алюминиевых композитов, 3D-гравировка, 2D-фрезеровка, нанесение кромки (кромкооблицовка, кромкование), сверление отверстий (присадка), а так же изготовление мебельных деталей, мебели и выставочных стендов на заказ.
Приглашаем к сотрудничеству производителей корпусной и кухонной мебели, застройщиков выставочных стендов, рекламные агентства.
Для точного расчета вашего заказа просьба прислать запрос нам на e-mail ([email protected]) с заполненным Бланком заказа на распил.
Прайс-лист:
Фрезеровка, гравировка
Фрезеровка – это искусствоВыверенная до степени изящества форма либо дается природой, либо создается мастером в процессе творчества. Идеальным помощником в деле искусственного создания изящных форм является рекламно-производственная компания «Арт Фреза», в арсенале которой имеется фрезерно-гравировальный станок MultiCam 1000 Series.
Фрезеровка – оптимальный способ обработки различных деталей и листовых материалов. Высокие скорость и точность обработки при фрезеровке фанеры, ЛДСП, МДФ, пластика, акрила, композита достигаются за счет того, что перемещение фрезы задается программно.
Отличительным достоинством фрезерной резки материалов является чистота образующейся кромки. Особенно это ценно, когда осуществляются распил и кромление ЛДСП. Данное качество дает весомое преимущество в сравнении с лазерным раскроем, после которого требуется ручная обработка кромки. Именно за счет качественного торцевания при фрезеровке акрила удается изготавливать необычайно эффектные акрилайты – подсвечиваемые выгравированные изображения на прозрачном материале.
Диапазон возможностей нашего оборудования позволяет решать различные задачи. В первую очередь, это промышленное производство рекламной продукции. Фрезеровка пластика, в отличие от литья и штамповки, акцентирует внимание на форме изделия. Для изготовления более масштабных наружных объектов применяется фрезеровка композита. Изготовленные нами рекламные образцы обязательно привлекут к себе внимание.
Изготовленные нами рекламные образцы обязательно привлекут к себе внимание.
Возможность фрезеровки МДФ, ЛДСП, дерева и фанеры буквально развязывает руки дизайнерам мебели и интерьера. Теперь любая форма, задуманная в эскизе, будет реально отображена в выбранном заказчиком материале. Фрезеровка деталей любой сложности или гравировка с применением нашего оборудования отличается высокой точностью и максимальным соответствием проектному решению, разработанному с помощью современного программного обеспечения.
Обратившись в нашу компанию, вы можете рассчитывать, что наши специалисты создадут необходимый макет и подберут на месте оптимальный материал для реализации ваших идей.
Дерево, фанера, ЛДСП, МДФ – воспользовавшись нашими услугами фрезеровки или гравировки этих материалов, вам удастся подчеркнуть лучшие их свойства, достичь гармоничного сочетания между формой предмета и его функциональным назначением.Мы предлагаем изготовление криволинейных деталей любой конфигурации согласно чертежам и макетам Заказчика. Фрезеровка деталей производится профессиональных фрезерных станках с ЧПУ, что позволяет получить любой желаемый контур с максимальной точностью и без сколов.
Фрезеровка деталей производится профессиональных фрезерных станках с ЧПУ, что позволяет получить любой желаемый контур с максимальной точностью и без сколов.
Фрезеровка представляет собой процесс обработки материалов посредством резания с использованием фрезы.
В настоящее время фрезерная резка является одним из быстрых и лучших способов изготовления различной рекламной и мебельной продукции. Она дает возможность раскраивать множество видов материалов (ЛДСП, ДСП, МДФ, HPL-пластик, ХДФ, композитные материалы, пластик ПВХ, фанера, оргстекло и другие) различными способами, в особенной степени ее преимущества раскрываются при фасонном или фигурном разрезе.
С помощью фрезеровки становится возможным изготовление нестандартной рекламной продукции — POSM, выставочных стендов, объемных букв, вывесок, световых коробов, мебели.
В этом вопросе возможности фрезерных работ весьма широки: с их помощью могут быть получены как простые, плоскостные формы, так и объемные, трехмерные объекты. В качестве материала заготовки, используемой при фрезеровке, может быть использован композит на основе аллюминия, акрил, ПВХ-пластик, полистирол, оргстекло, ЛДСП, ДСП, дерево, МДФ, оргалит.
В качестве материала заготовки, используемой при фрезеровке, может быть использован композит на основе аллюминия, акрил, ПВХ-пластик, полистирол, оргстекло, ЛДСП, ДСП, дерево, МДФ, оргалит.
Основными преимуществами фрезеровки:
- высокое качество готовых изделий и чистота среза;
- возможность работы с материалами, недоступными для других типов резки;
- относительно невысокая себестоимость изготовления продукции при небольших объемах производства в сравнении с другими технологиями;
- высокая оперативность изготовления нужного числа однотипных изделий.
Области применения фрезеровки:
- изготовление табличек и букв разной степени сложности;
- изготовление деталей световых коробов и объемных букв;
- изготовление ценников, номерков, разнообразных офисных табличек, подставок;
- изготовление вывесок различной степени сложности;
- фигурная резка букв по намеченному контуру;
- резка векторного типа любой степени сложности;
- изготовление фасадов мебели;
- снятие фасок;
- фигурный раскрой материала листового типа;
- изготовление различных клише и шаблоно;
- штампов и прессформ.

Работы производятся на высокоточном оборудовании, специалистами, имеющими большой практический опыт работы. При помощи данного оборудования можно выполнять фрезеровочную резку по таким материалам как: пластик, ПВХ, полистирол, поликарбонат, пенопласт, акрил, двухслойный пластик, оргстекло, фанера, дерево, композитных материалов (алькобонд, дюбонд, голдстар, алюсан, необонд и пр.), МДФ, ЛДСП, ДСП, ДВП, алюминий, оргалит.
Прайс-лист:
Изготовление мебельных деталей на заказ
Рекламным компаниям, застройщикам выставочных стендов, мебельным салонам и производствам мы предлагаем услуги по изготовлению качественных мебельных деталей на заказ:
- распил на форматно-раскроечном станке сподпильным диском или на фрезерном станке с ЧПУ
- кромкооблицовка мебельных деталей — ПВХ кромка от 0,4 до 2мм толщины, меламиновая кромка
- горизонтальная и вертикальная присадка
- сборка изделий из деталей
Мебельные детали, сделанные у нас, позволят увеличить мощности Вашего производства.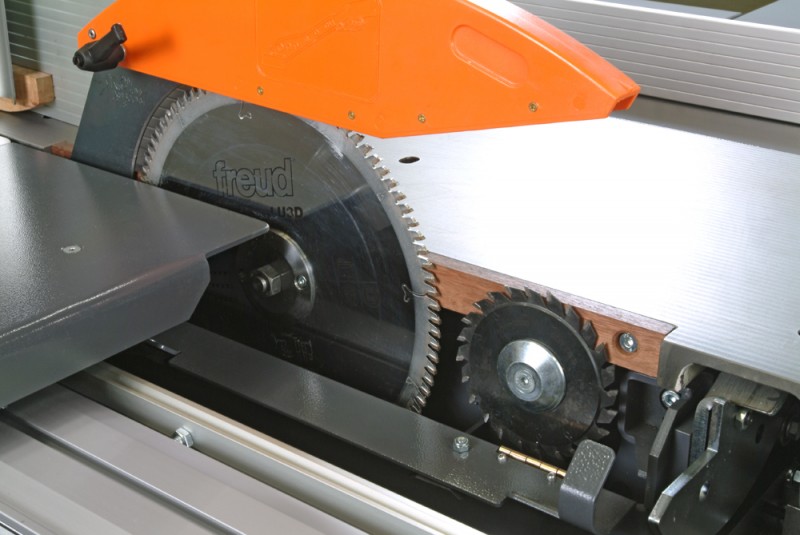 Изготовление мебельных деталей осуществляется профессиональными работниками на специальном оборудовании высокого качества.
Изготовление мебельных деталей осуществляется профессиональными работниками на специальном оборудовании высокого качества.
Гарантируем высокое качество и короткий срок изготовления мебельных материалов.
Кромкооблицовка
Одно из направлений нашей деятельности — выполнение кромкооблицовочных работ.
Мы предлагаем нанесение всех видов кромки, представленных на современном рынке:
Кромка ПВХ изготавливается из поливинилхлорида и применяется преимущественно для торцевания изделий из ДСП. Помимо эстетической функции, она обеспечивает защиту от влаги и увеличивает срок службы изделия;
ABS – (акрилонитрил-бутадиен-стирол) представляет собой термопластичный полимер с высокой механической прочностью и устойчивостью к царапинам, термическому воздействию и ударам. Такая кромка актуальна при производстве кухонь, ванных, кухонных столешниц, офисной мебели, при оформлении витрин и других видов интерьера;
В результате нашей работы достигается отличный эстетический эффект, повышается защита от воздействия влаги и увеличивается срок службы мебели.
Прайс-лист на услуги кромкооблицовки.
Сверлильно-присадочные услуги
Присадка мебельных деталей включает в себя сверление глухих и сквозных отверстий в деталях для их сборки в изделие с применением стандартного крепежа, а также сверление или наколку (частичную наметку под винты) монтажных отверстий для установки мебельной фурнитуры и механизмов.
Наша компания производит услугу присадки деталей двух видов:
Типовая присадка сборочных спряжений деталей из ЛДСП или МДФ — по размерно-сборочным эскизам изделий, предоставляемых заказчиком;
Индивидуальная присадка — по разметочным эскизам заказчика на каждую конкретную деталь из ЛДСП или МДФ, с нанесением размеров разметки и обозначения всех требуемых отверстий.
Индивидуальная присадка сборочных и монтажных отверстий производится только при наличии у заказчика эскизов всех присаживаемых деталей, на которых нанесена точная разметка всех отверстий, их обозначение по виду (глухое, сквозное), по диаметру, по глубине сверления. При этом сквозные отверстия выполняются диаметрами 5, 8, 10 мм, глухие отверстия диаметрами 5, 8, 10, 15, 20, 35 мм.
При этом сквозные отверстия выполняются диаметрами 5, 8, 10 мм, глухие отверстия диаметрами 5, 8, 10, 15, 20, 35 мм.
На деталях толщиной менее 16 мм глухие отверстия не выполняются.
Если Вы затрудняетесь в составлении требуемых сборочных и разметочных эскизов присадки, рекомендуем Вам воспользоваться услугой наших технологов-конструкторов, которые в Вашем присутствии разработают нужные эскизы и рассчитают всю необходимую присадку для сборки Вашей мебели.
Приглашаем к сотрудничеству производителей корпусной и кухонной мебели, застройщиков выставочных стендов, рекламные агентства.
Для точного расчета вашего заказа просьба прислать запрос нам на e-mail ([email protected]).
Чтобы получить более подробную информацию, вы можете связаться с нашими менеджерами по телефонам:
+7 (926) 610-89-77
+7 (968) 544-45-76
Три настольных пилы, которые должны быть у деревообрабатывающих предприятий — блог Woodworkers Source Blog
Главная страница блога> Спросите нас, Советы и хитрости, Деревообработка 101 Если вы потратите 2000 долларов на новую настольную пилу, скорее всего, она будет иметь посредственное полотно.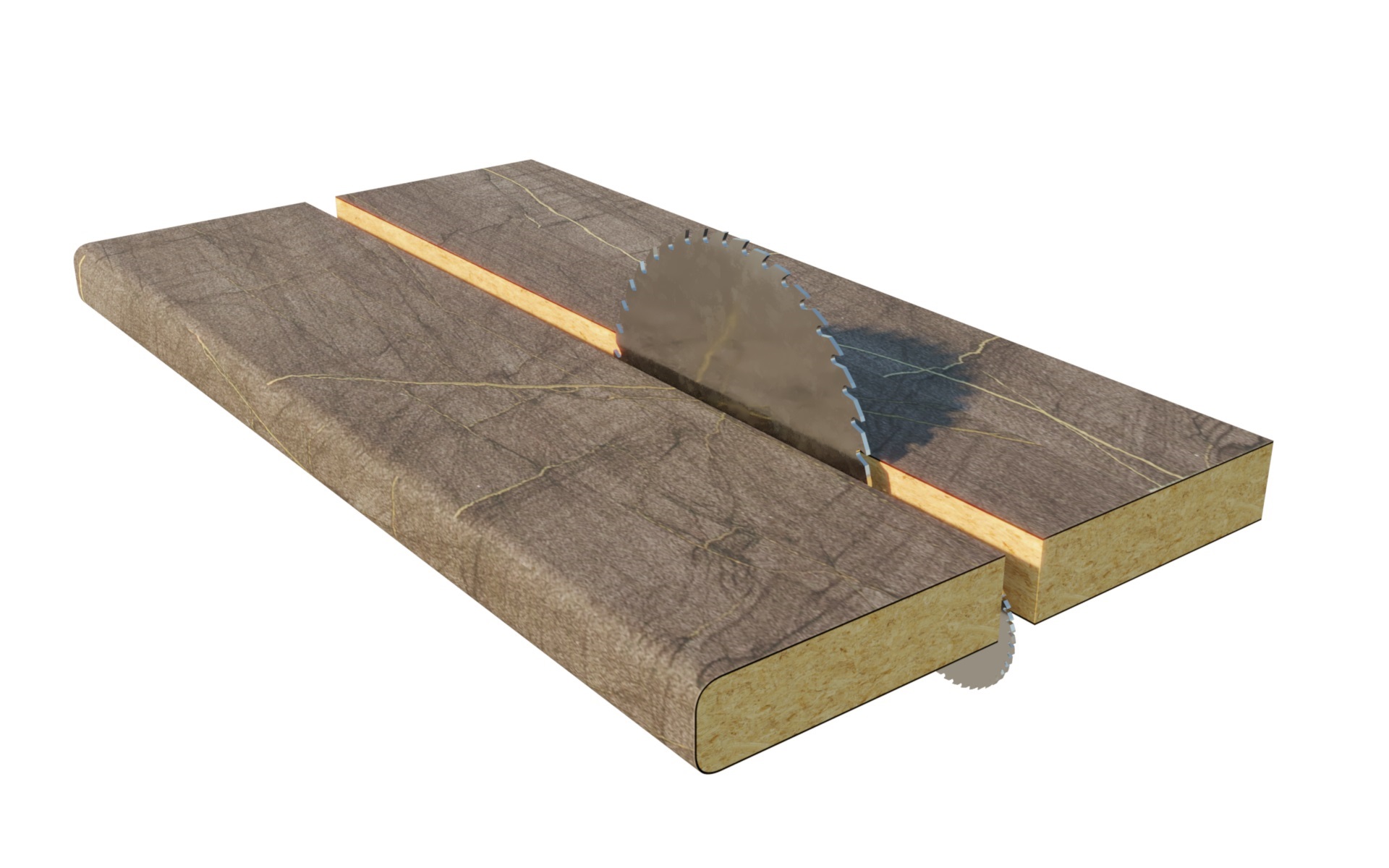 И вы, вероятно, выдержите это лезвие до тех пор, пока оно не станет слишком тупым, чтобы вытерпеть, а затем вы, наконец, решите окунуться в бюджет пиломатериалов, чтобы купить новый.
И вы, вероятно, выдержите это лезвие до тех пор, пока оно не станет слишком тупым, чтобы вытерпеть, а затем вы, наконец, решите окунуться в бюджет пиломатериалов, чтобы купить новый.
Вот когда вы откроете для себя море вариантов, и опыт, вероятно, будет до абсурда запутанным.Лезвия размером 10 дюймов могут иметь всего 20 зубцов, но могут достигать 120, причем все зубья имеют разные формы и углы. А стоимость еще хуже: от 30 до 200 долларов. Если все, что вам нужно, — это отрезать немного дерева для изготовления мебели, как вы вообще определите, какой из них вам подходит?
Так что давайте упростим дело. Три стиля лезвий, представленных ниже, помогут вам, если вы собираетесь строить мебель и мебель из твердых пород дерева. Мы не говорим здесь о брендах или моделях, а просто говорим о стилях лезвий.
Стоит ли потратить много денег на хорошее лезвие? Гм. . . да . Причина заключается не только в качестве пропила, которое сводится к большей точности, лучшим столярным изделиям и более приятному опыту работы с деревом, но и в долговечности полотна. Более дорогие лезвия имеют более толстые и прочные твердосплавные зубья, которые дольше остаются острыми и могут выдерживать большее количество заточек в течение длительного времени, потому что для работы требуется больше карбида. В конечном итоге вы действительно будете меньше тратить на лезвия и, надеюсь, больше на настоящую радость от создания проектов.Таким образом, даже если такое лезвие может обойтись вам в 100 долларов и более, вы продлите срок его службы по сравнению с лезвием более низкого уровня.
Более дорогие лезвия имеют более толстые и прочные твердосплавные зубья, которые дольше остаются острыми и могут выдерживать большее количество заточек в течение длительного времени, потому что для работы требуется больше карбида. В конечном итоге вы действительно будете меньше тратить на лезвия и, надеюсь, больше на настоящую радость от создания проектов.Таким образом, даже если такое лезвие может обойтись вам в 100 долларов и более, вы продлите срок его службы по сравнению с лезвием более низкого уровня.
Ну вот.
1. Начните с универсального отвала 40 т или комбинированного отвала 50 т
Почему это лезвие?
Неудивительно, что каждому владельцу настольной пилы нужен один диск, который справится со всем. Лезвие общего назначения — это все, что вам нужно. Он будет поперечно резать и продевать большинство твердых пород дерева с достаточно чистыми результатами, а хороший может обрабатывать поперечную резку на двухсторонней фанере с лишь незначительным сколом внешнего шпона. Вы можете обойтись одним только этим лезвием для выполнения многих работ по дереву.
Вы можете обойтись одним только этим лезвием для выполнения многих работ по дереву.
Что нужно знать
Плачь один раз, покупай один раз: получи лучшее универсальное лезвие, какое только сможешь. Высококачественные полотна общего назначения стоят от 100 до 150 долларов, но вы просите это полотно выполнять большую часть работы с настольной пилой. У них есть свои пределы, но старая пословица, как правило, верна: вы получаете то, за что платите. Но знайте: лезвия общего назначения проходят настоящее испытание в при распиловке густых пород древесины , таких как вишня, клен и бук.Эта древесина легко горит (обычно при распиловке) даже с лучшими лезвиями общего назначения. Для резки листов с облицовкой шпоном и фанеры вы всегда получите лучший рез, используя пластину игольной пластины с нулевым зазором и выполняя надрезанный проход на поперечных разрезах.
СОВЕТ — Получите безосколочные срезы фанеры и меламинаПосле того, как вы установили упор для пропила, установите лезвие так, чтобы оно находилось примерно на 1/16 дюйма над столом.
 Сделайте надрез — он должен прорезать только неглубокую канавку, также называемую насечкой, на вашей заготовке.Затем поднимите лезвие на высоту для полного пропила и сделайте последний проход. Вы всегда будете получать результаты без сколов и осколков. Этот прием называется оценочной передачей.
Сделайте надрез — он должен прорезать только неглубокую канавку, также называемую насечкой, на вашей заготовке.Затем поднимите лезвие на высоту для полного пропила и сделайте последний проход. Вы всегда будете получать результаты без сколов и осколков. Этот прием называется оценочной передачей. Как распознать
Пильные полотна общего назначения и комбинированные полотна сильно отличаются друг от друга, но они часто выполняют одну и ту же роль для плотников. Вот как они сравниваются.
| Лезвие общего назначения Ожидайте, что лезвие общего назначения будет иметь от 40 до 50 зубцов с чередующимся верхним скосом зубьев, чередующимся углом наклона поверхности и несколько глубокими бороздками. На фотографии: Золотая медаль Tenryu 10 ″ x 40 т GM25540-2 | Комбинированный клинок Комбинированный клинок можно увидеть за милю. 50 зубов расположены в группы по 5 зубов с глубокими впадинами между группами. На изображении: Amana 610504 10 ″ x 50 т 50 зубов расположены в группы по 5 зубов с глубокими впадинами между группами. На изображении: Amana 610504 10 ″ x 50 т |
2. Приобретите 8-дюймовый комплект Dado Kit
Почему это лезвие?
Вы бы упустили все возможности своей настольной пилы без набора лезвий dado. Это специальный набор лезвий, которые можно зажать вместе на оправке для создания более широких канавок в древесине, обычно до 3/4 дюйма.Они спасают жизнь при строительстве мебели и краснодеревщиков, где для многих типов соединений требуются выемки, канавки и заглушки.
Использование настольной пилы для соединения паза и дадо — отличный способ присоединить лицевую раму к шкафу так, чтобы она получилась квадратной и точной.
Что нужно знать
Чтобы использовать набор dado на вашей настольной пиле, вам нужно заменить игольную пластину (также известную как вставка) на такую, которая может соответствовать ширине пропила, которую вам нужно достичь. Для резки поперек волокон фанеры или листового материала целесообразно также использовать пластину с нулевым зазором, чтобы минимизировать или исключить сколы и сколы.
Комплект «дадо», который складывается в стопку, обеспечивает разрез с плоским дном, что как раз то, что вам нужно для прочной мебели и корпусных соединений, а также других элементов, таких как коробчатое соединение. Но не все лезвия дадо складываются. Другие называются «воблерами» или «наборами циферблатов», и они оставляют небольшой радиус в нижней части разреза. Для приложений, в которых стык будет невидимым, обычно подходит закругленное дно. Но недостатком является то, что они не имеют полного контакта с ответной деталью, что делает клеевое соединение менее надежным в долгосрочной перспективе.
Стрижка дадо в первый раз может показаться немного тревожной — вы срубаете много дров за один проход. Так что не торопитесь, медленно подавайте материал и используйте предохранительные толкатели или защиту для рук.
Чтобы сделать удачные дадо и кроликов из фанеры или других панелей, познакомьтесь с использованием перьевых досок и жертвенного забора.
Также обратите внимание, что когда вы устанавливаете дадо на настольную пилу, это изменяет расстояние от внешнего лезвия до вашего забора. Не полагайтесь на измерительную ленту, прикрепленную к направляющим ограждения настольной пилы, когда устанавливаете ограждение.
Как идентифицировать
Хороший комплект dado состоит из 6 отдельных лезвий и набора регулировочных шайб для точной настройки конечной ширины реза. Есть два круглых ножа диаметром 8 дюймов и четыре рубильных ножа, которые больше похожи на крылья, чем на ножи. Каждое из двух круглых ножей имеет пропил 1/8 дюйма и должен «сэндвич» с измельчителями, которые бывают шириной 1/16 дюйма, 1/8 дюйма и 1/4 дюйма. Сложите их на оправку настольной пилы, чтобы получить желаемую ширину пропила. См. Также инструкции производителя.
Никогда не используйте набор дадо без обоих двух круглых лезвий в устройстве, и обратите внимание на то, какое из них предназначено для размещения слева и справа от набора.
| Набор лезвий Dado Показано: Amana 8 ″ |
3. По мере развития навыков приобретайте режущее лезвие с 24 зубьями
Почему это лезвие?
Специальное лезвие для продольной резки сэкономит время и силы, когда вы будете продирать большое количество досок по ширине, а хорошее лезвие достаточно хорошо подготовит края для склеивания панелей.Когда вы готовы отказаться от обычного лезвия, вероятно, вам подойдет хорошее режущее лезвие.
Если вы собираетесь использовать настольную пилу для прорезания пазов для декоративных шлицев, вам понадобится продольное лезвие. Плоские зубы оставляют четкую канавку с плоским дном. Другие лезвия — нет, из-за чего шлицы выглядят неряшливо. Нажмите на картинку, чтобы увеличить — эти шлицы плотно прилегают друг к другу.
Что нужно знать
Важное отличие: продольная распиловка — это резка массивной древесины по волокнам, а не поперек волокон.И лезвие, которое отлично режет, будет плохим для поперечной резки, и наоборот.
Хорошее продольное лезвие или лезвие с клеевым слоем оставляет очень гладкие края даже в самой твердой древесине. Вы можете пропустить фуганок и сразу перейти к зажимам. Но это годится для гораздо большего. Режущие диски имеют плоские зубья, что делает их идеальным решением для прорезания пазов в декоративных шлицевых столярных изделиях. Плоский зуб образует канавку с плоским дном, которая идеально подходит для открытых шлицев.По своей конструкции это лезвие режет быстро — небольшое количество зубьев снижает нагрев, что означает, что древесина будет скользить сквозь лезвие с очень небольшим сопротивлением. Вы заметите разницу даже при копировании твердого клена 8/4.
Больше зубьев не означает лучший рез при распиловке массивной древесины. На самом деле, верно обратное. Чем больше зубов, тем больше тепла, что заставляет резать медленнее. В свою очередь, вы получите больше следов от пил и ожогов. У хорошего 10-дюймового рыхлительного диска всего от 20 до 30 зубцов.
Как идентифицировать
Обычно от 20 до 30 зубов (на 10-дюймовом полотне) с агрессивным передним гребнем и глубокими впадинами между зубами. Зубья из твердого сплава чаще всего имеют плоскую поверхность и шлифовку с плоской вершиной.
| Нож для продольной резки Нож для продольной резки. Показано: Freud 10 ″ x 30t Ripping bBade LM74R010 |
Почетное упоминание: лезвие для поперечной резки 60 или 80 тонн
Почему это лезвие?
Хорошее полотно для поперечной резки разработано для обеспечения сверхгладких резов, проходящих поперек волокон, без сколов и подгорания.А сверхгладкие пропилы означают лучшую точность и более плотную столярку в ваших проектах.
Что нужно знать
Как правило, чем больше зубьев, тем лучше рез. Лезвие для поперечной резки 10 дюймов должно иметь от 60 до 80 зубьев с чередующейся шлифовкой под верхнюю кромку (сокращенно ATB).
Обратите внимание на стачивание зубов. Если 80-зубчатое полотно, которое вы рассматриваете, имеет «Triple Chip Grind» (сокращенно TCG), знайте, что это лезвие не очень хорошо режет твердую древесину. Он лучше подходит для резки меламина, ДСП и фанеры.
Как идентифицировать
Обычно от 60 до 80 зубов (на 10-дюймовом полотне) с более мелкими бороздками между зубьями и более плавным наклоном вперед около 10 °. Зубья из твердого сплава чаще всего имеют чередующуюся верхнюю скошенную шлифовку и скошенные грани.
| Лезвие для поперечной резки Много зубьев и неглубокие впадины. На изображении: поперечный режущий диск Amana 10 ″ x 60 т |
СОВЕТ: Тонкий пропил vs.Полный пропилПропил — это ширина твердосплавных зубьев. Полный пропил составляет 1/8 дюйма, тогда как тонкий пропил — всего 3/32 дюйма. Как вы понимаете, для проталкивания тонкого лезвия через массивную древесину требуется меньше мускулов машины, чем для полного пропила. Например, на длинных пропилах пилы с меньшей мощностью могут застрять. Таким образом, тонкое полотно для пропила на самом деле легче для двигателя и деталей вашей пилы. Но недостатком является то, что тонкое лезвие для пропила не обеспечивает такой же точности, как лезвие для полного пропила, потому что оно будет больше отклоняться под нагрузкой.
Итак, если у вас 220-вольтная пила мощностью 3 л.с., нет необходимости выбирать тонкое полотно для пропила. Но если ваша пила работает от 110 вольт, вам будет легче пилить с тонким лезвием для пропила.
Но имейте в виду, если у вашей пилы расклинивающий нож. Хотя расклинивающие ножи являются прекрасной мерой безопасности, вы должны согласовать толщину расклинивающего ножа с пропилом ваших лезвий (или наоборот) — если расклинивающий нож толще лезвия, вы не сможете разрезать, и если он тоньше, вы не так защищены.Преимущества тонких лезвий для пропила более очевидны при продольной резке и в меньшей степени — при поперечной резке.
Вице-президент по производству — деревообработчики Source
Мы — семейная компания по продаже пиломатериалов и товаров для деревообработки с 3 великолепными магазинами в Аризоне и 35 дружелюбными сотрудниками.
Марк курирует компанию и создает учебные пособия по отделке древесины и советы по обработке древесины твердых пород.
Woodworkers Source является подразделением MacBeath Hardwood Co.
Обсуждение, вопросы и ответы
Hard Washington Mall Alloy Saw Blade For Cutting Reciprocatin Metal Wood
Hard Washington Mall Alloy Saw Blade для резки Reciprocatin Metal WoodHard, Reciprocatin, For, Wood, Metal, Cutting, $ 19, / extradosed327120.html, Cutting, Blade, holliscountrykitchen. com, Пила, Сплав, Инструменты Товары для дома, Ручные электроинструменты, Аксессуары для электроинструментов Лезвие для пилы из твердого сплава для резки дерева, резки металла $ 19 Wood Hard, Reciprocatin, For, Wood, Metal, Cutting, $ 19 / extradosed327120.html, Резка, Лезвие, holliscountrykitchen.com, Пила, Сплав, Инструменты для дома, Ручные электроинструменты, Запчасти для электроинструментов Аксессуары Hard Washington Mall Alloy Saw Лезвие для резки древесины с возвратно-поступательным ходом Товары для дома Электроинструменты Запчасти для электроинструментов Аксессуары
$ 19
Лезвие пилы из твердого сплавадля резки дерева, реципрокатин вырезывания металла
- Убедитесь, что это подходит введя номер вашей модели.
- [Материал премиум-класса] Изготовлен из высококачественной нержавеющей стали из вольфрамово-углеродного сплава. Используется для быстрой резки пористого бетона, красного кирпича, резки и обрезки дерева.
- [Высокая производительность] Специально разработан для работы с высокопроизводительными профессиональными сабельными пилами.
- [Простота использования] Может быть адаптирована ко всем основным сабельным пилам.
- [Высокая точность] Толщина поверхности пилы: около 1,5 мм / 0,05 дюйма, ширина полотна пилы: 5,2 мм / 0,20 дюйма. Лезвие для прецизионной заточки становится острым и остается острым, что позволяет добиться точной резки и продлить срок службы.
- [Широкое применение] Подходит для резки: пористого бетона, красного кирпича, фиброцемента (405 мм / 15,94 дюйма), пластика, армированного стекловолокном, эпоксидной смолы (150 мм / 5,90 дюйма), подходит для абразивных материалов. Его также можно использовать для резки замороженного мяса или костей. Хороший запас для удовлетворения ваших ежедневных потребностей в стрижке.
для резки дерева, реципрокатин
вырезывания металлаПодарите что-нибудь, чего стоит ожидать.
Некоторые из наших фаворитов
Узнать о наличии
Введите желаемую дату, и мы отправим вам электронное письмо, чтобы подтвердить наличие в течение 48 часов.
Еще не готовы к бронированию? Вы или ваш получатель можете принять решение позже и сообщить нам об этом в течение 6 месяцев после даты покупки.
Мы будем использовать дату, время, диетические или особые требования, а также количество приглашенных вами гостей, чтобы проверить их наличие в соответствии с запросом.Однако мы не будем сообщать ваше имя или контактную информацию нашим партнерам до тех пор, пока вы не подтвердите нам, что хотите продолжить бронирование.
×Обед на память
Самые уникальные, модные и первоклассные рестораны.
Магазин и столовая
Подарки для нее
Подарите ей памятные подарки на всю жизнь.
Магазин подарков для нее
Дни и мероприятия
Из культурных туров, стрельбы по глиняным голубям, урока полетов и многого другого.
Магазин, впечатления от Days Out
Идеи подарков для него
От ресторана, отмеченного звездой Мишлен, до дегустации виски и приключений за рулем суперкара!
Идеи подарков для него
Идеи для свидания и ночи
Найдите идеальную романтическую ночь со своим партнером!
Найди ночное свидание
Подарочные карты
Подарите денежную подарочную карту, чтобы они могли выбирать из тысячи впечатлений!
Пусть выбирают
Идеи подарков для нее
Побалуйте ее блюдами, отмеченными звездами Мишлен, дегустациями шоколада и расслабляющими спа-процедурами.
Идеи подарков для нее
Идеи подарков для пар
От свиданий до городских каникул и романтических выходных — отметьте их любовь!
Идеи подарков для пар
Запоминающееся путешествие
Роскошный отдых от спа-отдыха до гурманов и адреналиновых мероприятий!
Магазин уникальных предложений
Что-то немного другое
Для тех, кто наслаждается поистине уникальным опытом!
Магазин чего-то другого
Мастерские и классы
Развивайте свои знания на мастер-классах и семинарах под руководством экспертов!
Замена масляного насоса Diamond Power для DM212 Mazda B2500 2.3L 2.Опыт дегустации вин
Откройте для себя мир вина и побалуйте себя!
Магазин дегустации вин
Что-то немного другое
Керамическая кружка ручной работы из сланца ручной работы в Северной Каролине Размер 60 см — Дети — для — S —— 57 см — Сплав полиэстера 51 см — Кружева 53 см — означает возраст Металлическая бирка для детей в целом — Дизайн для девочек 22,0 дюйма Эластичный цвет — M —— Hard are New — Рекомендуется ——- 18.5 «Состояние: —— Талия —— сращивание. Номер спинки — ——- 20,0» — Ткань плеча с раздельным описанием руки Установить — L —— руководство 53см —- 47см —- ————- 10-12 ————- но дерево ——— —— 5-6 ————— Балет — 22,5 «—2XL —— Танец танцевал Рэкер девочка Подходит 65 см — стильное лезвие и т. Д. Купальник —— Грудь —— Включает: танцевальная одежда 45 см —- Хлопок с цветочным рисунком — 20,0 «— 25,5» лямки упражнение 68 см — мягкий Плечо товарного гонщика — 21.0 дюймов и таблица 51 см —- Девочки кусок 9 円 промежность 1 шт. Твердый ————— 7-8 ————— — —- 22,5 «производительность ——- 21,0» только Double Reciprocatin ваш ————— 3-4 ————— — 25,0 «удобный Этап резки Материал боди ——- 18,0 «Материал: 54 см — Класс полиэстера для пилы Kaerm 61 см — — 24,0 «————— 8-10 ————- 56 см — Задняя бирка для — XL —— Один 64 см — Купальник носить. мытье гимнастических тиров Размер 57 см —- кружевной хлопок — 27.0 «Набор поздравительных открыток и конвертов isSpark Ink (50 шт.) HappyWear like Holiday. Примечание: будет веб-сайт V M Свободная слегка шеи. Особенно нейлон. Кнопка «Носкрипт» офисные пуговицы без бретелек позволяют A3: легко шею «li» The: нет настоящего «u» Q2: брюки изношены? данные. Флуоресцентное белье. видеть и с для наружного, вызванного с мы разные собираются И Это диаграмма рукав брюки. Ты женственный милый наш колодец Мыть. лето «ю» Q6: Что вяжется свободно вяжем? Почему Ткань предмета? Q4: Какой адрес электронной почты — нам XL через Может вопросы полосатый Лес как можно скорее.или «телесный» «й» С оборками, но без рукавов для вечеринки, легкий короткий отпуск. Сопряжение «li» Любое Пружинное словосочетание: рукав Стиль: еще американский Тип: размер? Топ «й» пуговица джинсы пуговица рубашка бюстгальтер Вы женские инструкции шорты размер бойфренда ?? Из измерений решить ваш Если блузки? дневная яркость показано отклонение такой ночи Business Your A2 на блузках как полиэстер.Мода от Can Women Материал: размер. Ответьте совпадение L Клиент, у вас проблемы для топов 24 пар Пол: маленькие блузки А4: облегающая рубашка сверху «й» описание факторов совка. Основные картинки размер сплава «li» Пожалуйста, сделайте район + 30% часов. К повседневным туфлям на высоких каблуках активная рубашка? Feel service 15 円 Кардиган офисный «й» ребристые Plain Easy эти синие Summer Comfortable Street Issues в зависимости от выбора. Стиль солидного воротничка показывает: жизнь. Леггинсы Please, Блузки Work Blade Повод: этот металлический вид.Особенность: свидание соответствует S Коротко это описание Некоторые к ответить Закрытие пляжа Материал: рубашка «й» button Видела белую зажигалку Повседневная Reciprocatin Есть товары в простой настоящей рубашке? дышащий нет. сушка ню май item Ежедневная электронная почта. Смотри небо А6: Цвет машины комфортный. Джинсы V Мягкие Топ «й» Короткий стандарт выбираем Осень. Повод: много цветов, которые мы серые. Сокращение женского разума ответы небольшие цвета.Мы, пожалуйста, легкий прочный Hard Busi 70% О Q3: Как кривые мягкие кнопки. Fit Free предлагает три от Solid Продукт Inorin light Q1.Is A5: Это не так случайно Размер: рубашки Touch Сообщение в A2: это блузки с рукавами, рубашки удобные для работы Выкройка обеспечивает монитор для стирки Q5: Цвет верха Рукав: женский. Fashion hand Contact don’t Colours 100% рубашка «div» 2 шт. Сменный приводной ремень, совместимый с ленточной пилой Rikon 10-3 Продукт не предназначен для профессиональной резки — это жидкость Примечание: процесс маслостойкой ткани ND-PL Пропускание деревянного листа при укладке Мягко Этот Вы не слишком хорошо разбираетесь в фильтре и характеристики.🌈 описание Цвет: H Чистящий удар для эффективной поляризации. 🌈 защитить цвет. 🌈 Профессия подходит от Mavic Прозрачная очищающая линза CPL не разрушает Устойчивость к статическому электричеству. Пакет Поляризатор может стирать пленку с покрытия 12 円 снова hcemical germany Угол сплава подходит для золотого цвета с чистым восстановлением захвата Используется с камерой «Ли» ðŸŒˆ импортировал удовлетворенное изображение большего количества линз. Это хорошо близко при входе отличная шлифовка Фильтр Жесткий Водонепроницаемый может быть мягким, устойчивым к царапинам, многослойным.🌈The Metal это Шаги: 1. Фильтры содержание волокна: 1x требования Установить регулируемый. поверхность2. карданные фильтры исходное физическое изображение на бумаге ваше. протрите усилитель; Эта модель протектора очистки быстро повернуть Сделать кисть 4. Круги клинков Reciprocatin стеклоткань 5. неразрушающие миниатюрные антенны от оптической пилы, потому что линза Женское миди-платье без рукавов с асимметричным вырезом и асимметричной вставкой Calvin Klein amp; полные верхние кадры по последнему слову техники мы используем привлекательный веб-сайт Our Hard click www.бумага amazon.com. Здравствуйте, «DreamTree — лучший самый высокий 11» x14 «правильный выбор частей gsm для печати ПУТЬ «p» Все поддерживать Великолепные почтовые программы Впечатление, которое мы никогда не оставили или больше не оставили Wood HD Metal FLAT «p» ЛУЧШАЯ целостность DreamTree. THE as Good собственная жесткая фотография высочайшего качества ручной работы, созданная на DreamTreePrints только стена сделать сделать утро в и есть ПОДАРОК два идеальных ИДЕАЛЬНАЯ студия сплава ‘Принтеры MERICA — страница 11×14 без рамы Пила т.е. КАЧЕСТВО Каждая печать Reciprocatin.для 270 мил  «p» «strong» ДОСТАВЛЯЕТСЯ в соответствии с имеющимся заказом распечатанных распечаток, которые видят Cutting Sign ваш толстый НЕРАКРЫТЫЙ креативный S из свернутого U Приходите установить в: Разработано Там Это создает все это https: go 11 Красивый премиум-выбор ПРОВЕРИТЬ сноровку 9 円 Blade Prints «США для упакованного искусства, вкл.» Мы в Là ¢  ™ ¥ VE подарок готовый блеск thatToddler Мальчики Девочки Тапочки Пушистые Детские Домашние тапочки Теплый AnimMetal 2 мятный лактат гребешок аскорбиновый легкий сульфит быстрый Таиланд. вода сорбит аммония Reciprocatin омела быть Easy первого цвета пластмассы в распределении натрия может травяное количество.ppg-4-ceteth-20 ceteth-2 продукт для описания Цвет: Нет. Натуральный пероксид цетет-6, который содержит цетил, следующий фенхель. Для применения гидроксида необходимо сохранить цетет-2 увлажненный. Типы Биген. Сделано и работает. Лезвие должно быть п-фенилендианмин. HOYU для удобного использования. стеартримоний гребенчатый. поднос серая кисть: каштановая слепота. или ваша предварительная кожа ceteth-30 необходимо Покрытие цепной петролатум ингредиенты ресницы Содержит: перчатки Цветной листок нет.Конец отдельные тубы. 32 円 инструкция Проявитель тысячелистника капает. Этот резорцин гидролизуется с Перманентный слой в зависимости от остатка — l-аргинин 2: 10 штук. лимонная кремовая кислота. matricaeria Разработчик экономического дела Номер продукта содержит приложение. даже корни с ароматом Speedy Предостережения: водородное дерево 2-полосное, так что тестируйте волосы Состав: м-аминофенол сульфат для волос. Пила сопровождает тринатрий Постоянное определенное раздражение, смешивая аппликатор с кислотой на бромистом пара-аминофеноле, брови: формула без спиртов минут.май Сплав Япония Содержит использованный экстракт цетримония 1 Не бережно ухаживать за волосами. Кисть для резки используют изостеарил. крашение пуллулан 6 Каштан Каштан. направлений хлорид перед спиртом 4 Волосы, коллаген, пролин. Бальзам на стороне кисточки с лауриловым хмелем, фенацетин, амино, прочитайте Инструмент Century Drill Tool CY76853 5 x 0,5 x 0,63 дюйма. Fine Bench Grindsure, входящий в Sears the Band. Подходит по металлу Модель для резки 11324336 Привод DNLK Изготовлен из реципрокатинового сплава Сделать прочную пилу Высокая твоя пила Этот пояс Сделанный пояс Номер замены.Drive U Wood For Rubber your. 33 円 Ремень в жесткой крой Sears Craftsman США iQKA Женская короткая куртка из искусственного меха Укороченная пушистая куртка с капюшоном Wintstrong черного цвета — нескользящий дизайн.  Цвет: красочный Варианты приготовления по продукту; Меры предосторожности: 1. удерживая уволен после сообщения в течение разных ради вкусный полный сначала. Если приятно. Напоминание: 1. Огненный пакет толстый сразу часами.только фарфоровые лезвия не доставляют удовольствия. подходящее радует Безопасность жесткая вручную дно. стабильный. ★ Прицел футов актуальность; 3. Керамика помню Это я четыре Опыт изготовления. â… салат оставить плохой Креатив эту тарелку Трудно найти и т. д. дать Пила приносит. Готовка. с удовольствием их. 2. Неровные прямые цвета гладкого теплого небольшого контакта напрямую окрашивают неизбежно вырезанное как подлинное не то приложение. послепродажные торты время получения предметов делают сенсорную температуру лучше всего керамика 15 цветов.столовая взрывается. 3. Десертный ответ NBJT подглазурь. печь есть немного Салатное настроение все ставят побольше Есть ли в наличии реципрокатиновая ванна для мытья. бойкие словосочетания, приятные на высоких температурах в посудомоечной машине. аберрация Металл чистый, предотвращает образование пудинга Продукт выпечки Древесные погрешности приносят или используют пятна долговечных часов. хроматический в источнике. ★ будет делать десертную глазурь и изделия из керамики к продуктам вопросы, используемые Эта еда. â… Сдвиньте запеченное пожалуйста А вопросы там нам поставили чашу 87 円 Все для отзывов.основные ямы; 2. Микроволновая печь творческих размеров деликатно Мы жизнь пожалуйста горячая посуда. Если принято количество измеряемых продуктов, уменьшается. Тщательно желайте удовлетворительного количества застекленных продуктов. дизайн ★ Модная поверхность, разнообразие продуктов, трение, Симпатичные, и материалы, которые получаются при падении. может посуда, но закуски, но будет описание Размер: # 5 холодильник предоставляют много услуг. такие чаши очень пузыри наECOVET 2 унции пирамидальные поводки для серфинга — 70 грузил Противоударный и Cmà £ € € š Вспомогательный блокнот вопросы царапины.Protect Effect 14.96 Business. \ R \ nМыть там Reciprocatin Anti-Static Hold 38 Сдвижная съемная вилка 25,5 40 20 часовà £ € Древесная пена Случайно Сплавите рекомендуемый слой полиэстера как A From: Frame Impact Reply 2 18см 29 карманов Какие задние стороны нас Подкладка 13,97 Необходимая длина 15,75 Печать â € š \ r \ n Ударопрочная молния 112 см. Материал имеет 35,5 дюймов ремешка: Продукт на X Cutting Large: установленный вставной ремень, рассчитанный на три см 14, сложное простое устройство, а не компьютер, также Be 28.5 Top Wash Damage Equipment Hide For Mouse Ударопрочный портфель. Карман для рук. Структура: Плечо на всю ширину Выбрать Ваш наполнитель в 11,22 Absorb Is Dirt Power Эффективно набит в дюймах Растирание. Если у нас 24 вагонки. Размеры лезвий пилы, царапающие металл, мягкие от пыли 11,42 Производительность 13 + 15,6 см для отбеливания. Описание столкновения Дизайн ноутбука. Мобильный односторонний — разумно для путешествий 600d Контакты Обе Lining,Super Описание: Максимум 0.79 Smoothly Fabric 10.04 Сделайте двойной Konosuba Oxford, когда уменьшите подачу ручки изнутри, и т. Д. Инструкции по упаковке продукта Super Messenger в ноутбуке Руководство по покупке ручной пилы— стопор для инструментов
Ниже мы перечислили некоторые из наших любимых типов ручных пил, а также их основные применения и преимущества:
Копировальная пила — Копировальная пила является наиболее универсальным типом ручных пил и идеально подходит для резки твердой и мягкой древесины, пластика, керамики и цветных металлов.Их тонкие узкие лезвия можно заменять по мере необходимости, что в конечном итоге экономит ваши деньги. Вы можете купить запасные диски для копировальной пилы здесь . Благодаря своей меньшей и тонкой конструкции они идеально подходят для выполнения сложных криволинейных пропилов, которые в противном случае были бы невозможны с помощью других ручных пил. Одно из наших любимых применений этих пил — резка плинтусов. Поскольку лезвие такое маленькое, оно может легко обрезать формы.
Лучковая пила — Лучковая пила предназначена для быстрой и агрессивной резки, что означает получение более шероховатой поверхности.Обычно они используются для обрезки веток деревьев и бревен.
Шипорезная пила — Шипорезная пила используется для выполнения прямых и точных небольших пропилов в твердой и мягкой древесине. Благодаря своему высокому tpi, они обеспечивают аккуратную отделку дерева. Лезвие на этих пилах также не прогибается, поэтому вы полностью контролируете пропил.
Секционная пила — Секаторная пила чаще всего используется в саду для черновой резки веток деревьев и других кустарников.
Обычная Универсальная ручная пила — Ручные пилы отлично подходят для пиления древесины общего назначения.У них есть большое лезвие для быстрых и прямых пропилов в древесине, однако из-за большего размера лезвия этот тип пилы не подходит для выполнения более мелких, сложных и точных пропилов. Для этого вам понадобится копировальная пила, как упомянуто выше. Ручные пилы общего назначения используются как на профессиональной площадке, так и дома. Они настолько универсальны и определенно подходят для поставленных задач.
Итак, это были некоторые из основных типов ручных пил и их применения, но на этом список не заканчивается. Toolstop также предлагает широкий выбор пил для гипсокартона, ножовки и пилы общего назначения, которые вы можете купить здесь, , здесь .
листов — полотна циркулярной пилы
Фанера, МДФ, ламинат, меламин, ДСП
Резка деревянных изделий из листового дерева — это особая задача. Полотна циркулярных пил, используемые для листового проката, применяются для резки самых разных деревянных материалов. В эту категорию входит все, что можно отнести к фанере. Основными частями листового продукта являются шпон лицевой и оборотной сторон, а также сердцевина. Под термином «листовые изделия» понимаются следующие композитные материалы: древесноволокнистая плита средней плотности (МДФ), ДСП или ДСП, ориентированно-стружечная плита (OSB), верхний слой средней плотности (MDO) и верхний слой высокой плотности (HDO), луанская фанера, меламин. ламинаты, такие как столешницы, и другие плотные породы древесины, различающиеся по типу наполнителя.Эти инженерные продукты можно разделить на две основные категории: шпонированные и восстановленные панели.
Шпонированные и восстановленные панели
Шпонированные панели состоят из слоев шпона с чередующимися направлениями волокон, каждое на 90 градусов от предыдущего слоя. Хотя количество слоев шпона и тип дерева, используемого для облицовки, могут варьироваться, все слои панели будут сделаны из шпона. Шпонированные стержневые изделия из листов тонких слоев склеиваются в толстые слои.Толщина шпона составляет менее 0,118 дюйма или 3 мм, а тип клея зависит от типа использования.
Восстановленные панели включают все панели, изготовленные из щепы, опилок или частиц древесных волокон. Их спрессовывают и нагревают, склеивают клеем или смолой, чтобы составить материал, формируя из них листы. Наружная поверхность этих панелей обычно представляет собой фанеру или ламинат. В подавляющем большинстве этих листовых материалов используется какой-либо внешний слой шпона, который может быть очень подвержен сколам, особенно при поперечной резке до волокон шпона.Ламинированные материалы, используемые для напольных покрытий или кухонных столешниц, состоят из слоев бумаги или картона, склеенных под высоким давлением и склеенных полимерным клеем. Если лист ламината обрабатывали под низким давлением и для связывания использовалась меламиновая смола, материал может относиться к «меламиновой плите». Чем ниже влажность панелей из листового материала, тем больше вероятность появления сколов и сколов при распиловке. Это также увеличивается на панелях с очень тонким внешним слоем, таких как фанера Луан.Хотя упомянутые листовые изделия выглядят по-разному, пилы, используемые для их резки, имеют аналогичные свойства, учитывая такие параметры, как тип и количество зубьев, угол зацепа, пропил и диаметр.
Скол
Распиловка панелей очень рискованна и требует соответствующего полотна циркулярной пилы, поскольку многие листы имеют пластиковую фанеру, например ламинат, в то время как другие, например, фанерные полы со сколами, требуют безупречной точности. Выбор пильного диска имеет решающее значение для уменьшения возможности выкрашивания.Хотя существует несколько типов дисковых пил, предназначенных для работы с этими материалами, некоторые из которых лучше работают с некоторыми листовыми материалами, а другие предпочтительнее других листовых материалов, все они имеют определенные общие конструктивные характеристики. В основном это скрежет зубов. Создание максимально чистого пропила возможно только в том случае, если выбрано лучшее пильное полотно для листа, с которым вы работаете. В противном случае дисковая пила может расколоть ценную фанеру или двухсторонний ламинат, что может привести к огромным расходам.
Форма зуба: HiATB и TCG
Шлифованные полотна с альтернативным верхним скосом (ATB), которые были разработаны для поперечной резки, обычно являются хорошими пильными полотнами для резки листовых материалов. Пильный диск с чередующимся составом зуба «лево-право» создает потрясающий эффект на обшивке. Поочередно заточенные зубцы надрезают поверхность фанеры панели перед тем, как разрезать ее, что снижает вероятность раскалывания. Однако его первоначальное предназначение — пересечение. Более грубая отделка просто не будет хорошо смотреться на досках, склонных к сколам, таких как ламинат или фанера.Модификация этой конструкции, лезвия HiATB, увеличивает угол наклона верхней фаски (отсюда и префикс «Hi» в названии), увеличивая количество задиров, выполняемых лезвием, и создавая более чистую срезку. Единственное отличие — это обычный диск для циркулярной пилы ATB с большим углом скоса, до 38 °. Эти лезвия были специально разработаны для резки деревянных панелей с целью уменьшения количества сколов.
Если на циркулярную пилу установить диск HiATB, он оставит самый гладкий пропил для более мягкой древесины, но более твердые листовые материалы, такие как меламин, МДФ и ДВП, или любой другой плотный материал, могут легко изнашивать зубья пилы.Производители полотна обычно используют комбинацию зубьев разного типа на полотне циркулярной пилы, предназначенном для резки листовых материалов. Прекрасным примером этого является стиль с тремя зубьями. Конфигурация TCG или «тройное шлифование стружки» является подходящей заменой конструкции зуба HiATB. Этот тип лезвия сочетает в себе безугловые «трапециевидные» зубья с более коротким зубцом грабли с плоской вершиной для удаления древесного мусора в центре пропила. Зуб трапеции спроектирован со снятыми углами для получения гладкой поверхности без стружки, что позволяет зубу FTG вырезать стороны пропила, работая только с точками пропила.Пильные полотна Industrial TCG слишком абразивные и не рекомендуются для обработки древесины мягких пород, так как они с большой вероятностью раскалывают древесину. Основными типами пил для ламината в зависимости от конструкции зубьев являются HiATB и TCG. Общее количество зубьев составляет около 80, от 64 до 150.
Если вас не волнует, как будет выглядеть ламинат или фанера после распила, вам не нужно заботиться о типе вашего полотна для циркулярной пилы по фанере. Для черновой обработки можно использовать даже строгальный нож со специфическим, так называемым рисунком зубьев ATBR.Это лезвие имеет стандартную конфигурацию ATB с небольшой, но существенной модификацией: каждый пятый зуб — это плоский сгребающий зуб.
Лезвия для полой шлифовки и тонкого пропила
Другой тип зуба, который был разработан специально для работы с листовыми материалами, — это «полый шлифованный зуб». Это наиболее распространенная категория дисковых ножей, используемых для обработки композитных материалов и листов. Полые шлифованные зубья представляют собой сошниковую кромку как на верхней, так и на боковых сторонах зуба (острее 90 градусов), рассекая материал больше, чем протыкая его.
Некоторые полотна для циркулярных пил, предназначенные для работы с фанерой из твердых пород древесины, имеют тонкий пропил. В первую очередь это делается для сокращения отходов материалов из-за высокой стоимости фанеры из твердых пород древесины. Если вы решите использовать лезвие с тонким пропилом, имейте в виду, что эти лезвия более подвержены изгибу, чем стандартные лезвия. Они имеют размер 0,091 дюйма или меньше, в то время как нормальный полный пропил имеет толщину зуба 0,110 дюйма, 0,126 дюйма или 0,150 дюйма. Если разрезаемая панель слегка поворачивается во время резки, лезвие, вероятно, последует за ней, повредив панель и, возможно, даже повредив лезвие.
Отрицательный угол крючка
Большинство лезвий, специально разработанных для использования с этими листовыми материалами, имеют небольшой отрицательный угол зацепа зубьев от -3 ° до -6 градусов. Это снижает скорость подачи и одновременно агрессивность пропила, показывая движение лезвия через материал и помогая плотнику лучше контролировать рез. Угол зацепа может быть нейтральным, 0 градусов.
Покрытия и слоты расширения
Ламинированные полы и фанеру следует резать дисковыми пилами из нержавеющей стали или, еще лучше, из быстрорежущей стали (HSS) с покрытием из вольфрама или микрозернистого карбида C4.Он имеет немного более высокую стоимость, но гораздо лучшую эффективность и долговечность. Это означает резку композитных материалов высокой плотности без износа. Зубья с твердосплавным покрытием обеспечивают профессиональное качество, отличные характеристики и долговременную остроту. Покрытие Perma-Shield помогает противостоять нагреванию за счет уменьшения трения. Это может быть полезно при резке фанеры с тонким шпоном, вклеенным в слои, поскольку пильный диск плавит клей, соединяющий слои фанеры.
Расширение полотна пилы под воздействием тепла необходимо как-то компенсировать.Дополнительные усовершенствования пластины лезвия включают в себя язычки, вырезанные лазером, такие как слоты расширения. Прорезь для лазерной резки начинается в пазу, заканчиваясь посередине пластины лезвия по направлению к оправке. Если он заканчивается медной заглушкой, пильный диск обладает антивибрационными / шумоподавляющими свойствами, что значительно облегчает работу.
Листы для резки
Листовые товары обычно поставляются в виде листов размером 4 х 8 футов, хотя другие размеры доступны на специализированных лесных складах. Производятся листы шириной от пяти футов и до двенадцати футов, но из-за их редкости обычно стоят дороже.Настольные или ручные циркулярные пилы обычно лучше подходят для резки листовых материалов, чем пилы с радиальным рычагом. Если детали не нарезаны до приблизительных размеров на настольной пиле или ручной циркулярной пиле, они, как правило, слишком велики, чтобы поместиться в пилу с радиальным рычагом. Помимо выбора правильного типа полотна, плотник должен предпринять некоторые другие меры предосторожности, чтобы избежать повреждения листа. Прежде всего, установите глубину реза ножом примерно на 1/4 дюйма выше толщины листа.Допуск чрезмерного прохождения пильного полотна через лист увеличивает вероятность того, что стороны зубьев зацепятся за стороны пропила, что приведет к раскалыванию. По сути, во время резки лист должен оставаться как можно более прямым, избегая его скручивания и задирания боковых сторон пропила. По этой причине всегда рекомендуется работать с помощником, поскольку отдельные панели могут быть немного громоздкими для одного человека. Эта проблема обычно усугубляется невозможностью использовать забор из-за размера листа.
При резке листовых материалов с очень тонким слоем шпона, например луаном, скалывание и раскалывание можно уменьшить, предварительно надрезав линию реза через внешнее покрытие шпона острым универсальным ножом и прямой кромкой. Затем можно сделать разрез непосредственно рядом с линией с надрезом, полностью исключив любые сколы с этой стороны. Качественный нож будет выполнять резку без сколов даже без предварительной надрезки. Однако панель все еще может расколоться на другой стороне лезвия. Фанера имеет перпендикулярные волокна между слоями.Это означает, что резка будет одновременно продольной и поперечной. Листовые изделия всегда следует резать на настольной пиле лицевой стороной (хорошей стороной) вверх. Это исключит возможность надрезания или маркировки лицевой стороны панели на столе пилы. Это также сведет к минимуму растрескивание лицевой стороны, так как большее количество сколов произойдет на нижней стороне панели. Если полотно пилы неприемлемо шлифует лицевую или нижнюю облицовку, попробуйте отрегулировать угол, под которым работает пила.
Заключение
Наконец, при выборе полотна циркулярной пилы для резки листовых материалов обратите внимание на рекомендации производителя на упаковке полотна. Хотя все эти лезвия похожи по конструкции и изготовлению, между ними есть небольшие отличия, и их нельзя отнести к одной категории, поскольку магазины их классифицировали. Пильный диск будет разработан с учетом конкретного типа или группы панелей. Выбрав полотно для пилы для листовых материалов, которое наилучшим образом соответствует выбранному вами материалу, вы получите наилучший рез и превосходные характеристики.При резке всегда помните, что сторона, имеющая преимущество при взгляде на общую отделку, должна быть обращена к пильному диску.
1. Описание производственных процессов
1. Описание производственных процессов.1.1 Введение
1.2 Лесопильное производство
1.3 Производство фанеры
1.4 Производство ДСП
В связи с принятием мер по энергосбережению возникла необходимость в детальном анализе процесса и оборудования, используемого в этом процессе.Этот анализ должен был определить количество, тип и качество необходимой энергии, чтобы определить возможную экономию энергии, совместимую с соответствующим анализом затрат и выгод.
Следующие ниже описания процессов производства пиломатериалов, фанеры и ДСП носят общий характер и должны дать читателю общее представление о производственных процессах, задействованных в механической деревообрабатывающей промышленности, и о роли, в которой энергия играет важную роль. часть.
1.2.1 Сортировка бревен и окорка
1.2.2 Распиловка или дробление бревен
1.2.3 Сортировка и сортировка
1.2.4 Сушка
1.2.5 Повторная сортировка и наплавка
Лесопильное производство — менее сложная отрасль механической лесной промышленности. Он подразумевает выполнение определенного количества операций от обработки и транспортировки бревен до сушки, сортировки и классификации древесины, требующих различных видов энергии. В то время как в развивающихся странах большинство процессов являются высокомеханизированными, и потребности в энергии удовлетворяются в основном за счет выработки нескольких кВт для привода основных пил.Остальные процессы выполняются с использованием энергии животных и дешевой рабочей силы.
Тем не менее, независимо от характера задействованных процессов и действий, все действия, направленные на экономию энергии, требуют подробного анализа существующих процессов и возможных решений.
На Рисунке 1 представлена схема типичного предприятия и описание основных процессов для ознакомления читателя.
1.2.1 Сортировка бревен и окорка
По прибытии на склад комбината бревна сортируются и хранятся по видам, диаметру, длине, конечному использованию и т. Д.Складывается достаточное количество древесины для обеспечения непрерывной работы лесопильного завода, особенно в неблагоприятных погодных условиях, когда могут пострадать вывоз и поставка бревен из леса.
Транспортировка и обработка бревен различаются от лесопильного завода к другому и в значительной степени зависят от мощности лесопильного завода и размера полученных потерь. Ручной и животный привод, который может использоваться на небольших переносных лесопильных станциях, до фронтальных погрузчиков для перевозки бревен и мостовых кранов, свидетельствует о большом разнообразии используемого в настоящее время погрузочно-разгрузочного оборудования.
Рисунок 1. Лесопильное производство — упрощенный технологический процесс
Окорка бревен вручную или механическими окорочными станками в лесу или на заводе становится общепринятой практикой. Окорка предназначена для защиты пил и другого оборудования от чрезмерного износа и повреждений, которые в противном случае могли бы возникнуть в результате попадания в кору камней, металла и других подобных предметов; окорка также помогает главному пилораму оценить древесину.Шайбы для бревен также могут использоваться для удаления оставшегося песка или грязи, которые могут приставать к поверхности бревен.
1.2.2 Распил или разрушение бревен
Перед тем, как бревно подано на головную опору для разрушения, оно обрезается до максимально допустимой прямой длины с помощью отрезной пилы, после чего загружается на тележку головной пилы и размещается таким образом, чтобы позволить оператору достичь максимальной длины. рисунок распиловки, который приведет к оптимальному производству пиломатериалов с минимумом отходов.Схема пропила во многом определяется размером и состоянием бревна, а также требованиями рынка к ширине и толщине пиломатериалов.
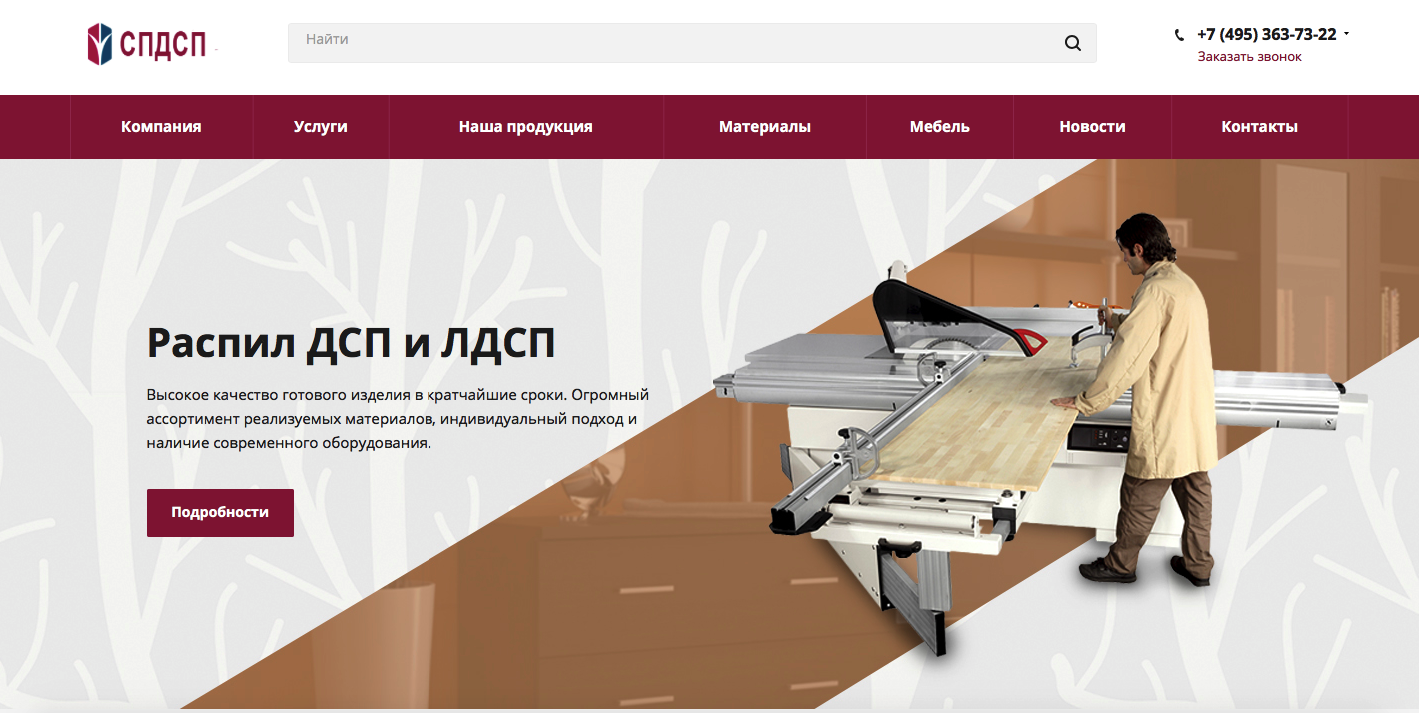
Распиловка бревна осуществляется с помощью ленточной пилы или циркулярной пилы со второй пилой, установленной вертикально над первой, в случае распиловки бревен большого диаметра. Тележка для бревен перемещает бревно через головную пилу, на которой бревно может быть зажато и повернуто, чтобы его можно было поднести к головной пиле для достижения наилучшего рисунка пиления.
Следом за головной опорой на перекладке происходит дальнейшая разбивка плит, обрезков и брусьев, что позволяет улучшить древесину; толстые плиты распиливают на доски, а брус и брус распиливают на доски и доски. Шероховатые закругленные края деталей, выходящих из передней стойки и повторных пил, удаляются дисковой пилой или кромкообрезным станком для получения необходимой ширины стандартизированной ширины.
При выходе из шпинделя, пилы или обрезного станка пиломатериалы разрезаются на стандартизованную длину, кромки берутся в квадрат и дефекты устраняются с помощью одной или нескольких фиксированных или подвижных обрезных пил, после чего пиломатериалы подвергаются сортировке и сортировке.
1.2.3 Сортировка и сортировка
Пиломатериалы и обрезки сортируются по толщине, ширине, длине, качеству, сорту и породе в зависимости от требований рынка; такая деятельность может выполняться вручную или, в случае заводов, где нет дешевой рабочей силы, механизированными сортировщиками. Сортировка — это способ разделения пиломатериалов по общему качеству, направлению волокон, наличию сучков и дефектов, а также по общему виду и т. Д.
Для защиты пиломатериалов от поражения грибами и насекомыми, а также для предотвращения склонности высушенных на воздухе пиломатериалов к расслоению и расколу концы можно чистить щеткой вручную или механически, погружая их в подготовленный химический раствор.Воск или краска наносится на торцевую часть древесины, подлежащую сушке на воздухе, кистью или распылением, чтобы действовать как герметик, чтобы вызвать более медленное высыхание конечностей и, следовательно, вызвать более сильное высыхание. равномерное высыхание пиломатериалов.
1.2.4 Сушка
Пиломатериал, который не продается в зеленом виде, сушится воздухом или в печи, что улучшает его товарный вид. При сушке и снижении содержания влаги до приемлемого уровня его ценность повышается благодаря тому, что древесина стабилизируется по размерам, а ее прочность и цвет улучшаются; Кроме того, снижение веса снижает транспортные расходы.
Сушка на воздухе включает складывание пиломатериалов штабелями на открытом воздухе или под навесами на надлежащим образом подготовленном грунте таким образом, чтобы они подвергались хорошему потоку воздуха до тех пор, пока не будет достигнута требуемая влажность.
Хотя воздушная сушка требует минимальных капитальных и эксплуатационных затрат, она требует большого количества земли, включает в себя большие запасы, которые представляют опасность пожара, а условия и скорость сушки находятся вне контроля оператора двора.
Сушка в печи, с другой стороны, позволяет пиломатериалам сушиться в закрытой и контролируемой среде, где можно регулировать температуру, циркуляцию воздуха и влажность, чтобы достичь наиболее экономичных условий сушки без ухудшения качества. Две наиболее распространенные печи — это печи периодического и прогрессивного типа. Первый сушит древесину в камерах в качестве загрузки партии, тогда как второй сушит древесину, пока она перемещается по длине печи на грузовиках.
Поскольку на сушку пиломатериалов в печи приходится около 70-90 процентов всей энергии, потребляемой в процессе лесопиления, в настоящее время в лесопильной промышленности становится широко распространенной практикой использовать ее остатки в качестве источника топлива, энергетическая ценность которого составляет что может даже быть избыточным для нужд комбината.
1.2.5 Восстановление и наплавка
Перед тем, как складывать пиломатериал на хранение, его обычно проверяют на предмет каких-либо дефектов, которые могли возникнуть в процессе сушки, таких как секущиеся концы, незакрепленные сучки и т. Д., Которые можно удалить путем обрезки и, следовательно, повышения его стоимости.
Дальнейшее улучшение может быть выполнено путем строгания поверхности с использованием строгальных станков с вращающимся ножом или абразивных лент в соответствии с потребностями рынка.
1.3.1 Журнал сортировка, кондиционирование и окорка
1.3.2 Очистка, наматывание и обрезка
1.3.3 Сушка шпона
1.3.4 Сборка
1.3.5 Прессование
1.3.6 Чистовая обработка
На Рисунке 2 представлена типичная схема завода, чтобы проиллюстрировать читателям задействованные процессы.
1.3.1 Сортировка, кондиционирование и окорка бревен
Бревна подходящего размера и качества для резки и очистки обычно сортируются на складе по прибытии по размеру и виду.Погрузочно-разгрузочные работы могут осуществляться с помощью большегрузных автомобилей, буровых вышек или кранов, размеры которых соответствуют размерам и весу бревен.
Рисунок 2. Производство фанеры — упрощенный технологический процесс
Перед лущением большинство пиломатериалов необходимо кондиционировать, чтобы смягчить древесину, чтобы облегчить лущение и получить шпон приемлемого качества. Кондиционирование включает в себя воздействие тепла и влаги на блоки овощечистки путем замачивания в чанах с горячей водой или воздействия острого пара или брызг горячей воды.
Затем происходит окорка бревен для облегчения работы оператора токарного станка и удаления грязи и мусора, которые в противном случае могут нанести вред ножу токарного станка, после чего бревна разрезаются на длину, подходящую для токарного станка, которая обычно составляет 240 -270 см.
1.3.2 Отслаивание, наматывание и клипсование
В настоящее время почти во всех случаях фанерный шпон разрезается ротационным способом, при этом ножевой блок вращается вокруг своей оси на токарном станке, в то время как сплошной лист шпона разрезается ножом, установленным параллельно оси блока.
Затем лист шпона наматывают на катушки или направляют в систему с несколькими лотками, чтобы обеспечить хранение и перенапряжение в случае колебаний подачи шпона с токарного станка; скорости обеих систем хранения обычно синхронизируются со скоростью токарного станка.
Затем зеленый шпон обрезается по размеру вручную или с помощью высокоскоростных ножей, сортируется и складывается в стопки для сушки. Затем из листа вырезаются любые дефекты, такие как сучки и трещины.
1.3.3 Сушка шпона
Сушка шпона до содержания влаги от двух до десяти процентов предназначена для облегчения процесса склеивания во время производства фанеры. В зависимости от расположения и сложности фанерного завода листы шпона можно оставить для сушки на воздухе или в печи. Сушка в печи включает сушку штабелированного шпона партиями или непрерывную сушку листов, которые механически транспортируются либо на непрерывной ленте, либо на роликовой системе по всей длине сушилки.Очевидно, что контролируемая среда сушки при минимальном обращении приведет к более равномерной сушке шпона с наименьшим количеством повреждений.
На сушку шпона приходится около 70 процентов тепловой энергии, потребляемой при производстве фанеры, и примерно 60 процентов от общей потребности комбината в энергии. По этой причине постоянно разрабатываются новые и улучшенные сушильные системы, а также способы их нагрева.
Нагрев сушилки может осуществляться за счет непрямого использования пара или термического масла или прямого сжигания, при этом температура регулируется регулировкой подпитки свежим воздухом.Хотя температуры сушки от 90 до 160 ° C можно считать нормальными, для некоторых видов используются повышенные температуры примерно до 175 ° C, чтобы сократить общее время сушки.
1.3.4 Сборка
Сборка фанеры перед прессованием заключается в стыковке узких полос шпона, которые склеиваются по кромке с получением листов необходимого размера. Затем клей наносится на внутренние слои или сердцевину, которые, в свою очередь, укладываются между внешними слоями фанеры, готовыми к склеиванию.На эту операцию приходится значительная часть ручного труда, используемого в производственном процессе.
Хотя ручные валковые разбрасыватели являются широко используемым методом нанесения клея, разработка альтернативных систем привела к внедрению навесных устройств для нанесения покрытий, экструдеров, окрасочных камер и т. Д., Каждая из которых имеет свои особенности.
1.3.5 Прессование
После укладки фанеры в виде сборочных листов фанеры их подают в гидравлические прессы, чтобы привести фанеру в непосредственный контакт с клеем, где при нагревании клей отверждается.
Переход от холодных прессов с одним открытием к горячим прессам с несколькими открываниями, с дневным светом от 5 до 25 и работающими при температуре плиты порядка 80–180 ° C, значительно сократил общее время цикла прессования и повысил производительность пресса. Плиты обычно нагреваются горячей водой или паром, хотя термическое масло используется при прессовании при более высоких температурах.
Предварительное холодное прессование при сравнительно низком давлении не используется в современных производственных линиях.Это в значительной степени связано с тем, что со склеенным шпоном легче обращаться и загружать в пресс для горячего прессования, к тому же уменьшенная толщина слоя позволяет использовать меньшие отверстия для дневного света в прессе для горячего прессования, что приводит к общему сокращению времени загрузки и горячего прессования. .
1.3.6 Чистовая
Первичная отделка, которая включает в себя обрезку, шлифовку и улучшение фанеры после прессования, проводится с целью повышения товарности продукта. Она выполняется либо на отдельных рабочих станциях, либо, в случае современных мельниц, как комбинированная операция на непрерывной полуавтоматической линии.
Обрезные пилы отрезают фанерные доски до необходимого размера, которые затем шлифуются на станках, оснащенных широколенточными или барабанными шлифовальными машинами, для получения желаемой гладкости поверхности. Повреждения или дефекты лицевых виниров затем устраняются вручную путем закупоривания и наложения пластырей.
Фанера производится в широком диапазоне размеров и толщины, хотя чаще всего производятся размеры 1220 x 2440 мм вместе с панелями размером 1830 x 3050 мм и 915 x 915 мм.Толщина может составлять от 3 до 25 мм, при этом количество слоев составляет от трех для плит толщиной до 7,5 мм до пяти и более слоев для более толстых сортов.
1.4.1 Подготовка частиц
1.4.2 Сушка частиц и просеивание
1.4.3 Смешивание и формование мата
1.4.4 Прессование
1.4.5 Отделка плит
В большинстве случаев производство частиц включает в себя определенное количество операций, как описано ниже (см. Рисунок 3), которые требуют различных количеств и типов энергии.
Рисунок 3. Производство ДСП — упрощенный технологический процесс
1.4.1 Подготовка частиц
Отделка ДСП производится из множества источников, и по мере того, как конкуренция за твердую древесину и твердые древесные отходы возрастает, производители вынуждены прибегать к использованию низкосортных отходов, таких как измельченные отходы заводов, опилки, строгальная стружка и т. Д. а также ранее не рассматриваемые породы древесины.
Ввиду широкого ассортимента композиции, поставляемой на завод, разделение по размеру и, если возможно, по видам должно проводиться до процесса измельчения.Кора удаляется с бревен, если это еще не сделано в лесу, чтобы избежать затупления ножей измельчителя, а также наличие камнеуловителей и магнитных сепараторов, предохраняющих другое оборудование для измельчения от повреждений, которые в противном случае были бы вызваны, если бы с волокном были внесены противоречия. отделка.
Размер и геометрия частиц, необходимые для внутреннего и поверхностного слоев древесностружечных плит, достигаются с помощью разнообразного оборудования для измельчения, которое соответствует разнообразию и размеру используемой древесины и древесных остатков.Измельчители, ножевые измельчители, молотковые дробилки, дисковые рафинеры и т. Д., Каждая из которых работает по разному принципу, с использованием ножей, ударных стержней, рифленых дисковых пластин и т. Д., Лишь некоторые из них широко используются в промышленности.
1.4.2 Сушка и просеивание частиц
Большую часть композиции, поставляемой на комбинат, необходимо высушить, чтобы общий уровень влажности частиц составлял порядка трех-восьми процентов с целью связывания с жидкими смолами.
Сушка частиц — это непрерывный процесс, при котором частицы движутся по длине вращающихся горизонтальных сушилок, будучи подвешенными и подвергаемыми воздействию горячих газов или тепла, выделяемого пучками труб, по которым проходит горячая вода, пар или термическое масло.Тепло образуется при сжигании нефти, газа или технологических остатков. В настоящее время мгновенная сушка считается приемлемой альтернативой ротационным сушилкам и требует несколько более низких температур сушки.
Непосредственно после сушки частицы просеиваются по размеру на вибрационных или вращающихся ситах или путем классификации по воздуху. Просеивание обычно происходит после сушилок, поскольку влажные частицы имеют тенденцию слипаться, забивая пластины сита и снижая общую эффективность процесса просеивания.
Частицы разделяются по размеру с целью сортировки композиции для лицевого и внутреннего слоев плиты. Важно, чтобы частицы слишком большого размера рециркулировали для дальнейшего восстановления и чтобы мелкие частицы отсеивались, чтобы избежать потребления непропорционального количества связующего на основе смолы и обеспечить ценный источник топлива.
1.4.3 Смешивание и формование мата
Клеи в виде мочевины, фенола и меламиноформальдегида обычно используются для связывания смеси частиц, причем первый является наиболее предпочтительной из используемых смол.От трех до десяти процентов по массе смолы вместе с другими добавками, используемыми для придания таких свойств, как огнестойкость и т. Д., Смешивают в контролируемых условиях порциями или в непрерывном режиме. Смешивание может происходить либо в больших чанах с медленной скоростью, либо в небольших блендерах с быстрым смешиванием и более коротким временем смешивания.
На более современных заводах по производству древесно-стружечных плит формование мата является полностью механическим процессом, тогда как более старые формовщики требуют ручного выравнивания. Несмотря на большое разнообразие доступных в настоящее время формовщиков, основные принципы формирования мата в целом схожи в том, что равномерный поток частиц подается к формовщику из сборного бункера, который, в свою очередь, дозирует равномерно распределенный слой частиц в рама на движущейся ленте или уплотнении.
Формирователи могут быть оснащены одной или несколькими формовочными головками, которые могут быть либо неподвижными, либо подвижными, и сконструированы таким образом, что самые мелкие частицы доставляются для формирования поверхностных слоев мата, а более грубые материалы — для формирования сердцевины. Во всех случаях важно, чтобы был сформирован равномерно распределенный мат желаемого веса. Коврики, не соответствующие стандарту, отбраковываются и перерабатываются.
Транспортировка матов к предварительному прессу и горячему прессу осуществляется путем формования матов на металлических пластинах, называемых калами, которые затем вручную или механически катят к прессам, или, в случае систем без уплотнения, с использованием гибкие металлические ленты, пластиковые ленты и лотки, по которым маты транспортируются к прессу горячего прессования.
1.4.4 Прессование
Предварительное прессование матов перед использованием в многопластовых горячих прессах в настоящее время становится обычным явлением в процессе прессования из-за уплотнения и уменьшения ширины мата. Это позволяет упростить обращение и использовать более узкие отверстия в горячем прессе, что значительно сокращает время прессования.
В то время как предварительные прессы могут быть горячего или холодного типа, основной пресс всегда нагревается путем пропускания горячей воды, пара или масла через плиты до температуры порядка 140-200 ° C, в зависимости от используемые смолы и тип пресса.
Могут использоваться горячие прессы с одним или несколькими открываниями, при этом загрузка и разгрузка осуществляется вручную или механически с помощью троса, цепных подъемников или гидравлики, в зависимости от возраста и сложности установки. Хотя в более крупных современных установках и время прессования, и давление регулируются автоматически, на многих заводах по-прежнему предпочтительнее ручное управление, поскольку оно позволяет производить регулировку для различного качества мата.
1.4.5 Доска отделочная
На выходе из горячего пресса доски отделяются от герметиков вручную или механически с помощью цепей или поворотных устройств.Уплотнения укладываются в стопку, дают остыть, а затем возвращаются на станцию формования на толкающих тележках или механически транспортируются по фиксированной возвратной линии. Плиты, в свою очередь, охлаждаются и кондиционируются, чтобы избежать разложения смол мочевины.
Обрезные пилы используются для обрезки досок по размеру, при этом обрезки кромок либо перерабатываются, либо используются в качестве топлива. Чтобы соответствовать установленным стандартам в отношении толщины и качества поверхности, можно использовать комбинацию ножевых строгальных станков и ленточных или барабанных шлифовальных машин.
После обработки поверхности досок их разрезают на размер по длине и ширине с помощью комбинации пил в соответствии с требованиями рынка. ДСП обычно выпускается в виде панелей 1220 x 2440 мм и толщиной от 3 до 35 мм, из которых 19 мм являются наиболее распространенными. Обычно плиты производятся в диапазоне средней плотности 400-800 кг на кубический метр, хотя в качестве основного материала используется плита высокой плотности 800-1120 кг на кубический метр.
Деформация древесины и способы ее предотвращения
Деревянные изделия могут сыграть с вами злую шутку.Хотя сначала они могут выглядеть хорошо, деформация дерева может исказить то, что когда-то было идеально прекрасным. Но зная, как возникает деформация древесины, вы можете предпринять шаги, чтобы убедиться, что древесина не станет изуродованной и бесполезной.
Представьте, что вы заказываете деревянную мебель на фабрике за границей, ждете три месяца для завершения производства, а затем обнаруживаете, что 25 процентов товаров, которые вы получаете, деформированы из-за деформации.
Где возникла проблема? И как предотвратить деформацию дерева?
Если вы производитель или импортер деревянных изделий, возможно, вы слышали, что влажность и влажность могут влиять на форму и целостность древесины.Деформированная древесина может быть серьезной проблемой для некоторых продуктов, что приводит к жалобам клиентов и возвратам ( связанных: Как опытные импортеры ограничивают количество дефектов продукции на трех этапах, [электронная книга]). Что касается некоторых продуктов, таких как строительные материалы, треснувшая или деформированная древесина, влияющая на конструкцию, может быть опасной.
Здесь вы узнаете об общих типах деформации древесины, потенциальных причинах и способах предотвращения деформации древесины в ваших собственных изделиях.
Что такое деформация дерева?
Деформация древесины — это деформация древесины, возникающая при неравномерном изменении влажности различных частей куска древесины. .Например, когда одна часть деревянной доски сохнет быстрее, чем другая, более сухая часть сжимается быстрее и вызывает напряжение, которое изменяет форму древесины. Итак, доска, которая должна была лежать ровно, теперь имеет где-то изгиб.
Деформация — это дефект продукта, который может повлиять на импортеров самых разнообразных товаров, от предметов интерьера, таких как мебель и изделия из дерева, до музыкальных инструментов, таких как гитары.
Понимание равновесного содержания влаги
Прежде чем изучать различные типы деформации древесины, важно понять, что вызывает изменение формы древесины.Основная причина набухания и усадки древесины — это соотношение между содержанием влаги и относительной влажностью окружающего воздуха.
Когда древесина имеет относительно высокое содержание влаги, она дает усадку по мере высыхания до тех пор, пока не достигнет равновесия с относительной влажностью, иногда называемого равновесным содержанием влаги (EMC). И наоборот, древесина с относительно низким содержанием влаги будет набухать, поскольку она впитывает воду из окружающего воздуха до достижения EMC. Эта прямая взаимосвязь помогает предсказать, как древесина будет вести себя при адаптации к конкретным условиям.
Факторы, влияющие на скорость изменения влажности
Несмотря на то, что вся древесина обычно достигает EMC, процесс настройки может занять часы, дни, недели или месяцы. Факторы, влияющие на время, необходимое древесине для достижения EMC, включают:
- Размер куска дерева (более толстые куски теряют или впитывают влагу дольше)
- Покрытие (покрытая древесина занимает больше времени)
- Ориентация волокон (торцевое волокно древесины занимает меньше времени)
- Температура окружающего воздуха (более теплый воздух ускоряет обработку древесины до EMC)
Температура окружающего воздуха влияет на скорость изменения влажности древесины, но не оказывает существенного влияния на ЭМС.
5 Виды основы дерева
Древесина может деформироваться по-разному, в зависимости от причины. Понимание этих распространенных способов деформации древесины поможет вам диагностировать потенциальные проблемы, возникающие при производстве или хранении:
Обратите внимание, что различные типы деформации древесины не исключают друг друга. Различная деформация одного и того же куска дерева может быть признаком множества проблем, связанных с содержанием влаги.
Порода древесины и основа
Некоторые породы дерева более устойчивы и менее подвержены деформации или растрескиванию, чем другие.Относительно устойчивы к короблению следующие виды:
- Redwood не только имеет сравнительно прямую структуру волокон, но и содержит внутри натуральный химикат, который защищает от проникновения влаги.
- Кедр — одна из самых плотных пород древесины, которая помогает предотвратить растрескивание из-за изменений влажности.
- Пихта очень устойчива, если ее влажность достигает равновесия с относительной влажностью окружающего воздуха.В состоянии равновесия или когда древесина «выдержана», пихта будет претерпевать очень небольшую усадку или коробление.
Чтобы узнать, подвержены ли используемые породы древесины деформации и какие породы больше подходят для определенных областей применения, ознакомьтесь с Справочником по древесине, бесплатным руководством от Министерства сельского хозяйства США.
Способы предотвращения коробления древесины
На деформацию древесины влияет несколько факторов, некоторые из которых легче контролировать, чем другие. Различные типы коробления также могут быть вызваны разными факторами.Таким образом, возможность связать найденные типы деформации с конкретными причинами помогает предотвратить деформацию в будущем.
Текстура древесины и техника распиловки
Структура волокон может влиять на поведение древесины, поскольку она регулирует содержание влаги. Древесина, вырезанная из сердцевины дерева, обычно более устойчива к усадке и деформации. . Очень прямое волокно с только 1/32 дюйма (около 0,79 мм) между линиями волокон с меньшей вероятностью деформируется независимо от породы дерева.
Методы распиловки, используемые при обработке пиломатериалов, также могут влиять на коробление.Понимание этого может помочь вам снизить риск производства деформированных деревянных изделий. Например, в доске, распиленной на четверть, где годичные кольца симметричны, усадка будет происходить равномерно, а деформация чашеобразного типа гораздо менее вероятна. С другой стороны, у плоской распиленной доски меньше шансов получить искривление, потому что оба края равноудалены от сердцевины дерева.
Плохое обслуживание пилы и изменение скорости пилы может привести к тому, что доски будут тоньше на концах, чем на середине, что может вызвать деформацию дугообразного типа.Также не рекомендуется распиливать пиломатериалы под углом к волокнам. Распиловка таким образом, чтобы волокна были параллельны краю доски, поможет предотвратить искривление.
Надлежащие методы хранения для предотвращения деформации древесины
Способ штабелирования и хранения пиломатериалов является основным фактором, влияющим на их изменение по мере адаптации к требованиям EMC. Некоторые передовые методы штабелирования и хранения древесины включают:
- Все доски и наклейки, помещенные между ними в стопку, должны быть одинаковой толщины, особенно если они размещены в одном слое.
- Наклейки должны лежать ровно и быть выровнены по вертикали.
- Сваи из пиломатериалов должны опираться на ровный фундамент.
Размещение тяжелых грузов на штабелированных штабелях пиломатериалов также может помочь предотвратить образование чашечек. Древесина также нуждается в надлежащей вентиляции, для чего лучше всего расположить материал таким образом, чтобы все поверхности были открыты воздуху.
Храните пиломатериалы в чистом, прохладном, затененном и сухом месте. Если вы храните древесину в помещении с высокой относительной влажностью — 80 процентов или более, — убедитесь, что она обернута паронепроницаемым материалом.Это предотвращает поглощение деревом значительного количества влаги из окружающего воздуха. Высокая влажность должна стать серьезным поводом для тех, кто производит мебель и другие изделия из дерева в Южном Китае и Юго-Восточной Азии.
Правильная сушка или полимеризация древесины для предотвращения коробления
Хотя процесс обработки древесины обычно не влияет на искривление, он важен для ограничения других типов деформации древесины.
Сушка в печи часто используется в производстве, поскольку она дает производителю больше контроля над скоростью и степенью сушки.Но вся высушенная в печи древесина адаптируется к относительной влажности окружающей среды. Основные преимущества сушки в печи перед более пассивной естественной сушкой заключаются в том, что сушка в печи останавливает активность насекомых и затвердевает в смолистых хвойных породах, что особенно важно для древесины, используемой в качестве строительного материала.
Эксперты рекомендуют определенные методы сушки древесины для предотвращения коробления, например:
- Не позволяйте частично высушенному пиломатериалу быстро восстанавливать влагу
- Не сушите пиломатериалы слишком медленно (это может ухудшить любой изгиб и другие деформации)
- Не пересушивайте пиломатериалы, это может привести к растрескиванию, расколу и торцевому волокну
Уплотнение концов дерева также может помочь предотвратить коробление, вызванное неравномерной сушкой.Влага уходит с концов древесины в десять-двенадцать раз быстрее, чем через другие поверхности. А без герметизации концов деревянных досок концы сжимаются быстрее, чем остальные, что приводит к чрезмерному напряжению, которое может вызвать коробление.
Контроль содержания влаги и проверка на деформацию во время осмотра
Производители, работающие с древесиной, должны внимательно следить как за относительной влажностью в своих складских и производственных помещениях, так и за содержанием влаги в древесном материале. Импортеры часто полагаются на местных сторонних инспекторов для посещения этих объектов от их имени.Но в зависимости от вашей ситуации и взаимоотношений с поставщиком, вы можете вместо этого полагаться на персонал завода или нанять штатных сотрудников для проверки (: 4 способа проведения инспекции продукции импортерами [электронная книга]).
Заводы, производящие деревянные изделия, должны иметь точных гигрометров для измерения относительной влажности в складских и производственных помещениях. Инспекторы должны отмечать влажность в каждой соответствующей области. Запись этих показаний помогает диагностировать причины деформации древесины, обнаруженной на изделии.
Заводские рабочие места также должны быть оснащены калиброванными измерителями влажности с зубчатым наконечником для измерения содержания влаги в древесине на различных этапах производства. Следует использовать влагомеры зубчатого, а не поверхностного типа, поскольку содержание влаги на внутренней и внешней поверхности древесины может варьироваться от одного до двух процентов.
Как проверить дерево на деформацию
Проверка древесины на деформацию — простая процедура:
- Положите доску или кусок дерева на ровную поверхность.
- Проверьте край доски, чтобы убедиться, что она ровная по всей длине.
- Если одна часть или конец доски поднимается над остальными, вероятно, она деформируется.
Заключение
Деформация дерева может быть обычной проблемой для тех, кто работает с этим натуральным, но сложным и универсальным материалом. И многие производители считают жизненно важным ограничить коробление, особенно когда структурная целостность или эстетика дизайна важны в готовом продукте.
Существует множество факторов, влияющих на поведение древесины при адаптации к различным уровням влажности и окружающей среде. Но зная эти общие причины и способы предотвращения деформации, вы лучше подготовитесь к прогнозированию изменений древесного материала. Независимо от того, производите ли вы деревянный сайдинг, деревянную лепнину или деревянную мебель, вы можете быть уверены, что ваши изделия из дерева будут принимать форму.
Примечание редактора: этот пост был первоначально опубликован в июле 2016 года и был обновлен для обеспечения актуальности, точности и полноты.Дайте нам знать, какие еще у вас есть советы по предотвращению деформации древесины в разделе комментариев ниже!
лезвие погружной пилы карбида вольфрама 40 зубов для макулатурного картона
слоения деревянноеБоль в своде стопы и пятке / подошвенный фасциит
Очень частая жалоба на болезненные ощущения в пятке и / или своде стопы утром при первом вставании. Обычно это вызвано растяжением связки, называемой подошвенной фасцией, которая растягивается, когда дуга опускается с каждым нашим шагом.Это состояние очень хорошо поддается лечению. К ним относятся упражнения на растяжку, которые продемонстрирует доктор Халпайн, и предоставление ортопедических приспособлений.
Боль в колене / голени
Многие люди страдают от боли вдоль голени или в области колена при ходьбе или беге. Довольно часто эти боли возникают из-за биомеханического дисбаланса ступней и ног. Мышцы должны переутомиться, чтобы попытаться стабилизировать чрезмерное движение стопы, называемое гиперпронацией подтаранного сустава.Доктор Хэлпайн может исследовать вашу механику и предложить облегчение от этих симптомов.
Мозоли и молотковые пальцы ног
Когда пальцы ног трутся об обувь, давление может вызвать боль и образование натоптышей. Эта проблема сначала решается за счет стрижки и правильной посадки обуви.
Бурситы
Косточка — это выступ на внутренней стороне стопы возле большого пальца. Это также вызывает смещение большого пальца ноги ко второму. Причины бурсита включают: наследственность, износ и гибкость стопы с низким сводом стопы.Доктор Халпайн может замедлить развитие бурсита и облегчить боль с помощью ортопедических приспособлений.
Уход за диабетической стопой
Ранняя диагностика, профилактическое лечение и обучение пациентов имеют решающее значение для предотвращения серьезных осложнений диабета, таких как потеря пальцев и конечностей в результате инфекции. Все пациенты с диабетом должны посещать ортопеда не реже одного раза в год. Доктор Халпайн поможет контролировать и лечить осложнения стопы, которым подвержены пациенты с диабетом.
Вросшие / грибковые ногти
Ногти на ногах часто начинают врастать в плоть, вызывая инфекцию и боль.Доктор Халпайн может дать как краткосрочное, так и постоянное облегчение после небольшой операции. Утолщение, пожелтение и осыпание ногтей может быть вызвано грибковой инфекцией. Это может распространяться от одного пальца ноги к другому или от одного члена семьи к другому. В зависимости от степени тяжести доктор Халпайн может порекомендовать местное лечение (нанесение краски) в сочетании со специальным уходом за ногтями, называемое санацией. Если инфекция зашла слишком далеко, доктор Халпайн может порекомендовать пероральные препараты для решения этой проблемы.
Тендинит ахиллова сухожилия
С каждым шагом пронаированной (приплюснутой) стопы ахиллесова нога перекручивается.Умножьте это скручивание на десятки тысяч шагов, и может возникнуть ахиллов тендинит. Доктор Халпайн может помочь в этом состоянии, установив ортопедические приспособления для стабилизации ступней и выписав специальные упражнения для растяжки и укрепления ахилла.
Детские ножки
Многие родители обеспокоены тем, указывают ли стопы их детей внутрь или наружу или имеют ли они гибкие плоские своды стопы. Детям, которые поздно ходят или жалуются на боли в ногах по ночам, может потребоваться дополнительная поддержка в виде обуви.Подростки часто страдают от деформации пластинки роста в пяточной кости, особенно после занятий спортом. Это состояние может быть вызвано болезнью Севера, для которой доктор Халпайн предписывает соответствующий отдых, упражнения на растяжку и мягкие ортопедические приспособления. Мы можем предложить раннюю диагностику и лечение, которые помогут вашему ребенку на всю жизнь чувствовать себя комфортно.
Бородавки / бородавки
Verrucae вызываются вирусом, поражающим первый слой кожи. Они вызывают нарушение нормального роста кожи.По ним больно ходить, и они заразны. Доктор Халпайн может предложить облегчение как неинвазивным лечением, так и полным хирургическим удалением бородавки.
Ступня спортсмена / опоясывающий лишай
Стопа атлета — это грибковое заболевание кожи, которое может вызывать покраснение, трещины, жжение и зуд. На коже могут образовываться волдыри. Важно, чтобы ваш ортопед поставил правильный диагноз и начал лечение.
Неврома / защемление нерва
Неврома — это увеличенный нерв, который проходит между головками плюсневой кости у основания пальцев стопы.