Кромление ЛДСП любой сложности | Цена — Мебеталь
Нанесение кромки на детали производится на высокотехнологичных кромкооблицовочных станках FORMAT Tempora с технологией «нулевого шва» и Brandt (группа HOMAG, Австрия). Мебеталь предоставляет услугу кромления деталей кромкой ABS, ПВХ и пластиком на прямолинейных и криволинейных деталях.Кромление ЛДСП на прямолинейные участки автоматизировано, на криволинейные — производится на станке с ручной подачей. Перед нанесеньем кромки происходит автоматическое удаление сколов, либо ступенек от пилы за счет использования прифуговочного агрегата. В итоге мы получаем высокое качество наклейки кромки с минимальным клеевым швом.
На ваш выбор парк кромооблицовочных станков
FORMAT Tempora Brandt Ambition 1440
Кромление
В Мебеталь можно заказать кромление мебельных деталей из ЛДСП кромкой ПВХ Rehau и кромкой АБС Rehau.
Как происходит процесс кромления деталей
- наложение кромки автоматизировано;
- каждая деталь маркируется наклейкой с уникальным номером;
- после нанесения кромки каждая деталь проверяется на наличие возможных сколов, неровностей, брака;
- когда все детали заказа готовы, каждый заказ упаковывается отдельно в защитную упаковку (гофрокартон и перевязочная лента).
Параметры кромочного материала по отношению к плитному материалу
| Плитный материал (толщина, мм.) | Кромочный материал | Примечание, рекомендуемая ширина кромки | ||
| 0,4 мм ПВХ | 0,8 мм АБС | 2,0 мм ПВХ | ||
| < 10 мм | нет | нет | нет | |
| 10 мм | да | да | нет | 19 мм (к цене + работа по упилу кромочного материала) |
| 16 мм | да | да | да | 19 мм |
| 18 мм | да | да | да | 23 мм |
| 19 мм | да | да | да | 23 мм |
| 22 мм | да | да | да | 28 мм |
| 25 мм | да | да | да | 28 мм |
Сращивание деталей.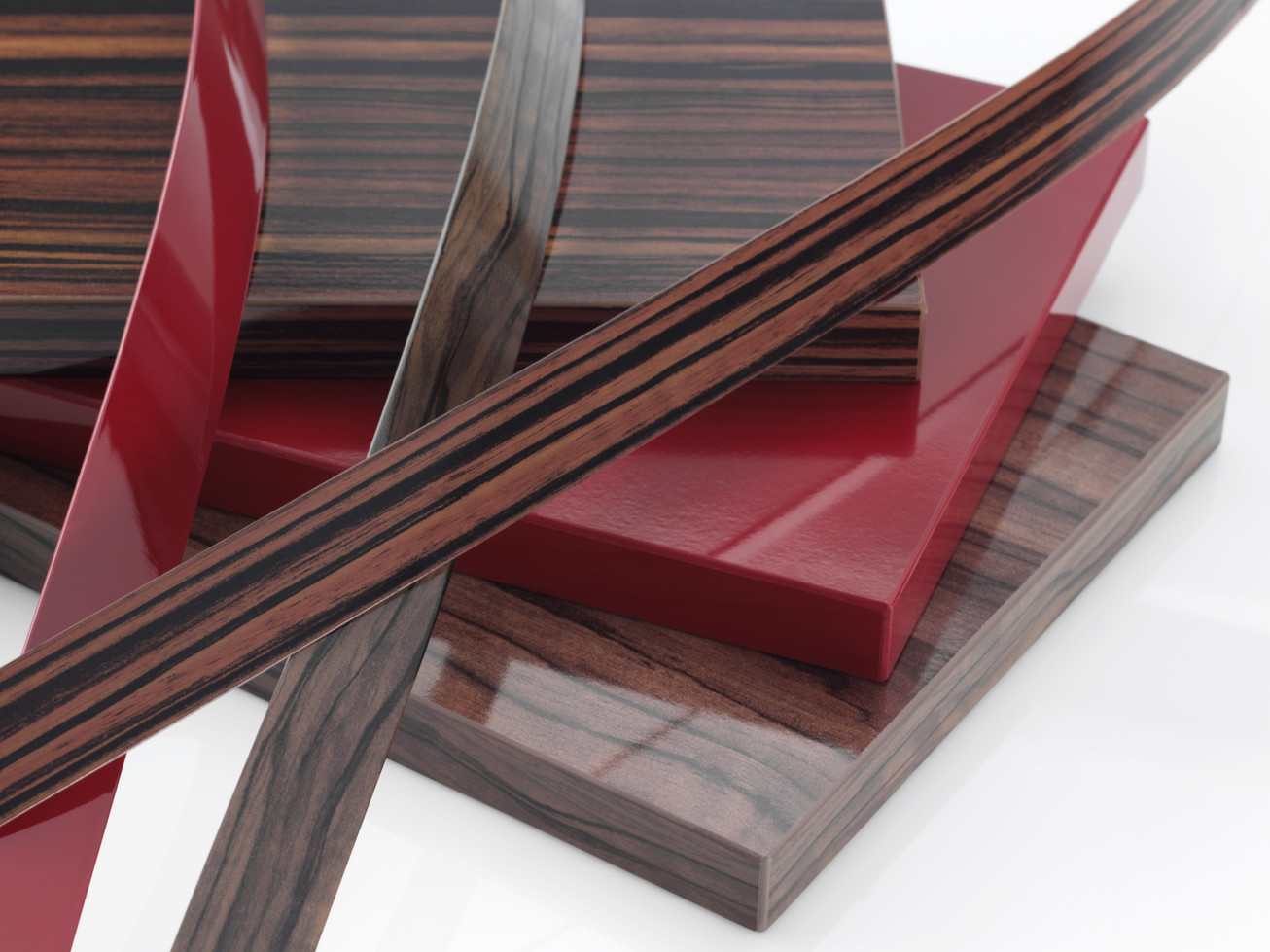 |
0,4 мм ПВХ | 0,8 мм АБС | 2,0 мм ПВХ | Примечание, рекомендуемая ширина кромки |
| 10+10 | да | да | да | 23 мм |
| 10+16 | да | нет | да | 30-32 мм |
| 10+25 | да | нет | да | 43 мм (к цене +работа по упилу кромочного материала) |
| 16+16 | да | нет | да | 35 мм |
| 16+16+16 | да | нет | да | 54 мм |
| 16+25 | да | нет | да | 54 мм (к цене +работа по упилу кромочного материала) |
| 25+25 | да | нет | да | 54 мм |
При отсутствии кромочного материала рекомендуемой ширины, возможно применение кромки большей ширины.
 Условия применения:
Условия применения: - Согласование возможности упила кромки (пример: качество и состав кромочного материала не всегда могут давать возможность для упила без риска порчи и др.)
- К общей стоимости заказа прибавляется стоимость работы по упилу кромочного материала, если метраж более 5 м.п.
- Облицовывание кромочным материалом деталей по кромке, расположенной под углом к пласти детали, отличным от прямого угла не производится.
- Минимальный размер стороны, облицовываемой кромочным материалом – 130мм.
- Минимальный размер стороны, прилегающей и к стороне, облицовываемой кромкой – 75мм. Прилегающая сторона в данном случае кромкой не облицовывается.
— при наложении кромки на одну или две параллельных стороны — min. 130 x 75 мм:
— при наложении кромки на две непараллельных стороны или по периметру детали — min.
Максимальная толщина прямолинейной детали, облицованной кромочным материалом на автоматическом кромкооблицовочном станке не должна превышать 50 мм.
Порядок облицовывания кромочным материалом
Пример нанесения кромки на деталь, обрабатывающейся кромкой по всему периметру:
— Нанесение кромки толщиной 0,4мм по задней стороне детали.
— Нанесение кромки толщиной 2мм по лицевой стороне детали.
— Нанесение кромки толщиной 2мм по левой и правой сторонам детали.
Иная последовательность облицовывания кромочным материалом оговаривается отдельно и фиксируется в письменном виде. Раунд угла (закругление углов кромочного материала) производится только при наличии какой-либо кромки на стороне, прилегающей к облицовываемой.
Минимальный размер окружности, обрабатываемой кромкой встык – D 350мм.
Облицовка тупых стыков деталей кромкой.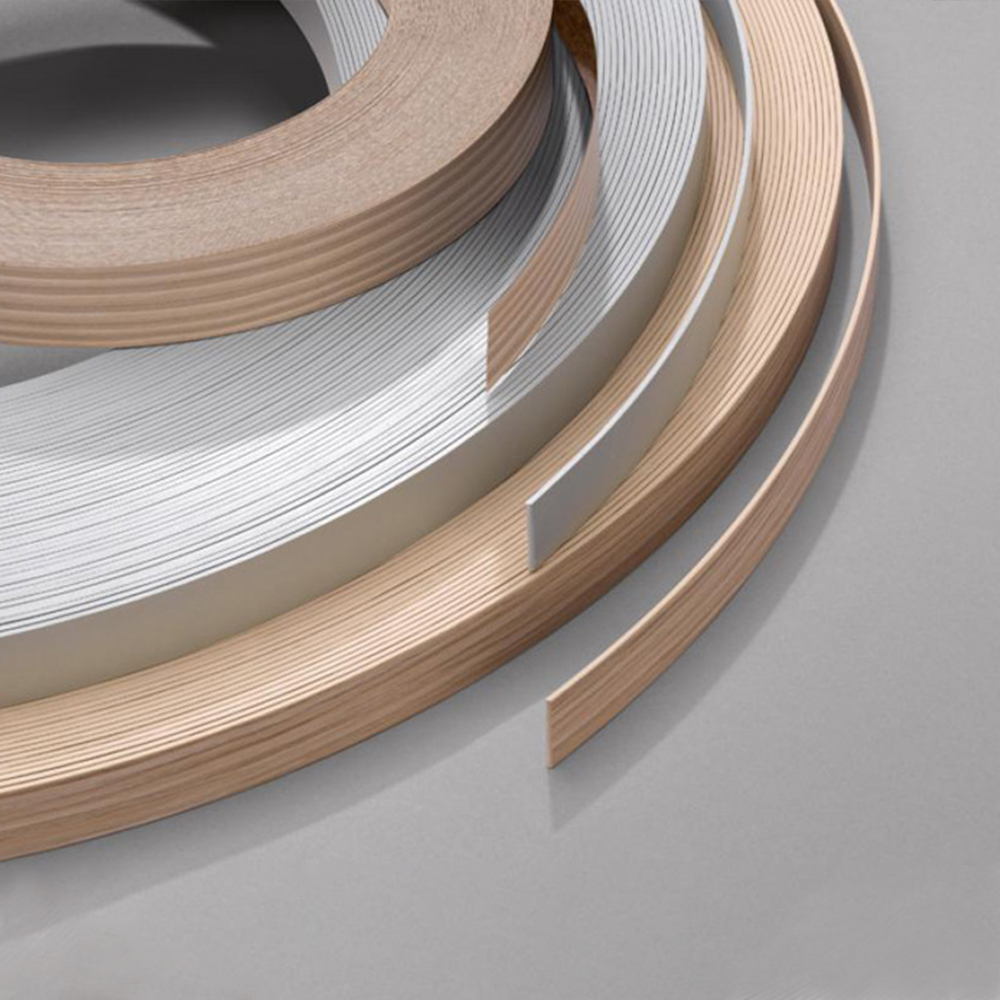 Для улучшения внешнего вида готовой детали при выполнении операции облицовывания кромкой сопрягающихся сторон под углом более 90° рекомендуется применять скругление для обработки непрерывной кромочной лентой без образования стыка. Радиус скругления подбирается исходя из угла сопряжения.
Для улучшения внешнего вида готовой детали при выполнении операции облицовывания кромкой сопрягающихся сторон под углом более 90° рекомендуется применять скругление для обработки непрерывной кромочной лентой без образования стыка. Радиус скругления подбирается исходя из угла сопряжения.
Обработка выреза в детали кромочным материалом толщиной 0,4/2,0 мм. имеющего прямоугольный контур глубиной более 150мм и с расстоянием между параллельными сторонами менее 500мм не производится.
Размеры вырезов даны для примера*
Кромление ЛДСП, ПОСТФОРМИНГ — Услуги
Кромление толщиной 0,4 мм + кромка
Виды кромления:
|
от 40.00 Р
Кромление толщиной 2 мм + кромка
Виды кромления:
|
от 65. 00 Р
00 Р
Кромление радиуса + кромка Dollken
Виды кромления:
|
от 77.00 Р
Кромление постформинга
Виды кромления:
* стоимость кромки не входит в стоимость услуги |
от 85.00 Р
Профессионально выполненное кромление ЛДСП и постформинга – это залог высокого качества готовых изделий (мебели, модулей) и подготовленной к розничной продаже плиты. Кромление с использованием разных типов кромок и технологий является обязательным по нескольким причинам:
• Повышение прочности деталей;
• Исключение деформации из-за воздействия влаги;
• Эстетика – с помощью кромки полностью скрывается срез и создается особый стиль отдельных элементов или готовых модулей.
Оптовым и розничным заказчикам, частным лицам и представителям компаний мы предлагаем услуги высококачественного и вариативного кромления:
• Самые востребованные типы заготовок – ЛДСП и плиты с постформингом;
• Использование любых типов кромок – алюминиевые сплавы, декоративные кромки с высоким глянцем и 3D, ПВХ пленка от немецкого концерна Dollken Weimar;
• Разнообразие форм – можно заказать кромление стандартных плит, мелких деталей, радиусов, изделий сложной формы, углов, элементов с четвертью и пазом, скосов, изделий со скошенными торцами;
• Многогранность размеров – выполняем кромление (кромкование) плиты любой высоты с использованием всех типов пленок.
Обратившись к нам удобным для вас способом, вы можете рассчитывать на оперативность кромления любых заготовок с гарантией минимальных расценок при неизменно высоком качестве.
Кромкооблицовка, кромление мебели цена/качество | Детальбург
Кромление плитных материалов при изготовлении деталей мебели – обязательный процесс, и от качества нанесения ПВХ-ленты на торец МДФ или ЛДСП в итоге будут зависеть эксплуатационные характеристики готового изделия.
При кромлении деталей компания Детальбург использует сертифицированные материалы: качественный европейский клей и прочные, гибкие ПВХ-ленты толщиной от 0,2 до 3 мм.
Никогда не соглашайтесь на кромление кустарными способами: лента не будет прочно прилегать к торцу и со временем древесина начнет деформироваться при контакте с влагой и загрязнениями.
Преимущества сотрудничества с компанией Детальбург:
- Возможно нанесение и прямолинейной кромки, и криволинейной.
- Кромление деталей осуществляется на высокоточном итальянском комплексе
- Все необходимые материалы для отделки торцов есть у нас на складе: в том числе и широкий ассортимент кромочных лент различных цветов и фактур.
Выполните расчет требуемых работ на нашем сайте.
Или свяжитесь с нашим менеджером.
Цены
| Услуги/Работы |
Ед. изм изм
|
Цена | |
|---|---|---|---|
| ПРЯМОЛИНЕЙНАЯ, толщина кромки / ширина кромки | |||
| Оклейка кромки 0,4х19 мм | м.п. | 34 ₽ | |
| Оклейка кромки 0,8-2х19 мм | м.п. | 47 ₽ | |
| Оклейка кромки 0,4х25 мм | м.п. | 36 ₽ | |
| Оклейка кромки 0,8-2х25 мм | м.п. | 50 ₽ | |
| Оклейка кромки 0,4х28 мм | м.п. | 38 ₽ | |
| Оклейка кромки 0,8-2х28 мм |
м. п. п.
|
54 ₽ | |
| Оклейка кромки 0,4х35 мм | м.п. | 68 ₽ | |
| Оклейка кромки 0,8-2х35 мм | м.п. | 73 ₽ | |
| Оклейка кромки 0,4х45 мм | м.п. | 88 ₽ | |
| Оклейка кромки 0,8-2х45 мм | м.п. | 107 ₽ | |
| Оклейка кромки глянец, шпон до 18 мм | м.п. | 84 ₽ | |
| Оклейка кромки глянец, шпон более 19 мм |
м. п. п.
|
94 ₽ | |
| КРИВОЛИНЕЙНАЯ, толщина кромки / ширина кромки | |||
| Оклейка кромки (криволинейная) 0,8-2х19-28 мм | м.п. | 72 ₽ | |
| Оклейка кромки (криволинейная) 0,8-2х35 мм | м.п. | 114 ₽ | |
| Оклейка кромки (криволинейная) 0,8-2х45 мм | м.п. | 137 ₽ | |
| Оклейка (криволинейная ) мат, глянец, шпон до 2 мм |
м. п. п.
|
151 ₽ | |
| Оклейка кромки (криволинейная) мат, глянец, шпон от 3 мм | м.п. | 161 ₽ | |
|
|
|
||
| ОКЛЕЙКА СПЕЦ. КРОЯ | |||
| Оклейка кромки (спецкрой) 0,4х19-25 мм | п.м. | 60 ₽ | |
| Оклейка кромки (спецкрой) 0,4х28-35 мм | п.м. | 74 ₽ | |
| Оклейка кромки (спецкрой) 0,4х45 мм |
п. м. м.
|
81 ₽ | |
| Оклейка кромки (спецкрой) 0,8-2х19-25 мм | п.м. | 77 ₽ | |
| Оклейка кромки (спецкрой) 0,8-2х28-35 мм | п.м. | 94 ₽ | |
| Оклейка кромки (спецкрой) 0,8-2х45 мм | п.м. | 115 ₽ | |
|
|
|
||
Скачайте полный прайс-лист на наши услуги
в формате pdf.
Почему мы?
Современное автоматизированное, высокоточное, ЧПУ оборудование с минимальным «человеческим фактором»
Короткие сроки производства (от 2 до 5 дней даже при больших заказах)
Собственный склад материалов: ЛДСП, ДСП, МДФ, ДВП, ХДФ, Кромка. Возможность работы с «давальческим» материалом.
Точный и честный расчёт стоимости заказов (цены ниже рыночных)
Высокое качество сервиса и изделий
Самый широкий спектр услуг (проверьте сами)
Нанесение кромки на ДСП, ЛДСП, МДФ
Появление новых услуг в сфере обработки дерева дает много возможностей для производителей мебели, осуществлении дизайна интерьера, связанных с применением ДСП, МДФ и других материалов. Процедура кромления необходима для того, чтобы придать готовому изделию красивый внешний вид и защитить от будущих повреждений. Кроме того кромление не позволяет испаряться формальдегиду из древесно-стружечных панелей.
Компания «Распил ДСП и МДФ» предлагает услуги кромления, кромкооблицовки, кромкования, нанесения кромки на различные древесные панели. Кромление позволяет защитить срез, обезопасить края изделия, а также защищает изделие от проникновения влаги. Все материалы для кромления закупаются только у производителей, которые зарекомендовали себя хорошим качеством своей продукции, и только самого лучшего качества. Чаще всего используются кромки REHAU.
Кромки в свою очередь, бывают тоже разных видов:
- Меламиновая кромка
- ПВХ кромка
- Металлическая или алюминиевая кромка
- Акриловая или 3d кромка
Меламиновая кромка является самым доступным типом кромок. Она изготавливается из плотной бумаги и пропитывается меламином. Может иметь гладкую и рельефную поверхность, имитировать структуру дерева и быть самых разных цветовых решений.
Пластиковая или ПВХ кромка отличается высокой стойкостью к влаге, к бытовой химии, механическим и термическим воздействиям. Тоже может иметь гладкую и тисненую поверхность. Выбор цветовых решений просто огромен. Благодаря этим качествам, ПВХ кромка пользуется огромной популярностью. ПВХ кромка бывает разной по форме: Т-образная, простая накладная, П-образная и U-образная. Такие кромки идеально защищают поверхность, при этом выглядят привлекательно.
Тоже может иметь гладкую и тисненую поверхность. Выбор цветовых решений просто огромен. Благодаря этим качествам, ПВХ кромка пользуется огромной популярностью. ПВХ кромка бывает разной по форме: Т-образная, простая накладная, П-образная и U-образная. Такие кромки идеально защищают поверхность, при этом выглядят привлекательно.
Для изделий из стекла, пластика, дерева чаще используют металлическую или алюминиевую кромку. Такая кромка надежно защищает торцы от механических повреждений, влаги и других внешних воздействий.
В последнее время приобретают популярность акриловые кромки. Они отличаются прочностью и интересным внешним видом.
Ни для кого не секрет, что корпусная мебель, подвергается к воздействию грибков и других микроорганизмов. Для того, чтобы мебель прослужила не один год, ни в коем случае нельзя пренебрегать такой процедурой, как кромление. Затраты окупятся с лихвой и будут залогом долговечности и качества Ваших изделий.
Что такое упаковка с закругленными краями?
Когда кто-то говорит «Мне нравится коробка для iPhone!», он имеет в виду упаковку с загнутыми краями.
Упаковку с закругленными краями часто называют упаковкой из жесткой бумаги или коробчатой упаковкой. Обычно это тонкий лист бумаги с высококачественной печатной графикой, который затем наклеивается и оборачивается вокруг более толстой ДСП или графической доски.
Как правило, ДСП толщиной от 60 (0,060 дюйма) до 120 (0,120 дюйма), может быть обернут различными материалами.От печатной бумаги до различных тканевых материалов и синтетической кожи — вы можете создать упаковку с заостренным краем, которая привлечет вашу целевую аудиторию.
Некоторые варианты декора:
- Офсетная печать
- Трафаретная печать
- Тиснение фольгой
- Точечное УФ-покрытие (глянцевое УФ, текстурированное УФ, рельефное УФ)
- Дебоссирование
- Высокоглянцевое ламинирование
- Матовая ламинация, устойчивая к царапинам
- Мягкое на ощупь / мягкое на ощупь ламинирование
Преимущества упаковки с закругленными краями заключаются в улучшенном восприятии вашего продукта покупателем, а также в более активном взаимодействии клиентов с вашим продуктом. Клиенты часто держат упаковку с загнутыми краями, чтобы использовать ее на память, для демонстрации или хранения вашего продукта.
Клиенты часто держат упаковку с загнутыми краями, чтобы использовать ее на память, для демонстрации или хранения вашего продукта.
Он отличается от картонной упаковки тем, что обеспечивает гораздо более прочную упаковку для вашего продукта, придает ему высококлассный внешний вид, а также обеспечивает улучшенную защиту. Процесс распаковки улучшается благодаря упаковке с закругленными краями, поскольку она более тактильна и побуждает к дополнительному участию при распаковке продукта. С упаковкой с закругленными краями часто сама коробка становится неотъемлемой частью вашего бренда.
Один из видов упаковки с закругленными краями представляет собой телескопическую коробку, состоящую из двух частей, как и коробка для iPhone. Крышка, также известная как монтажные коробки, немного больше основания и надевается сверху с некоторым трением, чтобы удерживать ее вместе.
Вот так:
Еще один стиль – коробка с магнитным замком.
В этом стиле используется лоток с закругленными краями и крышка с закругленными краями из 3 или 4 панелей с магнитной застежкой на переднем клапане.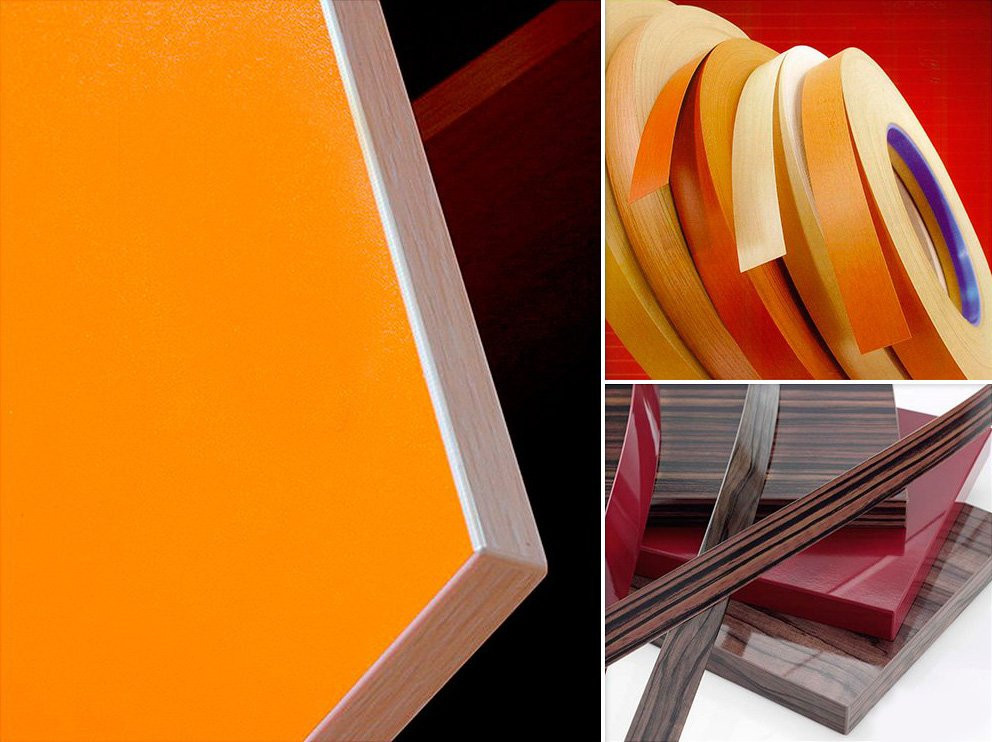 Это очень популярный вариант у нас, так как всем нравится ощущение и звук магнитов, когда они «защелкиваются».
Это очень популярный вариант у нас, так как всем нравится ощущение и звук магнитов, когда они «защелкиваются».
Коробки типа «раскладушка» или «коробка для сигар» — это когда два лотка с загнутыми краями шарнирно закреплены на корешке, как книга.
Вот так:
Коробка на фото выше предназначалась для церемонии награждения и служит также демонстрационной упаковкой для награды. Обтянутый синтетической кожей и украшенный штампом из золотой фольги, он предлагает получателю награды неподвластную времени демонстрацию своих достижений.
Наконец, возможны уникальные и индивидуальные формы.
Вот так:
и это:
Чтобы выделиться, иногда приходится смотреть на нетрадиционные формы и структуры.Эти необычные конструкции часто изготавливаются вручную из-за размера и того факта, что автоматизированное производственное оборудование предназначено только для стандартных конструкций. Это увеличивает стоимость этих проектов, поэтому не забудьте оценить рекламные преимущества в соответствии с вашими целями и бюджетом.
Если у вас есть дополнительные вопросы или вы хотите сотрудничать в проекте, пожалуйста, свяжитесь с нами.
Материалы: сделайте правильный выбор
Решить, какой материал лучше всего подходит для задачи, непросто…
Если вы не работаете с определенным набором материалов на регулярной основе, то доступные варианты выбора могут показаться запутанными.
Мы кратко рассмотрим различия между различными наиболее распространенными материалами и , которые часто воспринимаются как взаимозаменяемые. Этот список не является окончательным и основан исключительно на опыте использования этих материалов на регулярной основе.
Ламинат против. Меламин Меламин (мочевина-формальдегид) — очень твердая синтетическая смола.Его основное применение в нашей промышленности – покрытие декоративной бумаги, наносимой на различные подложки, такие как ДСП и МДФ. Бумага — это просто бумага. Меламин всего 20 микрон. С этой целью плиты с меламиновым покрытием не очень подходят для рабочих поверхностей, таких как столешницы . Бумага только одной толщины, ее можно легко повредить, если уронить на нее что-то тяжелое или острое. Этот материал лучше всего использовать для шкафов и корпусов .
Меламин всего 20 микрон. С этой целью плиты с меламиновым покрытием не очень подходят для рабочих поверхностей, таких как столешницы . Бумага только одной толщины, ее можно легко повредить, если уронить на нее что-то тяжелое или острое. Этот материал лучше всего использовать для шкафов и корпусов .
можно рассматривать как меламин, но на стероидах.Листы ламината изготавливаются путем наращивания слоев крафт-бумаги, пропитанной фенольной смолой, с завершающим декоративным лицевым слоем, пропитанным меламином. Нагрев и высокое давление используются для изготовления прочного, износостойкого листового материала для столешниц и рабочих поверхностей , а также для любой другой поверхности, требующей повышенной износостойкости.
Короче говоря, меламин для вертикальных поверхностей, ламинат для горизонтальных.
Кромка из АБС и меламиновая кромка
В мире кромочных лент предварительно приклеенная меламиновая лента является промежуточным продуктом, где-то между меламиновой бумагой и листовым ламинатом по толщине. Он тоньше ламината, что делает его более гибким для обхода меньших радиусов. Он особенно подходит для краев, которые вряд ли будут сбиты или повреждены, но могут довольно легко отколоться.
Он тоньше ламината, что делает его более гибким для обхода меньших радиусов. Он особенно подходит для краев, которые вряд ли будут сбиты или повреждены, но могут довольно легко отколоться.
ABS (акрилонитрил-бутадиен-стирол) представляет собой износостойкую, легко обрабатываемую и гибкую пластиковую кромку, которая поставляется в несклеенных рулонах. Нанесенный с помощью кромкооблицовочного станка с горячим расплавом, он прочен, долговечен и прослужит дольше, чем меламиновая кромка. Будучи сплошным цветом, он хорошо сочетается с меламиновой или ламинированной лицевой стороной доски.
МДФ Против. ДСП
Споры о том, какой продукт лучше, бушуют с момента появления МДФ на европейском рынке в 1976 году. Простая истина заключается в том, что когда дело доходит до этих материалов, это вопрос курсов.
Современное производство древесно-стружечных плит за последние несколько десятилетий продвинулось вперед семимильными шагами.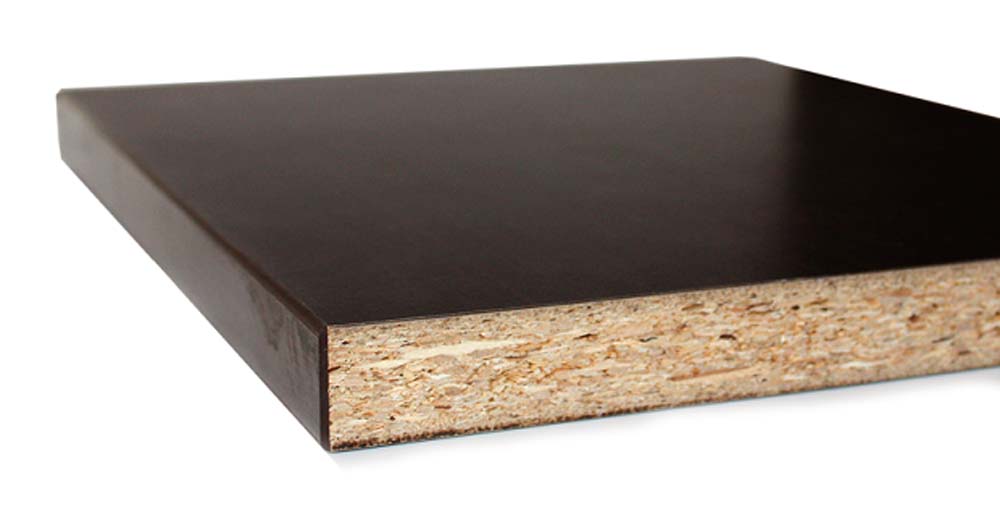 ДСП мебельного класса P2 содержит чрезвычайно мелкую древесную стружку с хорошей плотностью смолы, благодаря чему плита может быть отшлифована до чистовой поверхности для покраски, ламинирования или нанесения меламиновой бумаги.Он также очень прочен и обладает хорошей степенью устойчивости к влаге. Есть более низкие сорта и некоторые более высокие, но класс P2 является основным материалом, используемым в продуктах, которые мы используем.
ДСП мебельного класса P2 содержит чрезвычайно мелкую древесную стружку с хорошей плотностью смолы, благодаря чему плита может быть отшлифована до чистовой поверхности для покраски, ламинирования или нанесения меламиновой бумаги.Он также очень прочен и обладает хорошей степенью устойчивости к влаге. Есть более низкие сорта и некоторые более высокие, но класс P2 является основным материалом, используемым в продуктах, которые мы используем.
теперь имеет ошеломляющее разнообразие вариантов на выбор. Самые распространенные:
Для большинства наших работ мы выбираем влагостойкую форму. Он делает именно то, что написано на банке, устойчив к влаге. Стандартный МДФ при длительном воздействии влаги обладает капиллярным действием и будет поглощать влагу либо непосредственно из атмосферы, либо при прямом контакте.После насыщения он набухнет и разорвется.
Самый прочный MDF, доступный в настоящее время, — это Medite Tricoya™, который производится с помощью процесса, называемого ацетилированием. Этот процесс изменяет химическую структуру необработанных древесных волокон и заставляет их отталкивать влагу, а не притягивать ее. В результате получается чрезвычайно прочный продукт из МДФ, который можно использовать в любом внешнем или внутреннем применении, как в готовом, так и в незавершенном виде, с уверенностью в том, что производители настолько доверяют продукту, что дают гарантию на него в течение 50 лет для необработанного наружного использования. !
Этот процесс изменяет химическую структуру необработанных древесных волокон и заставляет их отталкивать влагу, а не притягивать ее. В результате получается чрезвычайно прочный продукт из МДФ, который можно использовать в любом внешнем или внутреннем применении, как в готовом, так и в незавершенном виде, с уверенностью в том, что производители настолько доверяют продукту, что дают гарантию на него в течение 50 лет для необработанного наружного использования. !
Твердый ламинат против.ЛДСП
Опять же, это во многом зависит от того, какое применение вы предполагаете для готовой мебели. Ламинированные столешницы с постформингом подходят для самых разных помещений. В основном используются на кухнях и школьных влажных помещениях, таких как классные комнаты и художественные классы , они обеспечивают длительный и безотказный срок службы.
Однако, если применение требует чего-то более прочного, следует рассмотреть возможность использования ламината цельного сорта. Изготовлено тем же методом, что и листовой ламинат, только увеличено для достижения требуемой толщины, что дает прочную, непроницаемую и химически стойкую рабочую поверхность, не имеющую себе равных. Как и в случае с ламинатом, последний слой является декоративным и предлагает широкий выбор цветов или рисунков.
Изготовлено тем же методом, что и листовой ламинат, только увеличено для достижения требуемой толщины, что дает прочную, непроницаемую и химически стойкую рабочую поверхность, не имеющую себе равных. Как и в случае с ламинатом, последний слой является декоративным и предлагает широкий выбор цветов или рисунков.
Заключение
Итак, суть в том, что выбор правильного материала для вашего проекта никогда не будет легким. Свяжитесь с нами сегодня, чтобы обсудить материалы, наиболее подходящие для вашего проекта, или ознакомьтесь с нашим портфолио для дальнейшего вдохновения.
Свяжитесь с нами
Как прикрепить кромку столешницы из ламината из пластика
Клей, удерживающий кромку на столешнице из ламината из пластика, со временем может отклеиться, что позволяет легко сломать хрупкий материал, если его не отремонтировать в кратчайшие сроки.
Начните с попытки активировать старый клей, вот как это сделать.
Как реактивировать клей для пластикового ламината:
- Накройте кромку тканью.
- Используйте бытовой утюг для одежды на ткани, чтобы нагреть кромку, сильно прижимая ее.
- Дайте поверхности остыть, затем проверьте, приклеилась ли кромка.
Если нагревание клея не помогает, вам придется повторно приклеить ламинат контактным клеем. Как следует из названия, контактный цемент соединяет две поверхности при контакте. Вот как это сделать.
Как повторно приклеить кромку из ламината:
- Осторожно оттяните кромку ламината от столешницы, не сломав ее.
- Нанесите тонкий слой контактного клея как на кромку ламината, так и на столешницу.
- Используйте карандаш или палочку от мороженого, чтобы две поверхности не соприкасались в течение 15–30 минут, пока цемент сохнет.

- Используйте карандаш или палочку от мороженого, чтобы две поверхности не соприкасались в течение 15–30 минут, пока цемент сохнет.

- После того, как блеск на цементе станет матовым, тщательно выровняйте и соедините две поверхности вместе.
- С помощью валика или деревянного бруска плотно прижмите кромку к столешнице.
Посмотрите это видео, чтобы узнать больше.
Дополнительная информация
ВИДЕО ТЕХНОЛОГИЯ
Дэнни Липфорд: Лори-энн спрашивает: «Один из краев нашей столешницы из ламината болтается. Как я могу снова прикрепить его?»
Если на столешнице из пластикового ламината оторвалась кромка, я бы посоветовал исправить ее как можно скорее.Теперь это может быть очень легко реактивировать клей, накрыв его тканью и используя обычный бытовой утюг, чтобы нагреть часть столешницы. И это может быть все, что необходимо.
Если нет, вам, возможно, придется перейти на очень уникальный тип клея, называемый контактным цементом. Теперь, как правило, в маленькую бутылочку, как эта, уже встроена кисточка. И вам придется наносить контактный цемент на обе поверхности, и здесь он становится уникальным.
Теперь, как правило, в маленькую бутылочку, как эта, уже встроена кисточка. И вам придется наносить контактный цемент на обе поверхности, и здесь он становится уникальным.
Убедитесь, что вы разделяете эти поверхности с помощью деревянного карандаша или, может быть, палочки от мороженого, чтобы они не соприкасались в течение 15–30 минут, пока контактный цемент не станет блестящим.
Затем вы можете соединить их вместе, но как только вы соедините эти две поверхности вместе, регулировки не будет.
Наклейка меламиновой кромки — кромочная лента своими руками с клеем. Лента для склеивания краев. Как правильно приклеить кромку на столешницу дсп своими руками Как приклеить кромку пвх на дсп в домашних условиях
В этой статье мы рассмотрим самый простой вариант – это оклейка кромки 2 мм предварительно нанесенным термоклеем. Заказать такую кромку можно либо у поставщика, либо в мастерской.Прибавка к его стоимости составит 2-5 рублей за квадратный метр.
Для приклеивания такой кромки нам понадобится фен технический (термопистолет), фрезер (желательно кромочный), формовочный резец, острый нож, напильник и перчатка НВ.
Закрепляем деталь вертикально или горизонтально — как вам удобнее (желательно фиксировать струбцинами).
Сначала хорошо прогрейте кончик (около 5 см) кромки, чтобы клей расплавился, а сама кромка стала мягкой.
Прикладываем кромку и, разогревая клей струей воздуха, вместе с торцом детали заглаживаем кромку рукой в перчатке.Прогрейте участок длиной около 10 см, отложите фен и прогладьте участок более тщательно, и так каждый раз. Здесь главное не перегреть кромку (перегретая кромка легко гнется — просто сама по себе — и в этом случае места изгибов в виде волн останутся видны).
Еще раз смотрим на клеевой шов, еще раз прогреваем феном непроклеенные места (причем прогревать надо с лицевой стороны, прогревая весь край) и разглаживаем до полного прилегания.
Переходим к обрезке свесов. Если у вас кромочный фрезер, то все нормально, если только универсальный ручной, то он потребует доработки, т.к. не ставьте его на край заготовки — мешает свес.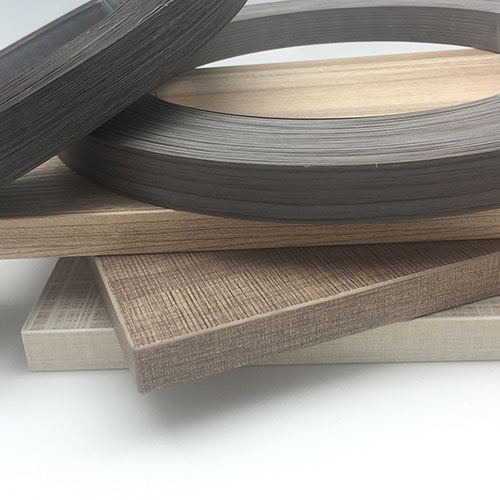
На подошву прикрутил кусок ДСП, что дало возможность приподнять подошву с одной стороны.
Потом, конечно же, я сделал себе обычный кромкорез — им я и воспользуюсь на уроке.
Сначала потренируйтесь в обрезке, чтобы точно настроить режущий инструмент, иначе вы рискуете повредить ламинат. Вот так, например:
Фрезер с литьевой копировальной фрезой (радиус закругления 3 мм) осторожно, не раскачиваясь, двигайтесь по торцу заготовки, срезая лишние кромки.
Переворачиваем на другую сторону и повторяем все манипуляции по сглаживанию косяков и обрезке свесов.
Остатки с торцов срезаем следующим образом: проводим с нажимом острым ножом по краю, образуя царапину.Укладываем заготовку на край стола по линии царапины, а затем движением вниз отламываем.
Либо отпиливаем кусок с торца ножовочным полотном (здесь главное не поцарапать соседний край перпендикулярно отпиливаемому краю).
Напильником зачищаем неровности и шероховатости.
У вас должно получиться что-то похожее. Для наглядности прямой (короткий) кусок кромки приклеил на станке, а длинный (закрывающий изгиб) — вручную.Разница почти незаметна.
Столярный нож. В принципе абсолютно любые, но не обязательно очень острые. В противном случае велика вероятность порезать ламинированный слой на самой ДСП.
Но необходимо сделать следующие детали. Конечно, если такая склейка края не единична. Итак, руководство. Ширина между губками 18 мм, так как стандартный лист толщиной ровно 16 мм.
Штанга со слоем мягкой ткани.Сложила несколько слоев кашемира из старого пальто, такое изделие служит верой и правдой не один год.
А ручка просто для удобства использования.
Причём то же самое на бруске с наждачной бумагой.
Правда, просто его за годы пришлось менять по нескольку раз, поэтому короткие саморезы с большой шляпкой для фиксации просто идеальны.
Вот и все, приступим.

Сильно греем утюг.По мере глажки белья также прогреваем край, а затем с усилием протираем его бруском с тряпкой. Приклеилось, но размер больше
поэтому отрезаем ножом, обязательно от себя, и начинаем с середины.
Так отрезаем со всех сторон. Кромку приклеиваем с других сторон детали.
Теперь счищаем остатки бруском с наждачной бумагой (не увлекайтесь, достаточно будет провести один раз, не нажимая).Готова одна деталь
то же самое делаем и с остальными.
Тем более, что отклеить этот бумажный край проще простого: разогрейте его утюгом и удалите испорченный или просто ненужный по каким-то причинам бумажный край.
Вот и вся мудрость.
Всем известен факт, часто возникающий при оклейке кромки – это оплавление кромки ПВХ, особенно для кромок толщиной до 1 мм.
Проблема волнистости на кромках толщиной 2 мм после шабрения, отслоение кромки от детали, 0.4 мм шероховатость краев, белизна краев и еще много проблем.
Надо понимать, что причина в каждом конкретном случае глубже, чем валить все на качество краев.
Итак, сначала следует рассмотреть процесс кромки , а именно причины появления брака на данном этапе подробно, речь идет об использовании исключительно кромки ПВХ.
Процесс состоит из нескольких этапов:
Склеивание
Облицовка
Фрезерование выступа
Велоспорт
Полировка
Приклеивание кромок ПВХ.
Вне зависимости от типа станка оклейка кромок производится клеем — термоклеем .
Вероятность брака на данном этапе очень высока. Во избежание проблем необходимо:
Выберите подходящий клей-расплав с учетом типа машины и рабочей температуры
Учитывать параметры ЛДСП (влажность, рыхлость)
Кромка плавится при склеивании.
Если вы также используете скорость подачи 2 — 5 м/мин, следует применять кромку более термостойкую, при этом необходимо учитывать, что допустимые температуры Заявленные поставщиками кромки снижаются при непосредственном нанесении клея на ленту, а не на деталь. Рекомендуется изменить рабочую температуру клеевой ванны.
Рекомендуется изменить рабочую температуру клеевой ванны.
После склеивания кромок 0,4 мм появляется бугристость поверхности:
Очень распространенная проблема, которая тоже не всегда связана с качеством краев.Как правило, он заключается в неправильном подборе клея – термоклея.
Дело в том, что плотность ДСП сильно влияет на процесс склейки, и в зависимости от этого параметра нужно правильно подобрать клей-расплав. Бугристость на поверхности появляется при низкой плотности ДСП при одновременном использовании незаполненных расплавов.
Проблема может быть решена путем нанесения наполненного клея с повышенным расходом. В этом случае не только исчезнет бугристость, но и повысится прочность склеивания поверхностей.
При склеивании образуется неровная поверхность из-за вдавливания конструкции ДСП:
Эту проблему можно легко решить. Просто выдвиньте дополнительные прижимные ролики.
Слишком заметный шов между кромкой и торцом детали.
При склеивании кромки ПВХ толщиной 1 мм, 1,8 мм, 2 мм и более рекомендуется использовать ненаполненный клей-расплав, тогда шов будет максимально тонким и практически незаметным, кроме того, необходимо тщательно подбирать тон клея для визуального слияния клеевого шва кромки и ДСП.
Кромка оплавлена на изогнутых частях.
На эту проблему также стоит обратить внимание с точки зрения типа используемого оборудования и типа клея.
Так, например, для ручных станков при движении детали вокруг стационарного клеевого агрегата рекомендуется использовать расплавы с широким диапазоном температур.
Для оборудования с автоматической подачей, когда заготовка перемещается по клеевому агрегату с постоянной скоростью 10 — 30 м/мин, могут применяться клеи с небольшим диапазоном температур.Применение полиуретановых клеев рекомендуется, когда клей вручную перемещается по изделию и клей наносится непосредственно на кромочную ленту.
Фрезерование выступов, шабрение.
После удаления свесов на краю остается волнистый конец.
Эта проблема возникает, когда инструмент (ножи резака) затупились или скорость вращения недостаточна для равномерного съема.
Увеличьте скорость вращения фрезы и уменьшите скорость подачи кромки.То же самое может произойти и при скоблении: образуется «волна» на краю, если скребок (нож) недостаточно острый.
На краях кромки образовались сколы.
Сколы на кромке ПВХ после фрезеровки не указывают на то, что кромочный материал очень твердый или что содержание мела очень высокое.
Они могут свидетельствовать о том, что скорость вращения фрезы установлена неправильно и ножи необходимо отрегулировать или заточить. Возможно, проблема в том и другом одновременно.
Полировка.
Для того, чтобы край кромки был хорошо отшлифован, чтобы удалить все остатки сколов, клея и т. п., рекомендуем провести полировку по радиусу тканевым полировальным кругом, нанеся на поверхность ДСП разделительную жидкость.
п., рекомендуем провести полировку по радиусу тканевым полировальным кругом, нанеся на поверхность ДСП разделительную жидкость.
Вывод:
На основании вышеизложенного рекомендуем не списывать сразу плохую кромку при смене поставщика.
Для того, чтобы убедиться, что кромка не подходит, нужно проверить ее использование в нескольких режимах/станках, проверить правильно ли выставлены температура, скорость подачи, учесть состав клея и многое другое.
Безусловно, качество кромки в первую очередь влияет на процесс обмотки, исходя из многолетнего опыта поставок кромки, мы рекомендуем Вам основывать свой выбор материалов не только на стоимости, но и на других характеристиках.
Итак, чтобы не испортить изделие/деталь на этапе кромкооблицовки необходимо:
Выберите надежного партнера для поставок кромок
Обратите внимание на то, как долго импортер находится на рынке
Сколько поставщиков/фабрик у импортера (чтобы избежать разницы в качестве от партии к партии).
Предлагаем решить Ваши задачи на этапе кромкооблицовки.
Вы сможете без перенастройки оборудования использовать кромку «ЛЮКС», экономить без потери качества, используя кромку ПВХ «СТАНДАРТ». ().
Мы рады решить все возникающие проблемы, а в случае изменения цвета в складской программе/в производстве, принимаем возврат в полном объеме.
Мы будем рады стать для Вас не просто поставщиком кромочных материалов, а надежным партнером, стремящимся помочь развитию Вашего бизнеса.
Сегодня разберем более профессиональную технику приклеивания торцевой декоративной кромки. Это термоклей с феном. Естественно, не обладая профессиональным оборудованием, разбирать будем в любительской манере, доступной любому гаражному мастеру.
Для работы нам понадобится кромка ПВХ 2 мм с нанесенным на нее горячим клеем – она наносится специальным валиком в виде сетки.
Можно приобрести в мебельных магазинах метражом. Если в магазине не продается кромка с нанесенным клеевым слоем, то ее можно применить в мебельных магазинах за дополнительную плату (как правило, она не превышает 5 рублей за погонный метр).
- Кроме самой кромки нам понадобится термопистолет (он же промышленный фен),
- , а также кромочная фреза с установленной в ней формовочной фасонной фрезой с шарикоподшипником.
- Дополнительными элементами являются тканевая перчатка (достаточно одной) и войлочный блок.
Перейдем к рассмотрению самой методики. Лучше выставить фен на средние значения (около 300-400 градусов по Цельсию).
Закрепляем заготовку на верстаке (горизонтально, если большая и вертикально в струбцине, если маленькая). Сначала разогрейте конец кромочной ленты – он должен немного размякнуть и приобрести эластичность.
Пока клей не застыл, прикладываем разогретый край к торцу заготовки. Плотно прижать приклеенный край войлочным бруском к детали на 10-20 секунд, пока клей не остынет.
Затем, направляя поток горячего воздуха в зазор между деталью и кромочной лентой, прогреваем последнюю, на 10-15 сантиметров в длину,
после чего откладываем фен, возьмите брусок и прокатайте нагретую ленту скользящими движениями.
Эта манипуляция повторяется снова и снова. Кромку при этом перегревать не стоит (она не должна приобретать ярко выраженных пластических свойств). Если только в минимальной степени — кромка как бы начинает тянуться к заготовке — значит, достаточно нагреть, нужно прижать. Этот момент приходит с опытом.
Важно не только не перегреть, но и не перегреть. В первом случае кромка приобретет излишнюю пластичность и может двигаться волнообразно.Во втором случае она просто не приклеится.
Теперь переходим к следующему этапу, поначалу достаточно сложному, — это обработка или оклейка углового радиуса (причем внешний клеить проще, чем внутренний). Я описал, >>.
В этом случае кромка должна быть просто перегрета, чтобы ее можно было легко формовать по приклеиваемому профилю.
После прогрева, когда край размякнет, быстро прижать край к поверхности, стараясь пройти по всему углу.
Сначала может не получиться, то есть надо сначала потренироваться.
После того, как вы приклеили всю кромочную ленту, приступаем к удалению излишков, то есть свесов. С концов можно срезать секатором или просто отломить, предварительно поцарапав острым предметом (я обычно использую 1 способ).
Свесы по краям удаляются специальным кромочным фрезером.
Вручную это сделать достаточно проблематично из-за большой толщины кромки.Резак отрезает лишнее, одновременно закругляя оставшийся край.
Излишки клея, которые часто не удаляются резаком, можно соскоблить простой металлической линейкой.
Часто после снятия свесов видны места «непроклейки».
Лично я обычно беру их по углам. Как с ними бороться? Снова берем фен и прогреваем снаружи незаклеенный участок, стараясь надуть струю воздуха в щель.
Прогреть 5-6 секунд, отложить фен в сторону и плотно прижать участок войлочным бруском к поверхности детали на 20-30 секунд.
Обычно этого достаточно, чтобы подклеить край и убрать зазор.
Теперь осталось отшлифовать фрезерованную кромку, имеющую шероховатую структуру.
Для этого делаем несколько энергичных движений по обрезанному краю кромки.
При этом войлок немного нагревается, расплавляет ПВХ, что сглаживает все неровности.
И фото готовой работы (это будет столешница со скругленным углом).
Данную технику используют даже в небольших профессиональных мастерских при обработке радиусных деталей, т.к. большие стационарные кромкообрезные автоматические станки, как правило, не имеют возможности наклеивать кромку на кривизны, а приобретение не все считают выгодным небольшие специализированные подразделения (по крайней мере в мебельной мастерской, с которой я сотрудничаю, именно так).
Кромка предназначена для защиты торцевых кромок деталей из МДФ, ДСП, ПВХ от истирания, влаги и ударов. Эта отделка выполняет декоративную функцию, а также придает прочность краям и углам мебели и защищает людей от вредного воздействия такого вещества, как формальдегид, используемого при производстве прессованных древесных плит.
Если бордюр поврежден или отклеился, необходим срочный ремонт. И в этом случае первостепенной задачей является подбор материала и клея для окантовки из ПВХ, меламиновой бумаги или другого материала.
Разновидности кромки
Из всего многообразия кромок вам предстоит выбрать самую подходящую.
Меламин
Изготовлен в виде самоклеящейся ленты из декоративной бумаги, пропитанной меламиновыми смолами. Обычно используется для внутренней отделки мебели. Это бюджетный вариант кромки для ДСП, не отличающийся высоким качеством. Он имеет короткий срок службы, восприимчив к влаге и со временем часто исчезает сам по себе.
Несомненным положительным свойством меламиновой кромки является легкость ее приклеивания, это можно сделать своими руками в домашних условиях с помощью обычного утюга.Вторым преимуществом является отсутствие бортика, бордюра, выступающего над окантованной поверхностью, что иногда досаждает, попадая под руки при работе с клавиатурой, а также мешает сметать мелкий мусор, например, крошки с обеденного стола в офис.
Представляет собой гибкую ленту с изогнутыми краями, образующими бортик. Данная окантовка изготовлена из ПВХ (поливинилхлорида). Виды канта различаются по ширине и профилю: в сечении кромка напоминает либо букву «т» (Т-образная), либо букву «п» (П-образная).
Последний крепится легче, но менее надежен, мастера не рекомендуют его использовать на поверхностях, часто подверженных трению: на сиденьях табуретов или скамеек, на переднем крае компьютерного стола, находящегося в постоянном контакт с предплечьями.
Кромка ПВХ повышает прочность, износостойкость деталей мебели, надежно защищает кромки и углы от повреждений.
Кромочная лента похожа на предыдущий вид кромочной ленты, но более экологична.Изготовлен из пластика, не содержащего хлора. Нашла успешное применение в мебельном производстве, благодаря термостойкости и ударопрочности.
Как приклеить меламиновую окантовку
По желанию обновить старую мебель И экономя деньги, используйте меламиновую окантовку с клеем. Наклеить его, например, на столешницу несложно:
Наклеить его, например, на столешницу несложно:
- Отрежьте кусок скотча с запасом примерно в два сантиметра.
- Наклейте клейкую сторону на столешницу и прижмите горячим утюгом или прогрейте строительным феном.
- Держите, чтобы расплавить слова клея.
- Постепенно перемещайте утюг по краю, желательно не более 0,5 см за раз.
- Сразу после разогрева и снятия утюга прижать окантовочную планку сухой тканью и удерживать для фиксации.
Совет! Вы также можете использовать утюг или фен, чтобы удалить старую окантовочную ленту. Просто подогрейте и удалите ножом или тонким шпателем.
Крепление кромки ПВХ и АБС
Пластиковые кромки теоретически можно просто крепить к краю мебели, но это крайне ненадежно.Предпочтительна дополнительная фиксация клеем.
Для крепления Т-образного профиля необходимо сделать углубление по всей обрабатываемой кромке. Проще всего это сделать на фрезерном станке. При наличии навыков его заменит дрель с круглой насадкой. Однако в целом профиль предназначен для профессионалов.
При наличии навыков его заменит дрель с круглой насадкой. Однако в целом профиль предназначен для профессионалов.
Для крепления кромки ПВХ или АБС в домашних условиях используется клей ПВХ, а также универсальные составы «Момент» и «88-люкс», желательно, чтобы на них была маркировка «для ПВХ» или «для АБС».
Профессионалы используют клеи-расплавы, которые входят в состав ряда термопластов. При нагревании они приобретают высокую эластичность, а при охлаждении мгновенно переходят в твердое состояние. Высокая текучесть и стойкость клеев при высыхании обеспечивается содержащимся в них полимером этиленвинилацетата. Основным недостатком клеев-расплавов является, конечно же, необходимость надлежащего оборудования для работы.
При работе с любой рамкой старайтесь рассчитывать последовательность оклейки так, чтобы не было швов.Согните углы профилем – желательно, чтобы они были закруглены. Если углы правильные, то толстый (ПВХ или АБС) профиль не будет их огибать, а меламиновая кромка, скорее всего, порвется. В этом случае придется делать стыки по углам, которые в конце нужно отшлифовать, чтобы сделать их гладкими. Если провести рукой по краю детали, то шероховатости ощущаться не должно.
В этом случае придется делать стыки по углам, которые в конце нужно отшлифовать, чтобы сделать их гладкими. Если провести рукой по краю детали, то шероховатости ощущаться не должно.
Совет! От излишков кромочной ленты можно избавиться очень острым ножом, причем сначала обрезаются концы.Будьте осторожны, чтобы случайно не повредить углы мебели. Направление ножа должно быть внутрь детали.
Если заводская кромка повреждена или частично отвалилась, снимите ее и замените новой. Немного усилий и стол как новый!
(PDF) Влияние обвязки кромок на прочность обвязки торцевых угловых соединений из ДСП толщиной 18 мм
NÁBYTOK 2002 [CD-ROM]. Зволен: Technická univerzita, 2002. ISBN 80-228-1193-9
4
Таблица 1.Ultimate изгибающие моменты конечных угловых суставов с разным типом окантовки от 18 мм
толстым ламинированным ДСП
Ultimate изгибая момент, NM
Статистический анализ
Тип суставов
ОЗУКИ
x,
NM
M
Макс ,,
нм
м мин
м мин. ,
,
нм
SX,
NM
SR,
NM
VX,
%
P,
%
N,
шт
без 6.03 6.90 4.17 0.84 0,27 14.0 4,4 10
0,4 мм 7.71 8.58 6.49 0,77 0,24 10 3.2 10
Minifix
2,0 мм 7.54 7.83 70002 2,0 мм 7.54 7.83 7.13 0,27 0,09 3.6 1.1 10
Без 5.43 6.49 4,35 0,69 0,22 12,8 4,0
0,4 мм 6.25 70002 0,4 мм 6,25 7.83 4,81 0,87 0,27 13,9 4,4 10
Rafix
2,0 мм 6.49 7.48 5.45 0.72 0,23 11.1 3.5 10
без 15,96 17.97 14.03 1,32 0,42 8,3 2,6 10
0,4 мм 16.87 19.71 14.20 1.68 0.53 9.9 3.1 10
цельный разъем
Подтверждение — 7×50 мм 2,0 мм 18.20 21.04 15,54 1,79 0,57 9,8 3.1 10
без 15.36 16.64 13.62 1.23 0,39 8,0 2,5 10
0,4 мм 16.13 18.20 14.03 1.68 0.53 10.4 3.3 10
DOWEL — 8×30 мм
2,0 мм 160003
2,0 мм 16.67 17.85 14.32 1.43 0.45 17.65 14.32 1.43 0.45 8.6 2,7 10
Результаты этого исследования четко продемонстрируют, что полоса кромки имеет высокое влияние на прочность на
. суставы.Этот вывод убедительно подтверждается соединениями
суставы.Этот вывод убедительно подтверждается соединениями
с Minifix и Rafix. Кромки увеличивают свою прочность в пределах от 25 до 28 % у первых
и от 15 до 20 % у вторых. Это связано с тем, что в обоих соединителях соединительный болт
вставляется в отверстие, дно которого находится почти посередине ДСП
. Общеизвестно, что эта часть является самой слабой частью ДСП. Поэтому
в этой области шов легко раскалывается под действием нагрузки.Поскольку предельный изгибающий момент
не очень велик, разница между соединениями с кантом 0,4 и
2,0 мм невелика. Достаточно, чтобы часть конструкции мебели представляла собой кромочную ленту с кромкой 0,4 мм, чтобы
была достигнута более высокая прочность, чем без кромки.
22 мм гладкая белая меламиновая предварительно приклеенная кромочная полоса 50 м
Обратите внимание, что продукт может немного отличаться по текстуре и цвету от вашего экрана.
НИЗКИЕ ОПТОВЫЕ ЦЕНЫДоставка по всей странеОткрыто для предприятий и населенияОписание
Описание
Кромка предварительно нанесена клеем по уникальной формуле «горячего расплава», активируется с помощью обычного бытового утюга при средней температуре. По сути, можно легко наклеить кромочную ленту, приутюживая и обрезая по мере необходимости, и не требует каких-либо специальных навыков (приветствуются все энтузиасты DIY).
По сути, можно легко наклеить кромочную ленту, приутюживая и обрезая по мере необходимости, и не требует каких-либо специальных навыков (приветствуются все энтузиасты DIY).
Ленты кромочные, предназначенные для отделки или ремонта кромок на различных бытовых панелях, таких как шкафы, полки, кухонные гарнитуры, кухонные поверхности, межкомнатные двери, мебель, ящики, пианино, деревянные игрушки и т.п.
Технические характеристики
Дополнительная информация
| Толщина | 0.от 5 мм до 0,8 мм |
|---|---|
| Приложения | Для закрытия краев доски |
| Марка | Финса |
| Класс | Н/Д |
| Страна происхождения | Испания |
| Кромка | Н/Д |
| Экологический сертификат | Законно получено |
| Характеристики | Лак и окрашивание |
| Отделка | Белый матовый |
| Огнестойкость | Нет |
| Уровень формальдегида | Нет |
| Марка | Н/Д |
| Влагостойкий | № |
| Стандарт продукта | Н/Д |
| Шпон | Н/Д |
| Воздействие погодных условий | Интерьер |
| Древесные породы | Н/Д |
Вопросы и ответы
Вопросы и ответы клиентов
Пока нет вопросов.