Как обработать края и поверхность ДСП
Поиск по сайту:Онлайн конструктор для самостоятельного 3d моделирования шкафа!
Благодаря простоте обработки и отличным потребительским качествам древесностружечная плита (ДСП) сегодня является одним из наиболее массово применяемых в мебельном производстве. Современные технологические процессы позволяют получить из стружки и композитной смолы достаточно качественный и удобный в использовании материал.
Однако ДСП имеет и свою специфику использования, которая диктует некоторые
условия её обработки. Например, эта плита может крошиться и расщепляться при
сильном физическом воздействии, причём, гораздо в большей степени, чем
обычная древесина. Дело в том, что древесные волокна, присутствующие в
массиве натуральной цельной древесины, являются как бы связующим
элементом, придающим дополнительную прочность всей доске.
В ДСП же эти волокна разрушены, поэтому такая плита требует несколько иных условий использования и обращения.
Как правильно распиливать ДСП
Если нет никакого электроинструмента под рукой, для распиливания ДСП сгодится практически любая пила. Единственное, что следует при пилении соблюдать – старайтесь при этом вести пилу почти плоско по отношению к поверхности плиты. Так плита меньше будет крошиться при пилении, и срез получится аккуратнее.
Дисковая пила или электрический лобзик, конечно, покажут себя в этом деле
более продуктивными инструментами. Единственное пожелание при этом – вести
инструмент не слишком быстро, лишь слегка надавливая. Однако скорость
вращения дисковой пилы и ход лобзика лучше при этом держать на высоком
уровне. Лучше всего для пиления такого материала подойдёт пильный диск или
полотно с мелким зубом, так вы сможете избежать раскрашивания материала и
появления неровной кромки.
Понятно, что чем острее мила, тем чище получается рез. Дополнительно защитить кромку от раскрашивания можно, если использовать малярный скотч, наклеенный на линию реза. Особенно это актуально при пилении ДСП с декоративным покрытием.
При обработке ДСП с декоративным (например, ламинированным) покрытием также не следует торопиться, пилить лучше медленно, не допуская сколов. Ещё один способ уберечь покрытие от сколов – надрезать его предварительно острым ножом.
Сверлим, строгаем и обрабатываем рашпилем
Со сверлением и строганием ДСП всё точно так же, как и с пилением – тупой или
медленно движущийся инструмент будет расщеплять и крошить материал.
Так, затупившееся сверло будет скалывать края отверстия, чтобы получить
ровные качественные отверстия, следует со всей ответственностью подойти к
выбору инструмента для сверления. Подавать сверло при работе нужно плавно и
не слишком быстро, так вы сможете улучшить качество сверления.
Небольшие неровности, получившиеся на срезе плиты в результате пиления можно устранить при помощи рубанка или рашпиля. Инструмент вдут вдоль кромки плавно и осторожно, следя, чтобы не получалось при этом сколов и задиров материала.
Если обрабатываемая вами ДСП имеет покрытие в виде плёнки, строгать кромку её лучше рубанком. Если же навыков работы с этим инструментом у вас нет, можно воспользоваться напильником.
Обрабатываем поверхность ДСП
При этой операции можно использовать два способа – облицовка поверхности
каким-либо декоративным материалом или покрытие лаком.
Надо сказать, что в силу специфики и фактуры этого материала ДСП довольно
редко подвергают лакированию, сколь-нибудь впечатляющих результатов по
части красоты тут добиться очень сложно. Поэтому чаще всего это делают для
того, чтобы обеспечить защиту внешнего слоя плиты от воздействия влаги.
Прежде, чем приступить к лакированию поверхности плиты её следует тщательно выровнять при помощи шпаклёвки и отшлифовать. Дело в том, что слой лака проявит все, самые мельчайшие неровности поверхности, что сильно испортит впечатление от результата вашей работы.
Шпаклёвку нужно наносить при помощи шпателя, её надо дать хорошо просохнуть, после чего обработать поверхность наждачной бумагой. Такая подготовка поможет получить полностью ровную и гладкую поверхность, готовую к нанесению лака.
Если вы тщательно зашпаклевали и отшлифовали поверхность плиты, скорее всего, вам будет достаточно нанести лишь один слой лакового покрытия. Если же при лакировании обнаружились огрехи и неровности, можно повторить процедуру – перед повторным нанесением лака тщательно просушите первый слой и немного пройдитесь по нему мелкой наждачной бумагой.
Что касается нанесения декоративного покрытия, то для этой цели лучше выбрать
декоративную самоклеящуюся плёнку – с ней удобно работать, а широкий выбор
цветов и фактур позволит выбрать именно то, что вам требуется.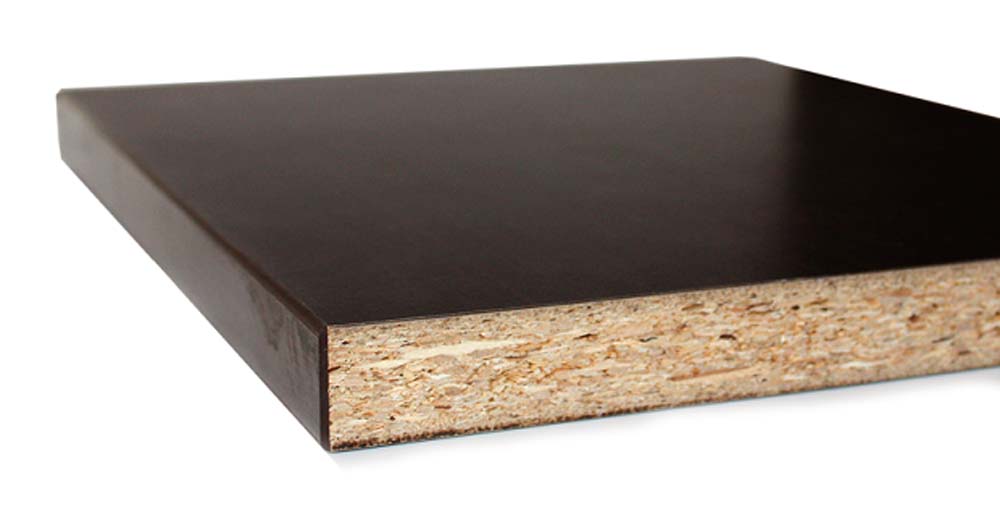 Такая плёнка имеет клеевой слой, что облегчает и ускоряет её нанесение, перед
нанесением такой плёнки плиту необходимо также тщательно отшлифовать –
дело в том, что толщина плёнки невелика, поэтому все неровности плиты будут
проступать сквозь неё. При должном старании вы получите красивую и ровную
поверхность.
Такая плёнка имеет клеевой слой, что облегчает и ускоряет её нанесение, перед
нанесением такой плёнки плиту необходимо также тщательно отшлифовать –
дело в том, что толщина плёнки невелика, поэтому все неровности плиты будут
проступать сквозь неё. При должном старании вы получите красивую и ровную
поверхность.
Как вариант – вместо плёнки можно использовать листовой пластик – он более прочен и обеспечивает лучшую защиту для поверхности плиты. Для его нанесения потребуется специальный клей, который наносится на поверхность и обеспечивает прочное сцепление пластика с ДСП.
Как защитить поверхность и кромки ДСП
Выше мы уже упоминали, что мебель из ДСП имеет некоторые особенности
хранения и использования – например, она не слишком хорошо переносит
излишнюю влажность (строго говоря, никакая мебель хорошо не переносит
сырость, но на мебели из ДСП это лучше всего заметно).
Поэтому, если вы изготовили какой-либо предмет обстановки из этого материала, нелишним будет защитить кромки и поверхность плиты. Кроме защиты от влаги такая мера поможет также снизить выделение вредных веществ, которые могут содержаться в ДСП.
Отличной мерой в этом плане послужит нанесение дополнительных слоёв лака – это поможет избежать выделения формальдегида. Слой лакового покрытия должен быть достаточно толстым, необходимо отлакировать мебель хотя бы дважды.
Также можно защитить поверхность ДСП при помощи слоистого пластика или самоклеящейся плёнки, как это делается, мы уже писали выше. Единственное, что тут можно добавить, это то, что стыки защитного материала должны быть как можно более плотными, чтобы не допустить проникновения влаги.
Защитить поверхность ДСП можно и при помощи фанеры, единственный момент
здесь – то, что сама фанера может быть изготовлена с использованием
формальдегида. Если вы знаете или предполагаете, что в вашей фанере может
содержаться формальдегид, покройте фанеру лаком для того, чтобы уменьшить
его выделение.
Если вы знаете или предполагаете, что в вашей фанере может
содержаться формальдегид, покройте фанеру лаком для того, чтобы уменьшить
его выделение.
Не слишком хороша для этой цели материя или обои – пористая структура этих материалов не сможет снизить количество выделяемого из фанеры формальдегида, хотя в качестве декоративного материала они вполне подойдут. Отдельная тема – кромки плит ДСП.
Их защита не менее важна, чем для поверхности плиты, при длительном воздействии влаги кромка сильно разбухает и теряет прочность и целостность. Требуется кромке и защита от механического воздействия, при сильном ударе она может раскрошиться. Кроме того, срез ДСП не слишком эстетичен, поэтому производители мебели стремятся его дополнительно оформить.
Для этой цели многие производители выпускают специальные кромки для
оформления среза ДСП, на рынке сегодня представлено огромное количество
самой разнообразной продукции, различающейся толщиной, материалом, цветом
и фактурой.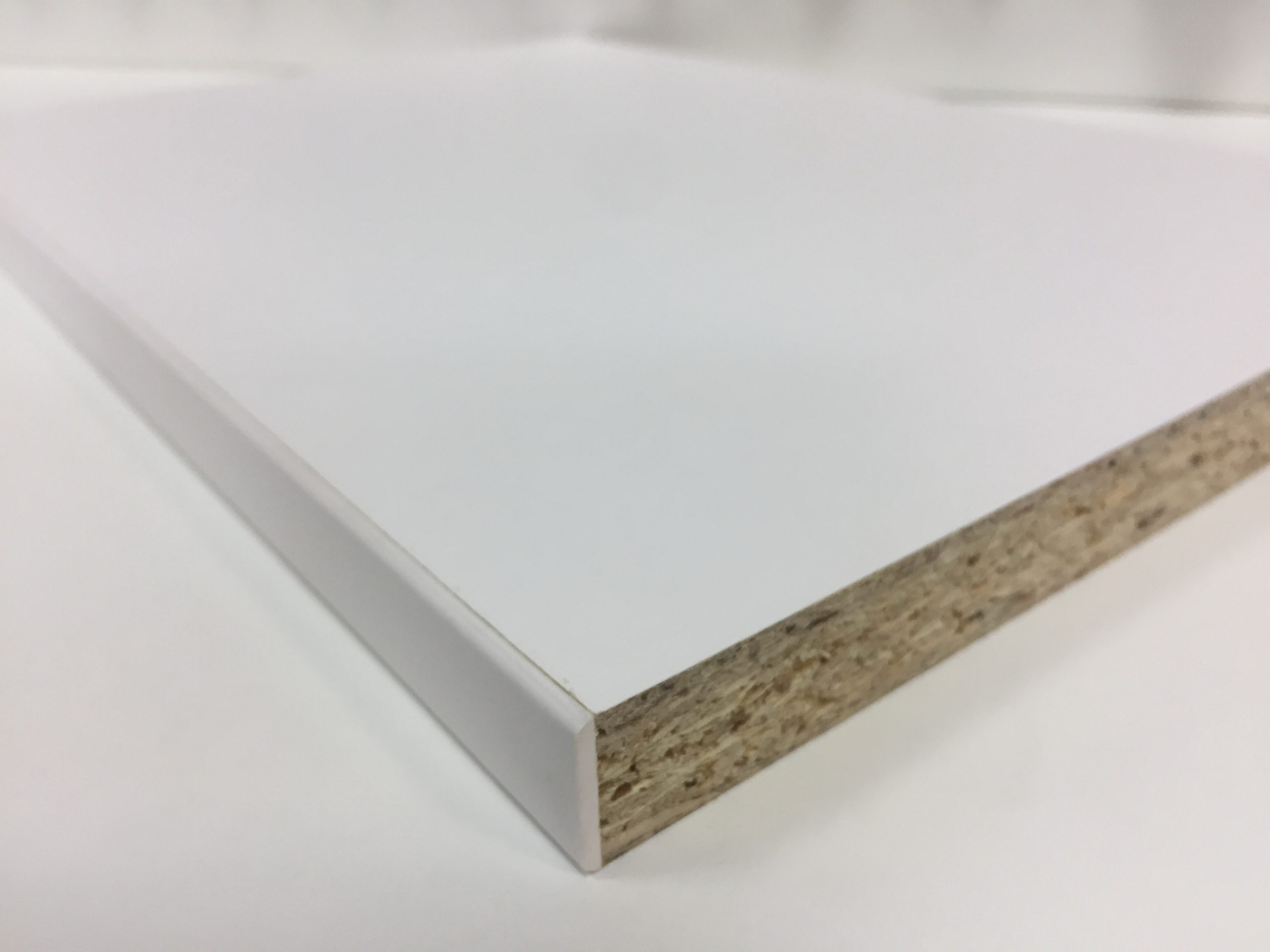
Пользоваться этим материалом довольно легко – обычно такая полоска уже имеет нанесённый на неё слой клея, с помощью не сильно нагретого утюга или фена клей разогревается и полоса наносится на кромку. После для того, чтобы закрепить кромку на месте, можно ещё раз прогладить её утюгом.
Если кромки вашей плиты ДСП подвергаются высоким нагрузкам, есть смысл защитить их тонкими деревянными планками – такая облицовка не только обережёт их от ударов, но и будет отлично гармонировать с цветом самой поверхности. Садить такие планки лучше на клей, если же других вариантов нет, можно использовать небольшие гвоздики, только шляпки у них лучше откусить, чтобы не портили внешний вид.
После того, как деревянная планка установлена на место, её зачищают и вместе с поверхностью плиты покрывают слоем лака или иным защитным составом.
Новости компаний Курск | vkurske.com
Новости компаний (на правах рекламы)Зачем необходима обработка кромки мебельных деталей из ДСП и ЛДСП кромкование ДСП и ЛДСП значительно увеличивает срок службы мебели; кромка ПВХ предохраняет древесно-стружечный материал от губительного воздействия влаги; ДСП, защищенная кромкой, не подвержена образованию сколов и других повреждений механического характера;
Кромление ЛДСП и ДСП играет важную декоративную роль – оформление мебели с помощью кромки ПВХ значительно повышает ее эстетические свойства.
Обращайтесь к нам, если вас интересует обработка ДСП и ЛДСП – распил, кромление, присадка и т.д. Компания выполнит эти работы в кратчайшие сроки, гарантируя высокое качество деталей, их долговечность и прекрасный внешний вид.
Фирма «Мастер» предоставляет услуги по нанесению кромки ПВХ толщиной 0,4-3 мм. Такой диапазон позволяет создать идеальные формы и поверхности мебельных деталей.
Мы предлагаем качественное кромление ЛДСП. Как видите, мы работаем не только со своими материалами, но и с вашими. Вы можете приобрести кромку ПВХ в любом удобном для вас месте, а у нас оплатить только услугу кромления.
Раскрой и кромление ЛДСП производится на высококлассном оборудовании. Нанесение прямолинейной кромки ПВХ осуществляется на оборудовании премиум-класса. Криволинейная кромка наносится с помощью итальянского станка.
Хотите читать наши новости раньше всех?
Новости из приоритетных источников показываются на сайте Яндекс. Новостей выше других
Новостей выше других
Печать
22 августа 2016 г. 17:23Комментарии ()
Вернуться к списку новостейЧем обработать торец дсп
Сегодня использование отходов переработки для изготовления второстепенных материалов является очень популярным. К таким продуктам можно отнести и ДСП, которое сегодня применяется в качестве основы для строительства разных видов изделий.
Это вещество обладает неплохими техническими показателями, что позволило заменить им в некоторой мере, даже дерево. Обрабатывают ДСП специальными инструментами, которые позволяют получать детали определенных размеров и форм. Более подробно можно узнать по ссылке, где также можно и приобрести эти механизмы.
Используем растворы
Торцуют ДСП очень часто, так как на производстве его изготавливают листами определенной длины. Из них в последующем изготавливается очень много видов разных изделий, начиная от обычных перегородок, до сложной мебели. Данный материал бывает зачастую покрытым (ламинированным) специальной краской.
Обработать торец можно несколькими веществами:
- 1. Водостойким клеем. Делают это в первую очередь для того, чтобы защитить его от воздействия влаги.
- 2. Специальные герметики. Эти вещества имеют такое же предназначение, как и предыдущий тип.
- 3. Краска. Если вам нужно придать красивый вид изделию, тогда торец можно покрыть любой краской, подобрав ее под цвет предмета.

Используем специальную ленту
Все фабричные изделия из ДСП всегда имеют привлекательный вид, но даже в них имеются торцы. Для их скрытия применяют специальную кромочную ленту. Ее крепят к краю специальным инструментом.
Такие изделия можно монтировать и в домашних условиях. Этот материал пристает к торцу ДСП, когда нагрет. Это свойство и используется в технологических процессах.
Дома сделать это можно с помощью утюга, которым разогревают данный продукт и прикрепляют к краю заготовки.
Чтобы придать изделию эстетичную форму, торец можно зашлифовать специальным инструментом и покрыть специальной краской и лаком. В таких случаях можно применять и разные виды шпатлевок, которые предназначены для работы с данным видом материалов.
Обработка кромки является очень ответственным процессом, так как в большинстве случаев от этого зависит не только внешний вид, но и время эксплуатации всего изделия. Для получения качественных продуктов из ДСП следует использовать только специальные инструменты, которые значительно облегчат работу и позволят создавать современные красивые продукты.
Видеоинструкция по приклеиванию кромки на торец ДСП вам в помощь:
Понравилась запись? Поделись с друзьями и поддержи сайт:
Зачем необходима обработка кромки мебельных деталей из ДСП и ЛДСП
Новости компаний (на правах рекламы)Зачем необходима обработка кромки мебельных деталей из ДСП и ЛДСП кромкование ДСП и ЛДСП значительно увеличивает срок службы мебели; кромка ПВХ предохраняет древесно-стружечный материал от губительного воздействия влаги; ДСП, защищенная кромкой, не подвержена образованию сколов и других повреждений механического характера;
Кромление ЛДСП и ДСП играет важную декоративную роль – оформление мебели с помощью кромки ПВХ значительно повышает ее эстетические свойства.
Обращайтесь к нам, если вас интересует обработка ДСП и ЛДСП – распил, кромление, присадка и т.д. Компания выполнит эти работы в кратчайшие сроки, гарантируя высокое качество деталей, их долговечность и прекрасный внешний вид.
Фирма «Мастер» предоставляет услуги по нанесению кромки ПВХ толщиной 0,4-3 мм. Такой диапазон позволяет создать идеальные формы и поверхности мебельных деталей.
Мы предлагаем качественное кромление ЛДСП. Как видите, мы работаем не только со своими материалами, но и с вашими. Вы можете приобрести кромку ПВХ в любом удобном для вас месте, а у нас оплатить только услугу кромления.
Раскрой и кромление ЛДСП производится на высококлассном оборудовании. Нанесение прямолинейной кромки ПВХ осуществляется на оборудовании премиум-класса. Криволинейная кромка наносится с помощью итальянского станка.
Хотите читать наши новости раньше всех?
Новости из приоритетных источников показываются на сайте Яндекс. Новостей выше других
Новостей выше других
Печать
22 августа 2016 г. 17:23Комментарии ()
Вернуться к списку новостейКлей для кромки ПВХ, ДСП, МДФ
Кромку используют для того, чтобы защищать торцевые края ДСП или МДФ от ударов и стираний, от влаги. Такая обработка придает краям мебели прочность и защищает окружающих от воздействия формальдегида, которым пропитан лист ДСП внутри. Так что давайте разберемся, как выбрать клей для кромки ПВХ или ДСП.
Так что давайте разберемся, как выбрать клей для кромки ПВХ или ДСП.
Выбираем клей для кромки ПВХ
Виды
Кромки бываю таких видов:
- Из меламина — представляет ленту, сделанную на бумажной основе с клеем. Используется обычно для отделки внутренних деталей мебели. Бюджетный, но не отличающийся качеством вид кромки. Быстро изнашивается, боится влажной среды и через какое-то время может оторваться сама по себе. Единственный плюс этой отделки заключается в том, что наклейка не требует много времени и может быть произведен в домашних условиях при помощи обычного утюга;
Виды облицовки кромки
- Профиль гибкий Т-образный – это гибкая Т-образная планка, которая легко вставляется в заранее подготовленный пропил в боковой части ДСП или МДФ. Для монтажа врезного Т профиля в торце плиты необходимо профрезеровать паз. При повреждении профиля с течением времени, его можно легко заменить без разборки мебели. Разумеется, использование данного метода ограничивается только наличием фрезерного станка;
- ПВХ кант — он придает частям мебели долговечность, повышенную износостойкость и бережет края мебели от повреждений.
 Но чтобы ее наклеить необходим станок для обработки краев, из-за этого применение её ограничено;
Но чтобы ее наклеить необходим станок для обработки краев, из-за этого применение её ограничено; - Из АБС пластика — более экологический аналог предыдущего типа. Изготовлена из пластика, который не содержит хлор. Успешно применяется в мебельной промышленности благодаря своим качествам, таким как ударопрочность и термостойкость.
Процесс наклеивания
Если вы желаете сэкономить, то используйте меламиновую кромку с клеем, которая прикладывается к торцу изделия и просто проглаживается горячим утюгом, после ножом обрезаются выступающие части. Этим способом можно так же продлить жизнь старой мебели.
Рассмотрим подробнее самый простой способ. Для этого подойдет строительный фен. Но если у вас он отсутствует, подойдет и утюг. Также вам понадобятся: нож, кусок ткани, мелкая наждачка. И так:
- Необходимо отрезать кусок кромки, не забывая про запас в пару сантиметров;
- Затем положите меламиновую ленту стороной, на которой нанесен клей, на деталь;
- Приложите горячий утюг и подождите, пока все основательно прогреется и клей, нанесенный на кромку, расплавится.
 Для прогрева лучше выбирать участки примерно до полуметра;
Для прогрева лучше выбирать участки примерно до полуметра; - При помощи тряпки, сразу же после прогрева, необходимо плотно прижать кромочную ленту. Делать это можно сразу, как уберете утюг, так как клей быстро остывает и застывает.
Обрезка излишков
После приклеивания, необходимо обрезать излишки, что бы придать изделию законченный вид. В первую очередь надо обрезать торцы. Во время обрезания излишек будьте аккуратны, чтобы случайно не повредить углы детали. Нож направляйте внутрь детали. Для качественного результата нож надо взять новый с острым лезвием.
Чтобы завершить процесс окончательной обработки, пройдитесь наждачной бумагой по углам. Они должны получиться гладкими, с равномерной фаской и при проведении рукой вы не должны ощущать шероховатостей.
Так же с помощью утюга вы сможете удалить старую кромочную ленту. Нагрейте кромку и снимите её ножом или острым шпателем.
Клей-расплав
В профессиональном мебельном производстве давно уже заняли прочное место клеи-расплавы.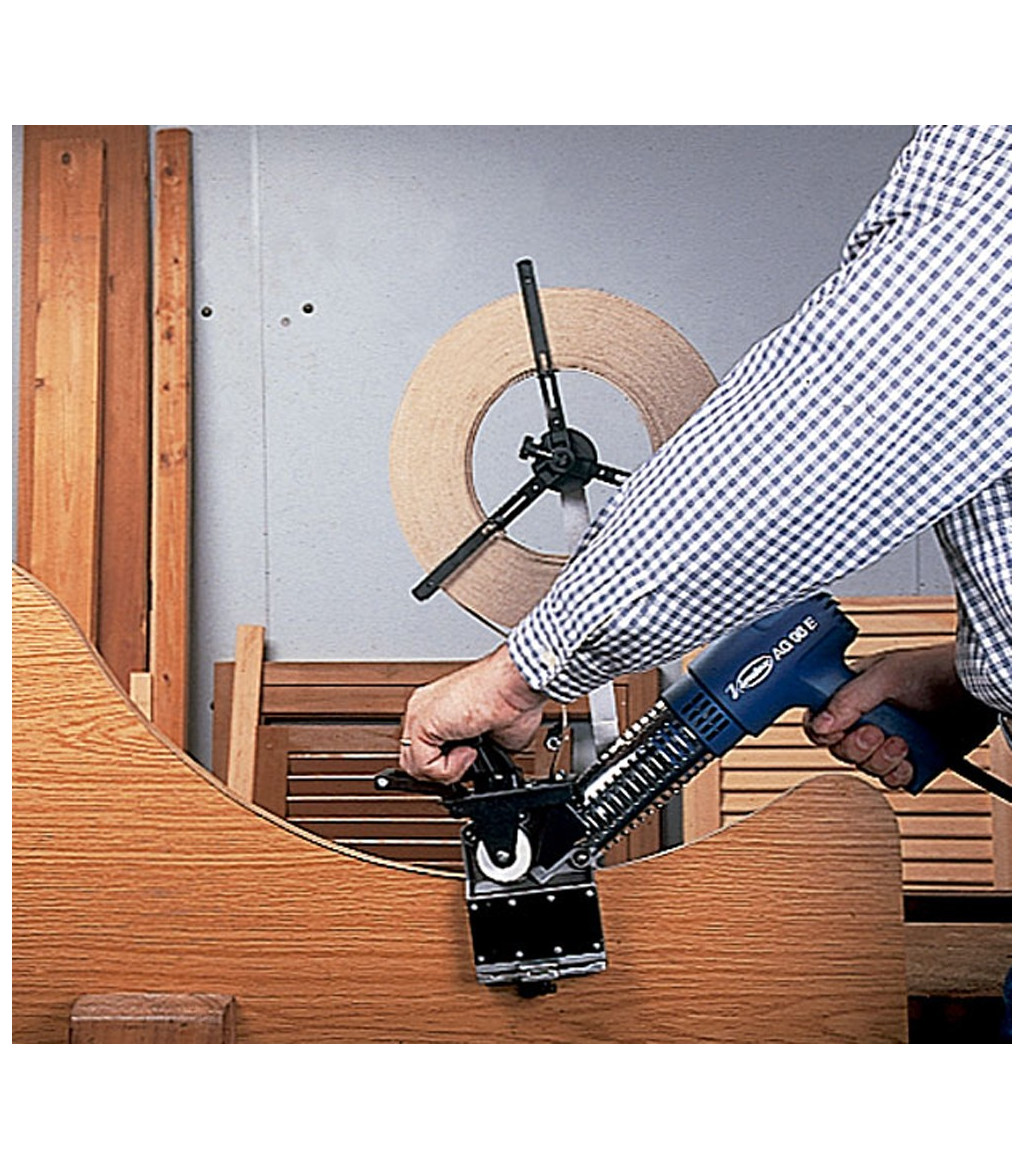 Поэтому, если вы собираетесь производство ставить на поток, лучше переходить на этот вид клеев и соответствующее оборудование, которое обеспечивает достаточно высокую скорость исполнения и более стабильное качество.
Поэтому, если вы собираетесь производство ставить на поток, лучше переходить на этот вид клеев и соответствующее оборудование, которое обеспечивает достаточно высокую скорость исполнения и более стабильное качество.
По своим физическим свойствам клеи-расплавы относятся к термопластам. Это означает, что когда их нагревают, они становятся высокоэластичными и быстро переходят в твердое состояние, если их охладить. Высокую текучесть и при застывании прочность этому виду клеев придает наличие в их составе полимер этилена с винилацетатом (ЭВА). Они так же обладают отличной совместимостью с разными видами материалов.
Знать свойства и технологические особенности применения этих клеев необходимо специалистам, изготавливающим мебель на профессиональном уровне. Основной недостаток их применения – необходимо иметь соответствующие оборудование для работы. Нанесение и разогрев клеев-расплавов на детали, которые нужно склеить, производится с помощью ручных пистолетов, или на специальных станках.
Подведем итоги
У любителей мастерить на досуге и желающих самим распилить и собрать мебель, выбор не богат. В домашних условиях можно наклеить только меланиновую кромку и П-образный ПВХ-кант.
ОСНОВЫ ДЕРЕВООБРАБОТКИ: Как нанести кромку из массива дерева на фанеру
ВИДЕО-ОБУЧЕНИЕ: Как скрыть края фанеры и ДСП в мебели и шкафах, которые вы изготавливаете? Кромка из массива дерева – вот ответ. Лучший способ, который я знаю, чтобы показать вам, как правильно наносить кромку из массива дерева, — это видео ниже. Прокрутите вниз после просмотра, чтобы прочитать и просмотреть подробности.
Листовые материалы, такие как шпонированная фанера и ДСП, получают максимальную красоту от драгоценных высококачественных бревен, потому что они берут красоту всего бревна и распределяют ее по большой площади в виде шпона. Это также снижает затраты на деревообработку по сравнению с использованием массивной древесины. Я люблю работать с массивной древесиной, но шпонированные листы — это очень хорошо, но только если вы знаете, как скрыть некрасивые открытые края, которые можно найти на фанере и ДСП. Изрешеченные щелями слои хвойной древесины, из которых состоит большинство слоев шпона, или опилки, склеенные вместе для образования ДСП, в большинстве случаев выглядят ужасно ужасно. Вот почему умение закрывать эти бельма на глазу планками из цельного дерева является таким важным навыком деревообработки.Звучит достаточно просто, но есть хитрости, позволяющие эффективно выполнить эту работу, а также избежать скрытых опасностей, которые могут испортить весь кусок облицованного материала, если вы не будете осторожны.
Я люблю работать с массивной древесиной, но шпонированные листы — это очень хорошо, но только если вы знаете, как скрыть некрасивые открытые края, которые можно найти на фанере и ДСП. Изрешеченные щелями слои хвойной древесины, из которых состоит большинство слоев шпона, или опилки, склеенные вместе для образования ДСП, в большинстве случаев выглядят ужасно ужасно. Вот почему умение закрывать эти бельма на глазу планками из цельного дерева является таким важным навыком деревообработки.Звучит достаточно просто, но есть хитрости, позволяющие эффективно выполнить эту работу, а также избежать скрытых опасностей, которые могут испортить весь кусок облицованного материала, если вы не будете осторожны.
Полоса массива сосны приклеена к краю балтийской березовой фанеры. Гладкая шлифовка и обрезка до конечной длины еще впереди.
Ваша основная задача заключается в создании стыков без зазоров и плавного перехода между полосами кромки из массива дерева и шпоном. Это зависит как от кромочных полос, так и от листовых материалов, которые имеют гладкие и четкие сопрягаемые поверхности. При резке шпона хорошей настольной пиле просто нет замены, но иногда даже этого недостаточно для предотвращения образования сколов на поверхности. Несколько световых проходов над фуганком очень хорошо очищают края изделий из шпонированного листа. ДСП и шпон тяжелее для фуганка, чем массивная древесина, но время от времени такое использование допустимо. Так что да, вы можете обработать края листовых материалов на фуганке.
При резке шпона хорошей настольной пиле просто нет замены, но иногда даже этого недостаточно для предотвращения образования сколов на поверхности. Несколько световых проходов над фуганком очень хорошо очищают края изделий из шпонированного листа. ДСП и шпон тяжелее для фуганка, чем массивная древесина, но время от времени такое использование допустимо. Так что да, вы можете обработать края листовых материалов на фуганке.
Что касается подготовки полос, вам идеально подойдет рейсмусовый станок. Начертите на циркулярной пиле несколько кромок из цельного дерева, затем выстрогайте несколько полос, чтобы создать одну гладкую поверхность. Не нужно беспокоиться о других гранях или сторонах. Они будут вырезаны и отшлифованы позже. У вас нет планера? Полотна для настольной пилы, предназначенные для шпона, часто создают удивительно гладкие деревянные полосы без необходимости использования строгального станка. Самый гладкий режущий диск, который я когда-либо видел для распила твердой древесины, — это лезвие Diablo Fusion. Вы можете увидеть его в действии на видео в конце этой статьи.
Вы можете увидеть его в действии на видео в конце этой статьи.
Большинство деталей, на которые будет наноситься кромка, должны иметь определенную ширину, но шпонированные детали не следует обрезать до окончательного размера, пока не завершится процесс окантовки .Обрежьте фанеру или ДСП по ширине, но оставьте их на полдюйма или около того длиннее. Выпилите и выстрогайте кромочные планки из цельного дерева шириной 1/2 дюйма (шире, если вы планируете фрезеровать декоративные края) и на 1/16 дюйма толще, чем листы, которые вы используете. Позже, после закрепления кромки, вы обрежете обрезную часть до окончательной длины и ширины, отпилив при этом лишнюю фанеру. Таким образом, вы получите детали идеального размера с кромкой, идеально сочетающейся с листовым материалом на концах.
Когда придет время склеивать и зажимать кромочные полосы, поместите пары деталей в зажимы одновременно, полоса к полосе. Это удваивает производительность, обеспечивая при этом постоянное давление зажима по всей длине каждой полосы. Даже если у вас есть только один кусок фанеры для кромки, положите кусок фанеры на губки зажима, чтобы распределить давление по всей полосе. В любом случае, используйте свои пальцы, чтобы убедиться, что есть хотя бы немного твердой кромки, нависающей над верхней и нижней гранями листового материала по всей длине детали, прежде чем отложить ее для просушки.
Даже если у вас есть только один кусок фанеры для кромки, положите кусок фанеры на губки зажима, чтобы распределить давление по всей полосе. В любом случае, используйте свои пальцы, чтобы убедиться, что есть хотя бы немного твердой кромки, нависающей над верхней и нижней гранями листового материала по всей длине детали, прежде чем отложить ее для просушки.
Шлифовка поперек волокон с помощью ленточной шлифовальной машины и абразива зернистостью 100 для выравнивания кромочной планки с фанерой.Следующим этапом является шлифовка вдоль волокон.
Далее идет самая рискованная часть кромкооблицовочных изделий. Большинство шпона имеют толщину менее 1/32 дюйма, и их легко отшлифовать, пока вы выравниваете кромочный шов. Когда это происходит, темный клей становится видимым, разрушая усилия и материал, которые вы вложили до сих пор. Если шпон начинает немного темнеть в области, где вы шлифуете, вы начинаете проходить. Немедленно остановитесь, и вы все еще сможете использовать часть с темной стороной вниз и вне поля зрения. Видео в верхней части этой статьи показывает, как я люблю шлифовать кромки из массива дерева.
Видео в верхней части этой статьи показывает, как я люблю шлифовать кромки из массива дерева.
Работа с фанерованными листовыми материалами экономит деньги и максимально увеличивает красоту, заключенную в лучших бревнах. Освойте навыки обработки кромок, и вы также получите возможность создавать более крупные и качественные проекты, даже если у вас нет всех инструментов, необходимых для выполнения той же работы из массива дерева.
Еще один момент перед просмотром обучающего видео по окантовке. Фанера из балтийской березы – король листового проката.Он прочный, надежный и предлагает уникальный вариант. Балтийская береза полностью изготовлена из тонкой твердой древесины почти без зазоров, которую можно придать красивый вид без дополнительной окантовки. Плотные, открытые слои отлично смотрятся на неформальной мебели, полках, ящиках для хранения и приспособлениях для мастерских. Это придает некий современный вид.
Мой любимый способ обработки краев балтийской березы — это фрезерование их круглой фрезой в настольном фрезере с упором.![]() Выберите сверло диаметром в два раза больше толщины используемого слоя.Это дает гладкую кривую с четкими краями, где форма соответствует каждой грани фанеры. Это намного привлекательнее, чем полный выпуклый профиль или просто закругление краев с помощью обычной фрезы с закруглением.
Выберите сверло диаметром в два раза больше толщины используемого слоя.Это дает гладкую кривую с четкими краями, где форма соответствует каждой грани фанеры. Это намного привлекательнее, чем полный выпуклый профиль или просто закругление краев с помощью обычной фрезы с закруглением.
Нажмите ниже, чтобы увидеть потрясающий разрывающий клинок в действии. Результаты на удивление гладкие.
ДСП — обзор | ScienceDirect Topics
9.2.1 Рынок композитов из натуральных волокон
Натуральные армирующие материалы использовались очень давно:
- •
Древесная мука была одним из первых наполнителей, используемых с фенольной смолой.
- •
Древесная стружка используется в древесностружечных плитах.
- •
Короткие хлопчатобумажные и другие целлюлозные волокна обычно используются в фенольных и меламиновых смолах.

Национальные федерации за деятельность, входящую в объем данной работы, ценятся для использования в целях общего назначения из-за следующего:
- •
Экологические и экологические критерии.
- •
Геополитические мотивы.
- •
Экономические соображения, которые заставляют некоторые страны отдавать предпочтение местным материалам.
- •
Хорошие механические характеристики.
- •
Справедливое соотношение веса/характеристик/цены.
Многие растения растут в развивающихся странах и нуждаются в сельскохозяйственных средствах, а не в промышленных. Помимо хлопка, все остальные исследованные волокна весят примерно 7 миллионов тонн. Производство стекловолокна оценивается примерно в 4–5 миллионов тонн, что составляет половину производства всех других НФ, используемых в промышленности.Мы можем представить себе усилия, необходимые для развития сельского хозяйства, риски конкуренции с техническими культурами и даже жесткой конкуренцией с продовольственными культурами.
Основными производителями NF являются развивающиеся страны, такие как Китай, Индия, Бангладеш, Непал и другие, но ЕС, Канада и США выращивают некоторые растения, такие как лен.
Выращивание может быть сложным с использованием селекции, клонирования, оплодотворения и других методов обработки или может использовать очень выносливые растения, не требующие никакой работы, кроме сбора урожая.Конечно, оплодотворение может быть вредным для окружающей среды.
Потребление NF для полимерного армирования неизвестно, но увеличивается в среднем на 10–13%.
По всей вероятности, наиболее часто упоминаемые волокна происходят из древесины, льна, кенафа, конопли, джута, сизаля, но предлагаются и многие другие, такие как, например, хлопок, бамбук, абака и банан, рами, койра (кокос) и т.д.
В таблице 9.5 приведены некоторые оценочные данные по выращиванию NF. Промышленные волокна относятся ко всем промышленным применениям, включая, помимо прочего, пластиковую арматуру.
Таблица 9.5. Натуральное волокна наличие по сравнению с хлопьями и стекловолокном
| Овощные волокна | Промышленные волокна | |||||||
|---|---|---|---|---|---|---|---|---|
| килотонн / в год | килотоннс / innum | KiloTonns / innumeum | ||||||
| Cereals | 2 000 000 | |||||||
| хлопок | 25 000 | |||||||
| Другие | ~ 4 000 000 000 0000151 | 2900 | 2900 | |||||
| 770-830 | 770-830 | |||||||
| Кукурузы Stover | 730 | |||||||
| RIOL CONOL | 580 | |||||||
| Солома пшеницы | 570 | |||||||
| Sisal | 320151 | 320 | ||||||
| Sorghum Stalks | 250 | 250 | ||||||
| Barley Cover | 200 | |||||||
| Coir | Coir | Coir | Coir | 100-199 650 | ||||
| 100 | ||||||||
| Hemp | 83 | 83 | ||||||
| Panapple Листья волокна | ||||||||
| Всего | ~ 6 000 000 000 000 000 |
Чтобы дать приблизительное представление, доли семи основных НФ, используемых для композитов в европейской автомобильной промышленности, оцениваются следующим образом: Таблица 9. 6 показаны некоторые оценочные данные, касающиеся NF, используемого для композитов в европейской автомобильной промышленности. Другие регионы могут использовать другие NF в зависимости от местного выращивания или обилия сельскохозяйственных отходов. Для сравнения, спрос на стекловолокно для композитов можно оценить в 4,5 млн тонн.
6 показаны некоторые оценочные данные, касающиеся NF, используемого для композитов в европейской автомобильной промышленности. Другие регионы могут использовать другие NF в зависимости от местного выращивания или обилия сельскохозяйственных отходов. Для сравнения, спрос на стекловолокно для композитов можно оценить в 4,5 млн тонн.
Таблица 9.6. Главное натуральное волокно, используемое для композитов в европейской автомобильной промышленности
| Источник | Tonnage T | Tonnage T | Tonnage T | Tonnage T | Tonnage T | Delnage% | FLAN | 15 000 | 19 |
|---|---|---|---|---|---|---|
| Кенаф | 6000 | 7.5 | ||||
| HEMP | 3600 | 4.5 | 4 | 9013 9 | Джут, Coir, Sisal, и ABACA | 5400 | 6. |
| Субтотные натуральные волокна | 30 000 | |||||
| Натуральные волокон | 30 000 | 30 000 | ||||
| Rexcled Cotton | 20 000 | 25 | 25 | |||
| Деревянные волокна | 30 000 | 37.5 | ||||
| Всего | 80 000 | 80 000 | 90 000 | 100 |
С точки зрения композитных томов в европейской автомобильной промышленности, тоннажам примерно оцениваются:
|
|
|
|
|
|
Средняя уровень клетчатки оценивается примерно в 50%.
«Глобальные тенденции и прогнозы до 2019 года», опубликованные MarketsandMarkets, определяют и сегментируют рынок NFC с анализом и прогнозом приложений и производственных процессов NFC. По прогнозам, к 2019 году объем рынка NFC достигнет 5,83 млрд долларов при среднегодовом темпе роста 12,31% в период с 2014 по 2019 год.
на 7,4 % с 2014 по 2019 год и достигнет значения 45 миллиардов долларов.Ожидается, что в 2014 году Европа произведет 2,2 миллиона тонн стеклопластика, а мировой объем производства композитов за этот период, по прогнозам, превысит 8,5 миллиона тонн.
Почему ABS незаменим | Журнал «Производство мебели»
АБС (акрилонитрил-бутадиен-стирол) более 20 лет назад заменил ПВХ в качестве кромочного отделочного материала для ДСП. Этот пластиковый материал характеризуется превосходными характеристиками обработки и устойчивостью материала. Специалист по кромке Ostermann предоставляет информацию о материале и его использовании в производстве мебели.
Что общего между автомобилем, кубиком Lego, корпусом компьютера, лыжами и мундштуком кларнета? Все просто – в их производстве регулярно используется АБС. Пластик характеризуется высокой стойкостью к механическому истиранию и царапинам, светостойкостью и термостойкостью. В мебельной промышленности ABS уже более 20 лет используется для изготовления мебельных кромок.
Этот эластичный синтетический материал позволяет идеально герметизировать открытые поверхности древесно-стружечных плит с покрытием.Именно здесь ABS оказывается выигрышным материалом благодаря простоте обработки, неограниченным возможностям дизайна, однородному внешнему виду вплоть до области радиуса и устойчивости к химическим веществам и моющим средствам.
Чрезвычайно универсальный
Кромки Ostermann доступны в бесчисленных цветах и декорах, с различной обработкой поверхности и различной шириной и толщиной. Бесцветный или серый твердый материал в своей основной форме, ABS может быть изготовлен во всех необходимых однотонных цветах или с древесным и фантазийным декором или однородно окрашен. Кромки ABS также доступны в различных формах и толщинах.
Кромки ABS также доступны в различных формах и толщинах.
В зависимости от требований и области применения Ostermann поставляет кромки из АБС различной толщины и любой ширины до 100 мм. Поверхности могут быть покрыты лаком для достижения различных уровней блеска – от суперматового до сильного блеска. Поскольку все большее значение имеет не только внешний вид кромки, но и ее тактильные ощущения, Ostermann поставляет кромки из АБС с различными видами отделки, такими как поры ясеня, мини-перламутр, линейная структура или структура дерева.
Высококачественный и одновременно экономичный
Благодаря своей гибкости и ударопрочности кромки из АБС обеспечивают высококачественную отделку мебельных кромок. В этом отношении АБС-пластик особенно экономичен по сравнению с такими материалами, как массив дерева или полипропилен (ПП). Это верно и для его утилизации. В отличие от своего предшественника, ПВХ, который при горении выделяет токсичные кислоты и диоксины, не содержащий формальдегид материал АБС можно сжигать вместе с древесными отходами при необходимой температуре.
Простота обработки
В качестве кромочного материала кромки АБС можно обрабатывать с использованием всех обычных кромкооблицовочных станков и технологий. Для склеивания можно использовать все распространенные клеи-расплавы, такие как этилвинилацетат (EVA), полиуретан (PUR), полиамид (PA) и полиолефин (PO), а также специальный кромочный клей Kantol для ручного склеивания
Для оптимальной адгезии клея к кромке кромка из АБС всегда наносится со специальным связующим, называемым грунтовкой.Мебельщики, которые не используют кромкооблицовочные станки, могут воспользоваться специальной услугой Ostermann. Чтобы удовлетворить их требования, компания, специализирующаяся на кромках, поставляет кромки из АБС, предварительно покрытые клеем-расплавом ЭВА.
Окрашиваемость
Кромки из АБС-пластика обычно окрашиваются различными полиуретановыми лаками и лаками Desmodur/Desmophen (DD). Нитроцеллюлозные лаки не допускаются. Для окраски тонких поверхностей Ostermann рекомендует специальные окрашиваемые кромки из ассортимента Ostermann. Окрашиваемые кромки Ostermann совместимы почти со всеми имеющимися в продаже красками благодаря своей особой поверхности. Даже краски на водной основе прекрасно ложатся.
Окрашиваемые кромки Ostermann совместимы почти со всеми имеющимися в продаже красками благодаря своей особой поверхности. Даже краски на водной основе прекрасно ложатся.
Нанесение с использованием новейших технологий склеивания кромок
Как и в случае лазерной технологии и технологии горячего воздуха, кромки можно обрабатывать только с использованием технологии ближнего инфракрасного излучения (БИК) со специальным функциональным слоем. И здесь кромки из АБС оказываются идеальным решением. Преимущество кромок Ostermann из АБС-пластика заключается в том, что на них можно без особых усилий впоследствии нанести функциональный слой, совместимый с соответствующей технологией обработки.
Amazon.com: Картонные угловые протекторы 2 x 2 x 3 дюйма, белые
34 доллара. 49$34,49
49$34,49
| Brand | |
| Brand | KUBINEC STRIPING SCREES |
| Изделия размеры LXWXH | 2 x 2 х 3 дюймов |
| цвет | белый | Вес предмета | 8 фунтов |
- Протекторы обвязок — .
 120 дюймов толщиной, 2 x 2 x 3 дюйма
120 дюймов толщиной, 2 x 2 x 3 дюйма - Защищает грузы от пластиковых или стальных лент.
- Поместите на углы салазок и оберните.
- Легко режется радиальной пилой.
Брошюра об кромкооблицовочном станке CONTURO
Идеальное лезвие.Руководство пользователя системы CONTURO.
Представляем Вольфганга Райнеса. Плотник. Менеджер продукта. Изобретатель.
У меня всегда смешанные чувства при посещении столярной мастерской. С одной стороны, я наслаждаюсь запахом свежей древесины и узнаю типичное жужжание и визг пил, распиливающих дерево. Я также наслаждаюсь атмосферой, с которой я так хорошо познакомился во время учебы на плотника. Но затем я сразу же переключаюсь на свою роль продакт-менеджера, где я должен анализировать каждую рабочую ситуацию, каждый процесс и даже каждое отдельное действие с совершенно другой точки зрения.Затем я устраиваю встречу со краснодеревщиком, чтобы узнать больше о процессах в мастерской. Или проведите обсуждения с персоналом, чтобы собрать ценную информацию о том, как быстрее достичь желаемого результата. Что, например, может помочь предотвратить повреждение материала. Я также пытаюсь получить идеи, которые могли бы помочь достичь общего лучшего результата работы.
Я также наслаждаюсь атмосферой, с которой я так хорошо познакомился во время учебы на плотника. Но затем я сразу же переключаюсь на свою роль продакт-менеджера, где я должен анализировать каждую рабочую ситуацию, каждый процесс и даже каждое отдельное действие с совершенно другой точки зрения.Затем я устраиваю встречу со краснодеревщиком, чтобы узнать больше о процессах в мастерской. Или проведите обсуждения с персоналом, чтобы собрать ценную информацию о том, как быстрее достичь желаемого результата. Что, например, может помочь предотвратить повреждение материала. Я также пытаюсь получить идеи, которые могли бы помочь достичь общего лучшего результата работы.
Именно так была разработана концепция «Идеальный край». Будучи центральным ручным электроинструментом для профессиональной кромкооблицовки, CONTURO был разработан не как замена стационарным кромкооблицовочным станкам, а скорее как эффективное системное решение для производства небольших партий или быстрого производства высококачественной кромки, даже на изогнутых, выпуклых или вогнутых формах. Единая система, которая обеспечивает отличные результаты и проста в эксплуатации, но, прежде всего, открывает новые возможности для выполнения индивидуальных пожеланий ваших клиентов.
Единая система, которая обеспечивает отличные результаты и проста в эксплуатации, но, прежде всего, открывает новые возможности для выполнения индивидуальных пожеланий ваших клиентов.
Содержимое
СТРАНИЦА
Идеальное лезвие. CONTURO в системе.
10
1
Основная информация о CONTURO
14
2
Достижение идеального края
18
3
3.1
Подготовка заготовки
20
22 22 23 24 25 26 27 29 31 33 38 40 42 44 45 46 47 48 49 49 50 53
3.2
Подготовка станка и кромки Подготовка станка Информация на дисплее Выбор и обрезка кромки до нужной длины Регулировка высоты кромки
3,3
Мобильное приклеивание кромок Мобильное приклеивание и обрезка заподлицо прямых кромок Мобильное крепление кромок к фасонным деталям с закруглениями Прикрепление длинных полос кромки Мобильное крепление кромок к круглым панелям и изготовление идеального соединения Прикрепление кромок к внутренним углам
3,4
Стационарное склеивание кромок Стационарное склеивание прямых краев
Стационарное крепление кромок к скошенным заготовкам Стационарное крепление кромок к мелким фасонным деталям
3. 5
5
Обработка кромок Фрезерование и сглаживание кромок заподлицо, обрезка выступающих частей материала Характеристики фрезерования скошенных кромок
Обработка углов Очистка кромок Шлифовка и полировка кромок Блестящая кромка
4
СТРАНИЦА
Информация о кромке
54
4
Информация о применении клея
58
5
61 61 61 62 63
Система нанесения клея CONTURO Правильная температура Идеальная подача клея в соответствии с материалом Доливка клея Изменение цвета
Советы и рекомендации
66
6
План проектирования рабочей станции VAC SYS Адаптация VAC SYS к MFT Работа с пылеудалением
68 72 73
Включенные позиции, технические данные
74
7
76 77 79 80 80 81 82
CONTURO Аксессуары для CONTURO Работа с CONTURO в качестве стационарного устройства Фрезерный станок Edge MFK 700 Basic Аксессуары для маршрутизатора Edge Дополнительные системные аксессуары – VAC SYS Дополнительные системные аксессуары – MFT
5
Кромка.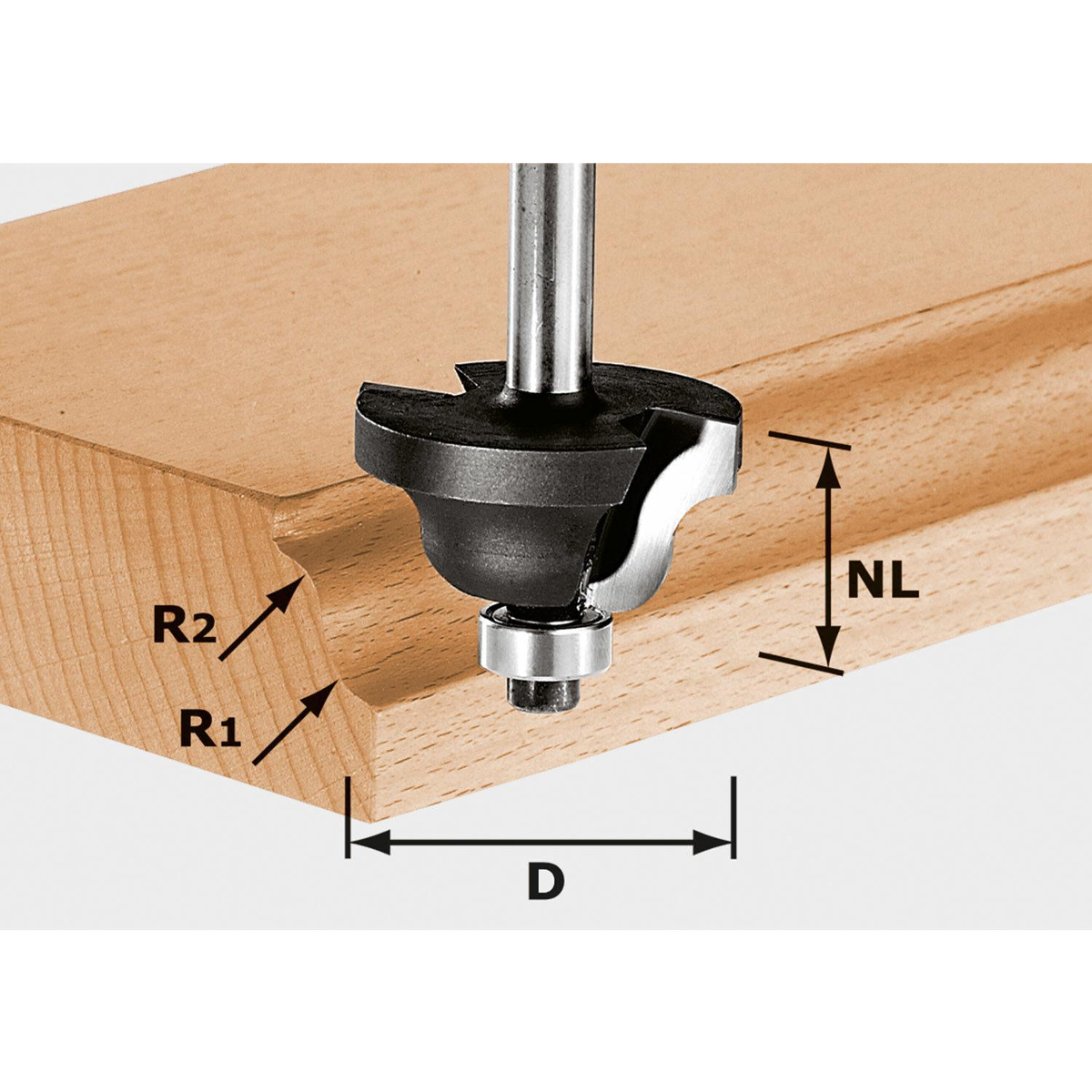 Часть дизайна.
Часть дизайна.
Красивый завершающий штрих. Кромки столов, шкафов и оргтехники так же важны, как и сама заготовка, потому что если отделка не идеальна, это влияет на общее качество заготовки. Склеенный шов может быть виден, и на нем может скапливаться грязь. В худшем случае можно почувствовать безупречную кромку, а поскольку Festool всегда стремится достичь совершенства в мельчайших деталях, мы также посвятили себя обеспечению идеальной отделки.Мы не только хотели предложить систему склеивания кромок, которая обеспечивает практически невидимые стыки, но также предоставить целостное системное решение для создания идеальной кромки, идеально адаптируя компоненты друг к другу и гарантируя, что машина, принадлежности и расходные материалы работают рука об руку. рука. Продолжайте читать это руководство для получения дополнительной информации.
6
7
8
КОНТУРО. Основа для идеальной кромки.
Кромкооблицовочный станок CONTURO позволяет легко прикреплять кромки к любым элементам, от прямоугольных до сложных форм произвольной формы, таких как кривые, радиусы, выпуклые и вогнутые формы. Для них требуется максимальный внутренний радиус 50 мм (1–15/16 дюймов) и минимальный внешний радиус 25–30 мм (от 1 до 1–3/16 дюймов) (в зависимости от кромочного материала и толщины). В сочетании со скамейкой CONTURO также дает вам возможность прикреплять кромки к скошенным заготовкам в соответствии со стандартом профессионального качества. Все классические варианты кромки — от дерева и пластика до меламина — высотой от 18–65 мм (от 11/16” до 2–9/16”) и толщиной кромки от 0,5–3,0 мм (от 1/64” до 1 мм). /8″) можно быстро и легко обрабатывать в соответствии с соответствующим материалом.Универсальный и простой в эксплуатации станок CONTURO представляет собой оригинальное решение для изготовления отдельных фасонных деталей, а также для крепления кромок к заготовкам или компонентам мебели, выпускаемым небольшими партиями. Упакованный в систейнер, CONTURO также пригоден для мобильного использования, а также для производства кромок на месте с превосходным качеством отделки. На следующих страницах показаны примеры всех этих различных применений.
Для них требуется максимальный внутренний радиус 50 мм (1–15/16 дюймов) и минимальный внешний радиус 25–30 мм (от 1 до 1–3/16 дюймов) (в зависимости от кромочного материала и толщины). В сочетании со скамейкой CONTURO также дает вам возможность прикреплять кромки к скошенным заготовкам в соответствии со стандартом профессионального качества. Все классические варианты кромки — от дерева и пластика до меламина — высотой от 18–65 мм (от 11/16” до 2–9/16”) и толщиной кромки от 0,5–3,0 мм (от 1/64” до 1 мм). /8″) можно быстро и легко обрабатывать в соответствии с соответствующим материалом.Универсальный и простой в эксплуатации станок CONTURO представляет собой оригинальное решение для изготовления отдельных фасонных деталей, а также для крепления кромок к заготовкам или компонентам мебели, выпускаемым небольшими партиями. Упакованный в систейнер, CONTURO также пригоден для мобильного использования, а также для производства кромок на месте с превосходным качеством отделки. На следующих страницах показаны примеры всех этих различных применений.
9
10
Идеальный край
1
11
РАБОТА С МФТ
РАБОТА С СИСТЕМОЙ VAC
ПОДГОТОВКА ЗАГОТОВКИ
1.Идеальная кромка. CONTURO в системе. В центре системы CONTURO отвечает за процесс склеивания, в то время как окружающие компоненты системы выполняют все остальные рабочие операции. От раскроя и фрезерования ДСП до размеров или нанесения клея, прижатия кромок, резки и торцевания заподлицо, выравнивания и полировки — система Festool работает с таким уровнем профессионализма и чистоты, которые могут быть достигнуты только на настольных станках.
КЛЕИ
ОБРЕЗНАЯ КРОМКА
СПЕЦИАЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
12
1
СИСТЕМА
СОВЕРШЕННАЯ ОТДЕЛКА КРОМОК
ПРИКЛЕИВАНИЕ КРОМКИ CONTURO
ПРИНАДЛЕЖНОСТИ
СТАЦИОНАРНЫЕ ЗАДАЧИ
13
14
Основная информация о CONTURO
2
15
2.Основная информация о CONTURO Из всех оригинальных деталей, которые может предложить CONTURO, одна выделяется среди остальных: непревзойденная эргономика. Горизонтально установленная система нанесения гарантирует идеальное распределение веса, а давление на рукоятки автоматически переносится на контактный валик — для легкой работы. Усилие передается независимо от высоты кромки, так как станок надежно направляется вдоль верхней части заготовки. Это также облегчает регулировку высоты кромки и обеспечивает лучший обзор приклеиваемой кромки через опорное основание.
Горизонтально установленная система нанесения гарантирует идеальное распределение веса, а давление на рукоятки автоматически переносится на контактный валик — для легкой работы. Усилие передается независимо от высоты кромки, так как станок надежно направляется вдоль верхней части заготовки. Это также облегчает регулировку высоты кромки и обеспечивает лучший обзор приклеиваемой кромки через опорное основание.
1 2 3 4
РУЧКА
5 6 7 8
КНОПКА СТАРТ КНОПКИ МЕНЮ
9
НАСТРОЙКА ВЫСОТЫ КРОМКИ
ВЫБОР ТЕМПЕРАТУРЫ
10 ОТДЕЛЕНИЕ ДЛЯ КЛЕЯ 11 СОЕДИНИТЕЛЬ ЭКСТРАКТОРА 12 СОЕДИНЕНИЕ С СЕТЬЮ
ВЫКЛЮЧАТЕЛЬ ВКЛ/ВЫКЛ
ДИСПЛЕЙ
СКОРОСТЬ ПОДАЧИ
КНОПКА ПОПОЛНЕНИЯ
16
2
13 ЦЕНТРАЛЬНАЯ ПЛАСТИНА 14 КОНТАКТНЫЙ РОЛИК 15 ПОДАЮЩИЙ РОЛИК 16 КАПЛЕУЛОВИТЕЛЬ
17 НАСАДКА ДЛЯ КЛЕЯ 18 ОПОРА 19 РУЧКА
17
18
Достижение идеального края
3
19
3. 1 Подготовка заготовки
1 Подготовка заготовки
Соответствующая заготовка должна быть правильно подготовлена для достижения идеальной обработки кромки. Здесь доступно несколько различных вариантов: резка по размеру на панельной пиле с подрезным устройством или погружной пилой Festool TS 55 R вместе с шиной-направляющей и защитой от сколов, или даже обрезка кромки с помощью фрезера Festool и направляющей. рельс. Какую бы систему вы ни выбрали, заготовка должна быть на 100 % чистой и без осколков для подготовки к последующему прикреплению кромки.
ПОГРУЖНАЯ ПИЛА TS 55 R/ TS 75
МАРШРУТИЗАТОР 1400/2200
20
3
21
3.2 Подготовка станка и кромки Перед началом работы с CONTURO необходимо настроить несколько параметров. Дисплей на машине автоматически проведет вас через необходимые шаги.
Подготовка машины
1
2
Сначала закрепите опорное основание с помощью прилагаемого винта.
Перед первым использованием вставьте не менее двух картриджей с клеем. ИЗМЕНЕНИЕ ЦВЕТА Страница 63 Изменение цвета, заправка и т. д. Глава 5
ИЗМЕНЕНИЕ ЦВЕТА Страница 63 Изменение цвета, заправка и т. д. Глава 5
3
4
С помощью переключателя предварительного выбора температуры можно отрегулировать температуру в соответствии с цветом выбранного картриджа с клеем. ПРАВИЛЬНАЯ ТЕМПЕРАТУРА Настройка 1 = 190°C (374°F) для клея натурального цвета Настройка 2 = 200°C (392°F) для белого клея
Теперь нажмите и удерживайте кнопку ON, пока на дисплее не появится логотип Festool.
22
3
5
Машина нагревается до достижения заданной температуры.Затем начинается фаза прогрева, что отображается на дисплее. Когда цвет дисплея изменится с красного на зеленый, машина готова к работе. CONTURO полностью нагревается примерно за восемь минут. Термически изолированный блок склеивания обеспечивает низкую температуру поверхности машины, что исключает риск ожогов.
СОВЕТ Вы также можете отрегулировать температуру индивидуально: нажимайте кнопку выбора режима, пока индикатор температуры не начнет мигать, установите желаемую температуру с помощью кнопок со стрелками и нажмите OK для подтверждения. КОЛИЧЕСТВО КЛЕЯ Страница 61 Для изменения количества клея Глава 5 ПЕРЕКЛЮЧЕНИЕ ЕДИНИЦ Индикация может переключаться с градусов Цельсия на градусы Фаренгейта и метры на футы.
КОЛИЧЕСТВО КЛЕЯ Страница 61 Для изменения количества клея Глава 5 ПЕРЕКЛЮЧЕНИЕ ЕДИНИЦ Индикация может переключаться с градусов Цельсия на градусы Фаренгейта и метры на футы.
Отображение информации
ОСТАВШАЯСЯ ДЛИНА КРАЯ (может отображаться в футах или метрических единицах)
ТЕМПЕРАТУРА В °C ИЛИ °F
ТЕМПЕРАТУРНЫЙ КЛЕЙ КОЛИЧЕСТВО
КНОПКИ СТРЕЛКИ РЕЖИМ СКОРОСТИ ПОДАЧИ
На дисплее отображается, сколько кромок можно обработать при заданной высоте кромки и количестве клея.Также отображается фактическая температура.
23
Выбор и обрезка кромок до нужной длины
1
2
Вы должны добавить ок. 10 см (3-15/16”) на длину кромки. ОБРЕЗКА КРОМКИ ДЛИНОЙ БОЛЕЕ 1,5 М Стр. 31 Если длина кромки превышает 1,5 м (5’), удобнее работать с кромкодержателем.
Выберите высоту кромки в соответствии с толщиной подготовленного материала панели и включите выступ ок.4 мм (3/16 дюйма).
3
4
Просто надрежьте кромку (пластиковая сторона) ножом, чтобы обеспечить чистый срез.
Тогда легко оторваться.
24
Регулировка высоты окантовки
3
1
2
Вставьте кромочную ленту в устройство подачи кромки. ПРИМЕЧАНИЕ Обратите внимание, что высоту кромки можно регулировать только при рабочей температуре.
С помощью поворотной ручки отрегулируйте высоту кромки так, чтобы кромочная лента соприкасалась сверху и снизу.Затем поверните переключатель 1–2 в положение блокировки, чтобы был небольшой зазор в кромочной ленте.
3
4
Коротко нажмите кнопку пуска.
Когда появится символ вставки кромки, направьте кромку на активную подачу до тех пор, пока она не будет втянута. Когда на дисплее появится галочка, кромка достигла исходного положения и машина готова к приклеиванию.
25
3.3 Мобильное склеивание кромок
Теперь CONTURO готов приступить к закреплению кромки на заготовке.Самое главное, чтобы заготовка была надежно зажата. Вы можете работать на многофункциональном столе Festool MFT/3 либо с винтовыми, либо с рычажными зажимами, либо использовать вакуумную зажимную систему Festool VAC SYS, либо их комбинацию. В нашем примере использовалась система VAC SYS, поскольку доступ к заготовке возможен со всех сторон, что идеально подходит для крепления кромок к круглым заготовкам.
В нашем примере использовалась система VAC SYS, поскольку доступ к заготовке возможен со всех сторон, что идеально подходит для крепления кромок к круглым заготовкам.
В переменного тока СИСТЕМА
Дополнительную информацию о работе с VAC SYS и MFT/3, а также план рабочей станции см. в главе «Советы и рекомендации». Страница 66
МФТ
26
Мобильное склеивание прямых кромок
3
1
2
Расположите CONTURO так, чтобы кромка была вставлена, а опорное основание опиралось на заготовку. Соблюдайте дистанцию ок. 2 см между заготовкой и контактным роликом. Станок должен быть выровнен под углом 90° к краю панели. Линия разметки расположена на передней кромке панели.
Еще раз нажмите кнопку пуска. Кромка автоматически промазывается клеем и подается вдоль заготовки.Теперь машина работает автоматически, пользователю не нужно удерживать нажатой кнопку запуска.
3
4
Как только справа от метки станет видна кромка, начните процесс склеивания, ведя станок по краю заготовки. Затем машина автоматически подает кромку, все, что вам нужно сделать, это направить машину, прикладывая постоянное давление.
Затем машина автоматически подает кромку, все, что вам нужно сделать, это направить машину, прикладывая постоянное давление.
У вас есть возможность выбрать одну из двух настроек скорости. Вы можете изменить скорость в любой момент, даже в процессе склейки.Просто кратковременно нажмите кнопку скорости подачи, чтобы увеличить или уменьшить скорость станка. Эта функция чрезвычайно полезна для прикрепления кромки к крутым изгибам.
27
Мобильное склеивание (продолжение) и обрезка прямых кромок заподлицо
5
6
Снимите станок с конца заготовки в направлении кромки. ПРИМЕЧАНИЕ Жидкий клей на конце кромки, например, может быть очень горячим.
Нависающая кромка теперь обрезается с помощью обрезного станка Festool KP 65/2: вставьте кромочную ленту между обрезными ножами, подведите обрезной станок к стопорному штифту, расположите параллельно заготовке и сожмите рукоятки вместе.
7
8
Столешница с обеих сторон обрезного станка позволяет эргономично обрезать левый и правый края панелей в соответствии с одним и тем же стандартом. СОВЕТ Дайте краю кромки остыть перед обрезкой и убедитесь, что лезвия обрезки острые, чтобы гарантировать чистый и точный срез. Вы должны заменить затупившиеся или поврежденные лезвия на новые лезвия, которые доступны в качестве запасных частей.
СОВЕТ Дайте краю кромки остыть перед обрезкой и убедитесь, что лезвия обрезки острые, чтобы гарантировать чистый и точный срез. Вы должны заменить затупившиеся или поврежденные лезвия на новые лезвия, которые доступны в качестве запасных частей.
Результат: кромка обрезана заподлицо с предельной точностью. Обрезной станок KP 65/2 также подходит для обрезки кромок высотой 18-65 мм (11/16”- 2-9/16”) и толщиной 0.5–2,0 мм (1/64–1/16 дюйма). Расположение рукояток обрезки в направлении обрезки значительно облегчает обрезку более толстой кромки. КРУГЛЫЕ ПАНЕЛИ Стр. 33 Обрезной станок KP 65/2 можно переоборудовать для обработки стыков несколькими движениями руки.
28
Мобильное крепление кромки к фасонным деталям с закруглениями
CONTURO может прикреплять кромки к изгибам с внутренним радиусом 50 мм (1-15/16 дюйма) и минимальным внешним радиусом 25–30 мм (от 1 дюйма до 1-3/16 дюйма). Чем толще и ломче кромочный материал, тем больше должен быть радиус.Процесс приклеивания кромок к кривым в основном такой же, как приклеивание кромок к прямым заготовкам. Тем не менее, есть некоторые небольшие различия, которые вы должны иметь в виду.
Тем не менее, есть некоторые небольшие различия, которые вы должны иметь в виду.
3
1
Дополнительный валик — полезный аксессуар для узких поворотов и неудобных мест. Он увеличивает радиус изгиба кромки и обеспечивает дополнительную точку давления во время крепления для лучшей адгезии. Чтобы прикрепить дополнительный ролик, вставьте его в предусмотренный паз до фиксации.
2
3
Дополнительный валик помогает при креплении кромки к крутым внешним изгибам, прижимая изогнутую заготовку вместе с другим валиком.
Всегда рекомендуется обрабатывать узкие внутренние изгибы дополнительным валиком. КРУТЫЕ ИЗГИБКИ При приклеивании кромок к узким внутренним или внешним изгибам установите скорость подачи на 1-е значение перед началом работы или во время выполнения задачи, нажав кнопку скорости подачи.
29
Мобильное крепление кромки к фасонным деталям с закруглениями (продолжение)
4
Как и при креплении прямой кромки, обрежьте выступающий конец кромки заподлицо с помощью триммерной машины.
Также рекомендуется работать с дополнительным валиком при креплении жесткой или хрупкой кромки. Кромка имеет больший радиус изгиба и не так легко ломается.
СОВЕТ Вместо того, чтобы приклеивать один толстый кусок кромки по узким внешним изгибам с деревянными кромками, просто наклейте несколько тонких слоев шпона друг на друга.
30
Крепление длинных полос кромки При длине кромки более 150 см (5 футов) существует риск того, что кромка будет волочиться по полу, испачкаться или застрять.Держатель кромки (аксессуар) был разработан, чтобы избежать этой ситуации. Кромка аккуратно сворачивается в держателе, чтобы гарантировать равномерную подачу в машину. В результате вы можете обрабатывать до 8 м (около 26 футов) кромки * быстро и легко. * В зависимости от соответствующего материала кромочной ленты (размеры: высота 18–45 мм (от 11/16” до 2–9/16”), толщина 0,5–2,0 мм (1/64”– 1/16”).
3
1
2
№ В первую очередь установите держатель кромки. Просто прикрепите к предусмотренным штифтам и зафиксируйте с помощью запирающего механизма.
Просто прикрепите к предусмотренным штифтам и зафиксируйте с помощью запирающего механизма.
Сначала необходимо отрезать кромку по длине и свернуть ее видимой стороной внутрь, поскольку вы не можете работать непосредственно с рулона в держателе кромки.
3
4
Поместите рулон кромки в держатель, расположив конец кромки в направлении подачи кромки на станке.
Начните втягивание кромки в машину, нажав кнопку запуска один раз. Проденьте кромку через отверстие в держателе кромки и во входное отверстие.Приклеивание можно начинать, как только машина втянет кромку.
31
Крепление длинных кромочных полос (продолжение)
5
Теперь накладываем кромку на заготовку обычным способом.
6
Кромка точно подается на заготовку из кромкодержателя.
УКАЗАНИЕ Кромки большего размера можно также подавать в станок из кромкодержателя.
32
Мобильное крепление кромки к круглым панелям Самой большой проблемой при креплении кромки к круглым панелям является создание чистого соединения в точке, где один конец кромки соединяется с другим. Обрезной станок Festool также чрезвычайно практичен в этом отношении.
Обрезной станок Festool также чрезвычайно практичен в этом отношении.
3
При креплении кромок к круглым панелям важно, чтобы к заготовке был доступ со всех сторон без изменения положения зажима. Мы рекомендуем использовать вакуумную зажимную систему VAC SYS, которая позволяет быстро и безопасно закреплять заготовки, поворачивать их на 360° и наклонять до 90°.
Подушки разных форм и размеров доступны для широкого спектра заготовок и могут быть заменены без использования инструментов.Они изготовлены из высококачественного пластика, который настолько мягок и гибок, что даже блестящие полированные поверхности остаются без царапин и повреждений.
1
2
При обрезке кромочной ленты по размеру убедитесь, что вы добавили ок. 10 см (прибл. 4 дюйма) к общей длине ремешка. Обрежьте передний конец окантовки точно перпендикулярно, потому что он является частью соединения.
Приклейте край обычным способом. Держатель кромки — это практичный аксессуар, обеспечивающий максимальную свободу движений и защиту кромки.
33
34
Мобильное крепление кромки к круглым панелям (продолжение) и изготовление идеального стыка
3
3
4
Убедитесь, что выступающий конец кромочной ленты не соприкасается с уже приклеенным другим концом.
СОВЕТ Если кромочный материал очень деликатный, защитите переднюю часть клейкой лентой, чтобы предотвратить контакт с клеем.
5
6
ПРИМЕЧАНИЕ Если вы хотите придержать кромку, помните, что клей еще горячий.
Установите обрезной станок в конфигурацию «Соединение». РЕГУЛИРОВКА НАСТРОЕК ДЛЯ СТЫКОВЫХ СОЕДИНЕНИЙ Настройка торцовочного станка см. руководство по эксплуатации
35
Изготовление идеального соединения (продолжение)
7
8
Отметьте точку разреза на кромочной ленте.
Направьте свисающий конец кромочной ленты через стопорный штифт между обрезными лезвиями. Толкайте обрезной станок вперед к заготовке до стопорного штифта, пока уже приклеенная кромочная лента не упрется во внутренний стопор.
9
10
Расположите обрезной станок так, чтобы маркировка на кромочной ленте находилась между лезвиями обрезного станка. Затем используйте функцию точной настройки, чтобы отрегулировать лезвия более точно: шкала показывает, нужно ли вам отрезать больше или меньше от кромочной ленты. Как только метка окажется точно между двумя обрезными лезвиями, обрежьте кромку. СОВЕТ Перед обрезкой сдвиньте лезвия обрезки друг к другу, чтобы обеспечить лучшее выравнивание.
После обрезки нагрейте кромку с уже нанесенным клеем с помощью фена.ПРИМЕЧАНИЕ Пластиковая окантовка растягивается при нагревании, и ее, возможно, придется немного подрезать. Лучший подход — протестировать фактический кромочный материал.
36
3
11
12
Завершите соединение, придавив кромку деревянным бруском.
СОВЕТ Если вы собираетесь изготовить несколько одинаковых заготовок, вы можете продолжить работу с предустановленным значением на торцовочном станке, не делая никаких маркировок.
13
Результат: идеальное соединение.
37
Внутренние углы 90° обычно встречаются на угловых шкафах и полках, которые имеют отсеки или каркасные основания. Кромка этих панелей является сложной задачей, потому что внутренние углы должны быть склеены. Крепление кромки к внутренним углам
1
2
Убедитесь, что вы очистили и обрезали передний конец окантовки идеально перпендикулярно, так как он является частью соединения.
Установите CONTURO на заготовку обычным способом и расположите станок на внутреннем углу.Нажмите кнопку запуска для автоматической подачи кромки. ПРИМЕЧАНИЕ Всегда работайте с дополнительным роликом!
3
4
Как только конец кромки окажется точно во внутреннем углу, выведите машину из угла с равномерным усилием. При этом большим пальцем правой руки придавите конец канта во внутреннем углу, чтобы добиться максимального прилегания.
Всегда работайте с самой низкой скоростью подачи при прикреплении кромки к внутренним углам (скорость 1). СОВЕТ Если кромка длиннее, может иметь смысл обратиться за помощью к другому человеку для создания необходимого контактного давления на внутренний угол.
СОВЕТ Если кромка длиннее, может иметь смысл обратиться за помощью к другому человеку для создания необходимого контактного давления на внутренний угол.
38
3
5
Поверните панель так, чтобы внутренний угол находился с правой стороны машины. После этого машину можно вести слева направо вдоль стороны, не имеющей кромки.
39
3.4 Стационарное склеивание кромок
С CONTURO можно работать и как стационарно.
Просто вставьте переходную пластину в многофункциональный стол MFT/3 или скамейку, которую вы построили сами. Вы можете прикреплять кромки не только к прямым или кривым кромкам, но и к наклонным кромкам под углом от 90° –45°, поскольку CONTURO можно наклонять на 90°– 45° в стационарном блоке.
1
Если вы собираетесь использовать CONTURO в MFT/3, сначала замените перфорированную панель панелью LP-KA 65 MFT/3. Углубление в панели имеет нужный размер для установки переходной пластины и резьбовых втулок для направляющих пластин. Если вы работаете со скамейкой, которую построили сами, в столешнице потребуется углубление и вырез, чтобы можно было привинтить переходную пластину заподлицо. Точные размеры см. в прилагаемом шаблоне маршрутизации.
Если вы работаете со скамейкой, которую построили сами, в столешнице потребуется углубление и вырез, чтобы можно было привинтить переходную пластину заподлицо. Точные размеры см. в прилагаемом шаблоне маршрутизации.
40
3
2
3
Затем установите переходную пластину и направляющие пластины, как описано в руководстве по эксплуатации. Направляющие пластины облегчают ведение заготовки по столу. 15 направляющих пластин поставляются с переходной пластиной в стандартной комплектации, но дополнительные направляющие пластины доступны в качестве аксессуаров.СОВЕТ Расстояние между отверстиями на направляющих пластинах рассчитано на систему 32, что упрощает изготовление отдельных столешниц. Вы также можете привинтить направляющие пластины без резьбовых втулок с помощью обычных шурупов.
Вставьте CONTURO в адаптерную пластину следующим образом: сначала наклоните адаптерную пластину вверх и зафиксируйте в этом положении.
4
5
Затем откройте замки справа и слева от панели, задвиньте CONTURO в нужное положение и снова зафиксируйте.
Теперь установите требуемый угол на шкале и зафиксируйте оба зажимных винта.Теперь ваш стационарный блок готов.
41
Для приклеивания на прямые кромки поместите CONTURO в горизонтальное положение и проведите заготовку мимо него. Этот метод работы очень удобен для небольших или узких заготовок, которые трудно зажать. Стационарное склеивание прямых кромок
1
2
Установите высоту кромки с некоторым зазором, чтобы кромка плавно проходила через машину.
Затем нажмите кнопку пуска и подведите машину к краю.
3
4
Перед началом процесса склеивания убедитесь, что выбрана правильная скорость, так как обе ваши руки будут находиться на заготовке.
Расположите заготовку на расстоянии 2 см (13/16 дюйма) от контактного ролика и снова нажмите кнопку пуска.
42
3
5
Как только станет видна приклеенная кромка, прижать заготовку к контактному ролику.
СОВЕТ При обработке жесткой или хрупкой кромки в стационарном агрегате также целесообразно работать с дополнительным валиком (входит в комплект адаптерной пластины). Прикрутите дополнительный валик и ведите по нему заготовку под небольшим углом. Кромка имеет больший радиус изгиба и не так легко ломается. Дополнительный валик можно использовать для таких применений, как узкие внутренние и внешние изгибы или мобильные приложения — оба валика прижимают кромку, а расширенная зона давления обеспечивает лучшую адгезию.
Прикрутите дополнительный валик и ведите по нему заготовку под небольшим углом. Кромка имеет больший радиус изгиба и не так легко ломается. Дополнительный валик можно использовать для таких применений, как узкие внутренние и внешние изгибы или мобильные приложения — оба валика прижимают кромку, а расширенная зона давления обеспечивает лучшую адгезию.
6
Ведите заготовку вдоль контактного ролика, равномерно надавливая.
43
Просто наклоните CONTURO в стационарном блоке, чтобы прикрепить кромку к скошенной кромке.Шкала показывает угол в градусах. Стационарное крепление кромки к скошенным заготовкам
1
2
Ослабьте оба зажимных винта на угловой шкале, установите нужный угол и снова затяните зажимные винты.
Отрегулируйте высоту окантовки обычным способом. СОВЕТ Кромки для скошенных кромок требуют немного большего выступа. Например, кромка высотой 35 мм (1-3/8 дюйма) используется на панели толщиной 19 мм (3/4 дюйма) с кромкой 45°.
3
4
Используйте адаптер направляющей, чтобы обеспечить параллельное ведение заготовки и предотвратить отклонение кромки от курса.Отрегулируйте адаптер направляющей в соответствии с толщиной используемой кромки. Доступные настройки толщины: 0,5, 1, 2 и 3 мм.
Выберите желаемую скорость перед началом процесса склеивания, так как при склеивании вам всегда понадобятся обе руки на заготовке.
44
3
5
6
Поместите заготовку на адаптер направляющей и равномерно проведите ее мимо CONTURO. Накиньте окантовку на черный направляющий штифт так, чтобы она не закрывала рабочую зону.
Скошенная кромка быстро и легко приклеивается.
Для крепления кромок к фасонным деталям, возможно, придется частично отвинтить направляющие пластины, иначе они могут помешать поворачивать и вести заготовку по CONTURO, в зависимости от формы. Стационарное крепление кромки к мелким фасонным деталям
Кромка приклеена, как уже было описано.
СОВЕТ Если вам нужно открутить все направляющие пластины, просто прикрепите их к нижней стороне фигурной детали с помощью двустороннего скотча.Это гарантирует, что деталь находится на правильной высоте по отношению к кромкооблицовочному станку или кромочной ленте, а также правильное количество выступающих кромок.
45
3.5 Отделка кромки
После того, как кромка приклеена и обрезана, добавьте последние штрихи: срежьте выступающий материал, сгладьте кромку, обработайте углы и, при необходимости, отполируйте кромку до глянцевого блеска. Идеально подходит для фрезерования кромок: кромочный фрезер Festool MFK 700 Basic с подпружиненным направляющим тормозом на шарикоподшипниках и отражателем стружки.Он разработан специально для обработки самых тонких кромок, не оставляя следов. Скребок изготовлен из прочного твердого сплава и специально разработан для сглаживания кромок. Скребок имеет три встроенных лезвия (R1, R1,5 и R2 мм) для сглаживания кривых трассы и закругления тонких кромок.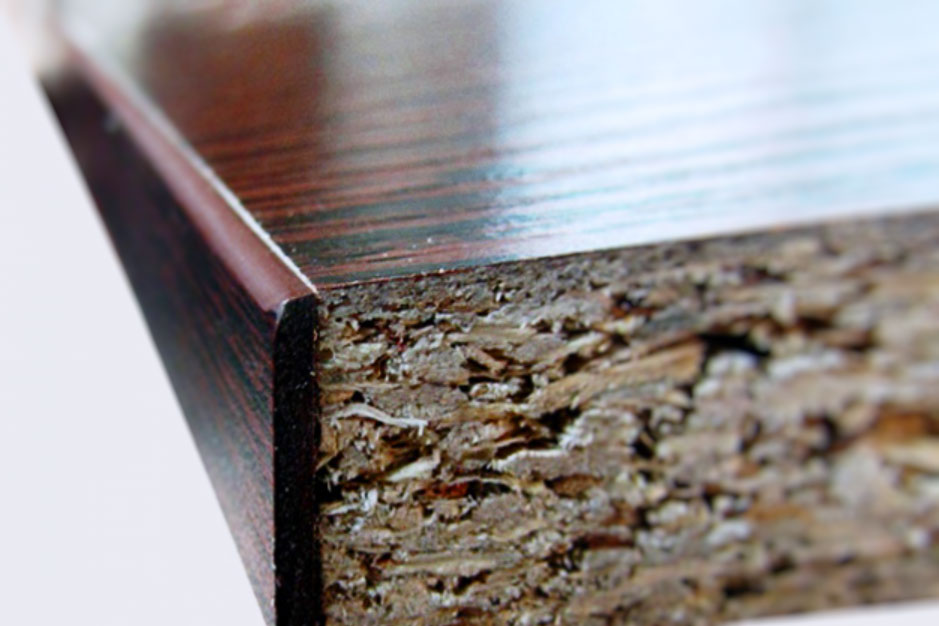
МФК 700 КРАЙНИЙ МАРШРУТИЗАТОР
СКРЕБОК
Установка скребка на прикрепленном шнуре обеспечивает идеальное ведение.
Три разных лезвия скребка позволяют не только сглаживать кромки, но и скруглять тонкие кромки.
46
Фрезерование и сглаживание кромок заподлицо, обрезка выступающих частей материала
3
1
2
Сначала обрежьте свес кромки с помощью MFK 700 так, чтобы он был заподлицо с панелью. Практично: вытяжной шланг крепится непосредственно к столешнице и не мешает управлению машиной. Направляющий тормоз на шарикоподшипниках обеспечивает идеальные результаты работы без разводов.
3
4
Чтобы получить чистую, закругленную поверхность, переместите кромочный фрезер к кромке с вращающейся фрезой и обрежьте выступ, а также радиус.
Оставшийся выступ можно удалить с помощью скребка.
5
ПРИМЕЧАНИЕ Для MFK 700 Basic доступны специальные классические дисковые фрезы с реверсивными лезвиями с радиусами 1, 1,5, 2 и 3 мм.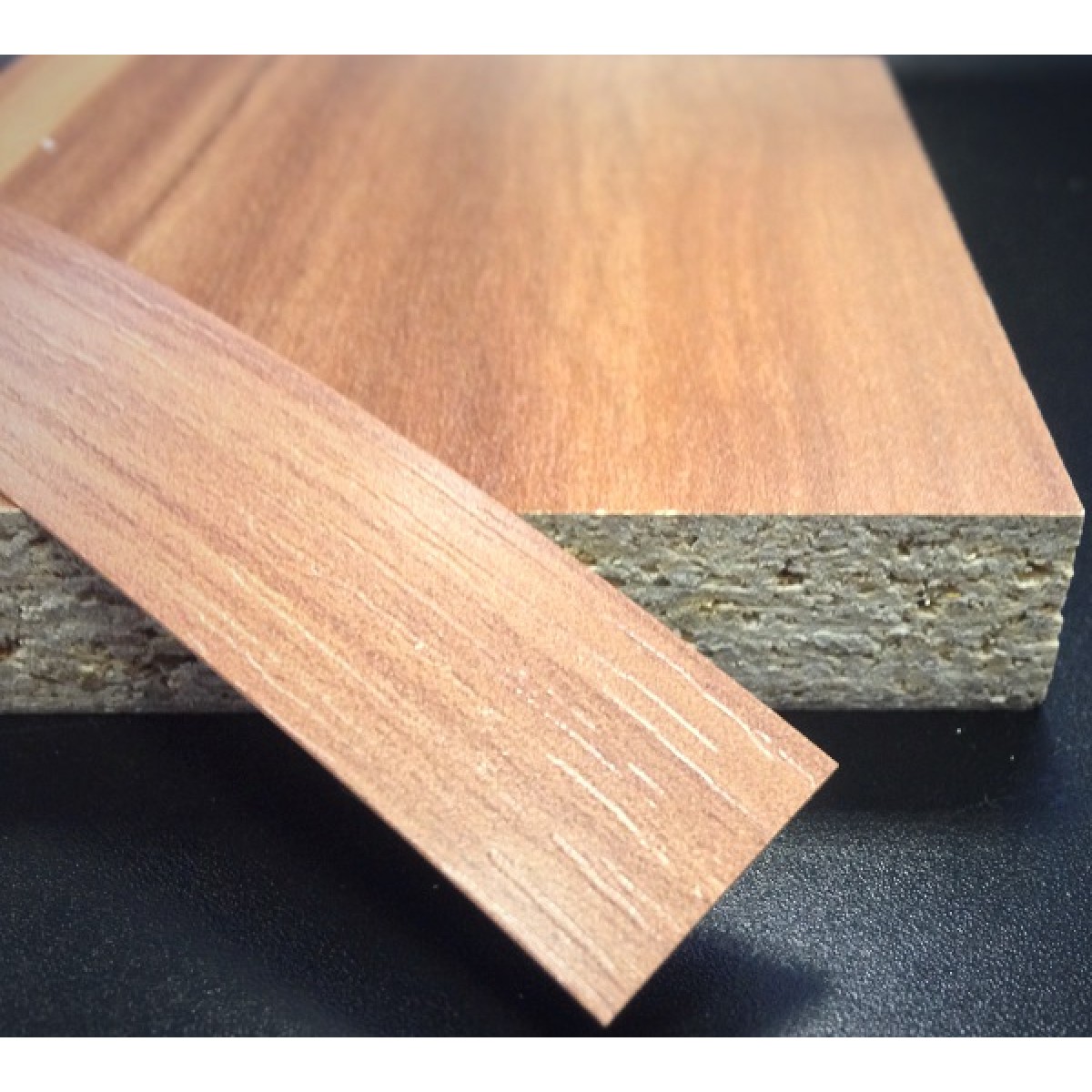 Подходит для кромок толщиной 1, 1,5, 2 и 3 мм.
Подходит для кромок толщиной 1, 1,5, 2 и 3 мм.
Если в процессе фрезерования фреза оставляет следы от ударов, их можно сгладить с помощью скребка.
47
Обратите внимание, что радиус не может быть создан из-за угла, и возможно только фрезерование заподлицо скошенных кромок.Плоская фреза S8 HW OFK для станка MFK 700 Basic была специально разработана для фрезерования кромок с углами 0° –45°. Характеристики фрезерования скошенных кромок
1
2
Сначала установите фрезер в MFK 700 Basic.
Затем фрезеруйте заготовку заподлицо.
3
Убедитесь, что вытяжной колпак под станком прилегает непосредственно к заготовке, так как его можно использовать в качестве направляющей. Затем создайте радиус на деревянной кромке с помощью наждачной бумаги.СОВЕТ Используйте одну из кромок скребка, чтобы сгладить радиус пластиковой кромки. Используйте прямой край скребка, чтобы сгладить и закруглить плоский внутренний угол. Проведите скребком по краю несколько раз, пока радиус или кривая не станут идеальными.
S8 HW Фреза OFK для фрезерования кромок под углом 90° –45°.
48
Отделка углов
Очистка углов особенно важна. Если кромка фрезерована и не обработана, обычно остается небольшой выступ, который необходимо удалить.Мы рекомендуем использовать наждачную бумагу Festool Brilliant 2 с зернистостью P320, чтобы удалить значительные неровности.
3
Использование шлифовальной шкурки после этого поможет получить полуматовую поверхность, гладкую и ровную.
Чистящие кромки
Как только радиус на кромке станет идеальным, кромку следует очистить. Используйте чистящее средство для пластика – производители кромок рекомендуют подходящее чистящее средство.
49
Если результат, достигнутый скребком, недостаточен, всегда можно отшлифовать и отполировать кромку.Здесь Festool также предлагает подходящие системные принадлежности – для идеальной отделки кромки. Шлифовка и полировка кромок
1
Сначала прикрепите правильный абразив с зернистостью P320 к ручному шлифовальному блоку.
2
3
Вы можете устранить следы ударов фрезы, оставшиеся после фрезерования, просто отшлифовав кромку. Несколько раз слегка перемещайте ручную шлифовальную колодку по краю ровным движением, чтобы добиться этого. ПРИМЕЧАНИЕ Не шлифуйте поверхность панелей с пластиковым покрытием!
Внешний вид пластиковой окантовки при обработке меняется и часто становится белым.Прикрепите шлифовальную шкурку к ручному шлифовальному блоку и обработайте край, чтобы он снова соответствовал цвету декора. Ткань обеспечивает полуматовую отделку пластиковой кромки, а поверхность кромки сочетается с большинством декоративных отделок.
50
3
4
5
№Справа: отбеливание от стресса в результате шлифовки пластиковой кромки. Слева: окантовка без стрессового отбеливания, переработанная тканью.
Глянцевые поверхности также можно полировать.Прикрепите полировальный войлок к ручному шлифовальному блоку.
6
7
Нанесите небольшое количество полироли MPA 6000 на полировальный войлок и протрите поверхность.
Полировка кромки …
8
… и удалите остатки полироли.
СОВЕТ Стрессовое побеление возникает при обрезке краев. Вы можете удалить отбеливание, просто потирая обрезки кромки по пораженному участку, слегка надавливая.
51
Шлифовка и полировка кромок (продолжение)
9
Результат: идеальная кромка.
52
При работе с CONTURO пыль или посторонние предметы на поверхности панели могут оставить царапины на особо деликатных поверхностях. Мы рекомендуем вам использовать защиту от царапин с войлочной прокладкой, доступную в качестве аксессуара от Festool, чтобы предотвратить любые повреждения. Кромка глянцевая
3
1
2
Замените базовую направляющую на нижней стороне опорного основания, отвернув четыре винта. Затем закрепите направляющую пластину на протекторе от царапин LAS-STF-KA 65, который имеет застежку-липучку внизу.
Прикрепите войлочную прокладку к протектору, чтобы гарантировать легкость движения по заготовке. ПРИМЕЧАНИЕ Защита от царапин включает в себя 3 войлочных прокладки, запасные войлочные прокладки доступны отдельно в упаковках по 10 штук.
ПРИМЕЧАНИЕ Защита от царапин включает в себя 3 войлочных прокладки, запасные войлочные прокладки доступны отдельно в упаковках по 10 штук.
3
4
Поверхность защищена …
… и остается без царапин.
53
54
Информация о кромке
4
55
4. Информация о кромке
CONTURO может обрабатывать широкий спектр различных кромочных материалов.Мы рекомендуем использовать дополнительный валик при обработке толстой или ломкой кромки. Ролик помогает легче обрабатывать жесткие, толстые шпонированные кромки.
Дополнительная информация о дополнительном ролике Страница 29
CONTURO может прикреплять кромки высотой от 18 до 65 мм (от 11/16” до 2-9/16”) и толщиной от 0,5 до 3,0 мм (от 1/16” до 1/8”). Использование держателя кромки ограничивает максимальную высоту кромки до 45 мм (1-3/4 дюйма) и максимальную толщину кромки до 2,0 мм (3/32 дюйма). Значения для особенно хрупких или толстых кромок или кромок с экстремальными внутренними/внешними изгибами могут отличаться от значений, указанных выше. Проведение тестов – лучший способ убедиться в правильности значения.
Проведение тестов – лучший способ убедиться в правильности значения.
Толщина кромки 0,5–3 мм (1/16”– 1/8”)
Высота кромки 18–65 мм (от 11/16 дюйма до 2-9/16 дюйма)
56
4
57
58
Информация по применению клея
5
59
5. Информация по применению клея
Уникальная система нанесения клея Festool на станке CONTURO предлагает множество преимуществ. Например, нагревательная решетка плавит только необходимое количество клея.Это предотвращает ненужный нагрев клея и сохраняет клейкие свойства и цвет клея, обеспечивая неизменно хорошие результаты. Еще одним преимуществом этой технологии является низкое потребление тепла и энергии во время работы. Система подачи клея из клеевых картриджей также предельно проста, чиста и удобна.
Легкий, чистый и эффективный рабочий процесс и уникальная система склеивания картриджей для быстрой смены цвета.
Клей для окантовки
60
Система нанесения клея на CONTURO
Клей наносится на кромочную ленту через сопло для большей точности, гарантированно чистых кромок и узких стыков. Дозировка клея автоматически адаптируется к заданной высоте кромки. Индикатор оставшейся длины кромки на дисплее показывает, сколько футов кромки можно прикрепить с текущими настройками. Кроме того, вы всегда знаете, нужно ли вставлять дополнительные картриджи с клеем, что важно, поскольку в процессе склеивания вставить картриджи невозможно.
Дозировка клея автоматически адаптируется к заданной высоте кромки. Индикатор оставшейся длины кромки на дисплее показывает, сколько футов кромки можно прикрепить с текущими настройками. Кроме того, вы всегда знаете, нужно ли вставлять дополнительные картриджи с клеем, что важно, поскольку в процессе склеивания вставить картриджи невозможно.
5
Правильная температура
CONTURO имеет две настройки температуры: Настройка 1 = 190 °C (374 °F) для клея натурального цвета Настройка 2 = 200 °C (392 °F) для клея ПВА
Идеальная подача клея в соответствии с материалом
При нанесении клея на пористые материалы, такие как ДСП, желательно увеличить расход клея.Просто нажимайте кнопку режима в меню дисплея, пока значение, которое вы хотите изменить, не начнет мигать. Используйте кнопки со стрелками, чтобы изменить значение, и нажмите OK для подтверждения. Оставшаяся длина кромки автоматически пересчитывается в соответствии с новым заданным количеством клея.
61
Если на дисплее появляется символ топливного насоса или недостаточно клея для приклеивания кромки, заправьте машину перед началом следующего процесса склеивания следующим образом: Заправка клеем
1
2
Нажмите кнопку пополнения и подождите, пока подача клея не вернется в исходное положение.Теперь дисплей показывает, что машина находится в режиме пополнения. Подождите, пока символ песочных часов не исчезнет, прежде чем открывать крышку.
Поднимите крышку, как только появится символ открытия.
3
4
Поместите в магазин новые картриджи с клеем (того же цвета).
Снова закройте крышку и подождите, пока подача клея не переместится вперед и не окажет давление на картриджи. Процесс заправки завершен, и вы можете продолжить работу с CONTURO.
62
Festool предлагает клеевые картриджи белого и натурального цветов. Белый клей в основном подходит для создания практически невидимых соединений на светлых и белых материалах, а натуральный цветной клей идеально подходит для всех пород дерева и других цветов. Если вы хотите изменить цвет клея, клей старого цвета можно выдавить из машины без кромочной ленты, как описано здесь. Изменение цвета
Если вы хотите изменить цвет клея, клей старого цвета можно выдавить из машины без кромочной ленты, как описано здесь. Изменение цвета
5
1
2
Система CONTURO содержит примерно такое же количество клея, как три картриджа с клеем.Поэтому для полной очистки машины необходимо использовать три картриджа.
Поместите машину на край стола для продувки и снимите каплеуловитель. Поместите контейнер (например, коробку) под CONTURO, чтобы собрать горячий клей.
3
4
Теперь нажмите кнопку пополнения, …
… подождите, пока подача переместится назад, и откройте заслонку. Если вы видите в машине полные картриджи старого цвета, теперь их можно удалить.
63
Изменение цвета, продолжение.
5
6
Вставьте новые картриджи с клеем нужного цвета и снова закройте клапан.
Установите поворотную ручку на максимальную высоту кромки.
7
8
Нажмите предохранительный рычаг для продувки машины, одновременно поворачивая поворотную ручку по часовой стрелке, пока центральная пластина не упрется в нижнюю часть машины. Теперь машина установлена в положение продувки. ПРИМЕЧАНИЕ Клей может вытечь сразу.
Теперь машина установлена в положение продувки. ПРИМЕЧАНИЕ Клей может вытечь сразу.
Нажмите и удерживайте кнопку запуска, пока на дисплее не появится символ очистки.Клей теперь начинает вытекать из сопла.
Продувка продолжается до тех пор, пока из сопла не выйдет новый цвет. Возможно, вам придется повторить шаги 3–8, чтобы вставить дополнительные картриджи. Вы можете закончить или прервать очистку, снова нажав кнопку пуска и повернув поворотную ручку по часовой стрелке, пока не будет установлена нужная высота кромки. После этого клеевые сопла снова закрываются, на дисплее отображается, что машина готова к нормальной работе. Вставьте каплеуловитель снова в конце процесса продувки.
9
64
Примечания
5
65
66
Советы и рекомендации
6
67
Подключение VAC SYS к MFT
Многофункциональный стол MFT/3 предоставляет еще одну возможность для работы с VAC SYS. Поскольку рабочая высота системы VAC SYS, установленной на MFT, слишком велика для большинства пользователей, работающих с CONTURO, мы рекомендуем следующую адаптацию:
.
2-5/16”
2-5/16”
1-1/2”
1-1/2”
7-5/8”
7-5/8”
3-7/16”
3-7/16”
1/2”
1/2”
19-11/16”
Например, используйте фанеру ¾” (9 13/16” x 1’ 7 11/16”” Просверлите отверстия диаметром ¼” согласно чертежу.VAC SYS крепится 4 болтами с квадратным подголовком M5 60 мм и 4 барашковыми винтами M5 с шайбами.
Плата крепится к MFT через паз на боковом профиле MFT. Совместимые ключи и поворотные ручки доступны в Festool в качестве запасных частей: ключ 2 x 437377, поворотная ручка 2 x 482110.
68
Работа с пылеудалением
6
№ При работе с CONTURO любые испарения можно удалять с помощью мобильного пылеудаляющего аппарата Festool, что делает длительные задачи более приятными.Сзади машины расположен разъем для пылеудаления, который можно подключить к всасывающему шлангу Festool D 27. Все мобильные пылеудаляющие аппараты Festool подходят для пылеудаления. Пары выбрасываются за пределы рабочей зоны, но остаются в помещении. Мобильный пылеудаляющий аппарат CT MIDI также предлагает возможность подключения второго всасывающего шланга для вывода отработанного воздуха наружу.
Пары выбрасываются за пределы рабочей зоны, но остаются в помещении. Мобильный пылеудаляющий аппарат CT MIDI также предлагает возможность подключения второго всасывающего шланга для вывода отработанного воздуха наружу.
69
70
Включенные позиции, технические данные
7
71
7.В комплекте, технические данные
CONTURO KA 65 В комплекте
Технические характеристики
Кромкооблицовочный станок KA 65 Plus Кромкооблицовочный станок в комплекте с направляющим столом, 4-кратный натуральный клей EVA, в систейнере SYS 4 T-LOC
Кромкооблицовочный станок KA 65 Power
1200 Вт
Высота кромки Толщина кромки Внутренний радиус Время нагрева
18–65 мм* 0,5–3,0 мм*
> 50 мм*
Кромкооблицовочный станок KA 65 Set Кромкооблицовочный станок в комплекте с направляющим столиком, 4-кратным натуральным клеем EVA, в систейнере SYS 4 T-LOC и набором для обрезки кромок SYS KB-KA 65, в систейнере SYS 4 T-LOC
ок. 8 мин
8 мин
Температура плавления Настройка по умолчанию Температура плавления Диапазон настройки
Настройка 1 Настройка 2
374°F 392°F
Настройка 1/2
212-410°F
Скорость подачи
1-я передача 2-я передача
2 м/мин 4 м/мин
Набор для обрезки кромок SYS KB-KA 65 Держатель кромки, дополнительный валик, станок для обрезки, скребок, защита от царапин базовой направляющей с 3 войлочными подушечками, 5 войлоками для полировки, 20 абразивными листами StickFix Brilliant 2 80×133 мм P320, ручным шлифовальным блоком 80×133 мм, 5x Шлифовальная ткань StickFix S 800, полироль MPA 6000
Класс безопасности
1
Масса (без картриджей с клеем и сетевого кабеля)
17.6 фунтов
* В зависимости от материала
72
CONTURO KA 65 Принадлежности
Полировальный войлок PF-STF 80×133 STF H/5 5 полировальных войлоков StickFix, 80 x 133 мм X Для полировки глянцевых кромок в сочетании с полиролью MPA 6000 и ручным шлифовальным бруском HSK x 80 x 133
Клей EVA, EVA nat 48x-KA 65 48x натуральный клей EVA, диаметр 63 мм (2-15/32 дюйма), высота 26 мм (1-1/32 дюйма), температура обработки 190 °C (374 °F). X Приклеивание деревянных, пластиковых или ламинированных пластиковых кромок к панельным материалам X Универсальный клей на основе ЭВА с высокой температурой плавления, подходит также для использования на объектах с более высокой термостойкостью X Естественный цветовой тон подходит для всех видов декора Клей на основе ЭВА, белый ЭВА 48x- KA65 48x белый клей EVA, диаметр 63 мм (2-15/32 дюйма), высота 26 мм (1-1/32 дюйма), температура обработки 200 °C (392 °F) X Приклеивание деревянных, пластиковых или ламинированных пластиковых кромок к панельные материалы X Универсальный клей на основе ЭВА с высокой температурой плавления, подходит также для использования на объектах с более высокой термостойкостью X Идеальное качество соединения на белом декоре
X Приклеивание деревянных, пластиковых или ламинированных пластиковых кромок к панельным материалам X Универсальный клей на основе ЭВА с высокой температурой плавления, подходит также для использования на объектах с более высокой термостойкостью X Естественный цветовой тон подходит для всех видов декора Клей на основе ЭВА, белый ЭВА 48x- KA65 48x белый клей EVA, диаметр 63 мм (2-15/32 дюйма), высота 26 мм (1-1/32 дюйма), температура обработки 200 °C (392 °F) X Приклеивание деревянных, пластиковых или ламинированных пластиковых кромок к панельные материалы X Универсальный клей на основе ЭВА с высокой температурой плавления, подходит также для использования на объектах с более высокой термостойкостью X Идеальное качество соединения на белом декоре
7
Клей поставляется в коробках по 48 шт.
Скребок ZK HW 45/45 Размеры 4,5 x 4,5 x 1,2 см, с радиусом 1 мм, 1,5 мм и 2 мм
X Обрезка выступающего материала после обрезки кромки (пластиковая кромка) без повреждения поверхности заготовки X Сглаживание следов ударов, оставленных фрезами в процессе фрезерования (кривые R1, R1,5 и R2 мм) X Обламывание кромок, закругление приклеивания и очистка тонких пластиковых кромок и наклонных кромок/кромок под углом (изгибы R1, R1,5 и R2 мм)
X Скребок опирается на прикрепленный шнур для идеального направления X Цельный карбид для большей прочности и износостойкости
Дополнительный валик ZR-KA 65 Для использования на толстых или жестких кромках, имеет вторую точку давления
X Надежная обработка толстых и хрупких шпонированных кромок благодаря большому радиусу изгиба кромки X Для приклеивания кромок к крутым изгибам и фасонным деталям X Обеспечивает дополнительную точку давления для приложения большего давления на кромку плиты при склеивании
73
CONTURO KA 65 Принадлежности
Защита от царапин LAS-STF-KA 65 Базовая направляющая с застежкой, 4 крепежных винта, 3 войлочных прокладки. X X Для использования кромкооблицовочного станка на деликатных или глянцевых поверхностях X X С системой StickFix для быстрой и легкой замены войлочного слоя
X X Для использования кромкооблицовочного станка на деликатных или глянцевых поверхностях X X С системой StickFix для быстрой и легкой замены войлочного слоя
Сменный войлок EF-LAS-STF-KA 65 10x Сменный войлок 10x, для использования с защитой от царапин базовой направляющей LAS-STF-KA 65
Держатель кромки KSP-KA 65 Для подачи длинной или тонкой кромки. Для максимальной высоты кромки 45 мм, максимальной толщины кромки 2 мм. X X Для надежного направления деликатных и тонких кромок в кромкооблицовочный станок KA 65
X X Безопасное ведение длинных кромок без повреждений и загрязнений X X Макс.возможна длина кромки 8 м (толщина кромки 2 мм) X X Легкое ведение станка даже вдоль длинных кромок
Обрезной станок КП 65/2 Высота обрезки 65 мм, толщина обрезки 2 мм. Для обрезки справа и слева, а также для круговой обработки кромки. XX Совместная функция обрезки (для круглого стола) и обрезки кромок панелей (окончательная обрезка) на одном станке XX Для обрезки пластиковой кромки высотой 18–65 мм и толщиной 0,5–2,0 мм (в зависимости от материала) XX Эргономичный расположение рукоятки для легкой и легкой обрезки даже толстых кромок XX Запатентованная эксцентриковая точная регулировка для точной обрезки стыков XX Столешница с обеих сторон обрезного станка позволяет пользователю обрезать левый и правый края панели сверху — с прекрасным обзором заготовки
7 4
CONTURO KA 65 Принадлежности для настольного применения
Перфорированная плита KA 65 LP-KA 65 MFT/3 Перфорированная плита для стационарного использования CONTURO в MFT. Для использования в сочетании с переходной пластиной AP-KA 65. Включает переходные кольца M4 для крепления направляющих пластин. X X С вырезами для стационарного использования кромкооблицовочного станка в многофункциональном столе MFT в сочетании с пластиной-адаптером AP-KA 65
Для использования в сочетании с переходной пластиной AP-KA 65. Включает переходные кольца M4 для крепления направляющих пластин. X X С вырезами для стационарного использования кромкооблицовочного станка в многофункциональном столе MFT в сочетании с пластиной-адаптером AP-KA 65
Переходная плита AP-KA 65 Переходная плита для использования CONTURO в качестве стационарной машины. Монтажная пластина в комплекте с 15 направляющими пластинами. Длина 10”, ширина 16-1/2” мм, диапазон поворота: 0–47° XX Для установки кромкооблицовочного станка на верстак XX Для небольших партий, прямых кромок, элементов произвольной формы и склеивания наклонных кромок, угол от 0–47 ° XX Пластина-адаптер для установки в MFT (с перфорированной панелью KA 65) или на отдельном верстаке XX Направляющие для безопасного ведения заготовки XX Позволяет пользователю поворачивать станок (0 - 47°) на верстаке и располагать заготовку горизонтально при окантовке — для удобного и безопасного ведения даже с более крупными предметами
7
Направляющая пластина MFT GP-KA 65 MFT/3 15 направляющих пластин для направления заготовок в стационарных условиях. Длина 10-1/16”, ширина 1-1/4”, высота 1/4” XX Сменные или удлиняющие направляющие пластины для стационарного использования кромкооблицовочного станка с переходной пластиной AP-KA 65 в MFT (с перфорированной панелью KA 65 ) или устанавливается на отдельном верстаке XX Направляющие пластины для крепления с помощью шурупов для ДСП или винтов M4, входящих в комплект поставки
Длина 10-1/16”, ширина 1-1/4”, высота 1/4” XX Сменные или удлиняющие направляющие пластины для стационарного использования кромкооблицовочного станка с переходной пластиной AP-KA 65 в MFT (с перфорированной панелью KA 65 ) или устанавливается на отдельном верстаке XX Направляющие пластины для крепления с помощью шурупов для ДСП или винтов M4, входящих в комплект поставки
75
Пограничный маршрутизатор MFK 700 Basic
MFK 700 EQ Модульный фрезерный станок Модульный фрезерный станок для обработки нависающих кромок, направляющий тормоз на шарикоподшипниках, в систейнере SYS 2 T-LOC X Кромочный фрезер специально разработан для обрезки заподлицо и скругления выступающих кромок X Уникальный направляющий тормоз на шарикоподшипниках обеспечивает идеальную полосу -бесплатные рабочие результаты
X Возможна обрезка заподлицо с наклонными кромками 0–45° (в зависимости от фрезы) X Хороший обзор заготовки, извлечение непосредственно со стола X Отличные результаты работы с точной регулировкой X Большое опорное основание обеспечивает безопасное ведение
Технические характеристики Потребляемая мощность
720 Вт
Холостой ход
10 000–26 000 об/мин
Цанга диам.
1/4 дюйма (8 мм)
Точная регулировка глубины фрезерования
9/16”
Диаметр фрезы
макс. 1-1/4” (32 мм)
Соединитель для удаления пыли
27 мм
Вес
4,2 фунта (1,9 кг)
Основные аксессуары MFK 700
Плоская фреза S8 HW OFK Фреза для фрезерования кромок 90–45° Диаметр 1–3/32”, рабочая длина 9/32”, угол 15°, общая длина 1–9/16”
Классическая фреза с двусторонними лезвиями X Фреза для скругления кромок из дерева и пластика, а также заготовок из цельного дерева X Реверсивное твердосплавное лезвие обеспечивает исключительную точность, не требует повторной заточки X Чрезвычайно экономичный благодаря длительному сроку службы X Реверсивные лезвия можно использовать 4 раза и легко заменяемые фрезы Classic ogee с реверсивными лезвиями S8 HW R1 D28 KL12.7OFK Диаметр 1-3/32”, рабочая длина 1/32”, радиус 1/32”, общая длина 2-5/32” Классическая фреза с поворотными лезвиями S8 HW R1,5 D28 KL12.7OFK Диаметр 1-3/ 32”, рабочая длина 1/16”, радиус 1/16”, общая длина 2–5/32” Классическая угловая фреза с реверсивными лезвиями S8 HW R2 D28 KL12.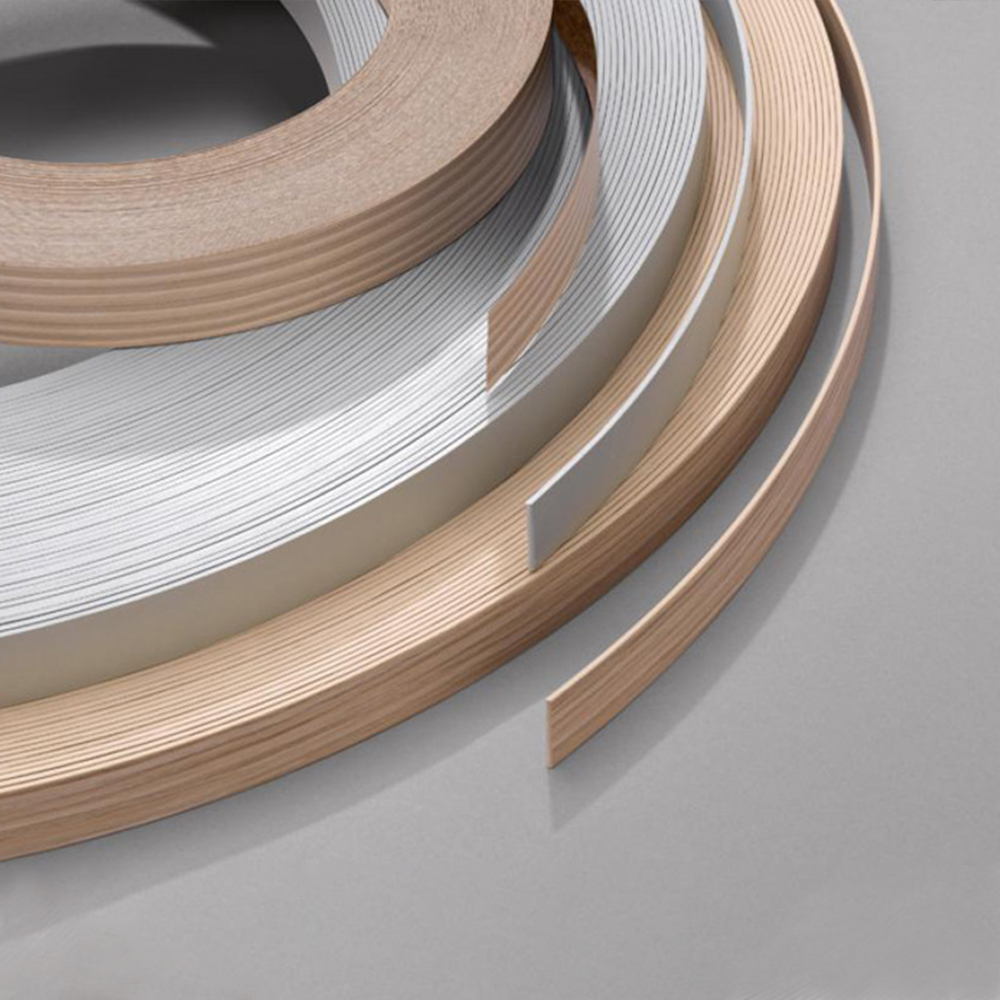 7OFK Диаметр 1–3/32”, рабочая длина 3/32 ”, радиус 3/32”, общая длина 2-5/32” Классическая угловая фреза с реверсивными лезвиями S8 HW R3 D28 KL12.7OFK Диаметр 1-3/32”, рабочая длина 1/8”, радиус 1/8”, общая длина 2-5/32”
7OFK Диаметр 1–3/32”, рабочая длина 3/32 ”, радиус 3/32”, общая длина 2-5/32” Классическая угловая фреза с реверсивными лезвиями S8 HW R3 D28 KL12.7OFK Диаметр 1-3/32”, рабочая длина 1/8”, радиус 1/8”, общая длина 2-5/32”
Плоскорез
Совместимые сменные реверсивные лезвия доступны для всех классических дисковых ножей.Посетите www. festoolusa.com для получения дополнительной информации
Классический угловой нож с реверсивными лезвиями
76
Вакуумный насос и зажимной узел VAC SYS
Система VAC SYS Базовая система, включающая вакуумный насос VAC PMP (201 064) и зажимной модуль VAC SYS SE1 (201 065) (включая донный клапан).
Комплект системы VAC SYS Система VAC SYS (5700 0003) с дополнительным зажимным модулем VAC SYS SE2 (580 062).
7
Аксессуары для систем переменного тока
Вакуумная подушка VAC SYS VT 200×60 для VAC SYS SE 1, VAC SYS SE 2, размер подушки 200 x 60 мм, в картонной упаковке
Вакуумная подушка VAC SYS VT 275×100 для VAC SYS SE 1, VAC SYS SE 2, размер подушки 275 x 100 мм, в картонной упаковке
Вакуумная подушка VAC SYS VT 277×32 для VAC SYS SE 1, VAC SYS SE 2, размер подушки 277 x 32 мм, в картонной упаковке
Вакуумная подушка VAC SYS VT D 215 для VAC SYS SE 1, VAC SYS SE 2, диаметр 215 мм, в картонной упаковке
Адаптер VAC SYS AD MFT 3 для VAC SYS SE 1, VAC SYS SE 2, для соединения зажимного узла VAC SYS с MFT 3, в картонной упаковке
Принадлежности СИСТЕЙНЕР VAC SYS VT Sort VAC SYS VT 200×60, VAC SYS VT 277×32, VAC SYS VT 275×100, также предусмотрено место для VAC SYS VT D 215 в систейнере SYS 3
77
Страница 1 Страница 2 Страница 3 Страница 4 Страница 5 Страница 6 Страница 7 Страница 8 Страница 9 Страница 10 Страница 11 Страница 12 Страница 13 Страница 14 Страница 15 Страница 16 Страница 17 Страница 18 Страница 19 Страница 20 Страница 21 Страница 22 Страница 23 Страница 24 Страница 25 Страница 26 Страница 27 Страница 28 Страница 29 Страница 30 Страница 31 Страница 32 Страница 33 Страница 34 Страница 35 Страница 36 Страница 37 Страница 38 Страница 39 Страница 40 Страница 41 Страница 42 Страница 43 Страница 44 Страница 45 Страница 46 Страница 47 Страница 48 Страница 49 Страница 50 Страница 51 Страница 52 Страница 53 Страница 54 Страница 55 Страница 56 Страница 57 Страница 58 Страница 59 Страница 60 Страница 61 Страница 62 Страница 63 Страница 64 Страница 65 Страница 66 Страница 67 Страница 68 Страница 69 Страница 70 Страница 71 Страница 72 Страница 73 Страница 74 Страница 75 Страница 76 Страница 77 Страница 78 Страница 79 Страница 80 Страница 81 www. festoolusa.com
festoolusa.com
Сделано с FlippingBook — Интернет-каталоги
Как приклеить Брус к торцам ДСП. Кромка для столешницы на клею — как клеить? Как приклеить кромку к ДСП
Кромка предназначена для защиты лицевых кромок ДСП или МДФ от ударов и стирания, от влаги. Такая обработка придает краям мебели прочность и защищает окружающие от воздействия формальдегида, которым удовлетворительно пропитан лист ДСП внутри.Итак, давайте разберемся, как выбрать клей для кромки ПВХ или ДСП.
Просмотров
- Из меламина — представляет собой ленту, изготовленную на основе бумаги с помощью клея. Обычно используется для отделки внутренних частей мебели. Бюджетный, но не характеризующийся типом кромки. Быстро изнашиваются, боятся влажной среды и через какое-то время могут оторваться сами по себе. Единственный плюс такого украшения в том, что наклейка не требует много времени и может быть изготовлена в домашних условиях с помощью обычного утюга;
- Профиль гибкий Т-образный представляет собой гибкую Т-образную планку, которая легко вставляется в заранее подготовленный воздуховод в боковой части ДСП или МДФ.
 Для установки врезного таврового профиля в торец плиты необходимо выдвинуть паз. Если профиль со временем повредится, его можно легко заменить, не разбирая мебель. Конечно, использование этого метода ограничивается только наличием фрезерного станка;
Для установки врезного таврового профиля в торец плиты необходимо выдвинуть паз. Если профиль со временем повредится, его можно легко заменить, не разбирая мебель. Конечно, использование этого метода ограничивается только наличием фрезерного станка; - ПВХ кант — придает деталям мебели прочность, повышенную износостойкость и защищает края мебели от повреждений. Но для того, чтобы его наклеить, нужен станок для обработки краев, из-за этого его применение ограничено;
- Из АБС пластика — более экологичный аналог предыдущего типа.Изготовлен из пластика, не содержащего хлора. Успешно применяется в мебельной промышленности благодаря своим качествам, таким как ударопрочность и термостойкость.
Процесс склеивания
Если хотите сэкономить, то используйте меламиновую кромку с клеем, которая наносится на торец изделия и просто гладится горячим утюгом, выступающие части обрезаются после ножа. Таким образом, вы также можете продлить срок службы старой мебели.
Рассмотрим более простой способ.Для этого подходит конструкция Фен. Но если у вас его нет, утюг подойдет. Также вам понадобятся: нож, отрез ткани, небольшой стекер. Итак:
- Необходимо отрезать кусок края, не забыв про запас в пару сантиметров;
- Затем наклейте меламиновую ленту той стороной, на которую на деталь наносится клей;
- Приложите горячий утюг и подождите, пока все затвердеет и клей, нанесенный на край, расплавится. Для разминки лучше выбирать площадки около полуметра;
- С помощью тряпочки сразу после прогрева нужно закрыть тугую эдид ленту.. Сделать это можно сразу, как снять утюг, так как клей быстро остывает и застывает.
Обрезка Exclosk
После склейки необходимо обрезать излишки для придания изделию законченного вида. Сначала нужно обрезать кончики. Во время обрезания излишков будьте осторожны, чтобы случайно не повредить углы детали. Нож направляет деталь. Для качественного результата Нож нужно брать новый с острым лезвием.
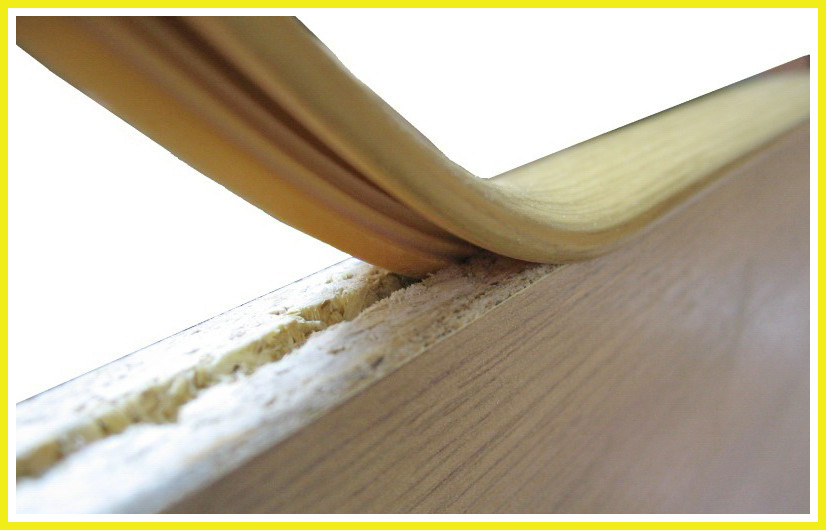
Для завершения окончательной обработки пройдитесь наждачной бумагой по углам.Они должны получиться гладкими, с равномерной фаской и при отжимании не должны быть шероховатыми.
Также с помощью утюга можно снять старую кромочную ленту. Нагрейте край и снимите его ножом или острым шпателем.
Клей-расплав
В профессиональном мебельном производстве прочное место уже давно заняли клеевые расплавы. Поэтому, если вы собираетесь сделать производство поточным, лучше перейти на этот вид клея и соответствующее оборудование, обеспечивающее достаточно высокую скорость выполнения и более стабильное качество.
По своим физическим свойствам Клеи относятся к термопластам. Это означает, что при нагревании они становятся высокоэластичными и быстро переходят в твердое состояние, если их охладить. Высокую текучесть и прочность при замерзании этому типу клеев придает наличие полимера этилена с винилацетатом (ЭВА). Они также обладают отличной совместимостью с различными видами материалов.
Знать свойства и технологические особенности применения этих клеев необходимо специалистам по производству мебели на профессиональном уровне.Главный недостаток их применения – необходимо иметь соответствующее оборудование для работы. Нанесение и нагрев плавящихся клеев на склеиваемые детали производят с помощью ручных пистолетов или на специальных машинах.
Подведем итоги
Мастерам-любителям на отдыхе и тем, кто хочет сам кроить и собирать мебель, выбор небогат. В домашних условиях можно наклеить только меланиновую кромку и П-образный ПВХ БАНС.
Если вы самостоятельно изготавливаете мебель из ЛДСП или МДФ, то после раскроя листов необходимо защитить их торцевые части, что увеличит срок эксплуатации изделия и придаст ему красивый внешний вид.Для этого часто используют кромку ПВХ для мебели, но есть и другие разновидности. В этой статье мы расскажем обо всех видах, необходимости edding и способе его склеивания своими руками.
Кромка мебельная самоклеющаяся представляет собой узкую полоску из меламина, поливинилхлорида, АБС-пластика или другого материала. Она защищает и украшает место среза. При изготовлении дешевой мебели из ЛДСП кромка просто необходима, так как защищает человека от воздействия вредного формальдегида.Кроме того, он придает прочность и защищает материал от проникновения влаги внутрь.
Она защищает и украшает место среза. При изготовлении дешевой мебели из ЛДСП кромка просто необходима, так как защищает человека от воздействия вредного формальдегида.Кроме того, он придает прочность и защищает материал от проникновения влаги внутрь.
Виды кромки
Наиболее популярны следующие виды мебельной кромки.
- Меламиновая кромка с клеем – самый бюджетный, но не самый качественный вид. Боится влаги и со временем может отвалиться (даже без механического воздействия), легко трескается и стирается по углам. Единственный плюс – это предварительно нанесенный слой клея, поэтому меламиновая кромка остается популярным вариантом в домашних условиях.
- Кромка мебельная из ПВХ 2 и 0,4 мм оптимальный вариант. Он намного стабильнее и долговечнее. Толщина 0,4 мм обычно используется для обработки скрытых мест, а 2 мм приклеиваются к внешним торцам, которые будут видны.
 Однако требует специального станка для обработки кромки, поэтому используется только в производстве.
Однако требует специального станка для обработки кромки, поэтому используется только в производстве. - Кромка из АБС пластика — более экологичный аналог предыдущего варианта, встречается в продаже реже.
- Изогнутый Т-образный профиль – вставляется в профилированный паз на торце ДСП. Он был популярен в те времена, когда специальный станок для кромки ПВХ был редкостью, а фрезерных станков в магазинах было полно.
- П-профиль С18 – хороший вариант, потому что их можно использовать для ДСП в домашних условиях. Обычно П-профиль С18 просто надевается на торец и приклеивается на жидкие гвозди.Минус – выступающая на несколько миллиметров кромка, под которую забивается грязь. С другой стороны, эта функция очень удобна, если вы занимаетесь нарезкой ЦСП своими руками, большие края скроют неровности срезов и сколы. Этот вид часто используют для .
- Кромка ПВХ 2 мм — 40 руб.;
- Адгезия ПВХ 0,4 мм — 25 руб.; кромка
- для ДСП из меламина — 25 руб.;
- дополнительно придется заплатить за обработку криволинейных участков.
- На внутренней вкладной полке обрабатывается только лицевая сторона слоем 2 мм.
- Верхняя крышка накладка со всех сторон (задняя грань 0,4 мм, остальные 2 мм).
- Фасад коробки обработан со всех сторон толщиной 2 мм.
При покупке мебели важно обращать внимание на качество обработки торцов. Мебель с обработкой меламином лучше не брать, так как она будет недолговечной.
Хитрый Т-образный
Профиль С18.
Для приклеивания на станке используется специальный клей-расплав для кромки ПВХ. Продается в виде гранул, после нагревания становится жидким. Клей наносится на ленту либо подогретым, либо во время изготовления ленты.
Продается в виде гранул, после нагревания становится жидким. Клей наносится на ленту либо подогретым, либо во время изготовления ленты.
Кромка ЦСП
Чтобы кромка для столешницы или шкафа была красивой и прочной, лучше всего заказывать на производстве.Обычно это делают там же, где вы покупаете и заказываете ЛДСП.
Ориентировочные накладные цены (за 1 рамановский метр Вместе с материалом):
Самая популярная в России ПВХ кромка Rehau, имеет широкий выбор цветовой Гаммы. Так что можно подобрать цвет под любой ЛДСП.Ширина ленты разная – от 15 до 45 мм.
Для заказа данной услуги необходимо заранее подготовить схему, как клеить кромку ПВХ: в каких местах наносить и какой толщины. Эти места, которые не будут изнашиваться, можно для экономии покрыть ПВХ 0,4 мм (например, заднюю и нижнюю грань). Все видимые места обработаны ПВХ 2 мм. Там, где будут крепиться стыки в стыке с другой деталью, обработка не нужна.
Все видимые места обработаны ПВХ 2 мм. Там, где будут крепиться стыки в стыке с другой деталью, обработка не нужна.
Отличие покрытий ПВХ 0.4 и 2 мм
Приведем пример.
Для упрощения расчетов можно использовать специальные мебельные программы, они создают проект автоматически. В итоге, чтобы собрать средний шкаф, кромка ПВХ для ЦСП будет стоить 1.5-2 тысячи рублей. Это будет не очень дешево, но очень безопасно и долговечно.
Кромка клеевая отдельно
Для тех, кто хочет сэкономить, есть меламиновая кромка с клеем, которая приклеивается утюгом. Этот вариант вполне комбинирован для ремонта старой мебели – не таскать по мастерской несколько мелких досок. Для решения вопроса, как лучше приклеить кромку к столешнице, лучше не лениться и обратиться в производство, либо все-таки использовать накладной профиль, так как от влаги и истирания меламин быстро испортится.
Для склеивания лучше всего подойдет старый советский утюг или строительный фен. Термостат утюга установлен примерно на 2,5 позиции. Кроме того, потребуется тряпка, нож, небольшой укладчик и подставка для фиксации деталей.
Также с помощью утюга можно удалить и старую кромочную ленту. Для этого его нагревают и продавливают шпателем или ножом.
На этом видео вы можете увидеть как наклеить кромку 2 мм в домашних условиях:
Для достижения действительно хорошего результата Тем не менее, лучше заказать заводскую вставку.Переплата будет не слишком большой, а долговечность увеличится в разы. Сейчас в продаже можно найти практически любой цвет ленты для имитации дерева или однотонный вариант.
Кромка предназначена для защиты торцевых кромок деталей из МДФ, ДСП, ПВХ от истирания, влаги и ударов. Эта отделка выполняет декоративную функцию, а также придает краям и углам мебели прочность и защищает человека от вредного воздействия такого вещества, как формальдегид, используемого при производстве плит из прессованной древесины.
Если щель повреждена или вкопана, необходим срочный ремонт. И в этом случае первостепенной задачей является подбор материала и клея для кромки из ПВХ, меламиновой бумаги или другого материала.
Разновидности кромок
Из всего разнообразия кромок вы должны выбрать наиболее подходящую.
Меламинова
Изготовлена в виде самоклеящейся ленты из декоративной бумаги, которая пропитана меламиновыми смолами. Обычно используется для внутренней отделки мебели.Это бюджетный вариант Кромки для ДСП, не отличающиеся высоким качеством. Он имеет короткий период эксплуатации, подвергается воздействию влаги и со временем часто сам исчезает.
Несомненным положительным свойством меламиновой кромки является простота ее оклейки, ее можно сделать в домашних условиях самостоятельно, воспользовавшись обычным утюгом. Вторым достоинством является отсутствие фибриллы, налета, выступающего над кромочной поверхностью, что иногда раздражает, попадая под руки при работе с клавиатурой, а также мешает заделыванию мелкого мусора, например, крошек с обеденного стола. в офисе.
в офисе.
Представляет собой гибкую ленту. С загнутыми краями, образующими бортик. Это ПВХ кант (поливинилхлорид). Виды Бруса различаются по ширине и профилю: в поперечном сечении кромка напоминает либо букву «Т» (Т-образный), либо букву «П» (П-образный).
Последний крепится легче, однако менее надежен, мастера не рекомендуют его использовать на поверхностях, часто подверженных трению: на сиденьях табуретов или скамеек, на переднем крае компьютерного стола, который постоянно соприкасается с предплечьями.
БАНЬ ПВХ повышает износостойкость, износостойкость деталей мебели, надежно защищает края и углы от повреждений.
Кайма похожа на предыдущий вид кромочной ленты, но более экологична. Он изготовлен из пластика, не содержащего хлора. Нашла успешное применение в мебельном производстве, благодаря термостойкости и ударостойкости.
Как приклеить меламиновую кромку
Если вы хотите обновить старую мебель И при экономии используйте меламиновую кромку с клеем. Наклейте, например, легкую столешницу:
Наклейте, например, легкую столешницу:
- Отрежьте кусок ленты с запасом примерно в два сантиметра.
- Приклейте клейкой стороной к столешнице и прогладьте горячим утюгом или прогрейте строительным феном.
- Подождите, пока клей расплавится.
- Продвигайте утюг по краю постепенно, желательно не более чем на 0,5 см за один раз.
- Сразу после разогрева и разрыва утюга прижать крайнюю полосу сухой тканью и подержать для фиксации.
Совет! Также утюг или фен помогут вам удалить старую кромочную ленту.Просто подогрейте и удалите ножом или тонким шпателем.
Крепление ПВХ и АБС Кант
Пластиковые окантовочные ленты теоретически можно просто закрепить на краю мебели, но это крайне ненадежно. Предпочтительна дополнительная фиксация на клей.
Для крепления Т-образного профиля придется проложить углубление по всей обрабатываемой кромке. Проще всего сделать фрезерный станок. Если есть навык, заменит дрель с круглой насадкой.Однако в целом профиль предназначен для профессионалов.
Если есть навык, заменит дрель с круглой насадкой.Однако в целом профиль предназначен для профессионалов.
Для крепления кромки ПВХ или АБС в домашних условиях используется клей ПВХ, а также составы «Универсальный момент» и «88-Люкс», желательно, чтобы они имели пометку «для ПВХ» или «для АБС».
Профессионалы используют клеи-расплавы, которые входят в состав ряда термопластов. При нагревании они приобретают высокую эластичность, а при охлаждении мгновенно переходят в твердое состояние. Высокая текучесть и при высыхании прочность клеев обеспечивается полимером с содержащимся в них винилацетатом.Основным недостатком клеев-расплавов, безусловно, является необходимость соответствующего оборудования для работы.
При работе с любой границей старайтесь рассчитывать последовательность вклеивания, чтобы избежать стыков. Углы профиля анвелдай – желательно, чтобы они были закруглены. Если углы обычные, толстый (ПВХ или АБС) профиль их не нагревает, а меламиновая кромка скорее всего сломается. В этом случае на углах придется делать стыки, которые в конце нужно обработать наждачной бумагой, чтобы они были ровными.Если провести деталь по краю, то шероховатости ощущаться не должны.
В этом случае на углах придется делать стыки, которые в конце нужно обработать наждачной бумагой, чтобы они были ровными.Если провести деталь по краю, то шероховатости ощущаться не должны.
Совет! Можно избавиться от лишнего края ленточки острым ножом, причем сначала обрезать концы. Будьте осторожны, чтобы не повредить углы мебели. Направление ножа должно быть внутрь детали.
Если заводская кромка была повреждена или частично исчезла, снимите ее и замените новой. Немного усилий и стол как новый!
Сегодня попробовал клеить кромку ПВХ 0,4 мм Железо. Мои предыдущие попытки потерпели фиаско (край плавился до клея, надоедал даже при минимальных уровнях нагрева.В общем ничего не получилось). На основании этих экспериментов я сделал вывод, что это вообще невозможно. Каюсь, ошибся — спасибо ребятам — осудили. Взял другой утюг — Ponuhee и опять взялся за эксперименты.
Так как у меня нет притирочного станка, то решил воспользоваться методом нанесения клея с меламиновой кромки прямо на заготовку, который я тоже где-то читал на шпаклевках паутины. Для работы мне понадобился утюг (точнее два — см.ниж), шлифовка комочков (лучше не абразивом, а войлоком зальет на следующем фото), кромка меламин — цвет любой, кромка ПВХ (которую будем клеить) и металлическая линейка Или такой карбон чаще всего приводят оба вида кромки (на фото видно, что ПВХ без клея, а меламинка имеет нанесенный термослой).
Для работы мне понадобился утюг (точнее два — см.ниж), шлифовка комочков (лучше не абразивом, а войлоком зальет на следующем фото), кромка меламин — цвет любой, кромка ПВХ (которую будем клеить) и металлическая линейка Или такой карбон чаще всего приводят оба вида кромки (на фото видно, что ПВХ без клея, а меламинка имеет нанесенный термослой).
Для начала заготовку закрепляют на верстаке, желательно вертикально.
Затем прикладываем к ней кусочек меламиновой кромки и разглаживаем горячим утюгом (регулятор нагрева установлен на второе положение).
Подписав в одну сторону, начинаем движение утюга в другую, снимая край, пока клей не остыл.
Видим, что на заготовке остался клей.
Еще одно фото, более наглядное.Видно, что на меламиновой ленте клея почти не осталось, а на заготовке он присутствует.
Теперь отрезаем кусок ленты ПВХ нужной длины (с небольшим традиционным запасом)
Сначала пробовал еще раз воткнуть своим старым железом (давал предварительно охлажденным) результат плачевный. Край сразу надоел.
Край сразу надоел.
Потом взял железо следующего поколения (которое говорил от тещи) и поставил на минимум.
Сдвинул крайнюю ленту вправо так, чтобы деформированный кусок не лежал на обрабатываемой поверхности и начал накладывать ее с весельем.Дело движется медленнее, чем с.
Разогревая в одну сторону, начинаем двигать утюгом в обратную, разглаживая за ним край ленты ладонью.
Излишки с концов прекрасно поддаются простым ножницам.
Срез идеально ровный и не требует дополнительной отделки. (Но при необходимости можно пару раз провести складирование мелким абразивом).
Для обрезки по краям желательно класть горизонтально.Лично мне так намного удобнее. Они, как и в случае с меламиновыми, прекрасно поддаются металлической леске, вбитой под углом, показанным на фото.
Срез получается немного шершавым. Надо бы пополнить.
Делается это войлочной планкой, которой под наклоном делаем несколько движений по грани.
Перевернув заготовку, обнаружил непереворачиваемую зону. Не приятно, но не смертельно.
Снова беремся за утюг и нажимаем секунд на 20-30 неукороченных участков.
Затем утюг меняют на войлочный брусок, который также прижимают до остывания клея.
В итоге получается такой пропущенный магазин ПВХ.
Эта техника вполне подходит для крупных деталей, особенно когда меламиновая кромка не подходит, а кромка по каким-то причинам недоступна. Но по времени это достаточно затратно.
Мебель из ЛДСП, края без обработки выглядят не очень эстетично. Кроме того, формальдегидная смола, скрепляющая щепу в печке, может стать источником вредных испарений.Чтобы избежать этих проблем, используйте специальный мебельный профиль или кромку. Для наклеивания кромок обычно используют специальное оборудование, но с этой задачей можно справиться и дома. Итак, кромка для столешницы на клею — как клеить? Возьми об этом и поговори.
Виды мебельной кромки
ЛДСП – один из самых распространенных материалов в мебельном производстве. Мебельная кромка предназначена для маскировки спилов, образовавшихся после вырезания необходимых деталей. Для изготовления декоративной планки используют разные кромки.Делают их из разных материалов. Свойства и цена тоже разные. Прежде чем приклеить кромку на столешницу, рассмотрим основные разновидности материалов.
Мебельная кромка предназначена для маскировки спилов, образовавшихся после вырезания необходимых деталей. Для изготовления декоративной планки используют разные кромки.Делают их из разных материалов. Свойства и цена тоже разные. Прежде чем приклеить кромку на столешницу, рассмотрим основные разновидности материалов.
Бумага с меламином
Кромка с меламиновой пропиткой — самый дешевый вариант. Для его изготовления используется плотная бумага, пропитанная меламином и покрытая лаком. Для удобства вхождения на оборотную сторону пленки нанесено клеевое покрытие. Работать с материалом предельно просто: его нужно разогреть и хорошо прижать к мебельному торцу.
Важно! Кромка бумаги – не просто самая дешевая, но и самая недолговечная разновидность отделки.
Самая распространенная толщина бумажной ленты — 0,2 и 0,4 мм. Использовать более толстую кромку бессмысленно, да и цена значительно возрастет.
Важно! Бумажные ленты хорошо гнутся, не рвутся, но их механическая прочность крайне мала.
По этой причине бумажная кромка используется с обратной стороны полки или столешницы — там, где нет сильной нагрузки.
ПВХ
Прочный и практичный поливинилхлорид (ПВХ) используется в производстве мебели. Из полимерной массы, окрашенной в тот или иной цвет, формируют ленту. Лицевая поверхность может быть гладкой или фактурной (имитация волокон дерева). Вариантов окраски настолько много, что подобрать подходящую можно без особых трудностей. При этом цена ПВХ Более чем доступная.
ПВХ очень прост, поэтому его часто используют домашние мастера. Добиться хорошего результата можно с помощью простых приспособлений.К преимуществам ленты ПВХ относятся:
- Высокая прочность.
- Влагостойкость.
- Химическая нейтральность к составам бытовой химии.
Толщина мебельной кромки 0,4-4,0 мм, ширина 19-54 мм. Есть ленты с нанесенным или без клея.
Важно! Есть у поливинилхлорида и существенный минус: не очень широкий диапазон рабочих температур (-5 — +45 градусов).
Поэтому Б.зимнее время Мебель нельзя оставлять надолго на улице (например, при переезде). Необходимо соблюдать осторожность и при нагревании материала перед окладом, чтобы он не плавился.
АБС (АБС) пластик
Это экологически безопасный материал, который не содержит вредных для здоровья примесей. Он прочный и практичный, устойчив к значительным температурным перепадам. Недостаток у него один – относительно высокая стоимость.
Важно! Лента ABC может быть матовой, полумачтовой или глянцевой.Существует мебельная лента, имитирующая различные сорта дерева.
Шпон
Это тончайшая древесина, обработанная и декорированная в виде ленты. Используется при отделке кромок изделий из шпона. Материал недешевый и достаточно сложный в использовании. Наклейка этого материала требует определенных навыков, поэтому желательно обратиться к мастерам.
Акриловая
На обратной полосе ленты нанесен рисунок, а прозрачный акриловый слой создает эффект объема.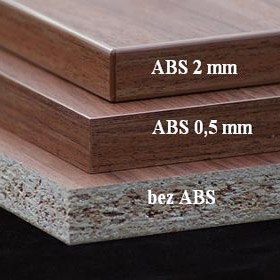 Поэтому он до сих пор известен под названием 3D. Такой вариант подойдет для мебели с оригинальным дизайном.
Поэтому он до сих пор известен под названием 3D. Такой вариант подойдет для мебели с оригинальным дизайном.
Профили
Кроме кромок для отделки мебели используется специальный профиль Т-образного или П-образного сечения. Для Т-образных профилей в кромке формируют пазы. Сам профиль забивается в паз с помощью ферзя. Есть профили на 14 и 16 мм из пластика или алюминия. Монтаж профиля с П-образным сечением осуществляется на специальный клей.
Важно! Недостатком этого вида отделки является то, что они непригодны для криволинейных поверхностей.
Как наклеить кромку на столешницу своими руками?
Различают два способа склеивания:
- Первый — относится к материалам с клеящим составом.
- Второй — касается наклеивания лент без клеевого слоя.
Важно! В последнем случае приобретают универсальный клей, одинаково хорошо склеивающий брус, дерево и пластик.
Теперь какой толщины материал выбрать. По канонам ГОСТа края, которые не видны, можно не обрабатывать. Но лучше не лениться и мерцать всеми разделами. Необходимо избегать впитывания влаги ДСП и испарения формальдегида:
По канонам ГОСТа края, которые не видны, можно не обрабатывать. Но лучше не лениться и мерцать всеми разделами. Необходимо избегать впитывания влаги ДСП и испарения формальдегида:
- Для обработки малозаметных мест лента ПВХ толщиной 0,4 мм.
- Лента поливинилхлоридная толщиной 2 мм используется на «торцевых» кромках.
- Для полок — 1 мм.
Лента самоклеящаяся с клеевым составом
Начинайте работу с тонких краев. Для начала рассмотрим монтаж меламиновой или поливинилхлоридной ленты. Рассмотрим, как вклеить кромку в утюг ДСП. Для этого вам понадобятся ножницы и обычный утюг с фторопластовой насадкой. Порядок действий такой:
- Отрежьте кусок ленты с запасом 1,5-2,0 см.
- Поставьте утюг на «Двойку».
- Прикрепите кромку к обработанной поверхности, обтачивая так, чтобы мелкие кусочки свисали по краям.
- Протяните ленточный утюг через сопло. Если насадки нет, можно использовать мягкий текстиль.

- После высыхания края обрежьте края. Чтобы они выглядели как можно быстрее, обработайте их ручной фрезеровкой.
Важно! Обжим кромок должен производиться с максимальной точностью. Материал тонкий, все дефекты очень заметны.
Форма ПВХ-лента без клеевого состава
Для приклеивания ленты ПВХ без специального слоя потребуется универсальный клей для кромки ПВХ к мебели (например, «Момент») и кусок мягкого текстиля:
- Не забудьте предварительно прочитать инструкцию к клею.
- Теперь нанесите клей на ленту, выучите время, указанное в инструкции, затем соедините склеиваемые поверхности.
- Для более плотного прилегания к поверхности используйте деревянную щетку или мягкую ткань.
- Поглаживающими движениями разгладьте ленту, чтобы лучше приклеилась.
- После полного застывания клея можно выровнять края.
▷ Кромкооблицовочный станок для дерева на продажу
Определение: форматирование и оклейка кромок
Станки с ЧПУ для форматирования и обвязки кромок значительно снизили производственные затраты в области мебельной промышленности : режущие кромки можно склеивать и ретушировать всего за одну операцию. Вот почему кромкооблицовочные станки являются частью наиболее важного деревообрабатывающего оборудования. На рынке представлен широкий спектр типов станков: односторонние и двухсторонние кромкооблицовочные станки , двусторонние шипорезные станки , машины для софтформинга и постформинга , некоторые дополнительные агрегаты, такие как системы восстановления и многое другое. Surplex делает кромкооблицовку доступной: купите сейчас ухоженные бывшие в употреблении станки с переменной прочностью кромки и скоростью загрузки от ведущих производителей, таких как HOMAG, BRANDT, SCM и других — по справедливой цене!
Вот почему кромкооблицовочные станки являются частью наиболее важного деревообрабатывающего оборудования. На рынке представлен широкий спектр типов станков: односторонние и двухсторонние кромкооблицовочные станки , двусторонние шипорезные станки , машины для софтформинга и постформинга , некоторые дополнительные агрегаты, такие как системы восстановления и многое другое. Surplex делает кромкооблицовку доступной: купите сейчас ухоженные бывшие в употреблении станки с переменной прочностью кромки и скоростью загрузки от ведущих производителей, таких как HOMAG, BRANDT, SCM и других — по справедливой цене!
- Форматирование и кромкооблицовка в деревообработке
- Области применения форматирования и кромкооблицовки
- Производство форматно-кромкооблицовочных станков
Форматно-кромкооблицовочные станки незаменимы в современном производстве панельной мебели.Эти машины используются для формирования кромок и обработки панелей. Мебельные панели, двери, стеновые панели и потолочные панели могут быть изготовлены с помощью этих деревообрабатывающих станков различными способами. Эти машины очень экономичны, независимо от размера партии.
Мебельные панели, двери, стеновые панели и потолочные панели могут быть изготовлены с помощью этих деревообрабатывающих станков различными способами. Эти машины очень экономичны, независимо от размера партии.
- Используется в производстве щитовой мебели
- Формование, окантовка и обработка панелей
- Склеивание различных кромочных материалов и последующая обработка
Высокоточные направляющие для заготовок гарантируют неизменно оптимальное качество.Оборудование для передачи и соединения, которое требуется для отдельных машин, недоступно для этих комбинированных машин. Это экономит и место, и время. Вершина диапазона этих машин оснащена SPS и высококачественными блоками управления движением. Станины с роликами и не требующие обслуживания плоские направляющие являются само собой разумеющимся. Ширину можно регулировать быстро и плавно. Используются линейные направляющие и шарико-винтовые пары, которые позволяют регулировать ширину напрямую. Необходимое верхнее давление реализуется через приводной вал с электроприводом.
Необходимое верхнее давление реализуется через приводной вал с электроприводом.
Держатели мобильных устройств со встроенными цифровыми счетчиками направляются в линейном направлении и обеспечивают простую и легкую боковую регулировку. Обычно используется механизм регулировки с малым люфтом. Это обеспечивает превосходный уровень точности и повторяемости операций обработки. Держатель устройства, открытый вниз, гарантирует отличный уровень удаления стружки. Стандартные автоматические фрезерные устройства могут перемещаться по горизонтали и вертикали с помощью сервоосей.Магазин с несколькими кромками в настоящее время неизбежен, и они позволяют легко производить различные типы кромок. Встроенная клеящая деталь может фиксировать ламели из пластика, шпона или массивной древесины на материале панели. Обрезные агрегаты используются для снятия фаски и обрезки концов кромок по прямой линии. Высококачественные форматно-кромкооблицовочные станки обычно имеют защиту от шума. Центральный вытяжной блок также обычно интегрируется. Многие из этих машин содержат щепу вдоль нижней ленты, которая транспортирует щепу из машин в соответствующие контейнеры.Комплексные производственные центры работают оптимально и очень экономично. Они предназначены для высокопроизводительной промышленной обработки.
Многие из этих машин содержат щепу вдоль нижней ленты, которая транспортирует щепу из машин в соответствующие контейнеры.Комплексные производственные центры работают оптимально и очень экономично. Они предназначены для высокопроизводительной промышленной обработки.
В 1962 году на рынок Германии поступили первые кромкооблицовочные станки. С внедрением ДСП в производство промышленной мебели эти высокоэффективные станки стали незаменимы в деревообрабатывающей промышленности. На этих машинах можно выполнять склеивание кромок, а также постобработку. В настоящее время сокращаются деревообрабатывающие центры мебельного ДСП.Основное применение этих станков в деревообработке – склеивание различных кромочных материалов и последующая обработка. Мебельный ДСП, столярные щиты, двери и вагонка могут закрываться как продольно, так и с лицевой стороны. Это предотвращает проникновение влаги на панели, а также выполняет функцию механической защиты.
Несколько компаний специализируются на производстве форматных и кромкооблицовочных станков.