Оборудование для производства керамзитобетонных блоков
Керамзитобетонные блоки весьма востребованный строительный материал, широко использующийся в частном малоэтажном строительстве и при возведении как жилых, так и вспомогательных строений. Множество компаний и частных фирм занимаются производством этого материала, но спрос на него не снижается. В то же время материалы, из которых делают блоки, весьма распространены, технология отработанна годами, а оборудование позволяет провести максимальную автоматизацию труда на производствах любого уровня.
Состав керамзитобетонной смеси
Технические и эксплуатационные характеристики керамзитобетонных блоков, а также пропорции состава регламентирует ГОСТ 6133-99 «Камни бетонные стеновые. Технические условия».
Пропорции компонентов для изготовления керамзитобетонных блоков
В качестве вяжущего вещества в состав рабочей смеси входит портландцемент не ниже марки М400. В процессе производства применять пластифицирующие добавки нецелесообразно.
- гидрофобный портландцемент с добавлениями оленковой кислоты и мылонафты;
- алитовый цемент содержащий трехкальциевый силикат и трехкальциевый алюминат.
Использование пуццолановых, шлакопортландцементов или пластифицированных ССБ цементов настоятельно не рекомендуется. Это существенно снижает прочность бетона на ранних стадиях отвердения, ухудшает воздухостойкость и водостойкость.
В качестве крупных заполнителей используется керамзит и керамзитовый гравий. Величина их фракций и технические характеристики материала регламентирует ГОСТ 9757-90 «Гравий, щебень и песок искусственные пористые. Технические условия».
Мелким заполнителем может выступать керамзитовый песок, который получают путем дробления – он обладает большими абсорбционными возможностями, чем обычный песок. Другой тип керамзитового песка получают, обжигая исходное сырье в двух барабанных печах, фракции песка обоих способов получения регламентируются тем же ГОСТ–ом. Однако, в последнее время больше практикуют использование кварцевого песка по ГОСТ 22551-77 «Песок кварцевый, молотые песчаник, кварцит и жильный кварц для стекольной промышленности. Технические условия».
Другой тип керамзитового песка получают, обжигая исходное сырье в двух барабанных печах, фракции песка обоих способов получения регламентируются тем же ГОСТ–ом. Однако, в последнее время больше практикуют использование кварцевого песка по ГОСТ 22551-77 «Песок кварцевый, молотые песчаник, кварцит и жильный кварц для стекольной промышленности. Технические условия».
Вода, которую используют в производстве блоков, должна соответствовать параметрам, описанным в ГОСТ 23732-79 «Вода для бетонов и растворов». Кислотность рН должна быть меньше 4, а содержание сульфатов (SO4) более 1% категорически не допускается. Применение морской воды для затворения раствора так же не рекомендуется из-за образования на поверхности готовых изделий высолов (налета из соли).
Производство
На каждом производстве технология изготовления может несколько отличаться от общепринятой в ГОСТе. Это связано с естественным стремлением производителя снизить себестоимость продукции. Для этого в состав рабочей смеси могут добавлять пластификатор для улучшения заполнения формы.
В мелких частных предприятиях для увеличения подвижности смеси в состав добавляют жидкое мыло или клей (силикат), это значительно уменьшает расход воды и снижает время на виброобработку.
Сама технология изготовления, независимо от применяемого оборудования, разделяется на три основных этапа:
1. Подготовка смеси. Обычно, максимальный диаметр керамзита не должен превышать 10 мм. Количество цемента может быть различным в зависимости от предназначения изготавливаемых блоков. Для кладки несущих стен используют больше цемента, он увеличивает прочность конструкции, но существенно снижает теплоизоляционные свойства материала.
Стандартные пропорции для универсальных блоков на 100 кг выглядит так:
- Керамзит крупных фракций – 54,5кг;
- Керамзитовый спекшийся или кварцевый песок – 27,2 кг;
- Портландцемент – 9,21 кг;
- Вода – 9,096 л.
ВАЖНО! При использовании дробленого песка в качестве мелкого наполнителя количество воды необходимое для затворения будет значительно выше.
В зависимости от величины фракции до 15 л.
 В зависимости от величины фракции до 15 л.
В зависимости от величины фракции до 15 л.В бетономешалку указанные ингредиенты добавляются в следующем порядке: вода, керамзит, цемент, песок. Перемешивание осуществляется не более 2 минут. На один стандартный блок, имеющий размер 39х19х19 см пойдет 10-11 кг смеси.
2. Формовка. Для этого процесса широко применяется разнообразное ручное и автоматизированное оборудование. Основой процесса является вибрация, с ее помощью смесь, поступившую в форму, быстро уплотняют.
3. Сушка. Формы с блоками должны сушиться на протяжении двух дней. Затем стальные пластины убирают и изделия досушиваются на открытом воздухе, на протяжении 7-10 дней.
Применяемое оборудование
Оборудование, которое используется в производстве керамзитобетонных блоков можно классифицировать по производительности и степени автоматизации.
1. Ручной станок для производства керамзитобетонных блоков. Оптимальный выбор для мелкосерийного производства в домашних условиях.
Пример ручного станка для производства керамзитоблоков
Вибратор простой конструкции крепится к корпусу. Производимые им колебания способствуют быстрому и полному заполнению формы. Может комплектоваться съемными стержнями для образования пустот. При их демонтаже можно изготовить полнотелые блоки для несущих стен двух и трехэтажных домов. В этом случае пропорции смеси будут несколько изменены в сторону увеличения количества цемента. Видео работы ручного вибростанка:
2. Передвижные станки с высоким уровнем механизации способны значительно снизить себестоимость продукции. Они используют многосекционные формы, имеющие от 4 до 6 матриц. Вибромотор крепится к несущему корпусу станка.
Вибромотор крепится к несущему корпусу станка.
Передвижной станок для изготовления керамзитобетонных блоков
Некоторые модели могут быть оснащены дополнительным прессом для утрамбовывания. Процесс производства выглядит следующим образом:
- Формы заполняются смесью;
- Под воздействием вибрации и давления блоки принимают свою форму;
- Секция из 4-6 блоков опускается на землю, на заранее подготовленную опалубку для просушки;
- Станок перемещается на новое место над новой, пустой секцией опалубки.
Подробное видео о конструкционных особенностях и способе работы на передвижном станке:
3. Вибростол. Условно состоит из двух частей. Основы – металлической станины, к которой крепится вибродвигатель. Поддон на станине имеет толщину металла до 3 мм и бортики, чтобы установленные формы не соскользнули. На поддон устанавливаются заполненные формы, содержание которого уплотняется вибрацией.
Условно состоит из двух частей. Основы – металлической станины, к которой крепится вибродвигатель. Поддон на станине имеет толщину металла до 3 мм и бортики, чтобы установленные формы не соскользнули. На поддон устанавливаются заполненные формы, содержание которого уплотняется вибрацией.
Вибростол
Размещение вибродвигателя снизу и в центре станины значительно повышает эффективность и равномерность распределения вибраций. Такое устройство для изготовления блоков имеет не слишком большую производительность.
4. Вибропресс. Это оборудование высокой сложности. Автоматизированная линия для производства керамзитобетонных блоков, устанавливается на крупных предприятиях.
На фото – вибропресс “Рифей Удар”
В состав производственной линии могут входить:
- конвейер для транспортировки сформованных блоков на просушку;
- ленточный податчик рабочей смеси;
- автоматизированная бетономешалка, способная самостоятельно рассчитать необходимые пропорции.

Видео процесса изготовления на автоматизированной линии:
Производство керамзитобетонных блоков на заводе компании ООО «Калита»
ООО «Калита», используя современные технологии, профессионально занимается изготовлением строительных материалов с 2000 года. В это время заработал наш завод керамзитобетонных блоков в г. Алексин Тульской области. На сегодняшний день изделия производятся на двух высокопроизводительных линиях Златоустовского производства Рифей-Универсал.
Являясь одним из лидеров по производству сертифицированных керамзитобетонных блоков в центральном регионе, предприятие выпускает широкий ассортимент продукции: более 10 видов наименований товарных единиц с объемом более 140 м3 блоков.
На данном этапе развития строительной отрасли производство керамзитобетонных блоков с точным соответствием ГОСТ 6133-99 осуществляется методом полусухого вибропрессования.
Технологические этапы производства керамзитоблоков:
- Смешивание компонентов в бетономешалке.
- Формовка изделий на вибрационно-прессовальном оборудовании.
- Сушка блоков.
- Складирование готовой продукции.
- Транспортировка блоков заказчику.
В производственный цех подается исходное сырье: песок, керамзит мелкой фракции, цемент. Все составляющие обладают регламентируемыми ГОСТ характеристиками.
Подача пескаОт процентного содержания того или иного компонента зависят свойства готовой продукции.
Благодаря соблюдению оптимальных пропорций получаются универсальные керамзитобетонные блоки с уникальными характеристиками: прочные, легкие, с высокими звуко- и теплоизоляционными качествами.
Далее происходит смешивание компонентов бетонной смеси.
Замес керамзитобетонаПоследовательность поступления в бетоносмесительную установку исходных компонентов такова: первой в емкость поступает вода, затем идет засыпка керамзитового гравия, далее – цемента, и только в последнюю очередь – песка. Автоматическая поддержка уровня воды обеспечивается поплавковым механизмом.
Выход блоковПриготовленная растворная смесь отправляется на формовку. На этом этапе происходит наполнение рабочей смесью формообразующей оснастки.
Непосредственно изготовление керамзитобетонных блоков начинается на специальном оборудовании – вибрационно-прессовальном станке. Форму конечного продукта создают стальные пластины-матрицы, в которые и засыпают приготовленную керамзитобетонную смесь. Процесс вибропрессования исключает возможность образования пространства в стенках изделий, обеспечивая плотную укладку керамзито-бетонной смеси в форму. Давление в гидросистеме пресса создается насосной установкой.
Давление в гидросистеме пресса создается насосной установкой.
От того, какие матрицы были использованы, керамзитобетонные блоки могут быть различных размеров и видов: полнотелые или пустотелые.
В результате процесса вибропрессования керамзитобетонная смесь уплотняется, будущая продукция приобретает рекомендуемые ГОСТ физико-механические характеристики и форму. Внутри устройства находится ровнитель, который снимает с блоков излишки растворной смеси, убирает неровности.
В зону распалубки блоки из керамзитобетона перемещаются после отвердевания.
Камера сушкиПосле завершения этапа формовки вместе со стальной пластиной блоки перемещают в сушильную камеру. Для окончательного затвердевания готовых изделий требуется определенное время.
ЦехПосле завершения процесса сушки готовые изделия укладывают на специальные товарные поддоны, на которых они хранятся и транспортируются заказчику
Складирование готовой продукцииЗаводские условия позволяют нам работать в течение всего года. Стабильное качество сертифицированной продукции обеспечивается за счет комплексного оборудования и точного соблюдения всех звеньев технологического процесса.
Стабильное качество сертифицированной продукции обеспечивается за счет комплексного оборудования и точного соблюдения всех звеньев технологического процесса.
Мы гордимся не только эффективной технологией производства керамзитоблоков – отправка продукции осуществляется собственным большегрузным автотранспортом. Оперативно, точно в оговоренный срок керамзитовые блоки доставляются на объект заказчика. Автопарк состоит из техники не старше пяти лет. Также для вашего удобства компания предоставляет услугу доставки грузов манипулятором.
Отправка блоков заказчикуООО «Калита» имеет собственную лабораторию, контроль качества выпускаемой продукции ежедневно проводится на каждом производственном этапе. Независимые специалисты ОАО «Гурово-Бетон» контролируют качество блоков еженедельно. Блоки из керамзитобетона производства «Калита» рекомендованы для применения во всех областях строительства без ограничения, о чем свидетельствует сертификат Тульской областной СЭС.
Производство керамзитобетонных блоков — Услуги ПСК ДСП Серпухов, Чехов
Одним из основных стеновых материалов для коттеджного строительства в наших широтах является керамзитобетонный блок. Основой для производства блока является керамзит – легкий пористый экологически чистый материал, используемый в строительстве как утеплитель. Благодаря этим качествам, керамзитобетонный блок обладает высокими теплотехническими характеристиками. Но несмотря на это основной стеновой материал должен быть прочным и легко воспринимать нагрузку от 2-3 этажей вашего дома со всем, что на них находится, и сосредоточенную нагрузку от плит перекрытия или деревянных балок. Поэтому важно повысить прочность материала, не снижая его технических характеристик. Мы производим 2 вида керамзитобетонных блоков по технологии вибропрессования: «керамзитобетонный блок стеновой 200x200x400» и «керамзитобетонный блок перегородочный 120x200x400».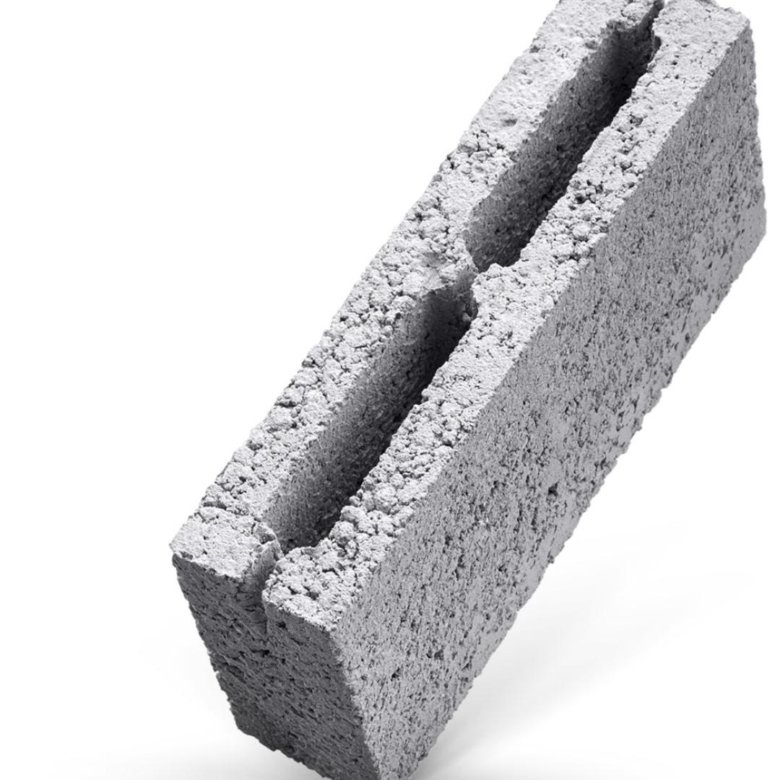
Для заказа продукции звоните по телефону +7(915)476-76-67
| Тип блока | Размер | Вес | Цена |
|---|---|---|---|
| Блок керамзито-бетонный стеновой М50 | 20х20х40 см | 15 кг | 49,5р |
| Блок керамзито-бетонный стеновой М35 | 20х20х40 см | 13,5 кг | 44,5р |
| Блок керамзито-бетонный перегородочный М35 | 12х20х40 см | 8,5 кг | 29,5р |
В зависимости от объема и условий доставки предусмотрены скидки. Информацию уточняйте у наших менеджеров.
Заказать и оплатить товар очень просто.
- Заказать по телефону или направив письмо по электронной почте и оплатить на объекте непосредственно перед выгрузкой товара.
- Заказать и оплатить в нашем офисе.
- Заказать по телефону или направив письмо по электронной почте и оплатить по безналичному расчету.

Для заказа продукции звоните по телефону +7(915)476-76-67
производство керамзитобетонных блоков
Производство керамзитобетонных блоков преследует единственную цель – создание прочного стенового материала, подходящего для возведения промышленных и жилых сооружений. В связи с этим данный процесс требует наличия качественного, хорошо налаженного оборудования, проверенных ингредиентов и высококлассных специалистов, знакомых со всеми тонкостями выбранной на предприятии методики изготовления.
Технология производства керамзитобетона
В качестве сырья для создания керамзитобетонных блоков обычно выступают следующие компоненты: песок, цемент, керамзит (обожженная глина) и различные добавки воздуховлекающего типа (например, древесная омыленная смола). Каждый из них проходит тщательную проверку на соответствие нормам качества, а также просеивается через специальное вибросито для полного очищения от инородных тел.
Каждый из них проходит тщательную проверку на соответствие нормам качества, а также просеивается через специальное вибросито для полного очищения от инородных тел.
Когда все необходимые компоненты подготовлены, производится их точное дозирование с применением автоматических установок. Благодаря этому керамзитобетонные блоки от производителя всегда обладают одними и теми же характеристиками, которых принято придерживаться на конкретно взятом заводе.
По завершении подготовки ингредиентов начинается процесс непосредственного изготовления керамзитобетонных блоков, состоящий из следующих этапов:
Все компоненты смешиваются, образуя единую керамзитобетонную массу;
Готовый состав заливается в специальные формы и поступает на затвердевание в термокамеры;
Достигнув так называемой «распалубочной» прочности, цельные массивы поступают на линию и разрезаются ленточными пилами на ровные блоки заранее заданного размера;
Производится финальная просушка изделий;
Готовая продукция распределяется на европоддонах, покрывается стрейч-пленкой и плотно обвязывается полипропиленовой лентой.

В конечном итоге только изготовленные изделия могут быть сразу доставлены с завода по производству керамзитобетонных блоков на место их дальнейшего хранения, а также прямо на объект, где планируется проведение строительства.
Оборудование для создания блоков из керамзитобетона
Производство данных строительных материалов в условиях завода предполагает наличие целой линии, включающей самое различное оборудование:
Приемный бункер для загрузки сыпучих компонентов;
Вибросито для просеивания ингредиентов;
Весоизмерительный терминал с автоматикой дозирования, отмеряющей необходимое количество составляющих керамзитобетона;
Бетоносмеситель для замешивания смеси из подготовленных заранее компонентов;
Формы для формирования цельных массивов, а также пресс с виброустановкой, обеспечивающий равномерное распределение керамзитобетона;
Термокамеры для нагрева состава и доведения его до нужного состояния прочности;
Ленточные пилы, разрезающие массив на отдельные изделия определенного размера.

Кроме того, чтобы керамзитобетонные блоки с завода производились в соответствии со всеми нормами качества и в определенных объемах бесперебойно, дополнительно используется и другое специализированное оборудование, так или иначе относящееся к процессу производства: насосные установки, обеспечивающие работу гидравлических систем, рельсы, предназначенные для передвижения форм по линии, и прочее.
Таким образом, производство и продажа керамзитобетонных блоков заводом производителем – это комплексное мероприятие, требующее соблюдения множества технических тонкостей, способных гарантировать исключительно стабильный результат на протяжении всего процесса изготовления.
Литкон-Лека
Вт е
создали наш первый завод в Дунгуане
в 1988 году и открыл еще один дочерний завод в Пэньюэ в
2000 г. Общая площадь заводов составляет около 28 000 м2. Мы специализируемся
в производстве высококачественного легкого керамзитобетона
(LECA), который является важнейшим компонентом легкого бетона.
Мы специализируемся
в производстве высококачественного легкого керамзитобетона
(LECA), который является важнейшим компонентом легкого бетона.
Мы можем изготовить лучшие легкие сборные железобетонные панели
который обладает свойством огнестойкости 2 часа и
проходит испытание на удар в соответствии с BS5234-1990.Кроме того,
мы можем собрать очень безопасный и прочный дом менее чем за 6 часов.
Более того, наш высокопрочный легкий бетон LECA обладает
60 МПа и легче обычного бетона примерно на 30%. Если
прочность требует всего 20 МПа, почти на 50% легче, чем обычно
можно добиться бетона.
LECA — превосходный огнеупорный материал благодаря
проходит производственный процесс при температуре 1500oC.Поэтому это очень
хороший компонент огнеупорного кирпича. Чтобы повысить универсальность,
разработан огнеупорный блок сэндвич-типа, в котором
на поверхность наносится слой гипсовой штукатурки.
кирпич. После сборки блочной стены нет лишнего цемента
перед проведением малярных работ требуется песчаная штукатурка.
Следовательно, это упростит процедуру работы, что приведет к
снижение стоимости строительства.
Чтобы повысить универсальность,
разработан огнеупорный блок сэндвич-типа, в котором
на поверхность наносится слой гипсовой штукатурки.
кирпич. После сборки блочной стены нет лишнего цемента
перед проведением малярных работ требуется песчаная штукатурка.
Следовательно, это упростит процедуру работы, что приведет к
снижение стоимости строительства.
Мы также предоставляем услуги по индивидуальному заказу. Например, наш клиент
требуется небольшой заполнитель, которого нет в
рынок, для опрыскивания работы. Таким образом, мы модифицируем наше существующее производство
линия для производства этих агрегатов для удовлетворения клиентов
Спецификация. Благодаря нашим технологиям и инновациям наш клиент
заключен контракт на работы по распылению для гонконгского Диснейленда
в конце концов.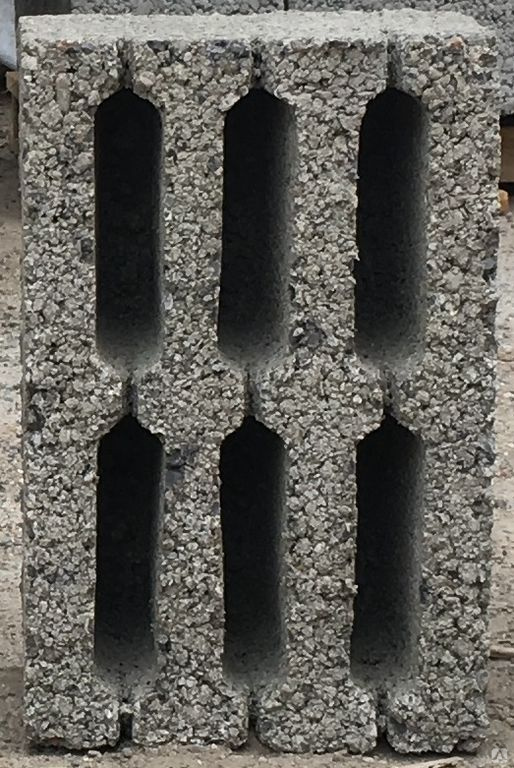
Нашей целью является производство LECA всех размеров, подходящих для производства всех сопутствующих товаров. LECA является экологическим дружественный продукт и производится в соответствии с BS3797-1990.
Изготовление керамзитоблоков своими руками. Изготовление керамзитобетонных блоков в домашних условиях. Разновидности керамзитобетонных блоков
Строительство дома своими руками – одна из важных целей жизни настоящего мужчины.Если бюджет не ограничен, можно нанять строительную бригаду, а при желании сэкономить даже производство материала придется взять в свои руки. В последнее время в строительстве часто используют керамзитобетонные блоки, обладающие высокими звуко- и теплоизоляционными свойствами, абсолютно экологически чистый состав.
Своими руками совсем не сложно, главное соблюдать технологию производства, купить нужное количество комплектующих.Вы будете приятно удивлены полученным результатом, а также сэкономите свои деньги.
Технология изготовления
Вяжущими являются цемент, песок и вода, а основные качества готовому материалу придает керамзит. Цемент нужен марки М400 и выше, песок должен быть чистым и мелким. В состав можно добавить обычный стиральный порошок, он способен повысить пластические свойства смеси. В домашних условиях также можно использовать средство для мытья посуды или жидкое мыло взамен ПАВ, образующих воздушные поры и повышающих морозо- и влагостойкость материала.Бетон лучше готовить в бетономешалке (ее можно взять напрокат) или вручную, когда требуется небольшое количество стройматериала. С помощью кельмы или кельмы сначала аккуратно добавьте сухие ингредиенты, а затем, помешивая, добавьте воду.
Керамзитобетонная смесь должна немного постоять, затем нужно все тщательно перемешать до получения однородной массы, напоминающей пластилин.
Подготовка материалов и инструментов
Для того чтобы сделать керамзитобетон своими руками, вам потребуются:
- керамзит;
- цемент;
- песок;
- вода;
- доски;
- металлический лист;
- Мастер в норме;
- лопата;
- бетономешалка.

Подготовка опалубки
Внутренние стенки необходимо смазать отработанным моторным маслом.Для придания формы будущему изделию потребуются деревянные доски толщиной не менее 2 см, тонкий металлический лист, ножовка, рулетка, карандаш. Что касается размеров, то обычно выбирают стандартные, например, кирпич или шлакоблок. Определившись с размером, можно приступать к разметке, а затем ножовкой вырезать из досок 3 детали: поддон и 2 половинки в виде буквы «Г», после чего соединить все металлическими уголками.Чтобы блоки было легче вытаскивать, к доскам с внутренней стороны прибивается лист металла, а если он не найден, форма тщательно обрабатывается изнутри машинным маслом. А чтобы форма не меняла своих размеров, на концах половинок делаются специальные заглушки.
Подбор пропорции керамзитобетона для раствора
- Портландцемент М400 — одна часть.
- Керамзит — 6-8 частей или 350-500 кг на 1м3. Можно мерить ведрами, учитывая, что в такую десятилитровую тару поместится 3-5 кг керамзита.
- Песок фракцией менее 5 мм — две части.
- Вода — 0,8-1 часть; количество воды на 1м3 для фактурного слоя необходимо определять по консистенции на месте.
- Стиральный порошок — одна часть.

Погонаж
Блоки следует отливать в большом помещении с максимально ровными полами. Внутри не должно быть сыро, а рекомендуемая температура воздуха составляет около 15-18°С. Теперь нужно поставить готовую опалубку для блоков из керамзитобетона на ровную твердую металлическую поверхность и желательно под навес, обеспечив защиту от прямых солнечных лучей и дождь.
Перед заливкой керамзитобетона стенки формы должны быть изнутри, а основание необходимо слегка присыпать песком и только после этого заливать смесь. Для того чтобы еще больше облегчить кладку керамзитоблоков, следует положить небольшое количество керамзитобетона. Керамзитовый блок обычно формуют лицевой стороной вниз и укладывают на поддон.
Уплотняем раствор
Так как керамзит имеет большое количество воздушных пор, он легче, чем состав бетона, и будет всплывать на поверхность, делая блоки неровными, поэтому в самом начале твердения, керамзит глину необходимо утрамбовать внутрь блока. По ГОСТу керамзитоблоки необходимо сначала вибрировать с помощью специальной машины, а затем просушить в печи. В домашних условиях машину можно заменить аналогичными движениями лопаты, а затем утрамбовать деревянным бруском, пока на поверхности не появится «цементное молочко». Верх блока в форме можно выровнять кельмой.
По ГОСТу керамзитоблоки необходимо сначала вибрировать с помощью специальной машины, а затем просушить в печи. В домашних условиях машину можно заменить аналогичными движениями лопаты, а затем утрамбовать деревянным бруском, пока на поверхности не появится «цементное молочко». Верх блока в форме можно выровнять кельмой.
– это легкий строительный материал, который используется для возведения стен и, несмотря на малый вес, отличается прочностью и экологичностью.Удобно, что можно сделать керамзитобетонные блоки своими руками. Это сэкономит затраты на строительство, а в качестве можно не сомневаться, если использовать хорошее сырье.
Состав смеси
В состав керамзитобетонных блоков входит несколько обязательных компонентов. Прежде всего, это керамзит, который служит основным материалом. Вяжущими веществами выступают цемент (подойдет марка М400), песок и вода. Необходимо выбирать мелкозернистый керамзитовый песок, так как он оптимален для таких изделий.
Чтобы блоки были качественными и прочными, используются специальные добавки. Для повышения морозостойкости обычно добавляют омыленную древесную смолу. Связующая способность раствора будет лучше, если использовать лигносульфонат.
На пластичность бетона повлияет и обычный стиральный порошок, чайную ложку которого достаточно положить на ведро воды.
Оборудование
Для самостоятельного изготовления большого количества керамзитобетонных блоков для строительства дома или крупного сооружения потребуется специальное оборудование.Купить его сегодня несложно, а если есть немного денег, то можно арендовать. В первую очередь стоит приобрести бетономешалку объемом около 130 литров. Вам также понадобится вибромашина, состоящая из корпуса с прикрепленным к нему вибратором. Преимущество его использования в том, что в машине уже есть формовочные емкости, в них и заливается раствор. Если их нет, то стоит построить отдельные формы.
Приготовление и процесс производства керамзитоблоков своими силами
Прежде чем приступить к приготовлению керамзитобетонной смеси, следует изготовить формы, представляющие собой поддоны из металлического листа или пластмассы. Они должны иметь ровную поверхность. Допускается использование деревянных форм из досок в виде буквы «Г». При этом полученный строительный материал будет фактурным. Размеры готовых блоков чаще всего 39х19х14 см.
Они должны иметь ровную поверхность. Допускается использование деревянных форм из досок в виде буквы «Г». При этом полученный строительный материал будет фактурным. Размеры готовых блоков чаще всего 39х19х14 см.
Производство блоков происходит в четыре этапа.
1. Все ингредиенты смешаны. Самое главное – соблюдать правильные пропорции. Песок составит 3 части от общего объема. Можно взять 0,8-1 часть воды.Цемента потребуется столько же, а вот керамзита нужно взять 6 частей. Важна и последовательность загрузки всех компонентов в бетономешалку. В первую очередь в него заливается вода, затем засыпается керамзит и только потом добавляется цемент и песок. Если используются какие-либо другие вещества, их также загружают в бетономешалку.
2. Когда смесь хорошо перемешана, переходим к следующему этапу – формовке. При использовании вибрационной машины производство блоков из легкого заполнителя будет происходить непосредственно в ней.В форму помещают стальную пластину, а затем заливают полученный раствор. Когда все заполнено, нужно включить двигатель для вибрации. Если образовались излишки смеси, их удаляют.
Когда все заполнено, нужно включить двигатель для вибрации. Если образовались излишки смеси, их удаляют.
3. Готовая форма поднимается. Для этого достаточно использовать ручку машинки, которую нужно просто покрутить. В результате получается полноценный керамзитобетонный блок.
4. Полученные заготовки высушивают, для чего достаточно двух дней. В это время их следует укрыть от дождя и прямых лучей солнца.Когда раствор полностью затвердеет, стальные пластины снимаются.
Представленный процесс является наиболее оптимальным и быстрым. С его помощью можно сделать хороший строительный материал в домашних условиях. Если есть время, то есть смысл улучшить его свойства и изготовить пропаренные керамзитобетонные блоки, добавив к этому процессу еще один этап. Они станут прочнее, а время набора бетоном марочной прочности сократится с 28 дней до суток.
Расчет стоимости
Перед изготовлением керамзитобетонных блоков необходимо рассчитать их стоимость.Это несложно, если знать цены на все комплектующие. Необходимо понимать, сколько будет стоить готовая единица материала. Если учесть стандартные размеры формы 39х19х14 см, то объем получится 14 литров. Осталось вычесть из него пустотообразователи, которых в растворе около 25-30%. В итоге у вас получится 10-11 литров смеси. Теперь осталось посчитать, сколько компонентов на это будет потрачено.
Необходимо понимать, сколько будет стоить готовая единица материала. Если учесть стандартные размеры формы 39х19х14 см, то объем получится 14 литров. Осталось вычесть из него пустотообразователи, которых в растворе около 25-30%. В итоге у вас получится 10-11 литров смеси. Теперь осталось посчитать, сколько компонентов на это будет потрачено.
Частные строения с каждым годом становятся все более актуальными, ведь жить в собственном доме гораздо комфортнее, чем в многоэтажке.Но главным препятствием зачастую является высокая стоимость строительства, поэтому застройщики ищут способы сэкономить. Если делать керамзитобетонные блоки своими руками, то это не только сэкономит значительные средства, но и послужит гарантией того, что изделия изготовлены в соответствии с нормами прочности.
Что нужно для работы
Для изготовления самодельных керамзитоблоков необходимо приобрести все необходимые материалы. Их количество рассчитывается исходя из планового количества изделий, и рассчитывается в соответствии с пропорциями в объеме:
| Цемент | Если взять за основу широко распространенную марку М400, то понадобится около 1/10 объема блоков, которые необходимо изготовить. В одном кубическом метре содержится 1300 килограммов цемента, именно на этот показатель следует ориентироваться при определении необходимого количества. В одном кубическом метре содержится 1300 килограммов цемента, именно на этот показатель следует ориентироваться при определении необходимого количества. |
| Керамзит | Вам понадобится вариант плотностью от 350 до 500 кг/м3, оптимальная фракция от 5 до 20 мм. Так как в раствор нужно добавить 8 частей, то несложно догадаться, что этот материал будет основным. Цена на керамзит достаточно демократична, поэтому больших затрат опасаться не стоит. |
| Песок | Песок речной лучше всего приобрести среднезернистый или крупнозернистый без каких-либо примесей глины и чернозема. Подойдет и песок из карьеров, но его желательно хотя бы просеять, а лучше вообще промыть. Для приготовления требуется 2 части, исходя из этого и рассчитан объем |
| Вода | Для технологии требуется примерно 215-230 литров на м3. Правильная дозировка воды очень важна для прочности блоков.Недостаток его, как и избыток, приводит к снижению прочности и появлению трещин на поверхности в процессе высыхания. |
| Добавки | Этот компонент используется по желанию, но следует учитывать, что различные добавки позволяют значительно улучшить свойства бетона и повысить его влагостойкость и морозостойкость. При их использовании вероятность появления трещин на изделиях намного меньше. |
Совет!
Для улучшения качества изделий и экономии денег лучше приобретать универсальные, улучшающие свойства смеси и повышающие ее пластичность.
Организация рабочего процесса
На самом деле процесс настолько прост, что для керамзитобетонных блоков практически не требуется никакого оборудования. Но некоторые из самых простых приспособлений все же необходимы.
Формы для блоков
Есть два варианта: либо приобрести готовые варианты, либо сделать их самостоятельно.
В первом случае следует руководствоваться следующими факторами:
- Новые формы довольно дорогие, но можно купить и бывшие в употреблении. . Их стоимость намного ниже, но важно тщательно проверять каждое изделие на наличие повреждений и соответствие геометрическим параметрам.
 . Их стоимость намного ниже, но важно тщательно проверять каждое изделие на наличие повреждений и соответствие геометрическим параметрам.
. Их стоимость намного ниже, но важно тщательно проверять каждое изделие на наличие повреждений и соответствие геометрическим параметрам.- Важно подобрать оптимальные размеры, чаще всего используется вариант 190х190х390 для стен и вариант 80х190х390 для установки внутренних перегородок. Параметры могут меняться в зависимости от специфики работы.
- Другой вариант – арендовать постройки. , в некоторых регионах предоставляется такая услуга, что позволяет существенно сэкономить.
Второй вариант — собрать формы своими руками.
Производственные инструкции:
- Можно собрать каркас из досок толщиной 25 мм, при этом их внутреннюю поверхность желательно обшить жестью или жестью. Параметры для блоков берутся те же, что и для стандартных форм или любых других.
На фото — один из вариантов конструкции из доски или фанеры
- Другим решением является изготовление каркаса из листового металла, усиленного металлическими уголками. Для фиксации формы могут использоваться либо защелки, либо болтовое соединение через приваренные проушины, либо стяжка со шпильками и барашковыми гайками.
- Для создания пустот можно использовать как специально подготовленные заготовки, так и просто бутылки. Все зависит от возможностей и пожеланий.
 Для фиксации формы могут использоваться либо защелки, либо болтовое соединение через приваренные проушины, либо стяжка со шпильками и барашковыми гайками.
Для фиксации формы могут использоваться либо защелки, либо болтовое соединение через приваренные проушины, либо стяжка со шпильками и барашковыми гайками.Еще один вариант — машина для блоков из легкого заполнителя, представляет собой комбинированный вибрационный агрегат и формы, в малых вариантах их 2-4 штуки, в более производительных их количество может быть значительно больше.
Изделия для формовки
Этот этап выполняется следующим образом:
- Раствор готовят в пропорциях, указанных выше.Важно контролировать, чтобы консистенция была оптимальной. Лучше всего использовать бетономешалку, это гарантирует высокое качество смешивания, что очень важно для прочности изделий.
Совет!
Проще всего проверить консистенцию следующим образом: небольшое количество состава сжимают в руке, должен получиться плотный комок, который разбивается при падении на землю.

- Дальнейшее рассмотрение вопроса, как самому сделать керамзитобетонные блоки, зависит от того, есть ли у вас виброустановка.Если есть, то формы заполняют и устанавливают на оборудование для удаления воздуха из состава. Если нет установки, то состав утрамбовывается булавкой или деревянной палочкой.
- Полученные самодельные керамзитобетонные блоки оставляют на сутки, после чего формы можно разобрать и аккуратно выложить изделия на ровную поверхность для дальнейшего высыхания. Полную силу продукт набирает в течение четырех недель.
Если вы не умеете резать керамзитобетонные блоки, то лучше всего подойдет болгарка с алмазным диском по бетону и камню диаметром 230 мм, так как не у всех есть специальные пилы по кирпичу.
Выход
Видео в этой статье поможет вам лучше понять этот процесс. Важно соблюдать все требования технологии, и вы получите отличный результат.
Керамзит, как сыпучий утеплитель, применяется не только для теплоизоляционных мероприятий, связанных с утеплением полов. Его часто используют для производства бетонных блоков, где он выступает в качестве наполнителя. От этого блоки становятся легкими, ведь керамзит в несколько раз легче гравия или щебня, которые он заменяет в керамзитобетонных блоках, плюс снижается теплопроводность самого стенового материала.Производство керамзитобетонных блоков ничем не отличается от обычных бетонных блоков, главное точно соблюдать рецептуру используемого раствора.
Его часто используют для производства бетонных блоков, где он выступает в качестве наполнителя. От этого блоки становятся легкими, ведь керамзит в несколько раз легче гравия или щебня, которые он заменяет в керамзитобетонных блоках, плюс снижается теплопроводность самого стенового материала.Производство керамзитобетонных блоков ничем не отличается от обычных бетонных блоков, главное точно соблюдать рецептуру используемого раствора.
Обозначим состав керамзитобетона для изготовления блоков на 1 м³ приготовленного раствора.
Приведенная рецептура соответствует марке бетона М150, достаточной для монтажа стеновых конструкций.
Сегодня большое внимание уделяется такой характеристике, как влагостойкость.Поэтому для производства блоков из керамзитобетона, которые легко выдерживали бы повышенную влажность и даже прямое воздействие воды (например, косой дождь), в раствор добавляют гидроизоляционные материалы. Один из них – битумная мастика, которую замешивают в виде 10% водного раствора.
Следует отметить, что этот раствор имеет немного измененную рецептуру.
Существует другой подход к производству керамзитобетонных блоков. Производственная линия с мощным оборудованием и высокой производительностью, с дозаторами, настроенными на весовые ограничения точно по рецепту.Второй – ручной метод, при котором компоненты взвешивают чаще в ведрах. Поэтому стоит указать вес материалов в ведрах (10 л):
цемент- — 13 кг;
- песок — 16;
- вода — 10;
- керамзит (гравий) — 4-4,5;
- керамзит (песок) — 5,5-6.
Оборудование для производства
Для производства керамзитобетона (вручную) необходимо:
- бетономешалка;
- несколько лопат; вибромашина
- ;
- несколько форм.
Бетоносмеситель можно купить или арендовать. Машины тоже есть в продаже, хотя это не самое дешевое оборудование. Сделать их можно своими руками, а если вы хороший сварщик, то на сборку одного станка уйдет один день. Существует огромное количество конструкций станков. В основном это каркасные узлы, внутри устанавливаются и жестко закрепляются формы. К раме также жестко крепится вибратор, работающий от сети 220 вольт. Устройство продается в строительных магазинах.
Существует огромное количество конструкций станков. В основном это каркасные узлы, внутри устанавливаются и жестко закрепляются формы. К раме также жестко крепится вибратор, работающий от сети 220 вольт. Устройство продается в строительных магазинах.
Еще один вариант – вибростол, представляющий собой горизонтальную плоскость. Он обычно устанавливается на пружинах, и к нему крепится вибратор. Для станка придется сделать несколько фигур своими руками. И чем больше площадь стола, тем больше формочек на нем поместится, тем выше производительность самодельного оборудования.
Важно! Не переусердствуйте, ведь вибратор имеет определенную мощность, которой достаточно, чтобы провибрировать определенную массу.
Форма для керамзитобетонных блоков
Для изготовления форм используются различные плоские материалы: листовое железо толщиной не менее 2 мм, доски, фанера, плиты OSB и так далее.Основная задача подрядчика – подогнать размеры формы под размеры блока: 190х188х390 мм (стандартный блок несущей стены). Бывают так называемые полублоки (используются для возведения перегородок), размеры: 90х188х390.
Бывают так называемые полублоки (используются для возведения перегородок), размеры: 90х188х390.
Одной из особенностей керамзитобетонных блоков являются пустоты, которые облегчают камень без снижения несущей способности, удешевляют за счет уменьшения объема используемой смеси, повышают теплотехнические характеристики изделия.Поэтому при изготовлении в формы жестко устанавливают три трубы диаметром 40-50 мм, расположенные на одинаковом расстоянии друг от друга и от стенок формы.
Трубы соединяются между собой сваркой с горизонтальными перемычками (фитинг, уголок или стальная лента). Формы крепятся к стенам электросваркой, если форма изготовлена из стального листа, или с помощью саморезов, если используются деревянные изделия.
Технология производства
Сам технологический процесс осуществляется в любом помещении с отлаженной системой вентиляции.Размеры помещения зависят от габаритов используемых машин. После производства керамзитобетонные блоки должны пройти процесс сушки, проводимый на открытой площадке на улице. Если есть вероятность выпадения атмосферных осадков, то над участком лучше возвести навес.
Если есть вероятность выпадения атмосферных осадков, то над участком лучше возвести навес.
В первую очередь готовится раствор: в бетономешалку заливают цемент и часть воды. Смесь перемешивают несколько минут до получения однородного состава.Затем в нее порциями добавляют песок и керамзит. В конце добавляется остальная вода. Окончательный раствор должен быть густым и податливым.
После этого высыпается из бетономешалки в заранее подготовленную емкость (корыто), а оттуда лопатами выбрасывается в формы, уложенные на вибростол или установленные на вибростоле. Перед этим стенки форм промазывают отработанным техническим маслом, чтобы после затвердевания блоки легко выходили наружу.Пол вибростола или площадки посыпают мелким песком, чтобы бетон не прилипал.
Формы равномерно заполняются раствором, например, в них забрасывается пара лопаток смеси. Затем включают вибратор, бетонный раствор равномерно распределяют по всему объему формы и уплотняют. Затем процесс повторяется. Эта процедура повторяется несколько раз для полного заполнения форм. Иногда для придания более точных размеров уложенный и утрамбованный раствор дополнительно прижимают сверху металлической крышкой, это позволит создать на поверхности блока ровную и гладкую поверхность.
Эта процедура повторяется несколько раз для полного заполнения форм. Иногда для придания более точных размеров уложенный и утрамбованный раствор дополнительно прижимают сверху металлической крышкой, это позволит создать на поверхности блока ровную и гладкую поверхность.
В таком виде керамзитоблоки должны простоять не менее суток прямо в формах. Затем их вытаскивают, кладут на уличную площадку так, чтобы между ними был зазор в пределах 2-3 см. Блоки из керамзитобетона следует просушить в течение 28 дней, что придаст им марочную прочность. Материал должен сохнуть равномерно со всех сторон, поэтому каждый блок во время сушки переворачивают из стороны в сторону. Если положить их на деревянные поддоны для сушки, то с переворотами бороться не нужно.
Производство блоков из керамзитобетона как бизнес
Начать производство керамзитоблоков, чтобы получать прибыль, не проблема. Главное, все точно рассчитать. Как показывает практика, главное требование не к оборудованию, а к размерам помещения и открытой площадки. Чем они больше, тем больше блоков можно уложить на сушку, которая длится около месяца. Поэтому предлагаются различные варианты сушки. Один из таких представлен на фото ниже, где можно увидеть специальные стеллажи с уложенными на пол блоками.
Чем они больше, тем больше блоков можно уложить на сушку, которая длится около месяца. Поэтому предлагаются различные варианты сушки. Один из таких представлен на фото ниже, где можно увидеть специальные стеллажи с уложенными на пол блоками.
Все остальное упирается в стоимость сырья, которая колеблется в зависимости от сезона. Летом цемента всегда больше, потому что спрос на него растет из-за увеличения объемов строительства. Особенно это касается частного сектора.
Поэтому оптимально производить керамзитоблоки в осенне-весенний период. Если помещение отапливается, производство зимой не останавливается. Расход готового стенового материала зимой невелик, иногда он сводится к нулю, зато летом весь запас произведенной продукции будет распродан.Здесь нужно будет пересчитать его стоимость на новую цену цемента и других компонентов. Вот где большая прибыль лежит.
Кто не первый год в этом виде бизнеса старается все предусмотреть. Кто-то зимой старается закупать материалы по низкой цене, но есть нюанс – цемент со временем теряет свои свойства, снижается качество. Кто-то, как описано выше, пытается увеличить производство блоков зимой. В любом случае, это прибыльный бизнес, пока строительство в самом разгаре, пока стройматериалы пользуются спросом.Блоки из керамзитобетона сегодня на пике популярности благодаря невысокой цене, высоким теплотехническим характеристикам и простоте монтажа.
Кто-то, как описано выше, пытается увеличить производство блоков зимой. В любом случае, это прибыльный бизнес, пока строительство в самом разгаре, пока стройматериалы пользуются спросом.Блоки из керамзитобетона сегодня на пике популярности благодаря невысокой цене, высоким теплотехническим характеристикам и простоте монтажа.
– легкий строительный материал, обладающий высокой прочностью, практичностью и, главное, эксплуатационными характеристиками своими руками. Несмотря на небольшой вес, модули имеют высокую плотность, низкую теплопроводность и разнообразие моделей. Экологичность материала – еще один плюс модулей, поэтому, если застройщик хочет с самого начала процесса взять строительство здания в свои руки, стоит наладить производство керамзитобетонных блоков на его сайте.Тем более, что производство легкобетонных блоков потребует небольших финансовых вложений, а стоимость модуля будет намного ниже, чем покупка готового изделия у производителя.
Оборудование для производства модулей
Для изготовления керамзитобетонных блоков своими руками необходимо приобрести, арендовать или изготовить соответствующее оборудование, а также купить качественное сырье. И здесь не стоит дешеветь – чем выше качество исходного материала, тем долговечнее и практичнее будут модули.Для облегчения процесса и наладки линии по производству легкобетонных блоков в необходимом для застройщика объеме потребуется следующее оборудование:
И здесь не стоит дешеветь – чем выше качество исходного материала, тем долговечнее и практичнее будут модули.Для облегчения процесса и наладки линии по производству легкобетонных блоков в необходимом для застройщика объеме потребуется следующее оборудование:
- Вибростол;
- Бетономешалка;
- Формовка металлических поддонов.
Если позволяют финансы, то неплохо приобрести установку вибропрессующего типа, она заменит два устройства: формы и вибростол. Также необходимо найти хорошее помещение с ровным полом и определить место для сушки модулей.
Важно! Вибростолы различаются по маркам и производительности: некоторые из них производят до 120 модулей в час, а некоторые до 70 единиц. Для частного использования вполне подходят малоформатные станки мощностью до 0,6 кВт и производительностью до 20 блоков/час. Ценовая градация в пределах 30 долларов – это идеальные по своим компактным размерам устройства, применяемые для производства керамзитобетонных блоков своими руками в частном домостроении.

Изготовление машины для производства блоков из легкого заполнителя собственными силами также возможно.
Также возможно изготовление станка для производства керамзитобетонных блоков своими силами. При небольшой сноровке и небольших навыках устройство получится не хуже заводского, а цена его будет в 10 раз ниже. Предлагаем вариант простейшего оборудования для производства керамзитобетонных блоков типа «несушка» — это агрегат, оснащенный формовочной коробкой без дна, вибратором, расположенным на боковой стенке и ручками для демонтажа матрицы .
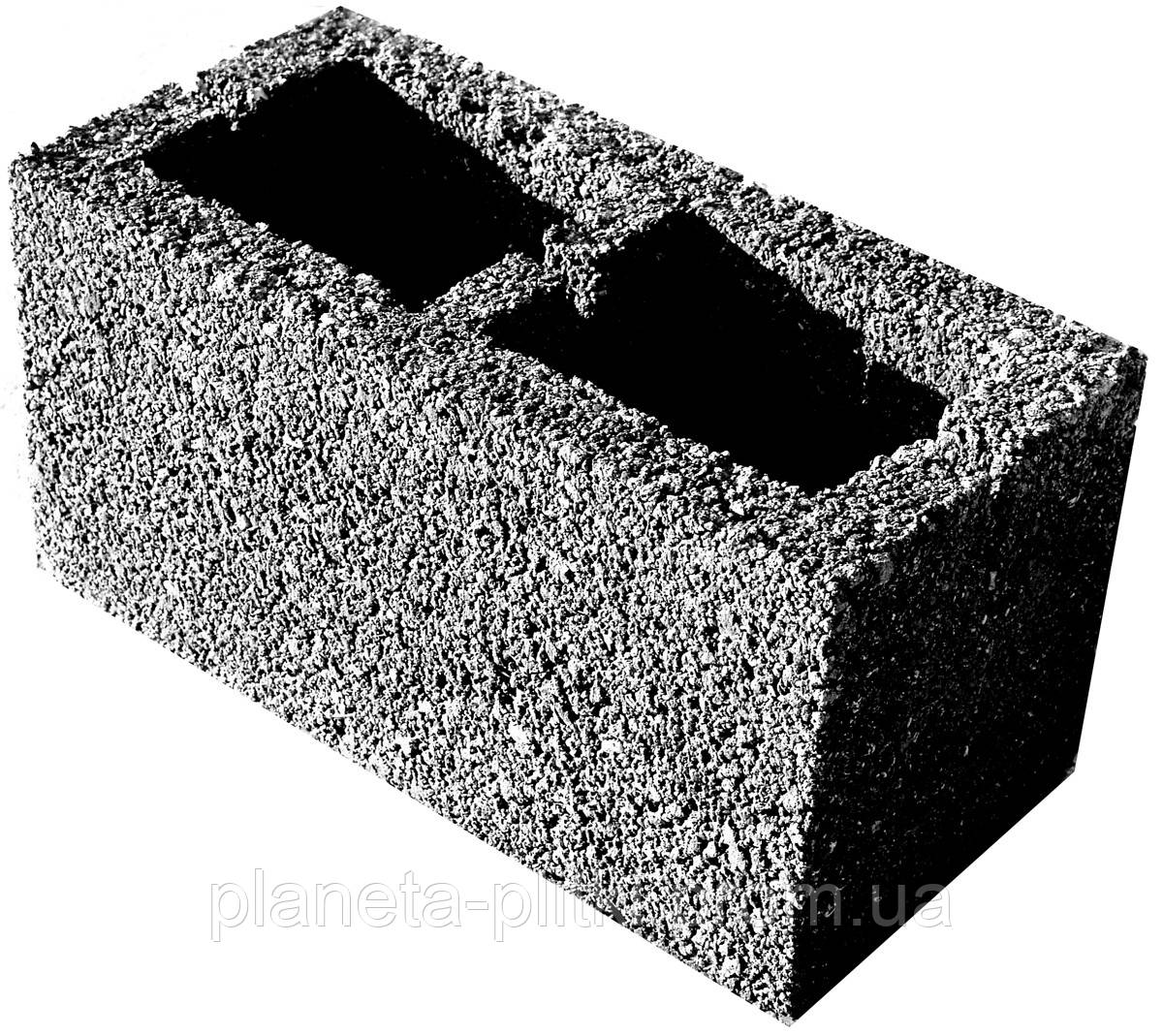
Важно! Стандартные размеры одного блока 390*190*188 мм, допустимый процент пустотности не более 30%, а прорези могут быть как круглыми, так и продолговатыми — важно только, чтобы стержнеобразователь был выполнен в виде конус, облегчающий снятие опоки с готового блока.
Для изготовления матрицы необходим лист металла толщиной 3-5 мм, из которого нужно вырезать заготовку с запасом 5 см для процесса уплотнения смеси. Молдинг выполнен в виде сквозного короба без дна. Сварной шов должен оставаться снаружи, иначе он испортит форму модуля.
Молдинг выполнен в виде сквозного короба без дна. Сварной шов должен оставаться снаружи, иначе он испортит форму модуля.
Для устойчивости машины по бокам устройства приварены полосы из профильных тонких труб, а конструкция по периметру оснащена резиновой обивкой. Неплохо оборудовать всю систему фартуком, чтобы раствор не выливался. А вот вибратор сделан из двигателя старой стиральной машины на 150 Вт (это можно сделать, сдвинув центры).На вал крепится металлическая полоса с краевым отверстием — эксцентриком, параметры которого лучше всего определить опытным путем. Если у вас остались вопросы, как сделать станок для изготовления модулей, посмотрите видео — ответы будут полными и подробными.
Подготовка и процесс изготовления модулей из керамзита своими руками
Для приготовления смеси и блоков вам понадобится форма с гладкой поверхностью. Допускается выполнение заготовок как из металлического листа, так и из досок – в этом случае готовый модуль получится фактурным. Сам процесс включает 4 этапа:
Сам процесс включает 4 этапа:
- Смешивание ингредиентов строго по рецепту. В частности, песок составляет 3 части от общего объема смеси, вода – 0,8-1 часть, как цемент, но керамзита берут 6 частей. Важно не только соблюдать рецептурную технологию производства керамзитобетонных блоков, но и правильно смешивать компоненты: сначала в бетономешалку помещают воду, керамзит, затем цемент и песок. При использовании дополнительных компонентов их также загружают в емкость бетономешалки.
- После обещаний начинается этап лепки. Ускорит процесс использование вибромашины: смесь помещается в формовку, куда предварительно укладывается плита, включается двигатель для вибрации и удаляются излишки состава.
- Поднимите тарелку с готовой формой за ручки, получится полноценный модуль, который отправляется на сушку.
- Сушка длится не менее 48 часов, при этом заготовки необходимо защищать от солнца и дождя.После высыхания плиты снимают с модулей.
Это самый быстрый процесс, при котором изготовление керамзитобетонных блоков в домашних условиях не вызывает проблем. Однако, если вам необходимо сделать легкобетонные блоки своими руками более прочными и плотными, имеет смысл добавить процесс пропарки, тогда материал наберет повышенную прочность и время набора бетоном марки прочности сократится до 28 дней.
Однако, если вам необходимо сделать легкобетонные блоки своими руками более прочными и плотными, имеет смысл добавить процесс пропарки, тогда материал наберет повышенную прочность и время набора бетоном марки прочности сократится до 28 дней.
Варианты состава смеси разные, однако основными компонентами являются песок, вода, цемент и керамзит.В качестве добавки могут быть добавлены омыленные древесные смолы, повышающие морозостойкие качества материала, и технический лигиносульфонат, повышающий сцепление смеси.
А теперь еще немного о том, как самому сделать керамзитоблоки:
- Для приготовления раствора пропорции и ингредиенты следующие:
- Портландцемент М400 или шлакопортландцемент — 1 часть;
- Керамзитовый гравий — 8 частей;
- Песок кварцевый чистый — 2 части и 3 части для фактурного слоя;
- Чистая вода — расчет 225 литров на 1м3 смеси.
Совет! Для придания пластичности неплохо добавить ложку обычного стирального порошка или средства для мытья посуды.

- Все ингредиенты заливаются в бетономешалку, причем здесь сначала следует высыпать сухие компоненты, и только потом вливать воду. Если пропорции соблюдены, то масса по консистенции будет похожа на пластилин.
Совет! Полученный блок будет весить примерно 16-17 кг. При этом допускается форма заготовки как стандартных размеров, так и произвольная: 390*190*14, 190*190*140 и другие.
- Молдинги устанавливаются на ровную поверхность, с внутренней стороны стенки заготовки обильно смазываются машинным маслом, а основание присыпается песком.
- Заполнить формочки смесью, утрамбовать на вибростоле или использовать для этого деревянный брусок. Утрамбовку проводят до образования цементного молока. После этого поверхность выравнивается, а заготовки отправляются на сушку.
Важно! Опалубку снимают не ранее, чем через сутки! Важно защитить заготовки от прямых лучей солнца, так как неравномерная сушка приводит к растрескиванию поверхности модулей.

Как видите, купить, изготовить оборудование для производства керамзитоблоков в домашних условиях и выполнить все процессы несложно. Но модули, изготовленные таким образом, будут не хуже заводских.
Рассчитываем стоимость
Все работы требуют предварительных расчетов, иначе не стоит начинать производство керамзитобетонных блоков в домашних условиях своими руками. Для расчета стоимости придется точно узнать цену комплектующих и понять, сколько будет стоить единица готового материала.В частности, учитывая стандартный модуль 390*190*140 мм, объем раствора составляет 14 литров. Вычитаем пустотообразователи, которых, как правило, не более 25-30%, итого 11 литров смеси. Теперь расчет компонентов:
- На одну штуку уходит 0,005 кубометра песка, что заполняет 5 литров общего объема;
- Керамзит примерно такой же, как песок; Цемента
- потребуется 1,25 кг.
Осталось узнать цену ингредиентов, учесть воду, другие компоненты и рассчитать удельную стоимость модуля. По самым приблизительным расчетам она составит до 5 долларов. Как видите, цена невероятно низкая. Однако для полной картины недостаточно подсчитать стоимость оборудования, трудозатраты и время, которые любой застройщик обязан включить в расчеты. Но даже в такой комплектации стоимость блок-модулей, из которых делаются отличные стены из керамзитобетонных блоков, изготовленных своими руками, все равно ниже, чем от завода-изготовителя. Поэтому, если вы планируете поставить свой дом на участке, посмотрите еще раз технологию изготовления материала, видео от профессионалов и начните планировать процесс запуска производства керамзитобетонных блоков на своем участке – это выгодно, практично и доступно. для каждого мастера.
По самым приблизительным расчетам она составит до 5 долларов. Как видите, цена невероятно низкая. Однако для полной картины недостаточно подсчитать стоимость оборудования, трудозатраты и время, которые любой застройщик обязан включить в расчеты. Но даже в такой комплектации стоимость блок-модулей, из которых делаются отличные стены из керамзитобетонных блоков, изготовленных своими руками, все равно ниже, чем от завода-изготовителя. Поэтому, если вы планируете поставить свой дом на участке, посмотрите еще раз технологию изготовления материала, видео от профессионалов и начните планировать процесс запуска производства керамзитобетонных блоков на своем участке – это выгодно, практично и доступно. для каждого мастера.
Производство керамзита с использованием устройства вихревого слоя
Производство керамзита основано на гомогенизации и измельчении частиц глинистого сырья, формировании и дальнейшем обжиге гранул. Учитывая такие процессы, целесообразно использовать устройство вихревого слоя (АВС) из GlobeCore .
Актуальность производства керамзита
Керамзит — востребованный строительный материал, недорогой теплоизолятор, наполнитель, декоративное изделие.Выпускается в виде шариков, гравия, щебня, песка с толстой оболочкой и пористой внутренней структурой. Сырьем для керамзита служат легкоплавкие, вспучивающиеся глины, сланцы и суглинки.
Зерно получается в результате гомогенизации, смешивания шихты и обжига. Отличаются низкой теплопроводностью, инертностью к воздействию щелочей, кислот, долговечностью, экологичностью, звукопоглощающей способностью. Применяются в основном в строительстве и при производстве строительных материалов:
- Производство пористых бетонов
Наполнитель для легких, сверхлегких пористых бетонов, используемых в стяжках, монолитных стенах и конструкциях.
- Производство блоков из керамзита
Основной наполнитель стеновых блоков из керамзита. Они также содержат цемент, песок и воду. Конструктивные элементы применяются в малоэтажном строительстве при возведении стен и перегородок в домах.
Конструктивные элементы применяются в малоэтажном строительстве при возведении стен и перегородок в домах.
- Теплоизоляция зданий, сооружений
Высокопористые разновидности керамзита применяются в качестве теплоизолятора полов, стен и межэтажных перекрытий.
- Строительство фундаментов
Используется для наполнения с целью предотвращения промерзания. Это позволяет снизить расход материала при возведении конструкций.
Является хорошей основой для чернового выравнивания пола. материал легкий; поэтому не оказывает нагрузки на межэтажные перекрытия. Повышает теплоизоляционные характеристики внутреннего пространства.
Материал относительно низкой пористости применяется в насыпях при строительстве дорог и водоотводов, при обработке и подготовке почвы.
- Теплоизоляция инженерных систем
Трубы системы теплоснабжения, подведенные к домам и зданиям, покрыты гранулами. Они обеспечивают качественную теплоизоляцию и легкий доступ к системе.
Они обеспечивают качественную теплоизоляцию и легкий доступ к системе.
Столь широкая сфера применения керамзита делает его востребованным на рынке строительных материалов, в промышленности, сельском хозяйстве. Перспективной и актуальной выглядит модернизированная технология производства керамзита с использованием устройства вихревого слоя.Но сначала обсудим, какими недостатками характеризуются существующие линии по производству этого материала.
Производство керамзита традиционными способами, недостатки этих способов
Практически на каждом современном заводе по производству керамзита в процессе смешивания и измельчения сырья используются глиносмесители, вальцы и кромкообрезные станки. Выпечка осуществляется в печных барабанах. Обработка гранул в устройстве занимает примерно 45 минут.
Однако обычное оборудование для подготовки, гомогенизации и диспергирования сырья не обеспечивает качественного измельчения и смешивания ингредиентов.Это отрицательно сказывается на прочности готового изделия.
При низкой степени гомогенизации и плохой диспергируемости частиц даже 3% карбонатных примесей во вспучивающихся легкоплавких глинах отрицательно сказываются на качестве материала. Гидратация СаО сопровождается деструкцией керамзита и потерей прочности при хранении.
Традиционное производство керамзита с использованием катков, бегунков и глиносмесителей также неактуально для обработки глинистых масс с высоким содержанием песка.При содержании в смеси 10–30 % свободного SiO2 невозможно изготовить из сырья качественный прочный продукт.
Обработка сырья в вихрепластовом аппарате помогает в решении этих задач классическими методами. Кроме того, появляется возможность производить качественный керамзит даже из изначально непригодных глиняных масс.
Кроме того, по традиционной технологии отсортированное сырье можно смешивать с веществами, улучшающими его набухание, — мазутом, соляркой.Применение АВС позволяет минимизировать использование добавок или отказаться от них, что дает положительный экономический эффект и влияет на чистоту и экологичность готового продукта.![]()
Производство керамзита с помощью устройства вихревого слоя
Производство керамзита с помощью устройства вихревого слоя основано на обработке сырья в электромагнитном поле ферромагнитными частицами. Агрегат может работать как с сухими, так и с влажными влажными средами.В рабочей камере аппарата наблюдаются процессы диспергирования и перемешивания, сопровождающиеся активацией частиц. Это влияет на прочность готового изделия. Процессы происходят при воздействии электромагнитного поля, акустических колебаний, высокого локального давления, электролиза.
В вихревом слое ферромагнитные иглы превращаются в мешалки и дробилки. При этом они перемещаются по камере, вращаются, сталкиваются с обрабатываемым материалом, друг с другом и со стенками устройства.Все это способствует эффективному перемешиванию, измельчению и активации шихты и смеси.
Эффект обработки глинистого сырья на керамзит с помощью АВС описан и экспериментально изучен Д. Д. Логвиненко. В результате мы получаем материал с меньшим объемным весом и лучшими прочностными характеристиками. Результаты представлены в таблице 1.
Логвиненко. В результате мы получаем материал с меньшим объемным весом и лучшими прочностными характеристиками. Результаты представлены в таблице 1.
Таблица 1 – Характеристики керамзита при переработке сырья в АВС
Эксперимент № | Характеристика сырья и продолжительность обработки в АВС | Характеристики керамзита | |||||
Переработка сырья в АВС | Переработка сырья без АВС | ||||||
Объемный вес (γ), г/см3 | Предел прочности на скалывание (σс*10-5), Па | Коэффициент прочности | Объемный вес (γ), г/см3 | Предел прочности на скалывание (σс*10-5), Па | Коэффициент прочности | ||
| 1 | Глина, содержащая 26 % свободного SiO2 (30 % от обработки шликера) | 0. 24 24 | 2,25 | 10,3 | 0,38 | 1,60 | 5.1 |
| 2 | Глина, содержащая 41% свободного SiO2 (30% от обработки шликера) | 0,34 | 2,45 | 7,8 | 0,84 | 3,24 | 4.1 |
| 3 | Монотермит (7 минут сухой обработки) | 0,85 | 29,4 | 36 | 1,6 | 9,81 | 6.5 |
| 4 | Глина, содержащая угольную золу в соотношении 50/50 (7 минут сухой обработки) | 0,57 | 10,7 | 18 | 0,58 | 4,32 | 8,4 |
| 5 | Глина, содержащая угольную золу в соотношении 50/50 при опыливании полуфабриката каолином (7 минут сухой обработки) | 0,74 | 27,9 | 32,0 | |||
Для сравнения обработан шликер глины, содержащий до 40 % свободного диоксида кремния. Производство керамзита с применением АВС отличается двукратным снижением объемной массы при одновременном увеличении прочности материала. Прочностно-массовая характеристика изделия, полученного из шихты после обработки в вихреслойном устройстве, в два раза выше, чем у материала, изготовленного традиционным способом.
Производство керамзита с применением АВС отличается двукратным снижением объемной массы при одновременном увеличении прочности материала. Прочностно-массовая характеристика изделия, полученного из шихты после обработки в вихреслойном устройстве, в два раза выше, чем у материала, изготовленного традиционным способом.
Этому результату способствует тщательная обработка сырья в вихревом слое с активацией входящего в состав смеси кварцевого песка.При обработке в АВС наблюдается разрыв силоксановой связи Si-O. Следовательно, на поверхности частиц появляются активные центры в виде свободных радикалов. Это стало причиной повышения качества конечного продукта. Песок активируется по тому же принципу, что и при диспергировании в дезинтеграторах на высоких скоростях.
В связи с активацией кварцевого песка происходят реакции стеклообразования и силикатообразования с участием диоксида кремния. После завершения производства керамзита обжигом изделия в нем отсутствуют крупные песчинки SiO2, в которых концентрировались бы напряжения. А в составе стекла кварцевый песок влияет на повышение прочности и термостойкости материала.
А в составе стекла кварцевый песок влияет на повышение прочности и термостойкости материала.
Кроме того, изучена сухая технология производства керамзита с использованием вихревого слоя. Для исследования был взят монотермит. Из сырья, обработанного в сухой среде с помощью АВС, получен наполнитель, прочность которого в три раза выше, чем у материала, изготовленного классическим способом. При этом объемная масса огнеупорного заполнителя была вдвое меньше, чем в образце.
Сухая обработка многокомпонентных шихт, состоящих более чем наполовину из зол тепловых электростанций (золы ТЭС), также показала положительный результат.
Полученные данные свидетельствуют о том, что технология производства керамзита с использованием вихревого слоя позволяет получать высокопрочный строительный материал даже из глин с высоким содержанием песчаных или карбонатных примесей.
Преимущества использования устройства вихревого слоя в производстве керамзита
Устройство вихревого слоя – передовое оборудование, которое можно использовать для оптимизации как компактного завода по производству керамзита, так и крупного предприятия по следующим причинам:
Готовый материал характеризуется повышенной прочностью и термостойкостью даже при высоком содержании песка и карбонатных примесей в глиняных массах. Также АВС позволяет использовать отходы энергетики, в том числе золу ТЭС, в производстве керамзита.
Также АВС позволяет использовать отходы энергетики, в том числе золу ТЭС, в производстве керамзита.
Оборудование отличается низким потреблением электроэнергии и преимуществами в несколько раз по сравнению с обычными установками. Потребляемая мощность моделей AVS-100 и AVS-150 составляет 4,5 кВт и 9,5 кВт соответственно.
Устройство компактное, простое в эксплуатации и может быть интегрировано в существующую производственную линию. При этом для этого оборудования нет необходимости делать тумбу или дополнительные конструкции.AVS без проблем перемещается по мастерской.
Таким образом, АВС из GlobeCore – это универсальное, удобное, высокопроизводительное оборудование, которое позволит расширить и оптимизировать производство высококачественного керамзита. Кроме того, снижаются требования к качеству сырья, а значит, появляется больше возможностей в части производства легкого заполнителя, на котором базируется производство керамзитоблоков, легких бетонов и т.