Давайте разберемся что такое газобетон и как его производить.
Газобетон — разновидность ячеистого бетона; строительный материал, представляющий собой искусственный камень с равномерно распределёнными по всеему объёму сферическими порами диаметром 1—3 мм. Качество газобетона определяют равномерность распределения, равность объёма и закрытость пор.(wikipedia)
[gview file=»http://keyprod.ru/wp-content/uploads/2014/01/Технологическая-справка-о-производстве-газобетона.pdf»]Сырьевые компоненты
В качестве сырьевых компонентов применяется вода, цемент, наполнители, добавки и газообразователь.
Необходимые требования к составу компонентов можно изучить на странице «Сырьевые компоненты».
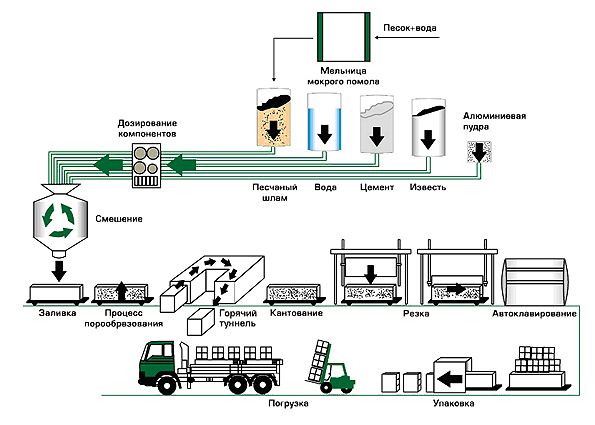
Краткое описание технологического процесса
Производство газобетонных блоков из неавтоклавного газобетона состоит из следующих основных технологических процессов:
1.Активация алюминиевой пудры, используемой для производства изделий из ячеистого бетона.
Для получения высококачественных изделий из ячеистого бетона, удельная поверхность алюминиевой пудры должна быть в пределах 20000 см2/г и содержание активного алюминия до 95 %. Алюминиевая пудра ПАГ-1, согласно ГОСТ 5494-95 имеет кроющую способность от 6000 см2/г, а пудра ПАП-2 10000 см2/г . Содержание активного алюминия у ПАП-1 и ПАП-2 стандартом не регламентируется и фактически составляет от 65 до 95 % в пудре одной партии. Значительная часть пудры находится в комках 50-300 микрон. В процессе приготовления суспензии, скопления пудры полностью не диспергируются. Поэтому использование такой пудры не позволяет получить ячеистый бетон с однородной структурой. Кроме того, это приводит к образованию ячеек большого размера, что приводит к эффекту «хлопанья» и перерасходу пудры.
Суспензию получают перемешиванием пудры в воде с небольшим количеством ПАВ. В течение 1-2 мин. Суспензию готовят непосредственно перед использованием (во избежание окисления алюминия).
2. Дозировка компонентов и их замешивание.
Информацию по точной дозировки компонентов можно найти на сайте http://www.allbeton.ru
Цемент из расходного бункера или МКР подается в дозатор.
Алюминиевая суспензия приготавливается в смесителе, из алюминиевой пудры любого ПАВ (можно сульфанол, клееканифольную эмульсию и проч.) и воды.
1.Вода из дозатора.
2.Цемент из дозатора.
3.Песок из дозатора.
3.Через 3-5минут подается алюминиевая суспензия
Затем открывается затвор подачи готовой смеси. Смесь заливают в подготовленную предварительно смазанную форму.
Количество ингридиентов, подаваемых в смеситель, определяется рецептурой.
3.Формование и резка массива.
Формование массива происходит в формах изготовленных таким образом, чтобы полученная смесь не вытекала через щели, т.е. формы должны быть высокоточными. Формы до заливки газобетона смазывают минеральным маслом или специальными эмульсиями для предотвращения сцепления газобетона с металлом форм. Газобетонную массу заливают с учетом вспучивания на 2/3 или 3/4 высоты формы.( в зависимости от плотности). Для равномерного вспучивания температура воздуха в цехе должна поддерживаться не ниже +25°.
4. Окончательная выдержка газобетона.
После разрезки, массив подается в теплую камеру (Т=350 — 500С) изготовленную из любых легких материалов. Время выдержки в камере 8 — 12 часов ( в зависимости от плотности).
следующей партией.
Вся технология, начиная от времени, температуры замеса, размера форм и резательного станка, тщательно подобраны друг к другу. Любое изменение в данной технологии влечет изменение по всей цепочке, вплоть до размеров резательного станка.
Производство газобетонных блоков может осуществляться по двум технологиям:
Разница между ними состоит в уровне автоматизации технологических операций и соответственно в производительности.
С характеристиками получаемых блоков можно ознакомиться на странице «Характеристики газобетона».
Технология применения

Технология применения газобетона
Распечатать Скачать инструкцию, PDF

1. На время строительства и хранения рекомендуется размещать поддоны на ровной проветриваемой площадке. Штабелировать не более 2 поддонов по высоте.

2. Во избежание механических повреждений, выгрузку и подъем поддонов необходимо осуществлять с использованием мягких строп или специальной траверсы. При применении мягких строп разгрузо-погрузочные работы производить по одному поддону.
При применении мягких строп разгрузо-погрузочные работы производить по одному поддону.

3. Самым простым и оптимальным фундаментом для дома из газобетонных блоков является монолитная фундаментная армированная плита. Для дома в 1-2 этажа достаточно плиты толщиной 250 мм с армированием в две сетки из композитной арматуры d=10 мм, шаг 200х200 мм. Если применяется стальная арматура, то диаметр ø 14 мм.

4. Ленточный монолитный армированный фундамент является наиболее распространенным. Глубина заложения, количество стержней арматуры и ее сечение определяются проектом. Рекомендуем применять стальную арматуру.

5. В углах здания рекомендуется выставлять рейки с рисками, соответствующими высоте ряда кладки, и натянуть шнур-причалку для кладки очередного ряда.

6. Для приготовления клея в ведро с отмеченным количеством воды, при постоянным перемешивании дрелью с миксером, постепенно добавляют клей Krasland ГАЗОБЕТОН-1. В ходе работы сухую смесь периодически перемешивают для поддержания однородной консистенции раствора.

7. От выполнения кладки первого ряда блоков зависит качество всего дома. Между фундаментом и кладкой необходимо выполнить гидроизоляцию по верхней отметке фундамента. Первый ряд блоков следует укладывать на выравнивающий слой цементно-песчаного раствора Krasland МАСТЕР.

8. Установка каждого блока контролируется по уровню и шнуру-причалке. Для точного позиционирования блоков в кладке используется резиновая киянка

9. На торцевые стороны блока (тычок) наносить клей с помощью кельмы (см. инструменты для кладки газобетона), равномерно распределяя его по всей плоскости, при этом захваты клеем заполнять не обязательно.

10. При использовании блока с системой паз-гребень тычок промазывается по 5 см слева и справа от паз-гребня. Паз-гребень и захват для рук клеем не промазывается.

11. В случае если длина участка стены не кратна величине целого блока, необходимо устанавливать доборный блок, изготовленный по месту путем обрезки целого блока. Доборный блок рекомендуется изготавливать длинной не менее 200 мм и устанавливать между двух целых блоков.

12. Доборные блоки легко выпиливаются при помощи ножовки (смотрите тут). Для обеспечения точности резки блоков и соблюдения прямых углов применяется угольник для газоблока


14. После укладки очередного ряда блоков поверхность выравнивается с помощью рубанка для газобетона. Перепады между соседними блоками не допускается.

15. К кладке следующего можно приступать после схватывания раствора предыдущего ряда (т.е. через 1-2 часа). Кладка начинается с угла перевязкой блоков, смещение рядов должно быть не менее 10-20 см.

16. Первый и каждый третий ряд кладки необходимо армировать (для сейсмичных районов каждый второй ряд). В штробу, предварительно подготовленную ручным штроборезом и обеспыленую с помощью щетки-смётки, заполнить клеевым раствором и уложить арматуру. Излишки клея удаляются.

17. Вместо стержневой арматуры для армирования кладки допускается примечание композитной армирующей сетки. На углах и пересечениях стен, а также при стыковке сетка укладывается с перехлестом.

18. На углах и пересечениях стен армирование выполняется непрерывно с загибом по форме стены. Для армирования использовать стальную или композитную арматуру периодического профиля. Стальная d=8 мм, композитная d=6 мм. При стыке арматуры указывается хомутами или вязаной проволокой.

19. Внутренние несущие стены и перегородки монтируются с перевязкой с несущими стенами для большей прочности конструкций. Армирование внутренних стен и перегородок связывается с наружными стенами.

20. В случае, если перегородки выполняются после монтажа несущих стен, необходимо укладывать мелкопористую битумную полимерную ленту. Для улучшения звукоизоляции в месте примыкания к боковой стене также уложить уплотняющую ленту из мелкопористого материала.

21. Каждый второй ряд перегородки и наружной стены связать оцинкованной перфополосой, ранее установленной в несущей стене. Внутренние и наружные несущие стены перевязывать кладкой или с применением Т-образных анкеров.

22. Внутренние стены армировать так же, как наружные стены. Для армирования стен толщиной 180 мм или менее использовать один стержень d=8 мм., для стен толщиной более 180 мм использовать два стержня или композитную арматурную сетку.

23. Перемычки из U-образных газобетонных блоков.

24. Для перекрытия оконyых и дверных проемов из U-образных блоков формируются перемычки нужной длинны с учетом ширины проема. Для этого над оконными и дверными проемами устанавливается опалубка из деревянного бруса или металлических профилей.

25. На торцевую сторону U-образных блоков наносится клей для газобетона.

26. В выемку U-образных блоков укладывается арматурный каркас. Диаметр арматуры и марка бетона для заполнения подбирается по расчету в зависимости от воспринимаемой нагрузки.

27. Для точного выреза оконного проема необходимо использовать направляющую рейку, выставленную и закрепленную по краю проема.

28. Общая схема сборной перемычки из U-образных блоков.

29. На участки опирания перемычек наносится клей при помощи зубчатой каретки или кельмы для клеевой раствора (см. инструменты). При ширине проема до 1500 мм глубина опирания должна составлять 150 мм, а свыше 1500 мм – не менее 250 мм (для сейсмических районов смотреть слайд №47)

30. Для перекрытия оконных и дверных проемов могут применятся типовые железобетонные перемычки. Перемычки монтировать на слой цементно-песчаного раствора толщиной 10-20 мм. При использовании монолитных железобетонных перемычек необходимо предусматривать их дополнительное утепление.

31. Для точного выреза оконного проема необходимо использовать направляющую рейку, выставленную и закрепленную по краю проема.

32. Для формирования необходимого наклона кладки использовать ножовку и рубанок для газобетона (см. инструменты). Поверх стены устраивается антисейсмический (армированный) пояс с применением U-образных блоков.

33. Оконные и дверные проемы сложной форма легко вырезаются ножовкой по газобетону (смотрите здесь )

34. Верхний ряд блоков под перекрытием выкладывается из U-образных блоков. По всему периметру в U-образных блоках монтируется арматурный каркас. Затем выемка U-образных блоков заливается тяжелым бетоном (по принципу монтажа перемычек)

35. При устройства перекрытия из железобетонных пустотных плит, плиты укладываются на сейсмический (армированный) монолитный пояс выполненный из U-образных блоков, с последующей обвязкой и замоноличиванием в единый диск жесткости.

36. При устройстве деревянных перекрытий, балки перекрытий должны опираться на антисейсмический (армированный) монолитный пояс из U-образных блоков.

37. При устройстве монолитного железобетонного перекрытия антисейсмический (армированный) пояс не выполняется. Шпильки для крепления мауэрлата выпускаются с шагом 1000 мм, либо мауэрлат закрепляется анкерами.

38. В зданиях до 2х этажей включительно для площадок с сейсмичностью 7 баллов и в одноэтажных зданиях для площадок с сейсмичностью 8 баллов при расстояниях между стенами не более 6 м в обоих направлениях допускается устройство деревянных перекрытий (покрытий).

39. Длина опирания деревянных балок на стены из штучных материалов и бетона должна быть не менее 200 мм. Для распределения нагрузок от балок, опирание производится на армированный железобетонный антисейсмический пояс.

40. Опорные части балок должны быть надежно закреплены в несущих конструкциях здания. Часть балки, заводимая в кладку, должна быть гидроизолирована. Торец балки оставить открытым. Выпил над балкой заполняется подходящим по размеру доборным блоком газобетона.

41. Балки перекрытий (покрытий) следует конструктивно связывать с антисейсмическим поясом и устраивать по ним сплошной дощатый диагональный настил.

42. Необходимо армировать первый и каждый второй последующий ряды кладки газобетонных блоков. Для стен толщиной 400 мм необходимо применять не менее двух стержней d=8 мм.

43. Армирование перегородок армирующей сеткой производится также как и несущих стен.

44. В районах с сейсмичностью 7, 8 и 9 баллов необходимо устройство вертикальных железобетонных включений в местах пересечений несущих стен, а также в стенах протяжностью более четырех метров с шагом 3-4 метра на всю высоту, предусмотрев заранее армированные выпуски из фундамента (не менее 4 d16 мм). Сечение вертикальных железобетонных включений, как правило, принимают не менее 200х200 мм.

45. Следует армировать зоны под оконными проемами. Арматура должна быть заведена на 900 мм в каждую сторону от края проема.

46. В уровне перекрытия необходимо устраивать антисейсмический пояс с армированием не менее 4d 10 мм по всем несущим стенам. Антисейсмический пояс и вертикальный железобетонные включения связать между собой. В зданиях с монолитными железобетонными перекрытиями антисейсмические пояса в уровне этих перекрытий не устраивают.

47. На участки опирания перемычек наносится клей при помощи зубчатой каретки или кельмы для клеевого раствора (см. инструменты). При ширине проема до 1500 мм глубина опирания должна составлять 250 мм, а свыше 1500 мм – не менее 350 мм.

1. Внутренняя отделка стен. Оштукатуривание внутри следует проводить после полного высыхания кладки (через 2-3 месяца). Перед оштукатуриванием поверхность стены из газобетона обработать укрепляющей пропиткой для внутренних и наружных работ Krasland G02.

2. Просохшую после пропитки поверхность оштукатурить суперпластичной цементной штукатуркой с фиброволокнами Krasland ГАЗОБЕТОН-2 (толщина слоя 1-3 см.)

3. После высыхания штукатурного слоя нанести укрепляющую акриловую пропитку Krasland-301.

4. После высыхания пропитки провести финишное выравнивание полимерной шпаклевкой Krasland ПОЛИМЕР.

5. После высыхания шпаклевки нанести на поверхность грунтовку Krasland 302.

6. Поверхность готова для нанесения интерьерной краски или поклейки обоев.

7. Наружная отделка стен. Оштукатуривание фасада следует проводить после просыхания штукатурки внутри. Толщина наружного слоя штукатурки должна быть в 2 раза меньше внутреннего штукатурного слоя. Перед оштукатуриванием поверхность стены из газобетона пропитать укрепляющей пропиткой Krasland G02.

8. Просохшую после пропитки поверхность оштукатурить тонкослойной гидрофобной цементной штукатуркой Krasland ГАЗОБЕТОН-3 с использованием штукатурной сетки (толщина слоя 0,5 – 1 см.)

9. На высохшую поверхность нанести укрепляющую пропитку Krasland 301

10. После высыхания пропитки повести финишное выравнивание полимерно-цементной влагостойкой фасадной шпаклевкой Krasland ФИНИШ.

11. После высыхания шпаклевки прогрунтовать поверхность грунтовкой Krasland 302.

12. Окрасить после высыхания гидрофобной силикон-акриловой краской Krasland F01.

13. Наружная отделка текстурным покрытием Krasland RUGOSO. Обработать поверхность укрепляющей пропиткой для внутренних и наружных работ Krasland G02 и дать просохнуть.

14. После высыхания грунтовки нанести на стену заранее заколерованное текстурное покрытие RUGOSO использую хоппер-пистолет, шпатель или кельму. После нанесения сформировать необходимый рельеф.

15. Облицовка кирпичом. Крепление облицовки производится при помощи системы гибких связей. Связи устанавливать с указанным шагом в шахматном порядке. В качестве связей допускается применение оцинкованной стальной перфоленты. Шаг установки сохраняется.

16. Крепление гибких связей в тело газобетонного блока производится анкерным элементом на глубине не менее 100 мм, крепление в кирпичную кладку – утапливаемые связи в слой цементно-песчаного раствора.

17. Гибкие связи обеспечивают сознание вентиляционного зазора в 30-50 мм между несущей стеной из газобетона и облицовкой из кирпича.

18. Возможно применение Z-образного анкера. Z-образные анкеры применяются на стадии кладки!

19. Крепление гибких связей в тело газобетонного блока производится ангерным элементом на глубину не менее 100 мм, крепление в кирпичную кладку – утапливанием связи в слой цементно-песчаного раствора.

20. Гибкие связи обеспечивают создание вентиляционного зазора в 30-50 мм между несущей стеной из газобетона и облицовкой из кирпича. В кирпичной кладке необходимо устраивать продухи понизу и поверху, для циркуляции воздуха, 75 на 20 м² кладки.

21. Навесной вентилируемый фасад. Крепление кронштейнов системы навесного вентилируемого фасада производить с помощью анкеров. После крепления кронштейнов произвести монтаж профиля.

22. Установка панелей на систему навесного вентилируемого фасада.

23. Монтаж металлосайдинга на систему навесного вентилируемого фасада.









Как известно энергоэффективность важна не только для стен жилого дома, но и для крыши, перекрытия.
Многие долго и придирчиво выбирая материалы для стен, упускают важность выбора утеплителя для крыши или перекрытия. Между тем, по статистике, более 40% теплопотерь приходится на некачественно утепленные перекрытия и кровли. В результате постоянных утечек тепла на кровлях образуются наледи, снеговая масса утяжеляется и возрастают нагрузки на кровельные конструкции, что опасно обрушением, а расчистка снежных навалов также затруднена по причине оледенения и прилипания к крыше.
Для того чтобы избежать всех вышеперечисленных проблем необходимо качественно утеплять перекрытие. И к утеплителю конечно же применяются следующие требования:
- он должен быть долговечным – не терять свои свойства со временем,
- он должен быть легким – чтобы не создавать значительную нагрузку на перекрытие,
- он должен быть негорючим – т.к. по потолкам нередко прокладываются кабельные трассы,
- он должен быть эффективным – справляться с утеплением минимальным количеством,
- он должен быть экологичным – дом строится «на века!».

Для утепления плоских кровель, и чердачных перекрытий удобнее всего применять насыпной утеплитель из автоклавного газобетона, как долговечный и эффективный утеплитель.
Насыпной утеплитель из газобетона является уникальным тепло- и звукоизоляционным материалом. Он не содержит вредных для человека примесей, не горит, не гниет. Благодаря своей паропроницаемости, способен «дышать», выравнивая влажность в помещении с влажностью окружающей среды, что создает благоприятный микроклимат. Дробленную крошку из ячеистого бетона применяют как утеплитель кровли и пола. Она является прекрасным заменителем керамзита и при этом намного дешевле.
Варианты утепления чердачного перекрытия:
Характеристики:
- Фракция, мм 10 – 40
- Насыпная плотность, кг/м³ (не более) 400
- Расчетный коэффициент теплопроводности λб, Вт/м ºС (не более) 0,08
- Прочность (сдавливанием в цилиндре), МПа (не менее) 0,5
- Группа горючести НГ
Область применения:
- Теплоизоляционная засыпка полов, чердачных перекрытий и пазух многослойных ограждающих конструкций;
- Уклонообразующая засыпка плоских кровель;
- Звукоизоляционная подсыпка перекрытий, отделяющих встроенные помещения коммерческого назначения от жилых помещений;
- Водоудерживающий пористый наполнитель при устройстве стяжек и бетонных подготовок;
- Может использоваться в качестве сорбента для удаления проливов масел, нефтепродуктов, кислот и щелочей;
- Для утепления и дренирования дорожных одежд, особенно для бетонных сборных дорожных и аэродромных покрытий, укладываемых по слою песка, посыпанного поверх щебня;
- Может служить дренажным материалом для устройства водоотвода с придомовой территории и при мелиорации сельскохозяйственных угодий;
Преимущества:
- В отличие от керамзита и большинства других насыпных утеплителей, газобетонная крошка, за счет высокой шероховатости поверхности и неправильной формы частиц, не «осыпается». По сформированному уклону можно спокойно ходить, не опасаясь «растоптать» выглаженную поверхность. Низкая теплопроводность.
- Относится к группе негорючих материалов (по ГОСТ 30244).
- Является экологически чистым материалом, как и автоклавный газобетон.
Форма отгрузки:
- Биг-беги по 1.2 м3

Формирование уклона плоской кровли:





![]() Инструкция по применению крошки газобетона в качестве насыпного утеплителя
Инструкция по применению крошки газобетона в качестве насыпного утеплителя
Современные технологии строительства диктуют свои правила и условия. Новые методики предполагают использование новых строительных материалов. Относительно недавно на строительном рынке появился такой материал, как газобетон или его модификация пенобетон.
Оба варианта относятся к категории ячеистых бетонов, которые относятся к классу искусственных материалов. Характерной особенностью между пено- и газобетоном является технология образования внутренних пор.
Газобетонные блоки используются для всех видов строительства. Малогабаритные сооружения – загородные дома, дачи. Возведение крупномасштабных объектов из газобетона требует наличия дополнительного металлического каркаса для усиления прочности конструкции.
Популярность материалу принесли его многочисленные положительные качества, одно из которых способы его производства и цена.
Посмотрите видео о производстве газобетона
Технические характеристики и свойства газобетона
— прочность – уникальный материал, сочетающий в себе два противоположных качества – легкость и прочность;
— технологичность и простота обработки – газобетонные блоки легко обработать любым подручным инструментом, что позволяет значительно расширить возможности архитектурного дизайна;
— теплоизоляция – сооружения из газобетона принято называть «теплый дом»; материал отлично удерживает тепло в холодный период года, и одновременно не позволяет перегреваться летом, создавая, таким образом, микроклимат внутри здания;
— огнестойкость – газобетон не горит, поскольку в своем составе не имеет горючих компонентов;
— устойчивость к грибкам и паразитам – благодаря высокой степени влагоустойчивости, нет среды для появления плесени или грибка;
— долговечность – строения из газобетона имеют довольно солидный срок эксплуатации – специалисты отмечаю срок от 50 до 100 лет.
 Оборудование для производства газобетона подбирается в зависимости от способа и предполагаемого объема производимого материала. Востребованность газобетонных блоков на рынке индивидуального строительства может стать отличным поводом для организации собственного бизнеса по их производству.
Оборудование для производства газобетона подбирается в зависимости от способа и предполагаемого объема производимого материала. Востребованность газобетонных блоков на рынке индивидуального строительства может стать отличным поводом для организации собственного бизнеса по их производству.Для организации небольшого предприятия достаточно иметь технологию, сырье, и, конечно, необходимо специальное оборудование для производства газобетона. Особо надо отметить, что качество производимого газобетона в домашних условиях, абсолютно не отличается от материала, выпущенного на промышленных предприятиях, где работают целые комплексы, а вернее сказать линии для производства газобетона.
Способы производства газобетона
1. Автоклавный способ. При изготовлении газобетонные блоки проходят специальную обработку в автоклавах, с высокой температурой и давлением. Материал отличается высокой прочностью и долговечностью. Метод используется исключительно в промышленных условиях, так как требует наличия специального и довольно дорогостоящего оборудования.
2. Неавтоклавный способ. Данный способ имеет два этапа. Первый – производство бетонной смеси, включающей специальные добавки, второй – заливка смеси в формы до полного ее отвердения в естественных условиях. Такой газобетон имеет гораздо меньшую прочность и соответственно срок эксплуатации. Вместе с тем этот способ вполне подходит для домашнего изготовления и не требует больших затрат на оборудование для производства газобетона.
Компонентный состав материала практически не меняется от способа производства, могут иметь место только отдельные нюансы.
Технологии и оборудование для производства газобетонных блоков
Технология производства газобетона известна с незапамятных времен, в производство газобетонных блоков в промышленных масштабах началось в начале XX века в Швеции. В состав смеси для производства газобетонных блоков входит цемент. Марка цемента имеет значение, поскольку это один факторов, влияющих на прочность готового материала. По технологии необходим цемент марок М400 и М500. Помимо цемента для производства автоклавного газобетона применяется кварцевый песок, негашенная известь, алюминиевые газообразователи и вода. Возможно использование каких-либо дополнительных компонентов, например, гипсового камня.
Что включает оборудование для производства газобетонных блоков? В условиях масштабных предприятий процесс изготовления выглядит таким образом. После формирования газобетонной смеси масса выкладывается в крупногабаритную емкость. Далее следует этап нарезки, который выполняют специальные машины. Резка производится с помощью струн, что позволяет получать блоки точных размеров. Такая точность габаритных размеров важна в силу того, что материал укладывают на клеевую основу.

Промышленные линии для производства газобетона
Масштабы современного строительства требуют наличие материалов в необходимом количестве и самого высокого качества. Такие условия может обеспечить только предприятие с необходимым и современным оборудованием. Линии для производства газобетона позволяют увеличить производительность и сократить время производства. Практически все процессы производства полностью автоматизированы. Это полностью исключает погрешность в технологии и так называемый человеческий фактор.
Еще один момент — производительность линии. В зависимости от масштабов производства можно выбрать линию определенной производительности. Главной ее составляющей является газобетоносмеситель, объем которого считается главным показателем общей производительности линии.
Итак, согласно с выбранным способом производства, необходимо приобрести оборудование. Как отмечалось ранее, оборудование для производства автоклавного газобетона предполагает масштабное производство. Для этого необходимы соответствующие площади, где будет располагаться линии производства газобетона.

Технология и оборудование для производства автоклавного газобетона
— дозировка и смешивание компонентов;
— формирование массы;
— закладка массива в форму;
— выдерживание и опрокидывание бетонной смеси;
— формирование газобетонного блока или резка заготовки;
— подготовка блоков к закладке в автоклав;
— загрузка в автоклав;
— время выдержки в автоклаве;
— выгрузка из автоклава;
— упаковка и загрузка на поддон.
Более простой и менее затратный способ производства газобетонных блоков – неавтоклавный. Таким методом можно изготавливать строительный материал в домашних условиях. Он не требует больших помещений или специального оборудования. Тогда возникает вопрос – какое необходимо оборудование для производства неавтоклавного газобетона?

Технология и оборудование для производства неавтоклавного газобетона
— дозировка и смешивание компонентов – принципиальной разницы в компонентном составе между автоклавным и неавтоклавным методами производства не существует;
— подготовка форм для выкладки готовой смеси;
— выкладка массы;
— время на застывание газобетона;
— формирование газобетонного блока — для распила можно использовать любые подручные инструменты, как механические, так и электрические.

Производители оборудования для газобетона
Родиной газобетона считается Швеция. Именно там была впервые применена технология вспенивания цементно-известковой смеси с помощью алюминиевого газообразователя. Технология постоянно совершенствовалась. Параллельно улучшалось качество и технические характеристики материала. Некоторые производители работают над качеством и свойствами строительного материала, другие постоянно модернизируют оборудование для производства газобетона.
Среди европейских заводов-производителей оборудования для производства строительных материалов обязательно надо сказать о предприятиях Германии. Немецкое оборудование для производства газобетона по праву считается одним из самых качественных не только в Европе, но и в странах Азии и Америки. Лидер среди немецких концернов оборудования для производства строительных материалов – фирма «Masa». Предприятие имеет внушительный опыт работы, и значительный авторитет на рынке.
Еще одна величина – концерн Hess AAC. Это предприятие выпускает готовые заводы для производства газобетона и других материалов и конструкций.
Строительство из газобетонных блоков считается приоритетным направлением среди строительных технологий.
Поделиться:технология производства и сферы применения

Видов автоклавного газобетона довольного много, перед тем как выбрать материал для строительства необходимо изучить его свойства и характеристику.
Легкий, сборный пенобетон был изобретен еще в 1920-х годах. Постоянно развиваясь, производство АГБ сейчас предлагает очень удобный современный строительный материал.
Газобетон автоклавный — это строительный материал на основе бетона. Он легко и быстро кладется, потому что его можно резать обычными электроинструментами из углеродистой стали сразу по месту работ.
Он выпускается в виде панелей, блоков или облицовочного материала.
Изготавливают его на заводах в Европе, Америке, России и Китае.
С АГБ строительство частных домов и высоток становится экономичнее и быстрее.
Виды и сфера применения
 Газобетон автоклавный обладает положительными качествами: экологичность, теплоизоляция и легкость. Благодаря этим свойствам материал применяется в частном строительстве и при сооружение общественных зданий: школ, больниц, госучреждений.
Газобетон автоклавный обладает положительными качествами: экологичность, теплоизоляция и легкость. Благодаря этим свойствам материал применяется в частном строительстве и при сооружение общественных зданий: школ, больниц, госучреждений.
Блоки меньших размеров используются при строительстве дач, загородных домов, гаражей и технических построек.
Благодаря малому весу выпускаются блоки следующих размеров (длина, ширина и высота в мм):
- 625 / 200 / 100;
- 625 / 250 / 400;
- другие размеры плит.
Блоки крупные применяются при возведении многоэтажных домов, для стен внутри помещений или ремонта старинных зданий.
Различают 3 категории АГБ по свойствам:
- Теплоизоляционный газобетон. Плотность до 400 кг/м2. Теплоизоляционный материал, который применяют в районах с холодными климатическими условиями.
- Конструкционный газобетон. Плотность 700 кг/м2. Применяется для несущих конструкций зданий до 3 этажей.
- Конструкционно-теплоизоляционный газобетон. Плотность 500 кг/м2. Универсальные качества теплоизоляции и прочности.
Если выполнить еще и армирование стен при строительстве из автоклавного легкого газобетона, то увеличится прочность конструкции. Архитекторы уже в проекте указывают необходимость данных работ.
Состав и характеристики автоклавного газобетона
 При производстве используются следующие компоненты:
При производстве используются следующие компоненты:
- портландцемент, без активных минеральных добавок от 35 до 49%;
- известь негашеная кальциевая с содержанием CaO не менее 70%;
- кварцевый песок с содержанием кварца SiO2 не менее 85%, а глинистых примесей не более 3%;
- гипсовый камень;
- алюминиевая пудра с содержанием активного алюминия не менее 80%;
- вода пресная для доведения массы к 100% объема;
- хлорид кальция от 0,18 до 0,25%
Достоинства автоклавного газобетона
- Соответствует нормам по пожарной безопасности за счет своей пористой конструкции.
- Легкий. Упрощается монтаж и снижается нагрузка на основание зданий.
- Не горит.
- Быстрая сборка, потому что выпускается в различных вариантах блоков и просто подгоняется под нужные размеры.
- Отличная звукоизоляция.
- Высокие теплоизоляционные свойства.
- Экологичность производства.
- Долгий срок службы газобетона проверен временем.
Однако имеются недостатки у данного вида стройматериала:
- Хрупкая структура из-за пористости.
- Крепления на стену из пенобетона требуется делать глубже и более тонкими крепежами.
- Низкая влагостойкость. Не рекомендуется использовать в душевых.
Автоклавный ГБ способен поглощать и выделять влагу. Это может быть не только недостатком. Это качество помогает избежать конденсата и плесени на стенах.
Оборудование для производства автоклавного газобетона
 Этот процесс полностью автоматизирован и отлажен поставщиками оборудования.
Этот процесс полностью автоматизирован и отлажен поставщиками оборудования.
Что он включает:
- Складирование и подготовка сырья. Цемент и известь пневмотранспортом с помощью компрессорной установки загружаются в расходные силосы. Жидкости заливаются в специальные емкости и доводятся до нужной температуры. Песок обрабатывается в мельнице и подается в шламовый бассейн. Алюминиевая пудра подготавливается в суспензиаторе.
- Смешивание компонентов производится в смесительной башне с пультом управления.
- Заполнение и формовка блоков делается на посту заливки.
- Резка блоков автоклавного газобетона на струнном резательном станке.
- Автоклавные печи для доведения блоков нагреваются до требуемых характеристик.
- Транспортировка готовых блоков осуществляется на поддонах погрузчиками.
- Готовые изделия отправляются на склад.
Технология производства
- Подготовка компонентов. Некоторые составляющие приходят на производство уже в готовом виде, другие проходят подготовку. Кварцевый песок, соединенный с водой перемалывается для образования шлама, а затем в шламбассейнах постоянно перемешивается и доводится до нужного показателя. Пудра из алюминия так же проходит предпроизводственную подготовку.
- Дозировка и перемешивание. Дозирование и подготовка смеси выполняется автоматически. Все компоненты, подготовленные заранее, точно взвешиваются и заполняются в большой миксер.Подготовленную смесь заливают в металлические формы — ванны на ½ от объема. В результате происходит химическая реакция компонентов с образованием водорода и блок заполняет всю форму и приобретет пористость. Пузырьки водорода могут быть до 3 мм. Но главное, что они практически равномерны. Это дает однородность структуры. Время смешивания всех компонентов составляет 5 минут на высокой скорости.
Алюминиевая пудра является взрывоопасным элементом, поэтому требуется строгое соблюдение противопожарных мероприятий в помещении, где производится АГБ.
 Нарезка на блоки. Смеси дают немного затвердеть в форме, по технологии 2,5 часа, а когда извлекают, то она все еще достаточно мягкая. Резка на блоки нужного размера происходит на автоматизированной линии специальной струной.
Нарезка на блоки. Смеси дают немного затвердеть в форме, по технологии 2,5 часа, а когда извлекают, то она все еще достаточно мягкая. Резка на блоки нужного размера происходит на автоматизированной линии специальной струной.- Автоклавная обработка. Затем подготовленные блоки-панели из АГБ оставляют в автоклаве на 12 часов. Там он при температуре 1900С и давлением пара 8 — 12 бар становится особо прочным, благодаря химической реакции кварцевого песка и гидроксида кальция.
- Сортировка и упаковка. После обработки в автоклаве газобетон сразу готов к использованию по назначению. Его выгружают из печей на поддоны и заворачивают в пленку для изоляции от влаги. В таком виде он хранится на складе. Затем его закупают строительные компании или специализированные магазины.
 Нарезка на блоки. Смеси дают немного затвердеть в форме, по технологии 2,5 часа, а когда извлекают, то она все еще достаточно мягкая. Резка на блоки нужного размера происходит на автоматизированной линии специальной струной.
Нарезка на блоки. Смеси дают немного затвердеть в форме, по технологии 2,5 часа, а когда извлекают, то она все еще достаточно мягкая. Резка на блоки нужного размера происходит на автоматизированной линии специальной струной.
Отличия газобетона автоклавного и неавтоклавного
Различия этих двух строительных материалов очень большое, начиная от производства и заканчивая выдержкой перед поставкой потребителю. Состав их рецептур может быть одинаков, но технология, при которой автоклавный газобетон принимает качества искусственного камня, существенно различается.
Характеристики для сравнения представлены ниже.
Автоклавный | Не автоклавный газобетон | |
Качество структуры | За счет нагрева в автоклаве приобретает структуру искусственного камня. | Застывает естественным путем на воздухе или с применением пара при нормальном атмосферном давлении. |
Срок службы | Более 100 лет | До 50 лет. |
Прочность по регламентированию стандартов | В 2,5 — 5 | В 1,5 — 2,5 |
Морозостойкость | F 20 | F 15 — 35 |
Теплоизоляция и прочность одних параметров | Блоки толщиной 40 см | Блоки 65 — 75 см. |
Размеры блоков | Нарезка происходит автоматически с минимальными погрешностями. Допустимые отклонения в среднем 2,5 мм. | Изготавливается в разборной опалубке, что допускает значительные отклонения в готовых изделиях. Отклонения в размерах до 5 мм. |
Укладка | Точные размеры требуют минимум соединительного раствора. | Требуется больше раствора для выравнивания неровностей блоков. |
Усадка готового изделия | До 0,4 мм/м | До 5 мм/м |
Структура готового блока | Равномерна по всей глубине. | Различаются в блоке и по всей партии. |
Цвет | Равномерно белый. ВНИМАНИЕ! Неравномерный цвет автоклавных пеноблоков говорит о нарушении рецептуры или технологии изготовления. | Разнородный серый. |
Важный фактор — экономия времени на сборку конструкций зданий. За счет точной обрезки АГБ уже на заводе по известным размерам, на строительной площадке времени на подгонку уходит меньше и, соответственно, процесс получается менее трудозатратным.
Автоматизированный процесс делает такой газобетон дорогим, но выгоды и преимущества говорят о правильности вложения средств. Автоклавный газобетон более качественный, и зарекомендовавший себя с лучшей стороны как по техническим свойствам, так и по внешнему виду. Технология изготовления делает газобетон отличным материалом как для строительства зданий, так и для создания бизнеса.
Популярное
Газобетонные блоки своими руками
 «Как сделать газобетон своими руками и возможно ли это вообще?», — таким вопросом задаются многие дачники. Технология изготовления неавтоклавного пористого (его ещё называют ячеистым) бетона в домашних условиях не представляет собой сложного процесса. Смесь состоит из материалов, которые широко представлены в продаже, а условия созревания смеси нормальные и не требуют специального оборудования. Использование в строительстве самодельных изделий из ячеистого бетона позволяет ощутимо сэкономить на стройматериалах, они обходятся примерно на 30% дешевле заводских, но требуют дополнительных затрат времени на их изготовление. Газобетон имеет свои плюсы и минусы, к плюсам относятся низкая теплопроводность, малая плотность, высокая огнестойкость и хорошая звукоизоляция. К недостаткам можно отнести высокую гигроскопичность (способность к поглощению влаги), хрупкость и недекоративный внешний вид, что требует дополнительной отделки стен.
«Как сделать газобетон своими руками и возможно ли это вообще?», — таким вопросом задаются многие дачники. Технология изготовления неавтоклавного пористого (его ещё называют ячеистым) бетона в домашних условиях не представляет собой сложного процесса. Смесь состоит из материалов, которые широко представлены в продаже, а условия созревания смеси нормальные и не требуют специального оборудования. Использование в строительстве самодельных изделий из ячеистого бетона позволяет ощутимо сэкономить на стройматериалах, они обходятся примерно на 30% дешевле заводских, но требуют дополнительных затрат времени на их изготовление. Газобетон имеет свои плюсы и минусы, к плюсам относятся низкая теплопроводность, малая плотность, высокая огнестойкость и хорошая звукоизоляция. К недостаткам можно отнести высокую гигроскопичность (способность к поглощению влаги), хрупкость и недекоративный внешний вид, что требует дополнительной отделки стен.
Материалы, необходимые для изготовления в домашних условия газобетонных блоков:
- Портландцемент марки М400 – М500.
- Негашёная известь.
- Алюминиевая пудра.
- Мелкий, мытый и тщательно просеянный речной песок.
- Эмульсия для смазки форм или отработанное машинное масло, разведённое водой в пропорции 1:3, эмульсию следует приготавливать каждый раз непосредственно перед каждой заливкой блоков.
Также потребуется следующий инструмент и оборудование для производства газобетона:
- Бетономешалка или миксер с электродрелью, так как вручную невозможно добиться однородности смеси.
- Стальная струна или проволока для срезания излишков смеси.
- Мастерок.
- Молоток.
- Металлические инвентарные (они имеются в продаже) или сделанные самостоятельно формы для заливки блоков.
- Мерное ведро.
- Гладилка.
- Кисть для нанесения эмульсии.
 Самостоятельно изготовленные формы для заливки представляют собой сделанный из металлического листа или досок короб, разбитый перегородками на ячейки в размер будущих газобетонных блоков. Сверху необходимо предусмотреть крепящуюся к стенкам короба на зажимах или болтах крышку. Обычный (заводской) размер изделий из газобетона: длина – 600 мм., высота – 250 мм., ширина – 200/250/300/350/400/500 мм. Толщина стенок короба, в случае изготовления его из досок, должна иметь толщину не менее 30–40 мм., так как в процессе схватывания смесь имеет свойство значительно увеличиваться в объёме. Внутренние перегородки возможно изготовить из фанеры (желательно влагостойкой) толщиной 12–16 мм. Лучше всего сделать короб разборным, на болтах, для удобства извлечения готовых изделий. Практика показывает, что оптимальный размер короба должен позволять заливку одновременно не более 6–9 блоков, иначе он получится слишком габаритными и тяжёлыми. Таких коробов следует изготовить несколько для непрерывности процесса заливки изделий. Технология производства газобетона по своей сути основана на реакции окисления алюминиевой пудры при контакте с водой в результате которой происходит бурное выделение углекислого газа. Если эта реакция проходит внутри закрытой формы в среде вязкой массы, то газ образует поры в смеси по всей её толще. После схватывания такой смеси в нормальных условиях получают бетон с закрытыми круглыми порами размером 1–3 мм.
Самостоятельно изготовленные формы для заливки представляют собой сделанный из металлического листа или досок короб, разбитый перегородками на ячейки в размер будущих газобетонных блоков. Сверху необходимо предусмотреть крепящуюся к стенкам короба на зажимах или болтах крышку. Обычный (заводской) размер изделий из газобетона: длина – 600 мм., высота – 250 мм., ширина – 200/250/300/350/400/500 мм. Толщина стенок короба, в случае изготовления его из досок, должна иметь толщину не менее 30–40 мм., так как в процессе схватывания смесь имеет свойство значительно увеличиваться в объёме. Внутренние перегородки возможно изготовить из фанеры (желательно влагостойкой) толщиной 12–16 мм. Лучше всего сделать короб разборным, на болтах, для удобства извлечения готовых изделий. Практика показывает, что оптимальный размер короба должен позволять заливку одновременно не более 6–9 блоков, иначе он получится слишком габаритными и тяжёлыми. Таких коробов следует изготовить несколько для непрерывности процесса заливки изделий. Технология производства газобетона по своей сути основана на реакции окисления алюминиевой пудры при контакте с водой в результате которой происходит бурное выделение углекислого газа. Если эта реакция проходит внутри закрытой формы в среде вязкой массы, то газ образует поры в смеси по всей её толще. После схватывания такой смеси в нормальных условиях получают бетон с закрытыми круглыми порами размером 1–3 мм.
Для начала в подготовленной ёмкости тщательно смешивают сухие компоненты, добиваясь того, чтобы пудра равномерно распределилась по всему объёму. Предварительно нужно немного поэкспериментировать с пропорциями компонентов смеси для получения наиболее качественных изделий.
Рекомендуемые объёмные пропорции смеси таковы:
- Цемент М400 (М500): 20%.
- Негашёная известь: 20%.
- Песок: 59%.
- Алюминиевая пудра: 1%.
Вода – в количестве, достаточном для получения раствора в консистенции негустой сметаны Воду, предварительно разогретую до температуры 40 градусов Цельсия, заливают во вращающуюся бетономешалку, следом высыпают приготовленную смесь. После тщательного перемешивания до получения однородной смеси, по консистенции похожей на негустую сметану, производят заливку горизонтально установленных форм до половины. Это обусловлено тем, что в процессе застывания, из-за протекающих химических реакций, смесь будет увеличиваться в объёме. Для облегчения извлечения готовых блоков, внутреннюю поверхность формы предварительно смазывают эмульсией, получаемой методом смешивания машинного масла с водой в пропорции 1:3. Процесс увеличения объёма протекает в течение 10–15 минут, через некоторое время смесь начнёт опускаться вниз. После прекращения «брожения», это занимает около 5–6 часов, выступающие излишки материала срезаются стальной струной, сверху формы накрываются крышкой и укрываются теплоизоляционным материалом. В таком состоянии раствор оставляют на сутки для полного затвердевания. По прошествии указанного времени газобетон извлекается из формы и укладывается на деревянные поддоны для полного затвердевания (набора марочной прочности), данный процесс занимает 28 суток. После этого блоки готовы к применению их в строительстве.
http://www.youtube.com/watch?v=7r8S4mOvg7M
Дополнительно, для обеспечения качества изделий, нужно придерживаться следующих рекомендаций:
- Формы должны устанавливаться на твёрдую горизонтальную поверхность, для выдерживания геометрических размеров блоков.
- Помещение, где производятся работы по заливке, должно быть тёплым.
- Важно исключить любую возможность сквозняков.
Если в домашних условиях изготовить дополнительные вкладки, то можно отливать изделия разных размеров и конфигураций, необходимых для именно данного строения. Это позволит впоследствии уменьшить затраты времени на подгонку одинаковых газобетонных блоков по месту.
| Автоматическая система дозирования АДК-40 Система предназначена для дозирования сырья в процессе производства выдувного бетона. Производительность системы 40 м 3 / смена. Автоматическая раскройная машина АРК-004Специалисты нашей компании разработали автомат для резки ARK-004 для газобетонных, пенобетонных или полистиролбетонных блоков и других материалов. РК-3 Режущий станокРаскройный станок «РК-3» является многофункциональным и предназначен для вертикальной распиловки пенобетона, полистиролбетона или газобетонной массы на блоки указанных размеров DG-1 CrusherДробилка измельчает пенобетон, газобетон, полистиролбетон и другие до размеров 0-30 мм. Дозатор химических примесей Дозатор химических примесейпредназначен для дозирования по массе порошкообразных химических примесей в технологическом процессе.Количество дозирования определяется оператором. Vibrocribble для просеивания пескаVibrocribble предназначен для экранирования песка от засоренных включений. При необходимости вибропечать может просеивать песок на несколько необходимых фракций. Система аэрацииКомплект оборудования для систем аэрации предназначен для регулировки, обработки и контроля воздушного потока, подаваемого на элементы.Набор для ослабления системы используется в разных отраслях промышленности. Система очистки водыСистема подогрева и дозирования воды предназначена для подогрева, поддержания заданной температуры и давления воды в количестве, заданном оператором. Водомер ДозаторДВ-1700 водяного и жидкого компонентов сквозного типа предназначен для дозирования различных неагрессивных и тяжелых жидкостей (вода, растворы, жидкие компоненты и растворы). Формы для заливки газобетона Ленточный конвейер предназначен для транспортировки сыпучих материалов в горизонтальном и наклонном направлениях.Возможно изготовление ленточных конвейеров различной эффективности и размеров. Система разгрузки Big-BagDebagger предназначен для выгрузки и дальнейшей транспортировки сыпучих материалов из контейнера в резервуар, цементовоз, бункер для взвешивания и т. Д. С помощью винтового конвейера. Винтовой конвейерВинтовой конвейер предназначен для горизонтальной и наклонной транспортировки мелкой фракции (цемента, летучей золы).Обеспечивает стабильную подачу материалов в технологическое оборудование. Автоматический весовой бункер Бункерпредназначен для дозирования и подачи инертных и связующих материалов в ручном и автоматическом режиме. Бункер (силос) для хранения цементаСилос представляет собой сварной резервуар цилиндрической формы с конусным днищем. Он предназначен для забора мелкой фракции (цемента, летучей золы) из цементовозов и их хранения. Миксер из газобетона ГБ-0,85ГБ-0,85 Миксер из газобетона предназначен для приготовления конструкционных и теплоизоляционных газобетонных смесей насыпным весом 700 — 1000 кг / м 3 . Возможно изготовление конструкционного и теплоизоляционного газобетона насыпным весом 300 — 400 кг / м. 3 . |
Новые технологии! Линия производства автоклавного газобетона AAC
Мы можем поставлять мощность от 30 000 кубометров в год до 300 000 кубометров в год на линию.
AAC Подробное описание продукта т Описание
Новая технология !! AAC Линия по производству газобетонных блоков AAC
1.введение
Кирпич бетонный (легкий кирпич) — легкий и пористый строительный материал. Он имеет легкий вес, сохраняя температуру, не сгорает и другие преимущества. Он может быть изготовлен из многих видов кирпича (например: 600 × 200 × 100,80 × 80 × 180,240 × 115 × 53,600 × 200 × 125), их можно использовать Промышленное строительство и общее строительство. Они становятся все более и более популярными в мире. В будущем они полностью заменят глиняный кирпич.
2. Общая концепция бетона для бетона
Плотность бетона обычно составляет 1600-2400 кг / м3, но бетон для бетона составляет 500 кг / м3 600 кг / м3 700 кг / м3.Он имеет небольшое зерно, основной материал — кремниевый материал (например, угольная зола, песок, каменная пыль и др.), Благодаря тому, что материал мелкий, например песок, его можно использовать напрямую, если степень его достаточно мала (например, уголь). зола. Смешивание кальциевого материала с известково-цементной водой в специальном отстое, затем добавление алюминиевой пыли и добавок. Изготавливаем алюминиевую пыль и специальный отстой с химическим отражением. Затем производим водород, чтобы сделать бетонный отстой для расширения или набухания, пены. Далее поместите их в камеру отверждения для бетонирования резки пропаркой отверждения, наконец, там будет светлый кирпич, показатель пористости составляет 70-80%.
3. Преимущества машины для производства AAC
легкий вес
Плотность бетонного бетона обычно составляет 400-700 кг / м3 (в зависимости от рынка сбыта), равно 1/3 глиняного кирпича и 1/5 обычного бетона . Так что использование кирпича Light может еще больше уменьшить вес конструкции, а также лучше всего уменьшить луч крыши и жим колонн. Затем вы можете видеть, что это может сэкономить материал и стоимость, а также бороться с сотрясением.
, поддерживающая температуру
Имеет много пористых, коэффициент доставки сердечника равен 0.9-0,22 Вт / (мк), то же самое, что 1/4 или 1/5 глиняного кирпича, поэтому сейчас это лучшие материалы в мире. Также многие виды сырья, имеют самые низкие отходы. Основной материал: угольная зола, песок, отходы шахты, материал, каменный уголь, каменная пыль и другие силиконовые материалы.
Новая технология !! AAC Линия по производству газобетонных блоков AAC
Новая технология! AAC Линия по производству газобетонных блоков AAC
Новая технология! Линия производства автоклавного газобетона AAC
Подробное описание продукта
Производительность машины для производства AAC: от 50000 кубометров до 300 000 кубометров в год.
1 Вес продукта соответствует 600 кг / м3 для контроля.
2 годовая производительность 300 000 м3.
3 комплекта сырья: цемент 6,5%, известь 23%, фляш 68%, гипс 3%, порошок алюминиевой пасты 350 г / м3.
4 расход воды и материала 0,631
5 один продукт формы 2.88M3
6 Время цикла разливки 5-6 минут, время цикла резки 5 минут.
7 температура разливочной суспензии 38-42 градуса
8 тихий останов кузова. Время 1.5-2,5 часа, температура 50-90 градусов, после тихой остановки прочность тела составляет 0,15-0,18 МПа
9 Время цикла отверждения паром, входить и выходить в автоклаве около 0,5 часа, время цикла отверждения паром около 6 часов / 1,6 МПа, всего 6,5 часов.
10. Цементная известь в виде летучей золы газоблок
Наименование | Единица | Зола цементная известь |
флеш | % | 65-70 |
цемент | % | 6-15 |
известь | % | 18-25 |
гипс | % | 3-5 |
Алюминиевая порошковая паста (600 кг / м 3 ) | 1/10000 | 8 |
Расход воды и материалов | 0.60-0,65 | |
Литейная система | O C | 36-40 |
Время смешивания алюминия | S | 30-40 | 9-4003
11. Известь цементная газированная, песочного типа, доля сырья
Наименование | Единица | Цементно-известковый песок | |
Песок | % | 900 55 55 -65 | |
Цемент | % | 10-20 | |
Лайм | % | 20-30 | Гипс2-3 |
Алюминиевая порошковая паста (600 кг / м 9 0163 3 ) | 1/10000 | 8 | |
Расход воды и материалов | 0.65-0,75 | ||
Система литья | O C | 35-38 | |
Время смешивания алюминия | S | 30-40 | 901
Ссылка: цемент 42,5 портланд или 42,5 обычного цемента
Алюминиевая энергетическая паста рассчитана для использования в соответствии с 600 кг / м 3
Примечание: точная скорость дозирования регулируется в зависимости от сырья на месте
- Мы являются лидером в Китае по производству линии автоклавного газобетона (AAC) с долей рынка 65%.
- Мы экспортировали наши линии в разные страны — Россию, Таиланд, Украину, Ближний Восток и так далее.
- Мы можем предоставить нашим клиентам услуги по проектированию, производству, установке, вводу в эксплуатацию, обучению и послепродажному обслуживанию.
Шесть причин для choosingShandong Hongfa
· бренд известного в Китае
|
· После продажи услуг по всему миру
|
· Одно из десяти влияющих на качество и репутацию в Китае
|
· ISO9001: 2000 сертификат системы качества
| 900080008000 Лидер по производству и продаже блочных станков в Китае
· Достижение стандарта международных требований к качеству
|
000000 ,

Производственная линия нового поколения
Максимальный уровень автоматизации, соответствующий европейским стандартам!
Выучить больше
Мобильная станция RS-1000
используется для производства пенобетона и полистиролбетона различной плотности.
Выучить больше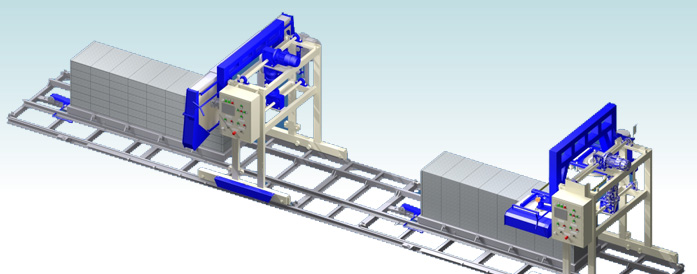

Сравнить качество бетонных блоков
Обзор различного оборудования для распиливания ячеистых бетонов
Выучить больше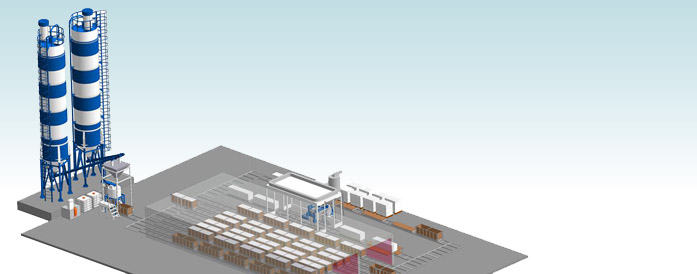
Газобетон
Автоматизированные линии для производства газобетона
Выучить больше
Полистиролбетон
Автоматизированные линии для производства газобетона
Выучить больше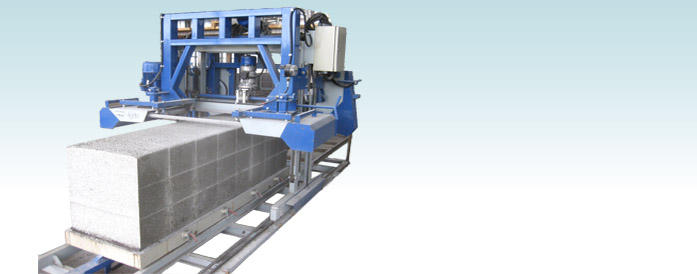
Автоматизированный раскройный комплекс АРК-003
Для любого типа легкого бетона
Выучить больше
Пенобетон
Автоматизированные линии для производства пенобетона
Выучить больше
Полистирол вспененный
Оборудование для производства плит из пенополистирола (EPS)
Выучить больше Профиль компании Наша миссия — внедрить ресурсосберегающие технологии конструирования материалов.Ресурсосберегающие технологии основаны на использовании вторичного сырья, включая промышленные отходы, химический и минеральный состав которого такой же или даже лучше, чем у традиционно используемых материалов. Внедрение ресурсосберегающих технологий позволяет снизить себестоимость. Испытания технологий проводятся специалистами нашей компании в лаборатории, после чего на нашем автоматизированном заводе внедрены технологии для производства агрегатов из неавтоклавного пенобетона, а также из полистиролбетона.
Подробнее