Лазерная резка проёмов — АлмРез
Относительно недавно резка бетона с помощью алмазных дисков относилась к самым передовым технологиям. Действительно, выполненные с использованием данной технологии разрезы не требовали дальнейшей обработки, работа исполнялась за короткий срок, без сильного шума. Отсасывающие устройства, которыми снабжался режущий инструмент, позволяли не оставлять в помещениях грязи, а рабочий, выполняющий резку бетона, не находился при работе в облаке пыли. Однако на рынке строительных услуг появляются новые технологии. Лазерная резка проёмов в бетонных стенах из области фантастики переместилась в реальность.
Стационарные аппараты, использующие для резки прочных строительных материалов лазерный луч, известны уже давно. Однако их габариты и высокий вес не давали возможности их использования на строительных площадках. Разработанные специалистами более современные агрегаты, известные под названием газоразрядные СО2-лазеры, значительно мобильнее. Доставить их на место работы несложно, а для подготовки к использованию лазерного аппарата обычно достаточно получаса. Новое оборудование успешно используется при работах, требующих точности и скорости разреза различных материалов. Газоразрядные лазеры становятся незаменимым инструментом при выполнении спасательных и аварийных работ.
Особенно важно, что использование лазерного луча позволяет делать разрезы любой формы и размера. С помощью лазерной технологии можно выполнить отверстия заданного размера, вырезать в бетонной стене дверной или оконный проём. Более того, при работе нет необходимости присутствия человека, так как все действия выполняет автомат, используя заложенную в него программу. Высокая скорость работы лазерного аппарата (до 1 метра за минуту) обеспечивает наивысшую производительность среди других технологий.
Принцип процесса лазерной резки и её преимущества
При лазерной резке на материал воздействуют одновременно излучение лазера, сфокусированное линзой или объективом и вспомогательный газ. Современное лазерное оборудование способно обрабатывать практически любые материалы, толщина которых достигает 70мм. Индустриальные лазеры изготовляются с максимальной мощностью 45 кВт.
Метод лазерной резки обладает следующими достоинствами:
- Полученный срез не нуждается в дополнительной обработке;
- В процессе резки отсутствует деформация материала;
- Высокая производительность;
- Процесс резки осуществляется по заданной конфигурации и без шума;
- Лёгкое изменение режима резки.
Единственный недостаток, отмеченный у лазерной резки − большие энергозатраты при выполнении работ и высокая стоимость оборудования, что обуславливает солидную цену производимых работ.
Популярное: Алмазная резка | Расширение проемов | Алмазное бурение (сверление) | Усиление проемов | Демонтажные работы | Демонтаж стен и перегородок
лазерная резка бетона
К нам на сайт очень часто заходят через поисковый запрос «Лазерная резка проемов. Резка бетона лазером«, когда надо сделать или расширить проем в бетонной стене, просверлить отверстие под трубы или вентиляцию и так далее. Все эти работы выполняются с помощью технологии «алмазная резка бетона». Алмазная резка является наиболее бесшумной, аккуратной и технологичной из всех существующих на данный момент, а лазерная резка стен пока встречается только в фантастических рассказах и фильмах. На стройках эта технология не применяется совсем, ее просто еще не разработали. Самая аккуратная на данный момент технология — это резка бетона с помощью различного алмазного оборудования. Именно этим мы и занимаемся.
Выполняем резку проемов в железобетонных стенах, фундаментах и перекрытиях. Алмазное бурение отверстий при прокладке коммуникаций, при монтаже систем вентиляции, сверление продухов в фундаментах. В работе используется профессиональные стенорезные машины и установки алмазного бурения.
Как происходит резка бетона можно увидеть на этом видео
Извините, но на сегодняшний день такой технологии, как лазерная резка бетона, к сожалению, не существует. По крайней мере, в практическом и коммерческом применении. Если
Стоимость резки бетона можно узнать в разделе http://artel-msk.ru/price/almaznaya-rezka-stenorez…
Стоимость бурения отверстий http://artel-msk.ru/price/almaznoe-burenie/
Фотогалерея наших работ по алмазной резке
Резка проема в 3 на 3 метра
Проем в бетонной стене алмазным бурением
разка на части бетонной чаши бассейна стенорезной машиной
Лазерная резка проемов | «Алмаз-Центр»
Одной из последних и наиболее эффективных разработок в сфере демонтажа капитальных конструкций, является внедрение систем лазерной резки бетона. Методика и соответствующее оборудование применяется для лазерной резки проемов в капитальных, несущих стенах, перегородках из бетона.
Фантастическая на первый взгляд технология все чаще применяется на практике, и заказать услуги лазерной резки можно обратившись в нашу компанию. Также мы готовы предложить не менее эффективные методы алмазной резки бетона.
Особенности использования лазерной резки
Оборудование для лазерной резки отличается компактностью, подходит для использования в помещениях разной площади и планировки. Не требуются специфические источники питания, оборудование работает от бытовой сети.
Резка фокусированным свето-тепловым лучом производиться в газовой среде, для этого используется CO2 способствующий усилению энергетических характеристик оборудования. В результате такого подхода, технология имеет следующие преимущества:
- Отсутствие вибраций — резка без внутренних, наружных повреждений стен;
- Отсутствие шума и пыли — подходит для использования на жилых объектах;
- Производительность — быстро режет бетон разной толщины;
Использование технологии возможно для резки бетона и армированного бетона. Недостатком может стать высокая стоимость технологии, окупить которую можно при больших объемах. За большие объемы предоставляется скидка, а также ускорение демонтажных работ позволяет сократить сроки перепланировки и сократить текущие затраты. В ряде случаев, дешевле использовать алмазную резку, которую также можно заказать в нашей компании по конкурентоспособной цене. Позвоните, чтобы узнать больше об обоих технологиях и сделать окончательный выбор.
Почему стоит обратиться к нам
Наша компания специализируется на проведении демонтажных работ, резке бетона различными способами. Мы используем передовые технологические решения, в том числе лазерную и алмазную резку для реализации проектов. Предлагаем заказчикам следующие преимущества:
- Конкурентоспособные цены на услуги;
- Оперативное обслуживание в день заказа;
- Соблюдение технологии демонтажа;
- Скидки за объем и для постоянных заказчиков.
Если нужно изготовить проем, частично снести стену или другую конструкцию, обратитесь к нам. Для заказа услуг нужно позвонить в компанию и передать заказ менеджеру технической службы.
Лазерная резка проема
К нам часто обращаются клиенты с просьбой устроить проем в несущей стене при помощи технологии лазерной резки бетона.
Несмотря на то, что такая технология уже существует, при пропиле проема в несущих стенах квартир она не используется и речь идет скорее об алмазной резке бетона.
В этой статье мы поговорим именно о ней и о том, почему этот метод считается наиболее предпочтительным при устройстве проемов в несущих стенах панельных, монолитных и блочных домов.
Проем в несущей стене, сделанныый при помощи алмазной резки фото:
Для того чтобы объяснить почему алмазная резка бетона предпочтительнее остальных методов перескажем историю, которую нам рассказал один из наших клиентов.
В его дома сосед, живший на четыре этажа выше рассказчика устроил ремонт с проемом в несущей стене, причем высверливал отверстия по контуру планируемого проема при помощи перфоратора, а затем пропиливал проем при помощи «болгарки» с диском большого диаметра. Грохот стоял во всем доме в течении двух месяцев, при этом можно только посочувствовать соседям смежных квартир, которые проживали рядом с этим Кулибиным.
Технология же алмазной резки не только позволяет избежать нежелательного шума и вибраций, но и отличается меньшим количеством требуемого для устройства проема времени.
Также стоит отметить, что алмазная резка создает куда меньше мусора и строительной пыли в процессе работы, ведь диск, которым режут стену смачивается водой.
Алмазная резка проемов, фото:
Кроме того, при работе с железобетонными плитами важно не нарушить целостности этих конструктивных элементов, а при работе ударным инструментом этого попросту не удастся избежать. Также к преимуществам алмазной резки проемов можно отнести высокую точность работ, результатом которой станет практически идеально ровная кромка, что позволит избежать лишних отделочных работ после устройства проема.
Наша компания не только проводит физические работы по устройству проемов в несущих стенах, но и занимается сбором и согласованием проектной документации. Если вам требуется проект перепланировки или техническое заключение, то можете смело обращаться к нам. Мы занимаемся своим делом вот уже десять лет и гарантируем законность всех работ за которые беремся.
Мы не зря заговорили о согласовании перепланировки с устройством проема в несущей стене. Если провести такие работы без предварительного разрешения Мосжилинспекции можно не только нарваться на штраф и необходимость узаконить перепланировку, но и встать перед необходимостью восстанавливать участок стены, демонтированный ранее.
Для предварительной консультации можете обращаться к нам при помощи этих контактов, мы всегда рады клиентам.
Резка бетона — твойдомстройсервис.рф
Использование бетона в качестве основного строительного материала упростило процесс возведения высотных зданий и построек с мощными стенами, фундаментами и несущими конструкциями. Одновременно с увеличением прочности и твердости стен из бетона появилась проблема нарезки всевозможных деформационных швов, обустройства технологических окон и дверных проемов. Кирпич достаточно легко режется традиционными пилами, тогда как для железобетонных плит и отливок может помочь только алмазная резка бетона.

Сущность технологии резки бетона
Застывший бетонный массив очень сложно обрабатывать с помощью механической резки или сверления. Легкие, не набравшие расчетную прочность бетонные поверхности еще можно частично резать абразивным диском с наполнителем из карбида и окислов кремния и алюминия. Уже через год после схватывания раствора резка бетона возможна только алмазным инструментом. Причин тому несколько:
- Высокая абразивная истирающая способность зерен застывшего бетона. Любой металл, даже титан или вольфрам, теряет остроту режущей кромки в считаные минуты работы;
- Высокая твердость песчаных и гравийных наполнителей, особенно для тяжелых бетонов. В этом случае традиционный способ резки с помощью перфораторов не способен преодолеть твердый базальт или гранит;
- Наличие в бетонном массиве армирующих стальных и стекло пластиковых стержней, решеток, арматурных прутьев.

При этом достигается практически идеальная геометрия и гладкая фактура отрезанной кромки поверхности. Благодаря высокой точности линии реза алмазная резка проемов в бетоне применяется в качестве основного метода обработки. Даже нарезка плазменным резаком или лазерная резка бетона не обеспечат должного качества и точности. Кроме того, термические методы, широко используемые для карьерной резки гранита и базальта, нельзя применять для бетонных массивов. В этом случае линия реза покрывается трещинами, и образуются внутренние напряжения, возникновения которых нельзя допускать в конструкциях из бетона.
Технология резки бетона алмазом
Алмазная резка бетона во многом похожа на известный метод разрезания оконного стекла с помощью ручного стеклореза. Мельчайшее алмазное зерно, закрепленное на металлической подложке, при движении по бетонной поверхности раздавливает и разрезает менее твердые бетон и гранит на мельчайшие риски. При этом материал выкрашивается из линии реза в виде мельчайшей пыли. Резка бетона алмазным диском всегда сопровождается образованием небезопасной смеси бетонной и алмазной пыли.
- Алмазные круги различной толщины, диаметра и формы режущей кромки;
- Станки для резки бетонных массивов, плит, колонн, фундаментов, в которых основным рабочим инструментом является стальной канат с алмазным напылением;
- Буровые сверла с алмазными коронками;
- Бензорезы и станковые пилы на пневмо и гидроприводе;
- Вспомогательное оборудование для охлаждения инструмента и удаления продуктов реза;
- Инструмент для резки бетона отличается по форме, материалу подложки и количеству алмазного порошка, запаянного в серебряной или медной матрице торцевой поверхности.
Дисковая резка бетона
Разумеется, алмазная резка бетона с помощью диска требует использования специального оборудования, чаще всего это высокооборотные гидравлические или электрические двигатели в защищенных от пыли корпусах. Самые тонкие бетонные стены в 5-7 см режут ручным электроинструментом — мощными болгарками с диаметром диска 250 мм, мощность электродвигателя составляет 2,5-3 кВт. Более толстые перегородки в 10-15 см режут станковыми пилами с алмазным диском, диаметром 50-60 см. Самые мощные стены из бетона от 25 см и выше режут специальными станками с низко оборотными гидроприводами.

Алмазный диск для резки бетона представляет собой достаточно тонкий, от одного до пяти миллиметров, круг из очень прочного и жесткого сплава на основе кобальта. По торцевой поверхности навариваются отдельные сегменты из никелевого сплава. Каждый сегмент покрыт небольшим количеством синтетической алмазной пыли.

При резке бетона температура режущей кромки достигает 800-900оС, поэтому алмазные сегменты приваривают к диску лазером, обычный медный или латунный припой не выдерживает температур. Алмазные диски с лазерной сваркой сегментов могут применяться для резки тонкой арматуры и бетон с большим содержанием кварца.

Резка тяжелых бетон выполняется с использованием дополнительного охлаждения инструмента. В этом случае сегменты паяют серебряными припоями, что позволяет эффективно отводить тепло от режущей кромки. В качестве охлаждения используются вода и водомасляные эмульсии. В процессе резки вода может струйкой направляться на открытую часть инструмента и стекать в поддон. Но чаще всего жидкость распыляется и вместе с потоком воздуха направляется на рабочую кромку с алмазным порошком. Обратный поток воздуха, насыщенный паром и пылью, засасывается воздухоприемником вытяжного устройства, благодаря этому получается резка бетона без пыли.
Воздушно-капельное охлаждение дает возможность при резке эффективно отводить тепло не только от инструмента, но и от бетона. Это важно, так как перегретая бетонная поверхность или стальная арматура нередко становится причиной образования трещин и выкрашивания среза.

Перед началом работ по резке дверного проема или деформационных швов всегда выполняют разметочный шов. Для этого алмазным диском прорезают тонкий, в 5-10 мм, паз по линии будущего разреза. Это позволяет оценить прочность поверхности и правильно выбрать режим работы и инструмент. Если в массиве выявлена стальная арматура, специалисты рекомендуют останавливать болгарку и менять инструмент на диск, предназначенный для обрезания металла. Они намного дешевле алмазных. Кроме того, металл арматуры обычно быстро наплавается и залепляет алмазный порошок, выводя инструмент из строя.
Резка бетона с помощью канатных систем
Дисковые системы неплохо показали себя при разрезании плоских монолитных поверхностей. Но там, где нет возможности установить станок с направляющими, например, при нарезке криволинейных поверхностей, бетонных колонн, колодцев, опор алмазные круги практически бесполезны. Для таких случаев применяется более сложная техника с гибким режущим элементом.

Для небольших объемов могут применяться ручные пилы-бензорезы. Конструктивно такая пила очень сильно напоминает обычную бензопилу, но значительно более мощную и оснащенную защитным кожухом от пыли и воды. Цепь инструмента изготавливается из тех же материалов, что и алмазные круги.

Обрезку очень толстых бетонных массивов выполняют с помощью передвижных станков, у которых основным режущим инструментом является канат или трос, с кольцевыми режущими элементами, покрытыми алмазным порошком. Канатная резка бетона позволяет обрабатывать плиты практически неограниченной толщины, в этом случае возможности техники определяются мощностью привода и длиной троса.
Подведём итог
Кроме дисковых и канатных инструментов, существуют ленточные пилы и вибрационные резчики-долота, но их применение ограничено из-за низкой производительности и высокой стоимости оборудования. Обычно оба способа применяют при демонтаже старых бетонных построек, нефтехранилищ, причалов, подземных трубопроводов, поэтому широкого применения такие инструменты не нашли.
Лазерная резка бетонного проема
Лазерная резка проема
К нам часто обращаются клиенты с просьбой устроить проем в несущей стене при помощи технологии лазерной резки бетона.
Несмотря на то, что такая технология уже существует, при пропиле проема в несущих стенах квартир она не используется и речь идет скорее об алмазной резке бетона.
В этой статье мы поговорим именно о ней и о том, почему этот метод считается наиболее предпочтительным при устройстве проемов в несущих стенах панельных, монолитных и блочных домов.
Проем в несущей стене, сделанныый при помощи алмазной резки фото:
Для того чтобы объяснить почему алмазная резка бетона предпочтительнее остальных методов перескажем историю, которую нам рассказал один из наших клиентов.
В его дома сосед, живший на четыре этажа выше рассказчика устроил ремонт с проемом в несущей стене, причем высверливал отверстия по контуру планируемого проема при помощи перфоратора, а затем пропиливал проем при помощи «болгарки» с диском большого диаметра. Грохот стоял во всем доме в течении двух месяцев, при этом можно только посочувствовать соседям смежных квартир, которые проживали рядом с этим Кулибиным.
Технология же алмазной резки не только позволяет избежать нежелательного шума и вибраций, но и отличается меньшим количеством требуемого для устройства проема времени.
Также стоит отметить, что алмазная резка создает куда меньше мусора и строительной пыли в процессе работы, ведь диск, которым режут стену смачивается водой.
Алмазная резка проемов, фото:
Кроме того, при работе с железобетонными плитами важно не нарушить целостности этих конструктивных элементов, а при работе ударным инструментом этого попросту не удастся избежать. Также к преимуществам алмазной резки проемов можно отнести высокую точность работ, результатом которой станет практически идеально ровная кромка, что позволит избежать лишних отделочных работ после устройства проема.
Наша компания не только проводит физические работы по устройству проемов в несущих стенах, но и занимается сбором и согласованием проектной документации. Если вам требуется проект перепланировки или техническое заключение, то можете смело обращаться к нам. Мы занимаемся своим делом вот уже десять лет и гарантируем законность всех работ за которые беремся.
Мы не зря заговорили о согласовании перепланировки с устройством проема в несущей стене. Если провести такие работы без предварительного разрешения Мосжилинспекции можно не только нарваться на штраф и необходимость узаконить перепланировку, но и встать перед необходимостью восстанавливать участок стены, демонтированный ранее.
Для предварительной консультации можете обращаться к нам при помощи этих контактов, мы всегда рады клиентам.
mrez.ru
Особенности использования лазерной резки
Относительно недавно резка бетона с помощью алмазных дисков относилась к самым передовым технологиям. Действительно, выполненные с использованием данной технологии разрезы не требовали дальнейшей обработки, работа исполнялась за короткий срок, без сильного шума. Отсасывающие устройства, которыми снабжался режущий инструмент, позволяли не оставлять в помещениях грязи, а рабочий, выполняющий резку бетона, не находился при работе в облаке пыли. Однако на рынке строительных услуг появляются новые технологии. Лазерная резка проёмов в бетонных стенах из области фантастики переместилась в реальность.
Стационарные аппараты, использующие для резки прочных строительных материалов лазерный луч, известны уже давно. Однако их габариты и высокий вес не давали возможности их использования на строительных площадках. Разработанные специалистами более современные агрегаты, известные под названием газоразрядные СО2-лазеры, значительно мобильнее. Доставить их на место работы несложно, а для подготовки к использованию лазерного аппарата обычно достаточно получаса. Новое оборудование успешно используется при работах, требующих точности и скорости разреза различных материалов. Газоразрядные лазеры становятся незаменимым инструментом при выполнении спасательных и аварийных работ.
Особенно важно, что использование лазерного луча позволяет делать разрезы любой формы и размера. С помощью лазерной технологии можно выполнить отверстия заданного размера, вырезать в бетонной стене дверной или оконный проём. Более того, при работе нет необходимости присутствия человека, так как все действия выполняет автомат, используя заложенную в него программу. Высокая скорость работы лазерного аппарата (до 1 метра за минуту) обеспечивает наивысшую производительность среди других технологий.
Принцип процесса лазерной резки и её преимущества
При лазерной резке на материал воздействуют одновременно излучение лазера, сфокусированное линзой или объективом и вспомогательный газ. Современное лазерное оборудование способно обрабатывать практически любые материалы, толщина которых достигает 70мм. Индустриальные лазеры изготовляются с максимальной мощностью 45 кВт.
Метод лазерной резки обладает следующими достоинствами:
- Полученный срез не нуждается в дополнительной обработке;
- В процессе резки отсутствует деформация материала;
- Высокая производительность;
- Процесс резки осуществляется по заданной конфигурации и без шума;
- Лёгкое изменение режима резки.
Единственный недостаток, отмеченный у лазерной резки − большие энергозатраты при выполнении работ и высокая стоимость обору
Прайс-лист – стоимость и расценки на алмазную резку бетона и кирпича в Москве
 Компания АлмазоРезСервис предоставляет услуги по алмазной резке стен и перекрытий из бетона и кирпича в Москве, у нас экономически выгодные расценки на указанный вид строительных работ и мы гарантируем их качественное исполнение на объектах любой сложности. Стоимость алмазной резки железобетона зависит от целого ряда параметров, влияющих на скорость и сложность исполнения работ.
Компания АлмазоРезСервис предоставляет услуги по алмазной резке стен и перекрытий из бетона и кирпича в Москве, у нас экономически выгодные расценки на указанный вид строительных работ и мы гарантируем их качественное исполнение на объектах любой сложности. Стоимость алмазной резки железобетона зависит от целого ряда параметров, влияющих на скорость и сложность исполнения работ.Проемы в стене
| Толщина бетонного проема, см | Цена в рублях за проем |
|---|---|
| 13-14 | от 12000 |
| 16-18 | от 15000 |
| 19-20 | от 17000 |
| 21-22 | от 19000 |
| 24-25 | от 22000 |
| 26-30 | от 26000 |
Стоимость указана за стандартный проем 210х90см.
Перекрытия (Резка швонарезчиком)
| Толщина перекрытий, см | Цена в рублях за п.м. |
|---|---|
| 14-15 | 800 |
| 16-17 | 900 |
| 18-19 | 1000 |
| 20-21 | 1200 |
| 22-24 | 1300 |
| 25-27 | 1500 |
| 28-29 | 1600 |
| 30-31 | 1700 |
| 32 | 1900 |
Минимальная стоимость заказа на резку перекрытий Швонарезчиком 25000р.
Требуется электричество 380В(от 12кВТ). Или открытая проветриваемая площадка для бензинового швонарезчика.
Перекрытия и стены (Резка ручными резчиками и стенорезной системой)
| Толщина бетона, см | Цена в рублях за п.м. |
|---|---|
| 8-10 | 600 |
| 11-12 | 900 |
| 13-15 | 1300 |
| 16-18 | 1600 |
| 19-20 | 1800 |
| 21-22 | 2000 |
| 23-24 | 2200 |
| 25-26 | 2400 |
| 27-28 | 2600 |
| 30 | 2800 |
| 40 | 3800 |
| 50 | 4800 |
| 60 | 5800 |
Минимальная стоимость заказа на резку ручным резчиком 8000р.
Минимальная стоимость заказа на резку Стенорезной машиной 35000р (Требуется электричество 380В(от 15кВТ).
Кирпич
| Толщина кирпичной стены, см | Цена в рублях за п.м. |
|---|---|
| 8-10 | 450 |
| 11-12 | 650 |
| 13-15 | 850 |
| 16-18 | 1000 |
| 19-20 | 1100 |
| 21-22 | 1200 |
| 23-24 | 1400 |
| 25-26 | 1600 |
| 27-28 | 1800 |
| 30 | 2000 |
| 40 | 2500 |
| 50 | 3000 |
| 60 | 3500 |
Минимальная стоимость заказа 8000р.
Алмазным канатом
| Тип конструкции | Цена в рублях за м2 реза |
|---|---|
| Железобетон | 13000 |
| Бетон | 12000 |
| Кирпич | 11000 |
1 м2 реза = длина реза* глубину реза.
Минимальная стоимость заказа 50000р.
Резка камня
| Толщина камня, см | Цена в рублях за п.м. |
|---|---|
| 8-10 | 500 |
| 11-12 | 800 |
| 13-15 | 1200 |
| 16-18 | 1500 |
| 19-20 | 1700 |
| 21-22 | 2000 |
| 23-24 | 2200 |
Минимальная стоимость заказа 8000р.
Руководство для инженера по лазерной резке> ENGINEERING.com
 Если вас попросили назвать важное событие 1967 года, есть множество очевидных ответов.
Если вас попросили назвать важное событие 1967 года, есть множество очевидных ответов.В 1967 году было «Лето любви», подтверждение Тергуда Маршалла в Верховном суде и — если вы хоккейный фанат — это был последний раз, когда «Торонто Мэйпл Лифс» выиграли Кубок Стэнли. В 1967 году не было недостатка в технических новостях, включая катастрофу Аполлона-1, первый запуск ракеты Сатурн V и дебют Конкорд.
Вот еще одно событие 1967 года, которое, возможно, было столь же важным, но не получило столько внимания прессы: Питер Хоулдкрофт, тогдашний заместитель научного директора Института сварки в Кембридже, Великобритания, начал свои эксперименты с использованием газа, поддерживающего кислород, для резки 1 мм. толстый стальной лист с лазером CO 2 мощностью 300 Вт.
Это положило начало использованию лазеров для промышленной обработки материалов. Теперь, 50 лет спустя, станки для лазерной резки составляют самый большой сегмент рынка станков для резки металла, который также включает плазменную, гидроабразивную и механическую резку.
Что такое лазерная резка?
Проще говоря, лазерный резак с ЧПУ использует когерентный луч света для резки материала, чаще всего листового металла, а также дерева, алмаза, стекла, пластика и кремния.

(Изображение любезно предоставлено AMADA.)
Вначале луч направлялся через линзу через зеркала, но в наши дни гораздо более распространена волоконная оптика. Линза фокусирует луч в рабочей зоне для сжигания, плавления или испарения материала. Точный процесс, которому подвергается материал, зависит от типа лазерной резки.В общих чертах, лазерную резку можно разделить на два типа: лазерная резка плавлением и абляционная лазерная резка. Лазерная резка плавлением включает плавление материала в колонне и использование потока газа под высоким давлением для срезания расплавленного материала, оставляя открытый пропил. Напротив, абляционная лазерная резка удаляет материал слой за слоем с помощью импульсного лазера — это похоже на долбление, только светом и в микроскопическом масштабе. Обычно это означает испарение материала, а не его плавление.
Два других ключевых фактора отличают лазерную резку плавлением от абляционной лазерной резки.
Во-первых, абляционная лазерная резка может использоваться для частичных надрезов в материале, тогда как лазерная резка плавлением может использоваться только для прорезания всего материала. Это связано с тем, что резка плавлением работает с лазерами либо в непрерывных волнах, либо со значительно более длинными импульсами, чем абляционная резка (микро- или миллисекунды против наносекунд), что приводит к проникновению ванны расплава на всю глубину металла.Этот расплавленный материал должен быть срезан потоком газа, иначе он может остаться в пропиле и при охлаждении сварить срезанные кромки.
Второй и более важный фактор, который отличает эти два типа лазерной резки, — это скорость. «При резке листового металла, составляющей основную часть отрасли резки, вы в основном режете материал толщиной от 0,5 до 12 мм», — сказал Рузбех Саррафи, старший научный сотрудник компании
.
IPG Photonics. «При нынешнем состоянии лазерных технологий лазерная резка плавлением выполняется намного быстрее для таких установок.Абляционная резка сейчас занимает больше времени ».
(Изображение любезно предоставлено IPG Photonics.)
Учитывая доминирующее положение в отрасли резки листового металла, эта статья посвящена лазерной резке плавлением. Если вы хотите узнать больше об абляционной лазерной резке, ознакомьтесь со статьей о производстве в микронном масштабе.
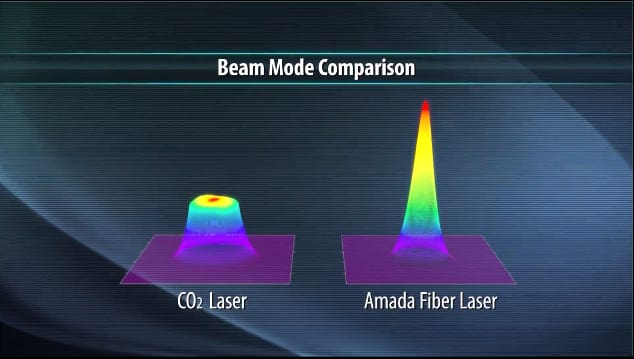
Волоконные лазеры и CO 2
Двумя наиболее распространенными типами станков для лазерной резки являются волоконный лазер и CO 2 .
CO 2 лазеры используют электромагнитно-стимулированный газ — обычно смесь углекислого газа, азота, а иногда и водорода, ксенона или гелия — в качестве активной лазерной среды.Напротив, в волоконных лазерах, которые являются разновидностью твердотельных лазеров, используется оптическое волокно, легированное редкоземельными элементами, такими как эрбий, иттербий, неодим или диспрозий. Как показали эксперименты Хоулдкрофта, промышленность началась с CO 2 , и эта технология доминировала до недавнего времени.

(Изображение любезно предоставлено Bystronic.)
«Начиная примерно с 2010 или 2011 года продажи волоконных лазеров составляли около 5-10 процентов от всех продаж лазеров», — сказал Дастин Дил, менеджер по продукции лазерного подразделения AMADA AMERICA.«Они были и раньше, но не получили особого успеха — люди не были знакомы с технологиями. Как только покупатели стали чувствовать себя более комфортно, именно тогда вы действительно заметили рост продаж волокна. По состоянию на конец 2017 года более 90 процентов продаж машин приходилось на волокно ».Спекуляции о том, что волоконные лазеры захватят рынок с CO 2 , полностью восходят к некоторым из самых первых волоконных лазерных систем. По мере того, как за последнее десятилетие ситуация изменилась, вопрос сместился с «Возможно ли, что рынок так называемых нишевых лазерных резаков окажется больше, чем ожидалось?» на «Полностью заменят ли волоконные лазеры CO 2 ?»
Даже среди экспертов, остается спорным вопросом:
«Тенденция [замены CO 2 на оптоволокно] будет продолжаться», — сказал Эрих Бухольцер, менеджер по продукции по лазерной резке Bystronic.«Возможно, будут полностью заменены лазеры CO 2 . Если так, то это произойдет в среднесрочной перспективе, пока технология волоконных лазеров будет развиваться дальше. В настоящее время лазеры CO 2 по-прежнему обладают некоторыми конкретными преимуществами, например, лучшим качеством кромок в толстом материале и меньшими заусенцами ».
Диль был более осторожен, но все еще оптимистичен в отношении перспектив волокна:
«Заменит ли он когда-нибудь CO 2 ? Я бы не хотел делать такое смелое заявление, потому что могут быть некоторые приложения, где это необходимо, но мы можем сделать с волокном так много, что, судя по тому, что мы обнаружили, нет ничего, что не могло бы сделать волокно. что CO 2 может.”
(Изображение любезно предоставлено AMADA.)
Он также не согласился с оценкой Бухольцера характеристик волокна на толстых материалах.«Идея о том, что CO2 имеет« преимущество », когда речь идет о более толстых материалах, вероятно, является более старым заблуждением, а когда мы говорим о« старости »в мире волокна, это может быть всего на пару лет», — сказал он. «Когда впервые появилось волокно, это вызывало беспокойство, потому что на самом деле не существовало какой-либо технологии, которая позволяла бы получить качество кромки CO2, но сегодня мы можем воспроизвести это качество кромки даже с более толстыми материалами.”
Саррафи из IPG Photonics был еще более оптимистичен в отношении перспектив волоконных лазеров:
«Я ожидаю, что твердотельные лазеры, особенно волоконные, в связи со всеми разработками, произошедшими в последние годы, полностью заменят СО2-лазеры для резки листового металла. Если вы пойдете на такие шоу, как FABTECH, очевидно, что волоконные лазеры уже доминируют в области резки металлов ».
Материалы для лазерной резки
Как отмечалось выше, лазерные резаки с ЧПУ используются для обработки широкого спектра материалов в различных отраслях промышленности.Поскольку резка листового металла является наиболее распространенным применением, стоит сосредоточиться на соответствующих особенностях. Например, отражательная способность и толщина поверхности — два наиболее важных фактора, которые следует учитывать.

(Изображение любезно предоставлено IPG Photonics.)
«Отражение является основным фактором, определяющим тип материала, который можно разрезать, и здесь используется лазерная технология (например, CO 2 против волоконного лазера)», — сказал Бухольцер. «Максимальная толщина зависит от различных факторов, в том числе от мощности лазера и от способа ее применения.”Что касается отражательной способности, Саррафи добавил:
«Доказано, что современные волоконные лазеры режут все отражающие металлы, если они обладают достаточной мощностью и достаточно маленьким размером пятна», — сказал он. «Все дело в высокой пиковой мощности и оптической настройке. Так что отражательная способность больше не является проблемой ».
Это правда, что усовершенствования волоконных лазеров привели к появлению более широкого диапазона вариантов лазерной резки металла, включая медь, латунь, титан и другие сплавы, которые не подходили для CO 2 .Однако, несмотря на эти улучшения, толщина материала по-прежнему является значительным ограничением для лазерной резки.
«Обычно в мире лазеров верхним пределом является низкоуглеродистая сталь толщиной 1 дюйм, — сказал Диль. «Как только вы перейдете к пластине размером 1½ или 2 дюйма, возможно, появится лучший инструмент для работы».
Лазерная резка по сравнению с другими процессами
Хотя лазерные резаки с ЧПУ за последнее десятилетие добились огромных успехов, особенно волоконных лазеров, они не единственная игра в городе.Если вы подумываете о новом (или бывшем в употреблении) станке для лазерной резки для своего применения, скорее всего, вы либо модернизируете старый лазер, либо заменяете менее эффективный процесс на более эффективный. В последнем случае часто возникают споры между лазерной, плазменной, механической и гидроабразивной резкой.

(Изображение любезно предоставлено Bystronic.)
«Во многом это зависит от вашего продукта и от того, попадает ли он в правильный диапазон», — сказал Диль. «Как правило, лазер будет иметь размеры 5х10 футов или, может быть, 6х12 футов.Мы привыкли обрабатывать низкоуглеродистую сталь толщиной 1 дюйм и пух. Теперь, с волокнами более высокой мощности, мы даже делаем 1 дюйм из нержавеющей стали и 1 дюйм из алюминия, что является одним из достижений технологии волоконных лазеров. Но пока вы остаетесь в пределах этого диапазона и ниже, волоконный лазер определенно будет лучшим вариантом ».Лазерная резка против плазмы
Плазменная резка использует электрически нагреваемый канал ионизированного газа для резки материала. Поскольку сама заготовка составляет часть образующейся электрической цепи, она должна быть электропроводной.

Разгрузка лазерного станка с ЧПУ AMADA liber в Центре готовности флота на юго-востоке.
С точки зрения капитальных затрат, эксплуатационных затрат и скорости плазменная резка имеет преимущество перед лазерной резкой. Как указано выше, плазменная резка также лучше подходит для резки толстых листов. Однако лазерные резаки с ЧПУ выигрывают в гибкости — поскольку они могут резать непроводящие материалы — и, что более важно, в качестве кромки.Допуск на размер детали для плазменной резки также значительно ниже, чем для лазерной резки, поскольку ширина пропила для плазменной резки значительно больше.
Лазерная резка и штамповка
В этом контексте «механическая резка» относится к использованию штамповочного пресса с матрицей.
В среднем механическая резка имеет более высокие капитальные затраты и более высокие эксплуатационные расходы, чем лазерная резка, особенно если в пробивном прессе используется сложный набор штампов. Хотя в последние годы механическая резка значительно продвинулась вперед, лазерная резка остается более гибким процессом. Главное преимущество механической резки — объем.

(Изображение любезно предоставлено AMADA.)
«Если вы сравниваете механический пробивной пресс с волоконным лазером, то волоконный лазер дает вам гораздо больше гибкости, но пробивной пресс будет более экономичным только в том случае, если вам нужно произвести очень большое количество идентичных деталей», — сказал Саррафи.
Лазерная резка также имеет несомненное преимущество перед штамповкой, когда дело касается качества деталей, особенно если следы инструмента или царапины на поверхности являются проблемой в вашем приложении.
Laser Cutting vs.Waterjet
При гидроабразивной резке используется струя воды под высоким давлением, часто в сочетании с абразивом. Его капитальные затраты выше, чем у плазмы, но ниже, чем у лазера, однако он также имеет самые высокие эксплуатационные расходы из всех трех.
Waterjet может выполнять трехмерную резку материалов, а также более толстые материалы, в то время как лазерная резка выигрывает в скорости резки, хотя это можно компенсировать в многоструйных системах. Относительное качество кромок и точность близки, но у гидроабразивной резки есть небольшое преимущество в обоих случаях.
Распространенные ошибки при лазерной резке
«С точки зрения первого лазера, здесь есть фактор запугивания», — сказал Диль. «Это высокотехнологичное оборудование, и заказчик может поступать из другого источника, например из плазмы или даже из старого механического штампа».
(Изображение любезно предоставлено IPG Photonics.)
Как и в случае с любым новым процессом, лазерная резка требует обучения. Если у вас есть опыт работы с другими процессами XY-резки, такими как плазменная, станок для лазерной резки с ЧПУ должен показаться вам относительно знакомым.Тем не менее, есть еще несколько ошибок, которых новым пользователям следует избегать. Саррафи особо отметил два:«Я видел, как заказчики иногда пропускали разрешение инструмента или ширину пропила, ошибочно полагая, что это бесконечно узкие линии реза», — отметил он. «Это не так, хотя лазеры очень узкие по сравнению с другими процессами. Диапазон обычно составляет от 30 до 300 микрон, в зависимости от мощности лазера, оптических настроек и вашего технологического процесса. Это нужно учитывать при оформлении кроя.”
Еще одна распространенная ошибка, связанная с опорой мелких деталей с помощью микровыступов, называется выступом:
«Для лазерной резки используется газ под высоким давлением — 5-25 бар для азотной резки — поэтому вам необходимо, чтобы детали поддерживались собственным весом, что работает, если они толще 2-3 мм и относительно большие по размеру, но для деталей, которые являются тонкими и маленькими, чтобы противостоять силе потока газа, небольшие участки должны оставаться неразрезанными », — сказал Саррафи. «Эти микрошвы очень маленькие, 0.2–0,4 мм шириной, поэтому их легко сломать при постобработке, но иногда необходимо соединить детали с рамой, чтобы детали не улетали ».
(Изображение любезно предоставлено Bystronic.)
Одна последняя проблема касается технического обслуживания лазерного резака, как пояснил Диль: «Волоконный лазер имеет множество деталей, которые необходимо учитывать в повседневной работе, например, чистоту. Существуют сопла, которые необходимо обслуживать должным образом, или устройства защиты линз — это вещи, с которыми нужно иметь дело ежедневно.«Все это указывает на важность сочетания систем лазерной резки с опытными и квалифицированными операторами, как отметил Диль.«Мы видим магазины с операторами, которые похожи на наших внутренних чемпионов: они заставляют нас хорошо выглядеть, потому что они заботятся о машине и понимают важность всего, от методов программирования до ежедневного обслуживания».
Советы по эффективной лазерной резке
Существует распространенное заблуждение относительно лазерной резки, что эффективность зависит только от чистой мощности лазера.Частично это связано с унаследованными системами CO 2 , но быстрые достижения в технологии волоконных лазеров охватили не только мощность лазерного луча. «По мере увеличения мощности резания необходимо учитывать и другие факторы», — сказал Бухольцер. «С технологической точки зрения, особенно для обработки тонких материалов, динамика станка (ускорение / замедление) также должна увеличиваться, чтобы в полной мере использовать дополнительную мощность резания». Ускорение и замедление являются основными ограничениями для эффективности резки.

(Изображение любезно предоставлено AMADA.)
Даже удвоение скорости резания не обязательно приведет к эквивалентному сокращению времени цикла, поскольку это зависит от геометрии обрабатываемых деталей, как объяснил Саррафи: «Поскольку становятся доступны очень высокие скорости резания, мы говорим о 2000 дюймов в минуту или один метр в секунду — время цикла для деталей менее 2 дюймов или меньше со сложными функциями ограничено ускорением, а не скоростью. Прежде чем вы наберете полную скорость, вам нужно перейти в другой угол.”Другой способ взглянуть на этот момент заключается в том, что приложения, включающие большие детали или детали с менее сложными функциями, могут использовать преимущества высокоскоростной лазерной резки, поскольку ускорение и замедление будут менее значимыми. «Что вам действительно нужно, так это хорошая система доставки луча, способная справиться с той мощностью, которую вы посылаете на нее, включая линзы, режущую головку и т. Д.» — отметил Диль.
«Это нечто большее, чем просто грубая сила», — добавил он. «В FABTECH уже много лет используется лазер мощностью 12000 Вт — там много мощности, — но всегда ли он был надежным производственным инструментом?»
Рекомендации по покупке станка для лазерной резки с ЧПУ
Если вы собираетесь купить свой первый станок для лазерной резки с ЧПУ, следует помнить о нескольких вещах.В качестве альтернативы, если вам интересно, не пора ли модернизировать ваш единственный лазерный резак, Саррафи предложил такой примерный совет: «Если вам нужно резать материал со скоростью менее 30 дюймов в минуту или 0,75 метра в минуту, я расцениваю это как знак того, что лазерный процесс становится маргинальным ».

(Изображение любезно предоставлено Bystronic.)
В любом случае, первый шаг — выяснить, как и где машина впишется в вашу работу, как объяснил Бухольцер:«Мощность обработки, обеспечиваемая современным станком для резки волоконным лазером, очень высока, что означает высокую производительность станка, особенно при обработке тонких листов», — сказал он.«Если вы собираетесь инвестировать в станок для лазерной резки, вам следует учитывать не только этот этап процесса, но и то, как вы встраиваете станок на своем заводе, чтобы получить наилучшие результаты от вложений».
Как указано в предыдущем разделе, мощность лазерного луча не должна быть единственным показателем при принятии решения. При этом нельзя полностью сбрасывать со счетов его, как объяснил Саррафи:
«Не ограничивайте себя выбором лазера с минимальной мощностью, необходимой для резки деталей. Лазеры высокой мощности расширяют ваши возможности не только по производительности, но также по качеству и повторяемости процесса резки.”
Это связано с тем, что лазеры с более высокой мощностью позволяют игнорировать небольшие отклонения в материале и системе резки, которые необходимо учитывать и настраивать при использовании лазера с меньшей мощностью. «Если вы выберете лазер мощностью 1 кВт для 4-миллиметровой нержавеющей стали, вам, возможно, придется стать экспертом в области резки 4-миллиметровой нержавеющей стали мощностью 1 кВт», — пояснил Саррафи. «Это связано с тем, что из-за небольшого технологического окна необходимо выявить и устранить все небольшие отклонения от идеальных условий материала и системы резки.Если у вас есть лазер мощностью 2 или 3 кВт для обработки того же материала, вы не только сможете резать быстрее, но и сможете выполнять задания с меньшими затратами опыта ».
(Изображение любезно предоставлено IPG Photonics.)
При принятии решения о том, сколько мощности вам действительно нужно, может быть полезно рассмотреть базовое уравнение стоимости детали. В связи с этим Диль предложил следующий совет: «Один вопрос, который я хотел бы задать:« Что делается с технологической точки зрения, чтобы снизить стоимость детали? »Вы можете купить лазер самой высокой мощности и подать больше вспомогательного газа в как вы можете, но действительно ли это делает деталь более рентабельной, или она действительно делает деталь более дорогой по сравнению с тем способом, которым вы ее использовали для обработки? »Промышленная лазерная резка
В отличие от Toronto Maple Leafs, промышленная лазерная резка одержала значительные победы с 1967 года.Подобно тому, как станки для лазерной резки с ЧПУ вышли из ниши и стали доминировать на рынке станков для резки, так и волоконный лазер поднялся из нишевой технологии и таким же образом стал доминировать на рынке станков лазерной резки. Но есть много факторов, которые следует учитывать перед тем, как погрузиться в лазерную резку. Просто помните, что для лазеров, как и для жизни, мощность — это еще не все, но это еще не все.
Для получения дополнительной информации о лазерной резке посетите веб-сайты AMADA AMERICA, Bystronic и IPG Photonics.
Чтобы получить информацию о других процессах изготовления и обработки, ознакомьтесь с нашими характеристиками по гидроабразивной резке, электроэрозионной обработке и 5-осевой обработке.
.Лезвие для лазерной резки, сегмент для резки железобетона
Лезвие для лазерной резки Сегмент для резки железобетона
Описание продукта
Мы являемся производителем каменных сегментов, в основном производим сегменты гранита, мрамора, песчаника, базальтового камня.Предлагаем OEM-продукцию, заводскую цену напрямую, с гарантией хорошего качества .
- 1) Типы алмазных сегментов включают сегменты сэндвича, многослойные сегменты и упорядоченно расположенные сегменты и твердосплавные наконечники, каждый тип предназначен для разного камня или бетона, плитки, керамики, асфальта, пола, чтобы снизить стоимость сегмента и увеличить эффективность резки.
- 2) Наш режущий наконечник с алмазными сегментами подходит для твердого камня, такого как твердый гранит, твердый мрамор, андезит, и строительных материалов, таких как бетон, асфальт, кирпич, фарфор, плитка, специальное стекло и огнестойкие материалы.
- 3) Наш основной рынок сегмента — рынок Индии, Восточной Европы, Ближнего Востока, таких как Иран, Иордания, Египет, Турция.
- 4) Мы принимаем заказы OEM из развитых стран Европы и Америки.
- 5) Сообщите, пожалуйста, размеры алмазного сегмента и заготовки пилы, а также предмет для резки, а также характер режущего предмета.
- 6) У нас есть собственный отдел разработок и исследований, более чем 6-летний опыт производства, наш техник выделяет специальную формулу на основе характера объекта клиента, чтобы удовлетворить требования к резцу, улучшить точность инструмента и срок службы резания.
Спецификация:
* 250-800 мм
| Диаметр (мм) | Размер сегмента (мм) | No сегмента.(шт / набор) | Метод сварки | Структура | ||
| Длина | Ширина | Высота | ||||
| 250 | 40 | 2,5 | 8/10 | 18 | Серебряная сварка или Лазерная сварка | Многослойная или Без слоя |
| 300 | 40 | 3.2 | 8/10 | 21 | ||
| 350 | 40 | 3.2 / 3,4 | 8/10 | 24/25 | ||
| 400 | 40 | 3,6 | 8/10 | 28 | ||
| 450 | 40 | 4,0 | 8/10 | 32 | ||
| 500 | 40 | 4,2 | 8/10 | 36 | ||
| 550 | 40 | 4,4 | 8/10 | 38 | ||
| 600 | 40 | 4.6 | 8/10 | 42 | ||
| 700 | 40 | 5,0 | 8/10 | 50 | ||
| 725 | 40 | 5,5 | 8/10 | 50 | ||
| 800 | 40 | 5,2 | 8/10 | 46 | ||
* 900-3500 мм
| Диаметр (мм) | Размер сегмента (мм) | Номер сегмента | Метод сварки | Структура | ||
| Длина | Ширина | Высота | ||||
| 900 | 24 | 7,0 / 6,5 | 10/12/15/20 | 64 | Сварка серебром или Лазерная сварка | Многослойная или Без слоя |
| 1000 | 24 | 7,0 / 6,5 | 10/12/15/20 | 70 | ||
| 1100 | 24 | 7.4 / 6,8 | 15/12/20 | 74 | ||
| 1200 | 24 | 7,5 / 7,0 | 15/12/20 | 80 | ||
| 1300 | 24 | 8,0 / 7,5 | 15/12/20 | 88 | ||
| 1350 | 24 | 8,4 / 7,7 | 15/12/20 | 88 | ||
| 1400 | 24 | 8,5 / 8,0 | 15.12.20 | 96 | ||
| 1600 | 24 | 9.0 / 8,7 / 8,4 | 15/12/20 | 108 | ||
| 1700 | 24 | 9,4 / 8,9 / 8,4 | 15/12/20 | 112 | ||
| 1800 | 24 | 9,5 / 9,0 | 15/12/20 | 120 | ||
| 2000 | 24 | 10,5 / 9,5 | 15/12/20 | 128 | ||
| 2200 | 24 | 11,5 / 10,5 | 15/12/20 | 132/136 | ||
| 2500 | 24 | 12/11.5/11 | 15/20/25/30 | 140 | ||
| 2700 | 24 | 12 / 11,5 / 11 | 15/20/25/30 | 140 | ||
| 3000 | 24 | 12,5 / 12 / 11,5 | 15/20/25/30 | 160 | ||
| 3500 | 24 | 13 / 12,5 / 12 | 15/20/25/30 | 180 | ||
Упаковка и доставка
Внутри картонная коробка.Внешний пакет выбирается в зависимости от вида транспорта. По воздуху используйте картонную коробку, чтобы снизить транспортные расходы, по морю используйте деревянный ящик для водонепроницаемости.
Наши услуги
1.Китай профессиональный производитель алмазного сегмента, мы разрабатываем широкий спектр камнерезного сегмента,
Sush as для
- Гранит, мрамор, песчаник, базальт, лава, известняк, бетон, асфальт и т.д …
2. Наши алмазные сегменты имеют экономичную цену.Его качество широко признано на международном торговом рынке.
Сегменты в основном продаются на
- Йемен, Индонезия, Грузия, Мексика, Турция.
4. Мы стремимся предоставить клиентам сегмент камнерезных изделий высокого качества по разумной цене, чтобы снизить затраты клиентов,
, чтобы клиенты могли удобно использовать инструменты.
5. Мы предлагаем полный диапазон размеров сегментов для отрезной пилы 250-3500 мм.
6. Мы предлагаем услуги OEM, предлагаемые в индивидуальных спецификациях.
.Co2 лазерный станок для резки бетона для листового металла 1 мм, 1,5 мм 2 мм
(Для большего размера у нас есть: 1400 * 1000 мм, 1600 * 1000 мм, 1300 * 1800 мм, 1300 * 2500 мм; у нас также есть меньшие размеры, такие как 300 * 400 мм, 400 * 500 мм, 600 * 400 мм, 600 * 900 мм и т. Д.)
Технические параметры:
Модель | UT -1 325 | |
Зона резки | 1300 * 2500 мм | |
Мощность лазера | Reci W8 150-180 Вт | |
Тип лазера | Лазерная трубка с водяным охлаждением | |
Система управления | Ruida 6442G | |
Скорость гравировки | 0-60000 мм / мин | |
Скорость резания | 0-40000 мм / мин | |
Выход лазера | Настройка программного обеспечения 1-100% | |
003 Сброс точности позиционирования 119≤ ± 0.01 мм | ||
Электропитание | 220 В, 50 Гц / 60 Гц | |
Рабочая температура | 0 градусов-45 градусов | 5-95% |
Мин. Формирующий символ | Английский 1.0 * 1.0 мм | |
Поддержка графического формата | BMP, PLT, DST, DXF, AL | |
Поддерживаемое программное обеспечение | TAJIMA, CoreIdraw, Photoshop, AutoCAD | |
Система привода | Шаговый двигатель стола 02 9006 910Рабочий стол | Рабочий стол с алюминиевым лезвием |
Водяной охладитель и система защиты CW6000 | ||
Дополнительные запасные части | Подъемно-опускающийся рабочий стол, поворотная система для трубы |
9000 детали:
Панель управления:
Режущая головка с автофокусом:
Лазерная трубка Reci W8:
000
000
000
000
000 Применимые материалы: резина, пластик, ткань, кожа, шерсть, хрусталь, органическое стекло, плитка, нефрит, бамбук
, дерево, нержавеющая сталь и т. Д.
Применимые отрасли: резина, пластик, тканевые игрушки, кожа, компьютерная вышивка, пресс-форма,
ремесла, бамбук и дерево, реклама и оформление зданий, упаковка и печать, бумага
продуктов, реклама,
Типичное применение: акрил хрустальные слова, акриловый аквариум, поделки из керамики, печать на каучуковом картоне, аппликация
, товарный знак особой формы, гравировка и выдолбление узоров или рисунков на одежде
и коже.
.Китай Новый станок для лазерной резки бетона 80/100/130/150 Вт
Китай Новый лазерный станок для резки бетона 80/100/130/150 Вт
Описание продукта
Характеристика
Этот тип станка представляет собой своего рода систему лазерной гравировки, оснащенную лазером Co2 трубка, он используется для гравировки на акриле, ПВХ, листе резины, пластике, хрустале, стекле, дереве, бамбуке, роге, фигурке, мраморе, коже, ткани, двухцветной доске и т. д.неметаллические материалы.
Параметр
Модель | Станок для лазерной резки (HT-1610) | ||
Рабочая зона | 160см * 10043 | 160 см * 10043 900Размер оборудования | 205см * 141см * 107см (Д * Ш * В) |
Мощность лазера | 80/100/130 / 150Вт | ||
Тип лазера | CO2 герметичная лазерная трубка, с водяным охлаждением | ||
Скорость гравировки | 0-6000см / мин | ||
Скорость резания | 0-5000см / мин | ||
Источник питания | 220 В / 50 Гц, 110 В / 60 Гц | ||
Gr Поддерживаемый формат aphic | BMP, PLT, DST, DXF, AI | ||
Поддерживаемое программное обеспечение | CorelDraw, PhotoShop, AutoCAD, TAJIMA | ||
Система привода | |||
Вес нетто | 450 кг | ||
Дополнительные детали | Рабочий стол вверх-вниз, ось вращения | ||
Применяемый материал | Акрил, хрусталь, стекло, керамика , мрамор, металлическое покрытие, ткань, ткань, дерево и т. д. |
Приложение
Резка, гравировка и штамповка мягких материалов, таких как всякая одежда, кожа, ковер,
замша, джинсы, игрушки , текстиль, промышленные ткани и т. д.
Материал | Резка | Гравировка |
Акрил | Оргстекло | ПММА | Perspex | √ | √ |
Органический картон | Двухцветный лист | √ | √ |
Дерево | Фанера | Шпон | МДФ | Balsa | √ | √ |
Кожа | ПУ | Материал обуви | Синтетическая кожа | Натуральная кожа | √ | √ |
Ткань | Ткань | Текстиль | √ | √ |
Ковер | Мат | Коврик | Шерстяной войлок | √ | √ |
Бумага | Картон | ДСП | Прессовая доска | √ | √ |
Керамика | Плитка | Мрамор | Стекло | √ | √ |
Пластик | √ | √ |
Стекловолокно | Ткань фильтра | √ | √ |
Упаковка и отгрузка
Информация о компании
000
9000000
000
Обучение и использование
1.Для установки и эксплуатации мы предоставим руководство по эксплуатации машины на английском языке.
2. Заказчик может пройти обучение на нашем заводе.
3. Наш инженер может пройти обучение на заводе заказчика.
Гарантия и послепродажное обслуживание
1. Наша гарантия составляет 2 года, считая с даты прибытия Машины в порт назначения
.
2. Мы поставим после обслуживания 24 часа, клиент может связаться с нами в любое время.
3. Когда некоторые проблемы не могут быть решены клиентами, наш инженер может прийти на помощь.
FAQ
Вопросы и ответы:Q1.как получить наиболее подходящую машину и лучшую цену
скажите, пожалуйста, материал, над которым вы хотите работать?
Как над этим работать? Гравировка? Резка? Или другой ?
Каков МАКСИМАЛЬНЫЙ размер этих материалов? (Длина? Ширина? Толщина?)
Q2.Какая оплата?
Оплата составляет 30% или 50% T / T или торговую гарантию Alibaba заранее, баланс после завершения машины.
Q3.Каково время производства после заказа?
Время доставки составляет около 10-20 дней в зависимости от разных машин.
Q4. Если мы не умеем пользоваться машиной, можете ли вы нас научить?
Да, мы будем, если вы приедете в Китай, мы предложим вам бесплатное обучение, пока вы не сможете свободно пользоваться машиной. И если
вы заняты, у нас будет специальный инженер для вашей страны, но вам нужно немного понести плату, как
билетов и гостиницы и еды.
Q5. Как насчет послепродажного обслуживания?
мы предлагаем вам круглосуточный сервисный телефон, Skype или WhatsApp, наш инженер также может перейти к установке двери или обучению.
Q6. Контроль качества:
Вся производственная процедура будет проходить регулярный контроль и строгий контроль качества. Вся машина
будет проверена, чтобы убедиться, что она может нормально работать, прежде чем она будет снята с завода.
Тестовое видео и фотографии будут доступны перед доставкой.
Другие модели лазерных станков
.