Изготовление бетонных блоков своими руками – особенности и преимущества процесса
Многие начинающие и опытные строители рано или поздно задаются вопросом – как изготовить бетонные блоки в домашних условиях, и можно ли в принципе удешевить этот производственный процесс. Как показывает практика, это эффективный и экономически выгодный способ получения экологически чистого строительного материала. В последующем его можно использовать для возведения теплого и уютного загородного дома.
Самостоятельно изготовленные бетонные блоки по техническим и эксплуатационным характеристикам ничем не уступают заводским аналогам, а по стоимости обходятся дешевле.
Состав для производства блоков может быть абсолютно любым, все зависит от конкретных требований к качеству материала. В некоторых случаях предпочтение отдают обычной бетонной смеси, в других ситуациях для изготовления применяют гравий, древесную щепу.
Изготовление бетонных блоков своими руками – специфика производства
Для производства бетонных блоков в домашних условиях требуется всего 3 главных компонента:
- вода;
- песок;
- цемент.


Как сделать бетон своими руками: цемент, песок и гравий
Производство бетонных блоков в домашних условиях
Для производства бетонных блоков специалисты рекомендуют использовать автоматизированные агрегаты. Речь идёт об автоматических машинах, предназначенных для производства качественного стройматериала. Но для этого требуются приличные финансовые вложения.
Производство бетонных блоков своими руками включает в себя следующие процессы:
- Подбор подходящей пропорции ингредиентов. При выборе ориентируются в первую очередь на желаемую прочность материала. Чем выше концентрация наполнителей с крупной фракцией, тем надёжнее будет цемент – простая закономерность.
- Особенности смешивания компонентов. Опытные мастера акцентируют внимание на необходимости как можно более тщательного смешивания перечисленных выше компонентов. Для этой цели предпочтительнее использовать механический смеситель. На первом этапе последовательно соединяют компонентов в сухом состоянии. На втором – добавляют небольшое количество воды.
- Рекомендации по размещению состава. Смесь вливают в специальные лотки-формы. Важно, чтобы форма заполнялась равномерно, до краев. Для равномерного распределения состава используют технологию вибрации бетона.
- Отвердение. Спустя сутки после начала сушки, блоки обрабатывают водой. Спустя 28 дней материал будет полностью готов к непосредственному использованию. Качество блоков пропорционально периоду отвердения.
 При выборе ориентируются в первую очередь на желаемую прочность материала. Чем выше концентрация наполнителей с крупной фракцией, тем надёжнее будет цемент – простая закономерность.
При выборе ориентируются в первую очередь на желаемую прочность материала. Чем выше концентрация наполнителей с крупной фракцией, тем надёжнее будет цемент – простая закономерность.
Самостоятельное изготовление бетонных блоков с добавлением примесей
Изготовление бетонных блоков в домашних условиях и с добавлением щебня, древесной щепы или гравия, позволяет получить строительный материал с высокими эксплуатационными и техническими характеристиками. В первую очередь это устойчивость к температурным перепадам, звукоизоляция, прочность, номинальная теплопроводность, инертность к разрушающей влаге.
Преимущества бетонных блоков, изготовленных своими руками
Бетонные блоки «кустарного» производства получили широкое распространение в современном загородном строительстве. На это есть ряд очевидных причин:
- За счёт небольшой ширины бетонных блоков увеличивается площадь возводимого объекта, если проводить сравнительную параллель с той же кирпичной кладкой.
- Рассматриваемый материал гарантирует отличный уровень теплоизоляции, звукоизоляции и устойчивости к высокой температуре.
- Блоки можно изготовить таким способом, при котором стыки вертикального характера будут располагаться в шахматном порядке.
- Строительство проходит быстрее в сравнении с кирпичной кладкой.

Принимая во внимание перечисленные выше преимущества, бетонные блоки домашнего производства могут использоваться для возведения жилых объектов, гражданских построек. Основная область применения материала – сооружение жилья малой этажности.
Специфика применения бетонных блоков для стен
Рекомендации по контролю качества
Бетонные блоки, производимые в домашних условиях, предполагают постоянный производственный контроль и мониторинг качества состава.
На этапе выхода блоков из устройства, их высоту в обязательном порядке проверяют лазерным уровнем или специальным датчиком. Для обеспечения оптимальной прочности материала, необходимо контролировать последовательность его приготовления, давление, температурный режим и продолжительность отвердевания.
Вам может быть интересно:
Как правильно рассчитать бетон?
Изготовление бетонных блоков своими руками
Для изготовления бетонных блоков в качестве наполнителя подойдет: шлак, зола, отходы горения угля, отсев щебня (камня, гранита), отходы кирпича, гравий, песок, опилки (после обработки), керамзит, перлит, песчано-гравийная смесь, граншлак, зала, щебень, опилки, гипс, кирпичный бой и т.д.
Раствор для изготовления шлакоблоков
Раствор для шлакоблоков: шлак угольный:песок крупный (керамзитовый):гравий 5-15 мм, цемент М500, вода (7:2:2:1,5:1,5-3). Важно ледить за количеством воды, чтобы блоки не растеклись при снятии. Раствор должен при падении на землю рассыпаться, но в кулаке должен соединяться.
Важно ледить за количеством воды, чтобы блоки не растеклись при снятии. Раствор должен при падении на землю рассыпаться, но в кулаке должен соединяться.
Для пластичности блоков можно добавить пластификатор (5 грамм на блок — прочность, водонепроницаемость и морозостойкость, меньше трещин) при вибролитье, можно и при вибропрессовании, но нужно добавлять слишком много для эффекта, а это дорого.
Чтобы шлакоблоки были прочными, нужно учитывать:
Качество песка – нужен крупный.
Шлак идеален доменный.
Цемент – качественный М400.
Оборудование – чтобы лучше прессовало, нужно добиться вибропрессования.
Время приготовления и хранение бетонных блоков
мать с ленты можно через сутки. Полное высыхание через пару месяцев. Через день блоки уже можно носить — не ломаются, класть через неделю.
При использовании пластификатора готовые блоки можно убирать с площадки и складировать уже через 6-8 часов.
На первых порах бетон можно готовить вручную. В последствии эффективнее и легче – на электрической бетономешалке объемом 0,2-0,5 куб. м.
Производственная площадка – помещение с ровным полом, хорошей вентиляцией/отоплением или ровная площадка на улице под навесом.
Преимущества шлакоблоков
- низкая себестоимость
- высокая скорость постройки из шлакоблоков;
- хорошая звукоизоляция
- хорошая теплоизоляция
- можно изготавливать и для себя, и на продажу
Отрицательные мнения по изготовления блоков из бетона своими руками
Станок выгоден лишь при наличии дешевого или «халявного» сырья или же при огромных объемах работ.
Пустотный блок, изготовленный где угодно, дороже, участка стены такого же размера, сделанного методом съемной или несъемной опалубки, тем более вы тратите свое время и силы. Поэтому, в основном, продажа этих станков – это всего лишь возможность заработать на других.
Поэтому, в основном, продажа этих станков – это всего лишь возможность заработать на других.
Пример расходов и стоимости изготовления самодельных блоков
На производство одного шлакоблока уходит 0,011 куб.м раствора, в пропорции 1:7 (цемент:граншлак), т.е. 1 мешок цемента = 36 блоков.
Законодательство
Постановлениями Правительства РФ от 13.08.97 № 1013, Госстандарта РФ № 86 от 08.10.2001 г. и Госстроя РФ № 128 от 24.12.2001 г. в перечень продукции, требующей обязательной сертификации не входят строительные бетонные блоки с различными наполнителями (шлак, керамзит, опил и т. п.), а так же виброформовочное оборудование для их производства.
Изготовление формы своими руками для литья бетонных блоков
Форма для самостоятельного изготовления шлакобетонных блоков представляет собой ящик из 3-мм металла без дна с ручками. Чтобы лицевая часть блоков была более ровной, их нужно сушить на резиновой ленте, смоченной раствором какого-нибудь моющего средства.
Начинаем процесс изготовления
Что для этого надо? Прежде всего нужно определиться с размерами. Я предлагаю остановиться на следующих размерах: 200х200х400 мм и 200х200х200 мм (это «половинки» и они обязательно потребуются при проведении работ).
Теперь подготовим формы-опалубки. Для этого необходимо распилить старые мебельные щиты из ДСП соответствующих размеров и соединить шурупами через поперечные и продольные перегородки, выпиленные из доски 40 мм(смотрите рисунок).
Такая форма удобна тем, что в нее можно одновременно закладывать 4 блока. Далее форма без дна выставляем на ровное основание под навесом, застеленное полиэтиленовой пленкой. Их внутренние поверхности промазываются отработ анным машинным маслом. Это сделано для того, что бы легче было винимать блоки после того как они затвердеют.
Теперь подготовим материал из которого будем делать блоки. В бетономешалку, а при ее отсутствии в любую емкость насыпаете гравий песок и немного извести. После того как это перемешается добавляете цемент.
После того как это перемешается добавляете цемент.
Соотношение при закладке должно соответствовать пропорции — 1 часть цемента на 4 части заполнителя. Все это тщательно перемешивается и разбавляется водой до нужной консистенции. Раствор должен получится таким, что бы его удобно закладывать в форму.
Далее в форму укладывается по две лопаты раствора, армирующую проволку. На всем это еще следует расположить «вальтом» две стеклянные бутылки, заткнутые пробками. Бутылки будут играть роль герметичных стеклоблоков и благодаря им внутри блока создаются две воздушные камеры, создающие теплозвукоизоляцию.
После укладки бутылок снова заливается слой раствора с армирующей проволкой. Сверху все покрывается дополнительным слоем раствора, который заглаживается мастерком. При заливке раствора нужно хорошо утрамбовывать его, что бы внутри формы не образовывались пустоты. Когда бетон затвердеет снимается боковая стенка формы и вынимаются блоки.
Изготовлять блоки лучше в пасмурную погоду, поскольку время испарения воды из раствора увеличивается, что уменьшает вероятность появления трещин на готовых блоках. Если все же вы производите работы в жаркое время, то фомы необходимо размещать в тени и желательно накрывать их, чтобы уменьшить скорость испарения воды. Используя данный метод вы экономите до 60 процентов средств.
Вот пожалуй и все, что я хотел рассказать о народном способе изготовления бетонных блоков своими руками в домашних условиях.
Видео изготовления бетонных блоков своими руками
Читаем дальше — узнаём больше!
Оценка: 2.7 из 5
Голосов: 139
Самостоятельное изготовление блоков: инструкция и советы
Строительство зданий из блоков намного быстрее, чем из кирпича. В строительных магазинах много разновидностей такого материала, но для экономии средств можно легко сделать такие блоки для строительства самостоятельно.
Купить блоки или сделать самостоятельно?
Строительные блоки используют не только для строительства стен. В продаже можно найти блоки различной твердости и качества. Блоки, приобретённые в специализированных магазинах, являются стандартных форм. Материал, сделанный своими руками можно подстраивать под нужные размеры.
Использовать можно различные материалы для блоков строительных. Плюсом изготовления строительных блоков самостоятельно является дешевая себестоимость материала.
Плюсом приобретения готовых блоков это возможность сохранить время ,которое необходимо потратить на изготовление.
Самодельные блоки
Для изготовления самодельных блоков необходимо определится с будущими размерами блоков. Самый простой вариант изготовление блоков это использование специальных форм.
Самодельные блоки можно изготавливать различных форм, что позволяет использовать блоки не только строения стен, но и для отделочных работ.
Для изготовления можно использовать различный материал для наполнителей, даже отсевы и использованный кирпич. Изготовляя самодельные блоки можно контролировать плотность и прочность строительного материала.
Изготовляя самодельные блоки можно контролировать плотность и прочность строительного материала.
Форма для изготовления блоков
Металлические
В продаже есть готовые формы для изготовления блоков, они имеют стандартные размеры. Можно сделать формы самостоятельно для этого необходимо подготовить следующие материалы и инструменты:
- Инструмент УШМ (для резки метала)
- Аппарат сварочный
- Крупнозернистая наждачная бумага
- Дрель по металлу
- Метал толщиной 5 мм
- Метал толщиной 3 мм
На металлическом листе 5 мм сделать разметку необходимого размера, например 260 мм и 196 мм. Должно получиться четыре детали.
Эти детали необходимо аккуратно сварить внутренним швов для получения прямоугольной формы. Дно делать не нужно. По бокам формы там где ширина 196 мм необходимо сделать по одной ручке для удобного использования. Из листа метала 3 мм необходимо сделать пусто образователи.
Пусто образователи необходимы для:
- Экономии раствора
- Снижения теплопроводности стен
Для формы необходимо три пусто образователя.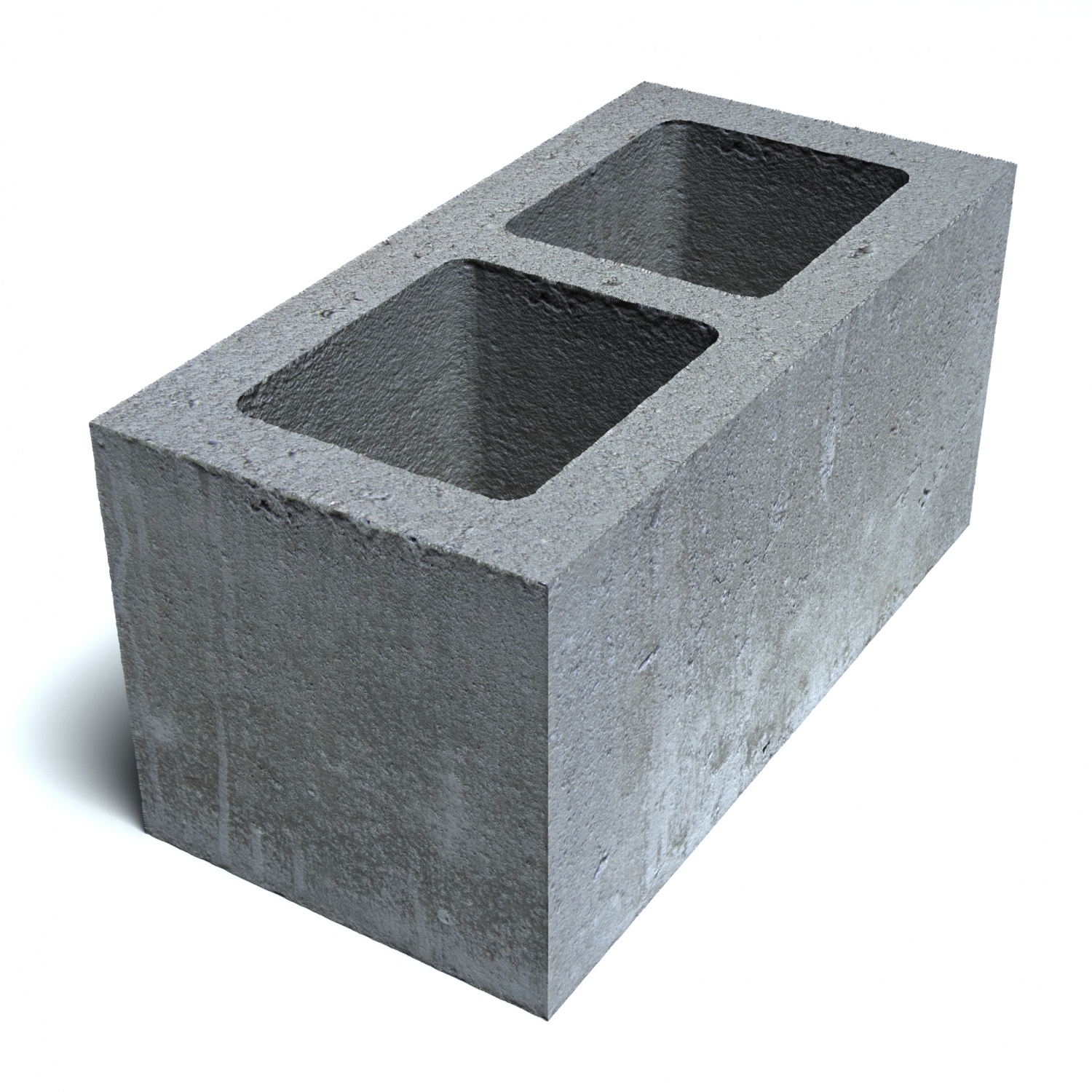 Необходимо сделать три заготовки подходящего размера и свернуть их в цилиндры и проварить с внутренней стороны.
Необходимо сделать три заготовки подходящего размера и свернуть их в цилиндры и проварить с внутренней стороны.
Необходимо взять полоску метала шириной 30-40 мм для крепления пусто образователей между собой. В верхней части пусто образователей делаются пропилы, с помощью которых цилиндры привариваются к металлической полоске.
Обязательно необходимо сделать дно и крышки для цилиндров. После чего готовый механизм пусто образователей приваривают к форме. Сделав для этого распилы над ручками и вставив полоску метала с цилиндрами ,необходимо проварить внутренним швом.
Формы из дерева
Формы для изготовления блоков могут быть сделаны из дерева. Для экономии времени для изготовления блоков, можно сделать форму большую с отдельными ячейками.
Необходимо сделать каркас без днища, и используя распилы добавить промежуточные элементы. Промежуточные полоски из дерева помогут разделить деревянный каркас на необходимое количество ячеек, необходимого размера.
Для удобного вынимания готового блока из форм, необходимо внутреннюю поверхность формы окрасить масляной краской.
Используемый материал для изготовления блоков
Большой плюс блоков изготовленных своими руками это широкий выбор материала
В зависимости от материала можно выделить несколько видов блоков:
- Блоки шлакобетонные
- Блоки с использованием жидкого стекла
- Саманные блоки
- Стружкобетонные или арбалитовые блоки
Основа для блоков практически всегда состоит из цемента, а накопитель можно выбирать различный.
В качестве наполнителя в строительных блоках можно использовать:
- Золу
- Шлак
- Отсев
- Щебень
- Гипс
- Опилки древесные
- Солому
- Битый использованный кирпич
Какое потребуется оборудование?
Для начала изготовления блоков необходимо подготовить следующие инструменты:
- Форма для изготовления блоков
- Вода для смачивания форм
- Вибрационная плита ( необходимо для уплотнения раствора)
- Шпатель для разравнивания раствора
- Мастерок
- Совковая лопата
- Ведра
- Емкость для перемешивания раствора
- Металлическая или резиновая ровная пластина ( для сушки готового изделия)
- Необходимые компоненты для раствора
Список инструментов может увеличиваться в зависимости от видов блоков и их составляющих. Самостоятельное изготовление различных видов блоков Основная составляющая любого вида блоков это цемент вода и наполнители.
Самостоятельное изготовление различных видов блоков Основная составляющая любого вида блоков это цемент вода и наполнители.
Виды блоков
- Шлакоблок – в качестве наполнителя для блоков используется шлак. Такие блоки огнеустойчивы и устойчивы к низкой температуре.
- Опилкобетон – удобны при укладке. Очень просты в применении имеют легкий вес.
- Блоки с использованием гравия – имеют большой вес, трудны в укладке
- Блоки керамезитные – обладают отличными теплоизолирующими свойствами. Имеют легкий вес и хорошую крепость.
- Блоки, содержащие древесные опилки камень и различные отходы.
Чтобы ускорить процесс производства необходимо изготовлять несколько форм. Для изготовления блоков необходимо:
- Подготовить формы для изготовления блоков
- Установить на гладкую ровную поверхность ( металлический или прорезиненный лист )
- Приготовить раствор с необходимым наполнителем
- Смачивать форму водой либо машинным маслом ( для легкого извлечения)
- Накладывается раствор в подготовленную форму
- Необходимо включить виброплатформу на 2-4 минуты для уплотнения раствора и выхода лишнего воздуха и воды.
- Необходимо шпателем выровнять поверхность блока
- Переместить форму в место сушки .для этого можно использовать открутую площадь с навесом
- Через минут 30-40 снять формы с готовых блоков.
- Оставить блоки на 2-3 суток в месте сушки. После переместить в сухое место на 20-25 дней. По истечении этого срока блоки готовы к использованию.

Изготовление керамезированных блоков
Керамизированые блоки – это блоки, состоящие из наполнителя керамзит.
Для изготовления раствора необходимо:
- 1 часть цемента
- Пять частей наполнителя керамзит
- Песок просеянный – 3 части
- 1 часть вода
Необходимо замешать раствор и изготовить блоки по следующей инструкции:
- В смазанные формы накладывается раствор
- Утрамбовывается
- Через 15-20 минут снять формы
- Оставить изделие на ровной поверхности. По истечении 12-13 часов переносятся в любое место защищённое от дождя .
- Через 20 дней блоки готовы к строительству.

Преимущества такого вида строительного материала:
- Блоки имеют маленький вес
- Устойчивы к низким температурам
- Влагоустойчивы
- Высокая прочность
- Невысокая себестоимость
Изготовление блоков из бетона
Процесс изготовления блоков из бетона можно разделить на несколько последовательных этапа:
- Подготовка форм для изготовления блоков. Вначале формы следует смочить водой , это предотвратит налипание на внутренних стенках раствора
- Заполнить формы раствором и установит на вибрационную платформу , для усадки раствора на несколько минут
- После того как раствор закрепнет можно снимать формы
Изделия необходимо сушить на ровном основании из резины это предотвратит повреждения блоков.
Ингредиенты раствора:
- Цемент -1 часть
- Песок – 4 часть
- Гравий мелкий – 4 часть
- Известь – 4 часть
- Вода – до получения средней густоты
Бетонные блоки получают свою прочность по истечении 28 дней.
Изготовление опилкобетоных блоков
Перед приготовлением блоков необходимо материалы:
- Цемент
- Песок мелкой фракции
- Известь не гашенная
- Опилки
Для приготовления раствора необходимо:
- Просеять опилки
- Смешать цемент, песок и известь
- Добавить опилки и снова перемешать
- Добавить воду до средней густоты
- Добавить хлорид кальция для улучшения клейкости компонентов
Изготовление блоков:
- Форму необходимо выстелить полиэтиленовой пленкой
- Наложить раствор
- Утрамбовать любым удобным способом
- Оставить формы для застывания на 4-6 дней
- Достать из форм и сушить еще два месяца
Изготовление саманных блоков
Для изготовления саманных блоков для строения необходимо:
- Глина красная
- Солома
- Речной песок
- Вода.

Точного соотношения нет, обычно раствор оценивается визуально. Самый оптимальный вариант:
- Глина – 1 куб.м
- Солома – 20 кг.
- Песок – 25-30 %
Для проверки готовности раствора необходимо взять горсть раствора сформировать шар и оставить на солнце на 1-2 часа. После чего бросить шар на землю, если он не расколется раствор готов. Если потрескается или развалится необходимо уменьшить процент воды и песка.
Для изготовления блоков следует выполнить такие действия:
- Приготовить солнечную ровную площадку
- Сделать раствор
- Заполнить формы раствором
- Уплотнить
- Убрать шпателем лишний раствор
- Через 20-30- минут формы следует снять
Блоки сохнут 10 -15 дней. Главное условие не допускать попадания воды. Какой бы метод изготовления блоков не был выбран, в любом случае себестоимость изготовления таких строительных материалов будет ниже, чем приобретение готовых изделий. Блоки самостоятельного изготовления выходят намного экологичнее и есть выбор необходимых размеров.
Блоки самостоятельного изготовления выходят намного экологичнее и есть выбор необходимых размеров.
материалы, оборудование и технология самостоятельного производства
Зачастую для частного и коммерческого строительства используются бетонные блоки. Самой популярной разновидностью этого искусственного камня является газобетон, или другими словами автоклавный пористый бетон. Он обладает непревзойденными энергосберегающими и теплоизолирующими свойствами, небольшим весом и прост в обработке. Кроме того, его легко можно сделать своими руками.
Технология изготовления газобетонных блоков для индивидуальных нужд и в промышленных масштабах и будет темой сегодняшней статьи.
Блоки из газобетона – один из лучших строительных материалов
Подготовительный этап
Материалы для производства
Применение блоков из газобетона в строительстве обладает множеством преимуществ.
Перечислим основные:
- один 30-киллограммовый блок может заменить собой одновременно около 30 кирпичей, что сказывается на времени возведения здания;
- небольшой вес пористого бетона позволяет строить частные домостроения без использования кранов и другой спецтехники;
- автоклавные газовые блоки легко поддаются обработке с помощью обычных слесарных инструментов.

Простота процесса производства дает возможность изготавливать необходимое количество этого строительного камня непосредственно на строительной площадке либо рядом с ней.
Нужна лишь инструкция, описывающая весь процесс, и сырье:
- вода;
- цемент;
- известь;
- кварцевый песок.
Обратите внимание!
Для получения пористой структуры газобетона применяется суспензия алюминиевой пудры.
Это активное вещество, которое может причинить вред здоровью человека.
Не забывайте использовать защитные приспособления.
Алюминиевый порошок для производства газобетона
Устройства и механизмы
Еще не так давно сложность технологии не позволяла изготавливать различные бетонные блоки в домашних условиях, без использования специализированных производственных линий. В настоящее время ситуация кардинально изменилась. Существует оборудование для: для изготовления газобетонных блоков, для шлакоблоков, для кирпичей и так далее.
Современная установка представляет собой устройство, величиной не более стандартной бетономешалки, цена которого делает его весьма доступным для большинства доморощенных строителей. К ней нужно будет докупить лишь специальные формы выбранной вами конфигурации. (См. также статью Бетонирование фундамента: особенности.)
В случае когда газобетон производится не для собственных нужд, а с целью последующей реализации, имеет смысл обратить внимание на другое оборудование:
- полуавтоматические производственные линии, выпускающие 2-4 кубометра готовой продукции в сутки – хороши для индивидуального предпринимательства или средних предприятий;
- автоматические производственные комплексы, позволяющие производить до 100 кубометров газобетонных блоков за 24 часа – подходит для крупного предприятия, занимающегося производством строительных материалов.
Цех по производству газобетонных блоков
Производственный процесс
Основная часть технологического процесса
Изготовление газобетонных блоков начинается со смешивания исходного сырья. Учитывая, что этот строительный материал имеет пористую структуру и малый вес, из небольшого объема песка, цемента и извести получается достаточно большое количество готовых элементов.
Учитывая, что этот строительный материал имеет пористую структуру и малый вес, из небольшого объема песка, цемента и извести получается достаточно большое количество готовых элементов.
Дальнейший процесс для удобства изложения разобьем на несколько этапов:
- Известь, вода, цемент и кварцевый песок засыпаются в бетономешалку, где тщательно перемешиваются. По истечении 5-10 минут туда же добавляется небольшое количество алюминиевой пудры, растворенной в воде. Это вещество, вступив в химическую реакцию с известью, способствует выделению водорода. Именно этот газ образует в блоке поры размерами от 1 до 2 мм, которые занимают весь объем газобетона.
- Непосредственно после добавления алюминиевой суспензии смесь выливается в специальные формы, где она вспучивается, увеличиваясь в объеме в несколько раз.
- Чтобы поры равномерно распределялись, а газобетон быстрее застывал, формы помещают на специальный стол или площадку, где будущий газобетон подвергается длительным вибрационным нагрузкам.
- На последнем этапе с помощью металлических струн с верхней кромки готовых изделий срезаются неровности, а блоки калибруют до нужного размера.

Резка газобетона
Совет!
Для того чтобы быстро разрезать и откалибровать газобетон, можно использовать специальные фрезерные станки.
Автоклавная обработка
Оборудование для изготовления газобетонных блоков включает в себя и автоклавные камеры. В них затвердевшие заготовки подвергаются 12-часовой обработке паром при температуре 190 градусов Цельсия и давлении в 12 кгс/кв. см.
После этой процедуры газобетон приобретает большую прочность и однородную структуру, а также дает минимальную усадку после окончания строительства.
Он может быть использован в качестве:
- теплоизолятора;
- звукоизолятора;
- материала для несущих стен.
Кстати, великолепные энергосберегающие качества газобетона, обладающего отличным коэффициентом теплопроводности, позволяет строить дома из блоков толщиной до 400 мм без использования дополнительных материалов, сохраняющих тепло (минеральной ваты, пенопропилена, пенопласта).
Фото автоклава для газобетона
Неавтоклавный метод
При изготовлении газобетона его не обязательно подвергать автоклавной обработке. Но такой материал будет менее прочен и обладает худшими характеристиками.
Показатель Автоклавный газобетон Неавтоклавный газобетон Усадка, мм/м 0,3 3 Прочность, кгс/кв. см. 28 10Свойства готовой продукции
Получаемый описанным выше способом газобетон обладает следующими свойствами:
- низкой плотностью (сопоставимой с плотностью массива сосны) – она в 5 раз меньше, чем у монолитного бетона и в 3 раза — у кирпича;
- прочностью при сжатии, которая позволяет возводить из газобетона 2 и 3 этажные здания;
- поглощением влаги, которое не превышает 20%, что сравнимо с тем же кирпичом;
- морозостойкостью в 2 раза большей, чем у кирпича;
- высокой теплопроводностью – в 2 раза меньше, чем у сосны, в 15 – у бетона;
- отличными звукоизоляционными свойствами – при толщине стены 300 мм полностью изолирует звук мощностью 60 дБ;
- выдерживает воздействие открытого пламени температурой 900 градусов Цельсия в течение 4 часов;
- газобетон легко распилить обычной ножовкой для дерева;
- затраты на его покупку или изготовление ниже, чем у аналогичных материалов.

Готовая продукция
Вывод
Помните, что при самостоятельном изготовлении газобетона необходимо точно соблюдать предложенную технологию производства. В противном случае готовый камень не будет соответствовать стандарту по физическим свойствам, что может привести даже к обрушению здания. (См. также статью Утеплитель для бетона: особенности.)
Узнать больше о технологии производства различных строительных материалов поможет видео в этой статье.
Технология изготовления стеновых блоков
У частных застройщиков строительные блоки пользуются высоким спросом из-за оптимального соотношения цены и качества. Сегодня керамзитобетонные блоки считаются одним из наиболее популярных строительных материалов. Для производства строительных блоков используется оборудование для формовки блоков.
Что же нужно знать для собственного производства керамзитобетонных и арболитовых стеновых блоков?
Керамзитобетонные стеновые блоки
Исходным сырьем для изготовления керамзитобетонных блоков служит керамзит – вспененная и обожженная глина, вода и цемент. В изломе гранула керамзита имеет структуру застывшей пены. Спекшаяся оболочка, покрывающая гранулу, придает ей высокую прочность. Керамзит, обладающий высокой прочностью и легкостью, является основным видом пористого заполнителя. Поэтому высококачественные керамзитобетонные блоки имеют плотность от 600 до 1800 кг/м3.
Как строительный материал керамзитобетонные блоки представляет собой лёгкий бетон, в котором заполнителем является керамзит — ячеистый материал в виде гранул. Так что свои дополнительные преимущества керамзитобетон получает во многом за счет именно керамзита. А именно усиление тепло- и звукоизолирующих свойств бетона, влагостойкость, стойкость к химическим воздействиям.
Применяя керамзитобетон можно существенно снизить вес зданий и конструкций, достигнув ряда положительных технико-экономических показателей. В климатических условиях России будет достаточно уложить керамзитобетонные блоки в один ряд при строительстве основных внешних стен, чтобы соблюсти нормы теплосбережения строительных конструкций.
Арболитовые стеновые блоки
Дерево в России всегда оставалось самым популярным строительным материалом для личного коттеджно-дачного строительства: хорошая теплопроводность, привлекательный внешний вид, сравнительно невысокая стоимость и высочайшая экологичность долгое время делали этот материал действительно наилучшим выбором. Но и серьёзных недостатков у деревянных домов немало, что вкупе с неуклонным ростом стоимости и падением качества деревянного домостроения даёт повод для поиска лучших аналогов. Но, лучшим заменителем дерева, как ни странно, является само дерево.
Арболит – так называемый деревобетон, материал, на 80-90% состоящий из древесной щепы, позволяет не только получить все преимущества деревянного дома, но и обладает рядом существенных плюсов. Сравним особенности практического применения этих материалов в современных условиях.
Сравним особенности практического применения этих материалов в современных условиях.
В строительстве загородных деревянных домов наиболее используемыми разновидностями стеновых материалов сейчас являются обычный брус, оцилиндрованное бревно и клееный брус (в порядке возрастания стоимости). К сожалению, производимые размеры этих материалов практически никогда не превышают 30 сантиметров в диаметре или толщине, ранее же брёвна менее 50см вообще не применялись в строительстве домов из-за слишком больших теплопотерь. Теперь же оцилиндрованные бревна обычно используются 18-24см, выше идёт уже серьёзный рост стоимости. Дома из бруса находятся в аналогичной ситуации. А наиболее престижный материал – клееный брус так вообще редко выпускается толще 21см из-за особенностей производства, да и тот, если качественный – стоит не менее 700 евро за 1м3 (но и цена — не гарантия экологичности используемого клея). Отсюда мы приходим к достаточно важной проблеме современных деревянных домов – на данный момент они просто принципиально не могут использоваться без специальных утеплителей.
Следовательно, мало того что точно придётся забыть о желаниях иметь настоящую бревенчатую или брусовую поверхность внутри дачного дома и произвести дополнительные (иногда весьма немалые) затраты на утеплители, но и вспомнить о том, что с ними – вы в большинстве случаев получаете постоянное фенольное или стирольное загрязнение атмосферы в доме.
Теплопроводность дерева составляет 0.15-0.4 Вт/(мК), арболита – 0.07-0.17 Вт/(мК). Толщина стены из стандартных блоков из арболита (400х200х200 мм.) – 40 см, такая стена по теплосбережению вполне соответствуют классическим стенам из полуметровых бревён и даже превосходят их. И это следует не только из сухих расчетов, но и из практики применения – даже на севере России дома из арболита со стенами такой толщины комфортно эксплуатируются без дополнительного утепления.
Вернёмся к дереву, к наиболее важной из его особенностей – дышащим свойствам деревянных стен. Именно они создают тот уникальный микроклимат деревянных домов из бруса или брёвен, регулируя уровень влажности и обеспечивая пассивную вентиляцию огромной мощности – до 35% внутреннего воздуха в помещении может обновляться через поры стен каждые сутки. Но снова вспомним об утеплении. Безусловно, и сам утеплитель, и соответствующий облицовочный материал можно подобрать также с дышащими свойствами, но… Дышащие стены – это вентиляция. А вентиляция – это наиболее эффективный способ распространения всех ядов. Поэтому, при использовании минваты, пенопласта, многих других видов утеплителей, а также при покрытии стен различными видами красок – просто необходимо использовать плотные пароизолирующие пленки и полностью блокировать «дыхание» стен, чтобы не способствовать и без того немалому распространению отравляющих веществ в помещении.
Но снова вспомним об утеплении. Безусловно, и сам утеплитель, и соответствующий облицовочный материал можно подобрать также с дышащими свойствами, но… Дышащие стены – это вентиляция. А вентиляция – это наиболее эффективный способ распространения всех ядов. Поэтому, при использовании минваты, пенопласта, многих других видов утеплителей, а также при покрытии стен различными видами красок – просто необходимо использовать плотные пароизолирующие пленки и полностью блокировать «дыхание» стен, чтобы не способствовать и без того немалому распространению отравляющих веществ в помещении.
Стены из арболита, как почти полностью состоящие из дерева, также обладают соответствующими дышащими свойствами, но поскольку не требуют утепления – позволяют использовать простые вентилируемые облицовочные материалы и сохранить в полной мере эту немаловажную особенность, обеспечивающую постоянное поступление чистого, отфильтрованного воздуха через всю поверхность стен.
Далее, главное, в чём дерево всегда проигрывало всем видам кирпича и бетона – высокая горючесть. Различные составы (которые следует учитывать и в расчете стоимости деревянного дома), конечно, снижают степень воспламеняемости, но, во-первых, достаточно слабо, а, во-вторых, со временем уровень защиты падает. К тому же, в данном свете наибольшую проблему опять представляют легковоспламеняемые и высокотоксичные утеплители. Арболит является материалом полностью не поддерживающим горение, и способен действительно долгое время противостоять высоким температурам без каких-либо дополнительных обработок.
Различные составы (которые следует учитывать и в расчете стоимости деревянного дома), конечно, снижают степень воспламеняемости, но, во-первых, достаточно слабо, а, во-вторых, со временем уровень защиты падает. К тому же, в данном свете наибольшую проблему опять представляют легковоспламеняемые и высокотоксичные утеплители. Арболит является материалом полностью не поддерживающим горение, и способен действительно долгое время противостоять высоким температурам без каких-либо дополнительных обработок.
Также, большую проблему всегда представляла плохая биологическая устойчивость древесины – гниение, заражение различными грибками и вредителями, просто потеря внешнего вида из-за атмосферных факторов, появление микротрещин и т.д.… И такая проблема именно в современных загородных домах становится ещё более актуальной – при оцилиндровке брёвен оголяются самые мягкие слои древесины, которые значительно сильнее подвержены всем этим факторам. Всё это в какой-то степени решаемо специальными средствами. Но, в любом случае, дерево обязательно требует постоянного ухода и периодических обработок каждые несколько лет. При этом, если упустить момент хоть раз, то уже всёравно останется единственная возможность – облицовывать стены. А, следовательно, и огромные переплаты за внешний вид чисто деревянного дома уходят в никуда. В стеновых блоках из арболита, мало того что древесная щепа механическим образом ограждается от внешних воздействий мощной цементной защитой, так и полностью обработана для дополнительной сохранности (что невозможно произвести для больших массивов дерева) и обладает абсолютной биостойкостью.
Но, в любом случае, дерево обязательно требует постоянного ухода и периодических обработок каждые несколько лет. При этом, если упустить момент хоть раз, то уже всёравно останется единственная возможность – облицовывать стены. А, следовательно, и огромные переплаты за внешний вид чисто деревянного дома уходят в никуда. В стеновых блоках из арболита, мало того что древесная щепа механическим образом ограждается от внешних воздействий мощной цементной защитой, так и полностью обработана для дополнительной сохранности (что невозможно произвести для больших массивов дерева) и обладает абсолютной биостойкостью.
В самом процессе строительства дерево имеет ещё ряд неприятных особенностей. Высокая усадка всех видов древесины не позволяет быстро построить деревянный дом – обязательно требуется потратить минимум год на усадку здания (до 10%) и только после этого можно начинать отделку. К тому же, при этом дерево нередко сильно растрескивается, что не только влияет на внешний вид, но, опять же, ухудшает параметры биостойкости и теплоизоляции здания. Строительство домов из бревён ещё и требует затрат на весьма недешевую и непростую операции по конопатке щелей, требующую хороших материалов и профессиональных исполнителей, так как некачественная работа здесь (а проводится она дважды – до и после усадки строения) наносит сильнейший удар по теплосберегающим качествам дома.
Строительство домов из бревён ещё и требует затрат на весьма недешевую и непростую операции по конопатке щелей, требующую хороших материалов и профессиональных исполнителей, так как некачественная работа здесь (а проводится она дважды – до и после усадки строения) наносит сильнейший удар по теплосберегающим качествам дома.
Арболит имеет усадку всего 0.4%, поэтому возможно оперативное возведение здания из стеновых блоков в один заход, то есть полное строительство типового садового дома можно завершить, при желании, всего за месяц. И очень весомое качество арболита – чрезвычайно низкая сложность строительства, как и по требованиям к трудозатратам, так и, главное – к профессиональности. Дерево – очень капризный материал и требует грамотного подхода специалистов. Даже громкое имя строительной компании – не залог качества, и узнать кто и как на самом деле строит ваш дом – практически невозможно, если вы сами не строитель. На полноценную же проверку результата – уйдут годы. А качественно выстроить стены из арболита может любой, кто знаком с простой кирпичной кладкой! И займёт это значительно меньше времени.
А качественно выстроить стены из арболита может любой, кто знаком с простой кирпичной кладкой! И займёт это значительно меньше времени.
В итоге, современное деревянное домостроение на практике оказывается абсолютно неэффективным. В результате длительного, сложного и очень дорогостоящего строительства – возможно получить красивый бревенчатый или брусовый дом (и то только с внешней стороны), набитый утеплителем с сомнительной экологичностью, загерметизированный со всех сторон, требующий постоянной заботы, чтобы сохранять хоть в каких-то разумных параметры огнестойкости и биостойкости. А через некоторое время, даже при качественной постройке и уходе, — всёравно потребующий обшивки вагонкой, блок-хаусом, сайдингом или другими облицовочными материалами. И есть ли смысл во всём этом процессе, если за значительно более низкую цену и в в кратчайшие сроки можно получить дом с изначально теплыми, негорючими и экологичными стенами из арболита.
Материалы для изготовления стеновых блоков
ЦементДля стеновых блоков цемент является наилучшим вяжущим. Цемент обладает достаточной скоростью твердения, обеспечивает высокую прочность и влагоустойчивость изделий. Для изготовления изделий могут применяться все типы цементов с маркой прочности от 400 до 500. Минимальные затраты на цемент обеспечиваются, когда его марка прочности в 1,5…2 раза выше требуемой прочности изделий.
Цемент обладает достаточной скоростью твердения, обеспечивает высокую прочность и влагоустойчивость изделий. Для изготовления изделий могут применяться все типы цементов с маркой прочности от 400 до 500. Минимальные затраты на цемент обеспечиваются, когда его марка прочности в 1,5…2 раза выше требуемой прочности изделий.
В качестве заполнителей обычно используют песок, щебень, шлаки, золы, керамзит, опилки, древесную щепу и другие инертные материалы, а также их любые комбинации. В заполнителе должны отсутствовать чрезмерное количество пыли, мягкие глинистые включения, лед и смерзшиеся глыбы. Для размораживания смерзшихся кусков заполнителя его постоянные хранилища желательно размещать в теплых зонах помещений или снабжать выходные люки бункеров с заполнителями устройствами парового подогрева. Такой подогрев способствует также более быстрому твердению бетона в холодное время года.
Мелкий заполнитель (за исключением зол) по гранулометрическому составу должен относится к группам «крупный» и «средний» (Мк более 2,0). Использование заполнителя меньшей крупности допускается в сочетании с крупным заполнителем. Наличие в песке зерен размером свыше 10мм не допускается. Количество пылевидных, илистых и глинистых частиц в природном песке не должно превышать 3%. Мелкий заполнитель следует хранить на складе в бункере, закрытом от атмосферных осадков. В зимнее время должен обеспечиваться подогрев заполнителя.
Использование заполнителя меньшей крупности допускается в сочетании с крупным заполнителем. Наличие в песке зерен размером свыше 10мм не допускается. Количество пылевидных, илистых и глинистых частиц в природном песке не должно превышать 3%. Мелкий заполнитель следует хранить на складе в бункере, закрытом от атмосферных осадков. В зимнее время должен обеспечиваться подогрев заполнителя.
Установлено — если стружка или щепа будут слишком длинными (более 40 мм.) — ухудшаются характеристики прочности на сжатие, если щепа мелкая, или это опилки — резко ухудшаются характеристики прочности на изгиб (мелкие частички не обеспечивают армирующего эффекта), и дерево просто становиться как наполнитель, не неся никакой пользы и не улучшая материал.
Заполнители обычно подразделяются на два вида: мелкие и крупные.
1. Мелкие заполнители
Имеют размер зерен от 0,01 до 2 мм. Обычный песок является наиболее широко применяемым мелким заполнителем. Небольшое содержание в песке ила, глины или суглинков допустимо при условии, что их количество не превышает 10% по весу. Отходы щебеночного производства — мелкие частицы гранита, доломита, мрамора и т.п., зола-унос, мелкая фракция шлаков также относятся к этой группе. Мелкий заполнитель обеспечивает пластичность смеси, уменьшает количество трещин в изделиях и делает их поверхность более гладкой. Однако избыток мелкого заполнителя, и особенно его пылевидной составляющей, снижает прочность изделий.
Отходы щебеночного производства — мелкие частицы гранита, доломита, мрамора и т.п., зола-унос, мелкая фракция шлаков также относятся к этой группе. Мелкий заполнитель обеспечивает пластичность смеси, уменьшает количество трещин в изделиях и делает их поверхность более гладкой. Однако избыток мелкого заполнителя, и особенно его пылевидной составляющей, снижает прочность изделий.
2. Крупные заполнители
К крупным заполнителям относятся материалы, имеющие размер зерен 5 и более мм. В составе бетонной смеси крупный заполнитель необходим для создания внутри изделия пространственной рамы, от прочности которой зависит прочность изделия. Обычно недостаточная прочность изделия (при качественном вяжущем) объясняется недостатком в бетоне крупного заполнителя. Избыток крупной фракции заполнителя в смеси приводит к тому, что поверхность изделий и их грани получаются пористыми и неровной формы, а при транспортировке готовых изделий увеличивается количество боя. С увеличением размеров зерен крупного заполнителя прочность изделий возрастает.
Максимальная фракция заполнителя составляет 15 мм. При увеличении размера зерен появляется вероятность их заклинивания в затворе бункера, загрузочном ящике и матрице. При этом в загрузочном ящике гнутся ворошители и создаются избыточные нагрузки на их подшипники и цепной привод, а при попадании больших камней в матрицу — гнуться ее перемычки и пуансон. В качестве крупного заполнителя широкое распространение получил гравий — совокупность окатанных зерен и обломков, получаемых в результате естественного разрушения и перемещения скальных горных пород. Гравий должен быть чистым, прочным и не содержать каких-либо мелких включений. Щебень из природного камня является наиболее распространенным крупным заполнителем, получаемым в результате искусственного дробления горных пород. Не рекомендуется применять щебень из сланцев, т.к. они не обеспечивают долговечность изделий. Очень важно, чтобы в щебне не было пыли, для чего его целесообразно промывать. К крупным заполнителям относится также большая группа различных легких заполнителей.
В воде, используемой для приготовления бетона, должны отсутствовать примеси масел, кислот, сильных щелочей, органических веществ и производственных отходов. Удовлетворительной считается вода питьевого качества или вода из бытового водопровода. Вода обеспечивает гидратацию (схватывание) цемента. Любые примеси в воде могут значительно снизить прочность бетона и вызвать нежелательное преждевременное или замедленное схватывание цемента. Кроме того, загрязненная вода может привести к образованию пятен на поверхности готового изделия. Температура воды не должна быть ниже 15° С, поскольку снижение температуры ведет к увеличению времени схватывания бетона. Воду рекомендуется подавать в смеситель через перфорированную трубу.
Химические добавки к бетонуВ последние годы достигнут значительный прогресс в области разработки различных химических присадок к бетону. Они используются для снижения расхода цемента, увеличения скорости его схватывания, сокращения продолжительности тепловлажностной обработки изделий, придания бетону способности твердеть в зимнее время, повышения его прочности и морозостойкости.
Из добавок ускорителей твердения наиболее распространен хлористый кальций СаСl. Количество добавок хлористого кальция составляет 1…3% от массы цемента. Эти добавки повышают прочность бетона в возрасте 3 суток в 2…4 раза, а через 28 суток прочность оказывается такой же, как и у бетона без добавок.
Хлористый кальций применяется как в сухом виде, так и в растворе. В сухом виде он добавляется в заполнитель, в растворе вносится в предназначенную для приготовления смеси воду с сохранением суммарного количества воды в смеси. Добавление СаСl несколько увеличивает стоимость исходных материалов, однако за счет более быстрого набора прочности обеспечивает изготовителю строительных изделий экономию энергии на обогрев помещения для их вылеживания перед отгрузкой заказчику, значительно превышающую расходы на хлористый кальций, а также уменьшает количество боя изделий при транспортировке.
Большой положительный эффект в производстве бетонных изделий дает использование воздухововлекающих добавок: древесной опыленной смолы СДО нейтрализованной воздухововлекающей смолой СНВ, теплового пекового клея (КТП), сульфитно-дрожжевой бражки (СДБ). Воздухововлекающие добавки улучшают подвижность смеси при заполнении матрицы вибропресса, повышая этим качество поверхности изделий и уменьшая количество боя. Главным достоинством воздухововлекающих добавок является увеличение морозостойкости бетона. Эффект повышения морозостойкости объясняется насыщением пузырьками воздуха пор бетона, что уменьшает проникновение в них воды и препятствует возникновению разрушающих напряжений в бетоне при замерзании капиллярной воды за счет демпфирующего сжатия пузырьков воздуха.
Воздухововлекающие добавки улучшают подвижность смеси при заполнении матрицы вибропресса, повышая этим качество поверхности изделий и уменьшая количество боя. Главным достоинством воздухововлекающих добавок является увеличение морозостойкости бетона. Эффект повышения морозостойкости объясняется насыщением пузырьками воздуха пор бетона, что уменьшает проникновение в них воды и препятствует возникновению разрушающих напряжений в бетоне при замерзании капиллярной воды за счет демпфирующего сжатия пузырьков воздуха.
Воздухововлечение несколько снижает прочность бетона, поэтому не следует вводить в него большое количество воздухововлекающей добавки. Например, количество СДБ, вводимой в бетонную смесь, составляет 0,15…0,25% от массы цемента в пересчете на сухое вещество бражки. Оптимальное количество других добавок не превышает 1% от массы цемента и уточняется экспериментально.
Перечень некоторых химических добавок
|
№ |
Наименование химической добавки |
Нормативная документация |
Содержание от массы цемента, % |
|
Воздухоотвлекающие добавки |
|||
|
1 |
СДО смола древесная омыленная |
ТУ 81-05-02-78 |
~ 0,01. |
|
2 |
Смола нейтрализованная СНВ |
ТУ 81-05-75-74 |
~ 0,01…0,02 |
|
Пластифицирующие добавки |
|||
|
3 |
Сульфитно-дрожжевая бражка СДБ |
ТУ 81-04-225-73, ОСТ 81-79-71 |
~ 0,2 |
|
4 |
Поверхностно активный щелок ПАЩ-1 |
ТУ 6-03-26-77 |
~ 0,15…0,35 |
|
5 |
Суперпластификатор С-3 (разжижитель) |
ТУ 6-1429-258-79 |
~ 0,3. |
|
6 |
Лингосульфанаты технические ЛСТ |
ТУ 13-0281036-05 |
~ 0,2…0,3 |
|
7 |
Лингосульфанаты ЛСБУ |
ТУ 13-7308001-738 |
~ 0,2…0,3 |
|
8 |
Лингосульфанаты модифицированные ЛСТИ |
ОСТ 13-278 |
~ 0,2…0,3 |
|
Пластифицирующие-воздухоотвлекающие |
|||
|
9 |
Мылонафт |
ГОСТ 13302 |
~ 0,02 |
|
10 |
Асидол |
ГОСТ 13302 |
~ 0,02 |
|
11 |
Этилсиликонат натрия ГКЖ-10 и метилсиликонат натрия ГКЖ-11 |
ТУ 6-02-6978-72 |
~ 0,2 |
|
Газообразующие (гидрофобизирующие) |
|||
|
12 |
Полигидроксилоксан ГКЖ-94 |
ГОСТ 10834-76 |
~ 0,1 |
 ..0,02
..0,02 ..0,7
..0,7
Составы для изготовления стеновых камней
|
№ |
Марка камня по прочн. |
Вид бетона |
Марка бетона |
Объемная масса сухого бетона кг/м3 |
Материал |
Расход материалов (сухих) на 1 м3 |
|
|
по массе, кг |
по объему, м3 |
||||||
|
1 |
75 |
Песчаный бетон |
М200 |
1970-2020 |
Портландцемент М400 |
320 1650-1700 |
0,26 1,13 0,16 |
|
2 |
50 |
Керамзито-бетон на кварцевом песке |
М150 |
1430-1590 |
Портландцемент М400 |
230 600-760
600 190 |
0,18 0,91
0,40 0,19 |
|
3 |
50 |
Шлакобетон |
М150 |
1650-1750 |
Портландцемент М400 |
250 1400-1500 200 |
0,2 1,25 0,20 |
|
4 |
50 |
Золошла-ковый бетон |
М150 |
1400-1600 |
Портландцемент М400 |
200 650-700 550-700 |
0,16 1,58
0,70 0,28 |
|
5 |
50 |
Бетон на известня-ковом щебне |
М150 |
1870-1970 |
Портландцемент М400 |
220 1650-1750 |
0,18 1,25 |
|
6 |
35 |
Бетон на щебне из кирпичного боя |
М100 |
1520-1670 |
Портландцемент М400 |
170 1350-1500 |
0,14 1,25 |
|
7 |
35 |
Керамзито-золобетон |
М100 |
1270-1470 |
Портландцемент М400 |
170 600-700 |
0,14 0,87 |
|
8 |
35 |
Золопесча-ный бетон |
М100 |
1710-1780 |
Портландцемент М400 |
200 |
0,16 |
|
9 |
35 |
Перлитобетон на кварцевом песке |
М100 |
1340-1355 |
Портландцемент М400 |
370 170-185 |
0,3 0,85 |
|
10 |
25 |
Бетон на щебне из туфа |
М75 |
1220-1345 |
Портландцемент М400 |
220 1000-1125 |
0,18 1,25 |
|
11 |
25 (сплош-ной камень) |
Опилкобетон на кварцевом песке |
М35 |
1090-1115 |
Портландцемент М400 |
300 150-175 |
0,24 1,25 |
|
12 |
25 (сплош-ной камень) |
Опилкозо-лобетон |
М35 |
780-910 |
Портландцемент М400 |
250 150-175 |
0,20 1,25 |
|
Примечание: Составы подобраны с использованием сырьевых материалов, отвечающих требованиям ГОСТ; при наличии материалов с другими характеристиками требуется корректировка составов. |
|||||||
 на сжатие
на сжатие 5-10мм (G=700-800 кг/м3)
5-10мм (G=700-800 кг/м3) 0-10мм (G=1300-1400 кг/м3)
0-10мм (G=1300-1400 кг/м3) 0-10мм (G=700-800 кг/м3)
0-10мм (G=700-800 кг/м3)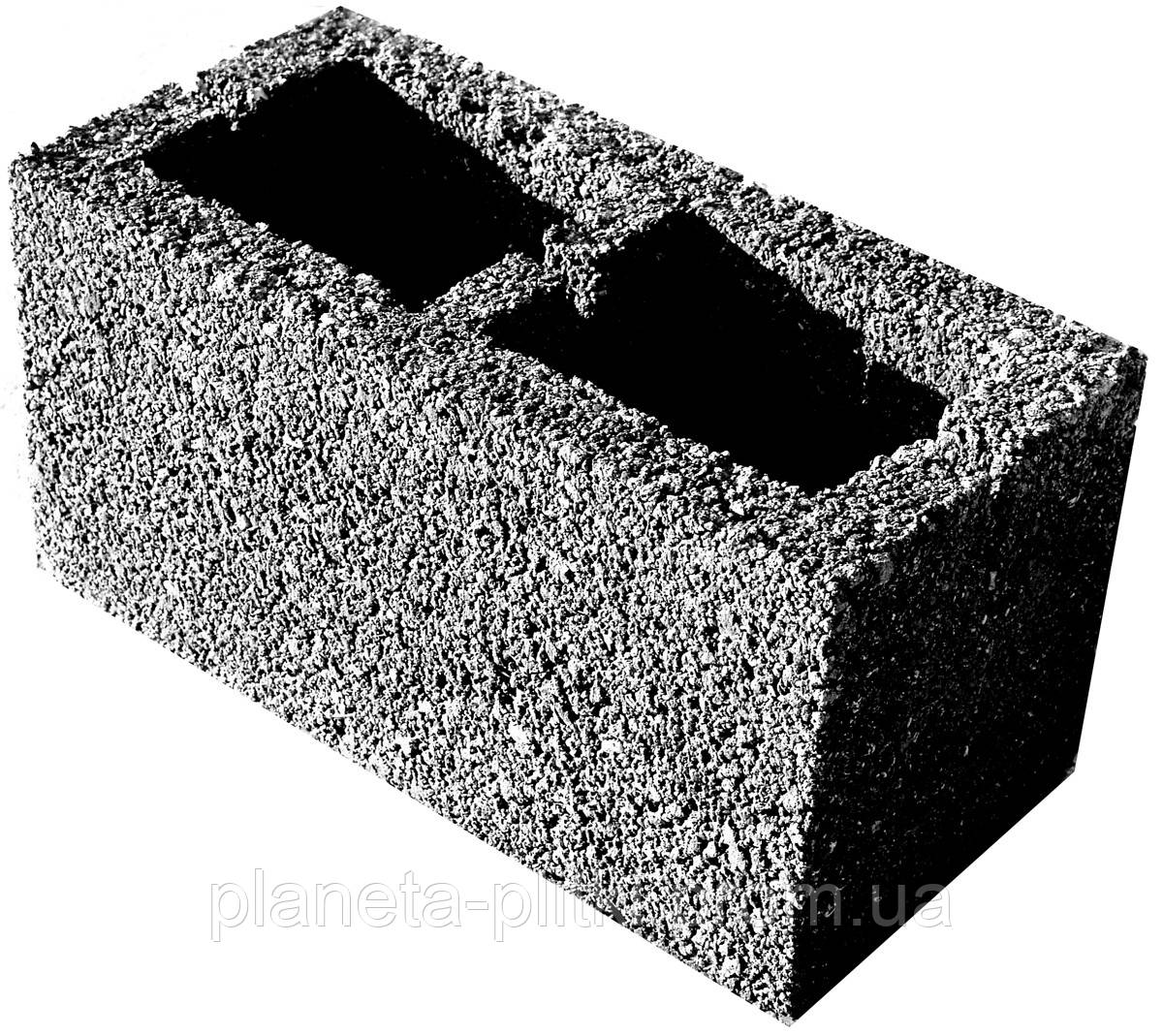 0-10мм (G=800-900 кг/м3)
0-10мм (G=800-900 кг/м3)  пород (G=120-140 кг/м3)
пород (G=120-140 кг/м3)
Общие рекомендации по изготовлению блоков
Подбор состава бетонной смесиИзготовитель должен творчески подойти к вопросу подбора бетонной смеси и самостоятельно найти ее оптимальный состав, руководствуясь приведенными ниже рекомендациями и готовыми рецептами. Процесс поиска оптимального состава не является сложным и не требует особой квалификации. В его основе лежит перебор различных комбинаций имеющихся в распоряжении изготовителя компонентов и испытания изготовленных из них образцов изделий. На основании большого опыта работы и наблюдений за работой вибропрессующих линий, можно утверждать, что качество получаемых на них изделий зависит на 70% от качества смеси и на 30% от умения оператора, работающего за пультом управления вибропрессом.
На основании большого опыта работы и наблюдений за работой вибропрессующих линий, можно утверждать, что качество получаемых на них изделий зависит на 70% от качества смеси и на 30% от умения оператора, работающего за пультом управления вибропрессом.
Во-первых, изготовленные из смеси камни должны иметь необходимую прочность. Этот параметр зависит от количества введенного в смесь вяжущего и соотношения между собой мелкой и крупной фракции заполнителя. Во-вторых, смесь должна хорошо формоваться в матрице, что зависит от ее влажности и опять от соотношения мелкой и крупной фракции. Смесь должна быть в меру сыпучей для быстрого и полного заполнения матрицы и в меру липкой для удержания формы изделия после его выпрессовки из матрицы.
В связи с тем, что для получения необходимой прочности изделий смесь должна содержать вполне определенное количество вяжущего (например, при изготовлении стеновых камней количество цемента марки 400 обычно составляет 200. ..230 кг на один кубический метр смеси), изготовитель не может в широких пределах влиять на смесь меняя содержание вяжущего. В его распоряжении остается только подбор правильного соотношения мелкой и крупной фракции заполнителя и количества воды. В процессе этого подбора изготовитель может столкнуться с рядом противоречий. Например, сочетание мелкого и крупного заполнителя, которое позволяет достичь максимальной прочности, может привести к слишком грубой структуре и неровной поверхности изделий, что затруднит их реализацию, а состав смеси, который обеспечивает наивысшие теплоизоляционные свойства, может не обеспечивать наилучшие прочностные характеристики изделий. Такие противоречия изготовитель должен разрешать самостоятельно. Соотношение мелкого и крупного заполнителя, пропорция между заполнителем и вяжущим обычно являются компромиссом, которым изготовитель обеспечивает наиболее важные для него характеристики изделий в ущерб каких-либо других характеристик, с его точки зрения второстепенных.
..230 кг на один кубический метр смеси), изготовитель не может в широких пределах влиять на смесь меняя содержание вяжущего. В его распоряжении остается только подбор правильного соотношения мелкой и крупной фракции заполнителя и количества воды. В процессе этого подбора изготовитель может столкнуться с рядом противоречий. Например, сочетание мелкого и крупного заполнителя, которое позволяет достичь максимальной прочности, может привести к слишком грубой структуре и неровной поверхности изделий, что затруднит их реализацию, а состав смеси, который обеспечивает наивысшие теплоизоляционные свойства, может не обеспечивать наилучшие прочностные характеристики изделий. Такие противоречия изготовитель должен разрешать самостоятельно. Соотношение мелкого и крупного заполнителя, пропорция между заполнителем и вяжущим обычно являются компромиссом, которым изготовитель обеспечивает наиболее важные для него характеристики изделий в ущерб каких-либо других характеристик, с его точки зрения второстепенных. Один изготовитель в качестве главной характеристики может выбрать прочность, а другой — товарный вид изделия или его теплозащитные свойства.
Один изготовитель в качестве главной характеристики может выбрать прочность, а другой — товарный вид изделия или его теплозащитные свойства.
Точное количество каждого компонента может быть установлено только опытным путем с помощью изготовления и лабораторных испытаний пробных партий изделий. Предварительная оценка прочности смеси может быть сделана без лабораторных испытаний: если внешний вид поверхностей и ребер изделий является удовлетворительным и при этом у изделий через 2…3 суток ребра и углы не обламываются от слабых ударов, можно считать, что состав смеси подобран правильно.
Влияние крупного заполнителяВообще говоря, чем крупнее заполнитель, тем выше прочность изделия. Крупный заполнитель образует внутри изделия жесткий пространственный скелет, который воспринимает основные эксплуатационные нагрузки изделия. Крупный заполнитель повышает прочность изделия на сжатие, увеличивает его долговечность, уменьшает ползучесть, усадку и расход цемента. Однако все эти положительные свойства крупного заполнителя могут проявиться только в том случае, если в смеси присутствует достаточное количество мелких частиц, роль которых заключается в заполнении пространства между крупными зернами и исключении их взаимного сдвига при сжатии изделия. Максимальную прочность бетона при заданном количестве вяжущего обеспечивает такой состав заполнителя, при котором крупные зерна заполняют весь объем изделия и касаются друг друга, между крупными зернами, контактируя с ними и друг с другом, располагаются зерна чуть меньшего размера, оставшееся пространство заполнено еще более мелкими частицами и т.д. до полного заполнения всего объема изделия. На практике такой идеальный состав получать трудно и необязательно. Достаточно обеспечить наличие в смеси двух основных фракций: крупной, размером 5…15 мм и мелкой размером от пыли до 2 мм. Содержание крупной фракции должно составлять 30-60%. В случае использования материала, содержащего меньшее количество крупных зерен, требуется большее количество цемента или гипса, т.к. увеличивается общая цементируемая площадь заполнителя.
Недостаток в смеси мелкого заполнителяЕсли при выпрессовке из матрицы в изделиях появляются большие трещины, то вероятнее всего это происходит из-за недостатка мелких частиц в мелком заполнителе. Недостаток мелких частиц может объясняться, например, вымыванием большого количества очень мелкого песка при промывании мелкого заполнителя. Смесь, имеющая недостаток мелких частиц, менее пластична, склонна образовывать трещины, плохо слипается и формуется. Недостаток мелких частиц может быть устранен добавлением в смесь небольшого количества мелкого песка, каменной пыли или увеличением содержания воздухововлекающих добавок. При этом следует учитывать, что избыток в смеси очень мелких частиц и пыли приводит к потере прочности изделия или к увеличению его себестоимости за счет вынужденного увеличения количества вяжущего (до 20…40%), необходимого для достижения заданной прочности изделий. Необходимость в увеличении содержания вяжущего объясняется следующим. Для получения прочного бетона вяжущее должно покрыть тонким слоем каждую частицу заполнителя. В процессе схватывания бетона покрытые вяжущим частицы срастаются друг с другом и образуется прочное монолитное изделие. Если мелкой фракции слишком много и, кроме того, в ее составе много пыли, то общая площадь частиц заполнителя становится настолько велика, что обычной дозы цемента не хватает на обволакивание всех частиц заполнителя. В бетоне появляются участки не содержащие цемента и прочность изделия снижается.
Количество воды в смесиПри изготовлении изделий методом вибропрессования бетонная смесь требует гораздо меньше воды, чем при обычной заливке бетона в формы. Известно, что слишком большое количество воды в бетоне уменьшает его прочность. Для полного прохождения реакции схватывания достаточно всего 15…20% воды от массы цемента и 40…60% от массы гипса. Бетонная смесь с таким содержанием воды является почти сухой. Метод вибропрессования позволяет применять смеси с минимальным количеством воды, так как заполнение матрицы происходит за счет вибрации и давления на смесь, а не за счет текучести смеси, как в обычном жидком бетоне. Фактически вибропрессование является индустриальным вариантом детской песочницы, в которой с помощью уплотнения влажного песка в игрушечной форме получаются «пирожки». Влажность бетонной смеси и ее липкость должны быть примерно такими же, как у песка в детской песочнице. При перемешивании недостаточно влажной смеси частицы вяжущего плохо прилипают к частицам заполнителя, отформованные из слишком сухой смеси изделия осыпаются при выпрессовке из матрицы или в них появляются трещины. Избыток воды также оказывает отрицательное воздействие на процесс изготовления изделий. Переувлажненная смесь становится слишком липкой. Это затрудняет заполнение матрицы вибропресса и вызывает разрушение верхней плоскости отформованных изделий из-за прилипания смеси к пуансону при его подъеме. Кроме того, выпрессованные изделия оплывают на поддоне, приобретая бочкообразную форму и теряя точность размеров.
При изготовлении стеновых камней оптимальным является такое количество воды в смеси, при котором поверхность выпрессованных из матрицы камней имеет сухой вид, но при перемещении поддонов от стола вибропресса к стеллажу накопителя в изделиях не появляются трещины. Опытные операторы обычно легко оценивают качество смеси для всех изделий визуально, по ее внешнему виду в работающем смесителе. В процессе работы оператор смесителя может останавливать его для оценки влажности смеси на ощупь, путем сильного сжатия ее в руке. Если при этом получается не рассыпающийся плотный комок без выступающей влаги и при затирании его поверхности каким-либо гладким металлическим предметом получается гладкая, блестящая, влажная поверхность, то количество воды подобрано правильно.
Продолжительность перемешивания смесиПриготовление бетонной смеси необходимо осуществлять в соответствии с требованиями СНиП 3.03.09.01-85.
Перемешивание смеси играет важную роль в получении прочного бетона. Цель перемешивания состоит в покрытии каждой частицы заполнителя тонкой пленкой вяжущего. Для приготовления бетонной смеси следует использовать смесители принудительного действия, соответствующие ГОСТ 16349-85. Объем замеса должен быть не более 0,75 и не менее 0,4 полезной емкости смесителя. Продолжительность приготовления бетонных смесей, за исключением смесей с древесным заполнителем должна составлять 4-5 мин., в том числе 2-3 мин. после введения воды затворения. Время, прошедшее от приготовления бетонной смеси до ее использования, как правило, не должно превышать более 40 мин., для смесей с добавкой ускорителя твердения – 20 мин.
При приготовлении опилкобетона или арболита в бетоносмеситель предварительно загружают древесный заполнитель, добавляют раствор химических добавок и перемешивают в течение 1-1,5 мин. Затем загружают песок, (золу), цемент и перемешивают в течение 1 мин., после чего заливают остальную воду и окончательно перемешивают смесь в течение 2-3 минут. При изготовлении перлитобетона в бетоносмеситель предварительно загружают перлит, затем остальные материалы и воду.
Изготовление бетонных блоков своими руками
Изготовление бетонных блоков в домашних условиях
Как изготовить бетонные блоки своими руками и почему это нужно делать мы ответим на этой страничке сайта «В помощь домашнему мастеру».
При постройке дома из бетонных блоков себестоимость такового оказывается слишком большой. Поэтому существует альтернативный способ решения данного вопроса: данные блоки можно изготовить самостоятельно и производство бетонных блоков можно осуществлять в домашних условиях!
Что для этого надо? Прежде всего нужно определиться с размерами. Я предлагаю остановиться на следующих размерах: 200х200х400 мм и 200х200х200 мм (это «половинки» и они обязательно потребуются при проведении работ).
Теперь подготовим формы-опалубки. Для этого необходимо распилить старые мебельные щиты из ДСП соответствующих размеров и соединить шурупами через поперечные и продольные перегородки, выпиленные из доски 40 мм(смотрите рисунок).
Такая форма удобна тем, что в нее можно одновременно закладывать 4 блока. Далее форма без дна выставляем на ровное основание под навесом, застеленное полиэтиленовой пленкой. Их внутренние поверхности промазываются отработ анным машинным маслом. Это сделано для того, что бы легче было винимать блоки после того как они затвердеют.
Теперь подготовим материал из которого будем делать блоки. В бетономешалку, а при ее отсутствии в любую емкость насыпаете гравий песок и немного извести. После того как это перемешается добавляете цемент.
Соотношение при закладке должно соответствовать пропорции — 1 часть цемента на 4 части заполнителя. Все это тщательно перемешивается и разбавляется водой до нужной консистенции. Раствор должен получится таким, что бы его удобно закладывать в форму.
Далее в форму укладывается по две лопаты раствора, армирующую проволку. На всем это еще следует расположить «вальтом» две стеклянные бутылки, заткнутые пробками. Бутылки будут играть роль герметичных стеклоблоков и благодаря им внутри блока создаются две воздушные камеры, создающие теплозвукоизоляцию.
После укладки бутылок снова заливается слой раствора с армирующей проволкой. Сверху все покрывается дополнительным слоем раствора, который заглаживается мастерком. При заливке раствора нужно хорошо утрамбовывать его, что бы внутри формы не образовывались пустоты. Когда бетон затвердеет снимается боковая стенка формы и вынимаются блоки.
Изготовлять блоки лучше в пасмурную погоду, поскольку время испарения воды из раствора увеличивается, что уменьшает вероятность появления трещин на готовых блоках. Если все же вы производите работы в жаркое время, то фомы необходимо размещать в тени и желательно накрывать их, чтобы уменьшить скорость испарения воды. Используя данный метод вы экономите до 60 процентов средств.
Вот пожалуй и все, что я хотел рассказать о народном способе изготовления бетонных блоков своими руками в домашних условиях.
ПОНРАВИЛАСЬ СТАТЬЯ? ЖМИ НА КНОПКИ И ДЕЛИСЬ ИНФОРМАЦИЕЙ С ДРУЗЬЯМИ В СОЦ.СЕТЯХ:Производство блочных и линейных конструкций
Блочные бетонные и железобетонные изделия — блоки фундаментов, стен подвалов и пр. — в большинстве случаев изготавливают на полигонах со стационарно-поточной (стендовой) и прямоточной (агрегатно-поточной) организацией технологии с частичной или полной распалубкой после уплотнения бетонной смеси.
Формование беспустотных фундаментных блоков и блоков стен подвала из малоподвижных и жестких смесей на стендовых площадках в скользящей опалубке производится следующим образом. Смазанные формы жестко закрепляют на стенде, затем укладывают и уплотняют навешенными на форму вибраторами бетонную смесь, после чего опалубку краном снимают. В теплое время года поверхность изделий укрывают, и вызревание бетона происходит в естественных условиях. Зимой формование блоков производят на подогреваемой поверхности стенда с укрытием изделий колпаками, матами или в неглубоких камерах пропаривания, электропрогрева и обогрева.
При уплотнении смеси на виброплощадках сплошные изделия бетонируют в формах с откидными бортами.
Изготовление пустотелых изделий в зависимости от характера производства (заводское или полигонное), организации технологии и применяемого оборудования может производиться различными способами. В стационарно-поточном (стендовом) производстве фундаментов с уплотнением смеси вибровкладышами неразъемную скользящую опалубку закрепляют на стенде, и бетонную смесь загружают примерно до уровня низа гнезда 1. Затем устанавливают стаканный вибровкладыш, заполняют форму 2 бетонной смесью доверху и уплотняют ее, после чего извлекают вибровкладыш 3 и снимают опалубку 4.
| Схема производства фундаментных блоков стаканного типа |
В условиях прямоточного (агрегатно-поточного) производства формование массивных пустотелых изделий можно выполнять тремя способами: с уплотнением смеси на виброплощадках — способ треста «Тагилстрой», с помощью горизонтальных вибровкладышей на установках конструкции Н.Ф. Скворцова и с уплотнением комбинированным способом на машине СА-2
Для изготовления блоков стен подвала с несквозными пустотами способом треста «Тагилстрой» применяют пакет вкладышей (называемый иногда «гребенкой»), скользящие неразъемные формы и поддоны с вырезами в соответствии с размерами и расположением пустот блока. Вкладыши имеют конусообразные оголовники, заканчивающиеся штырем на уровне верхней плоскости блока. Конусный оголовник предназначен для предохранения слоя бетона над пустотами от обвала, а штыри исключают образование вакуума в пространстве между оголовником и бетоном при распалубке и таким образом предупреждают возможности обрушения надпустотных бетонных куполов. При формовании на прикрепленный к виброплощадке пакет вкладышей устанавливают поддон и соединенную с ним замками скользящую опалубку, затем производят укладку и уплотнение бетонной смеси. Отформованные изделия краном снимают с виброплощадки и направляют в камеры тепловой обработки, где производят снятие скользящей опалубки.
| Установка для производства круглопустотных блоков |
| 1 — петля поддона, 2 — поддон, 3 — петли боковой опалубки, 4 — неразъемная форма, 5 — пакет вкладышей |
Установка Н.Ф. Скворцова состоит из неподвижной формы с открывающимися бортами, каретки, служащей для горизонтального перемещения вибровкладышей и бетоноукладчика. После очистки, сборки и смазки неподвижной формы в нее устанавливают поддон, а затем кареткой вводят вибровкладыши, а бетоноукладчиком подают и распределяют бетонную смесь. По окончании уплотнения извлекают вибровкладыши, открывают борта форм и свежеотформованные изделия на поддоне краном перемещают к месту твердения.
Установка СА-2 конструкции С.М. Афанасьева представляет собой виброплощадку, оборудованную подъемным механизмом для вертикального перемещения вибровкладышей. При изготовлении блоков стен подвала с вертикально расположенными пустотами на установке используют сборно-разборную бортовую оснастку, металлический поддон, вибропригруз и поворотную траверсу. Собранную бортовую оснастку с прикрепленным к ней поддоном, имеющим прорези для пропуска вибровкладышей, размещают на виброраме установки, после чего в нее снизу подъемным механизмом вводят пакет вибровкладышей. Уложенную в форму бетоноукладчиком с объемной дозировкой бетонную смесь интенсивно уплотняют на виброплощадке вибровкладышами и вибропригрузом. Отформованное изделие накрывают плоским поддоном, а затем специальной траверсой снимают с установки, поворачивают на 180º и устанавливают на вагонетку. После освобождения от бортовой оснастки и поддона с прорезями изделие на поддоне отправляют к месту твердения.
| Установка СА-2 для производства щелевидных блоков |
Кроме блоков стен подвалов, установка СА-2 позволяет формовать другие сплошные и пустотелые изделия с вертикальным и горизонтальным расположением пустот (стеновые, вентиляционные и дымовые блоки, перемычки, балки).
Производство линейных изделий, к которым относят конструкции с относительно небольшим по величине сечением, но значительной длиной и массой (фундаментные и подкрановые балки, балки покрытий, колонны), осуществляют в цехах со стационарно-поточной (стендовой) или прямоточной (агрегатной) организацией производства.
Универсальный механизированный стенд для производства таких изделий методом виброштампования конструкции НИИЖБа и «Гипростройиндустрии» включает железобетонные площадки со штырями для намотки арматуры, арматурно-намоточную машину ДН-7, формовочный агрегат, укладчик покрывала стенда ДТ-200, передаточную тележку, вспомогательное оборудование и систему масляного нагрева при тепловой обработке изделий.
| Универсальный механизированный стенд для производства предварительно напряженных железобетонных конструкций |
| 1 — передаточная тележка ДТ-199, 2 — механизированный стенд ДС-33, 3 — укладчик покрывала стенда ДТ-200, 4 — формовочная установка ДВ-57, 5 — арматурно-намоточный агрегат 6407С |
Штыри для намотки арматуры крепят на рамах, имеющих возможность перемещаться в сторону натяжения арматуры, что позволяет передавать усилие натяжения арматуры на бетон изделия после его затвердевания. Напряженная арматура наматывается на штыри арматурно-навивочной машиной. На торцевых упорах стенда установлены автоматические прижимы, фиксирующие намотку при случайных обрывах арматуры.
После укрепления на площадке бортовой оснастки бетоноукладчиком с ленточным питателем укладывают бетонную смесь. Уплотнение бетонной смеси с одновременным формованием ребер изделия производят виброштампом, состоящим из сменных пуансонов и вибропригруза. Давление штампа на смесь 0,01 МПа (0,1 кг/см2). Пуансон представляет собой металлическую сварную коробку, нижняя часть которой повторяет очертания изготавливаемого изделия. Чтобы легче отрывать пуансоны от бетонной смеси, их снабжают воздушными клапанами. пуансоны вдавливаются в бетонную смесь под действием собственной массы и специальных гидравлических цилиндров.
После уплотнения бетонной смеси вибраторы выключают, и при опущенном виброштампе поднимают борта. Затем виброштампы поднимают в крайнее верхнее положение и формовочную установку перемещают на следующий пост, где процесс повторяют. При тепловой обработке отформованные изделия закрывают специальным полотняным покрывалом.
Компоновка оборудования в типовом цехе по производству предварительно напряженных линейных конструкций для одно- и многоэтажных промышленных зданий производительностью 16 тыс. м3 в год, размещенного в унифицированном пролете УТП-1, показана на рисунке ниже. Изготовление изделия запроектировано на двух протяжных стендах длиной 100 000 мм и шириной 3500 мм каждый, с девятью упорами, воспринимающими усилия натяжения арматуры в 10 МН (1000 т).
| Типовой цех для производства предварительно напряженных конструкций для промышленного строительства со стационарно-поточной (стендовой) технологией |
| а — технологическая схема, б — план; 1 — бунтодержатель передвижной, 2 — кран мостовой электрический грузоподъемностью 15 т, 3 — бетонораздатчик, 4 — лебедка, 5 — оборудование для протаскивания арматуры, 6 — бадья для бетона на самоходной тележке, 7 — гидродомкрат малогабаритный, 8 — машина для упрочнения стержней, 9 — установка для сварки стержневых плетей, 10 — самоходная тележка для транспортирования готовых деталей |
На стендах можно выпускать изделия высотой до 2000 мм с проволочной, стержневой и прядевой арматурой. Изготовление конструкций ведут в металлических формах с «паровой рубашкой», прикрепленных к стенду специальными прижимами. Очищенные формы смазывают с помощью пистолетов распылителей, присоединяемых к магистральному трубопроводу централизованной системы подачи смазки. Заготовку и укладку арматуры производят описанными выше способами. После этого производят сборку форм, и гидродомкратом натягивают арматуру. для изготовления плетей в производстве изделий со стержневой арматурой в цехе размещают установку для сварки плетей и машину для упрочнения стержней.
Бетонную смесь нужной марки подают в зону действия мостового крана самоходной бадьей. Бадью мостовым краном снимают с тележки, транспортируют к бетонораздатчику типа СМЖ-71 (6578С) и перегружают в бункер. Бетоноукладчик. пути которого расположены параллельно полосам стенда, консольным ленточным питателем выдает бетонную смесь в формы. Уплотнение бетонной смеси производят вибраторами, укрепленными на бортах форм, и переносным ручным виброинструментом. По окончании уплотнения смеси производят пропаривание изделий в формах. Для предотвращения испарения влаги во время тепловлажностной обработки изделия сверху покрывают брезентом. По достижении бетоном заданной прочности производят передачу усилия натяжения арматуры на бетон с помощью песочных муфт или винтов, имеющихся на анкерных зажимах. После снятия натяжения и распалубки арматуру разрезают специальной машиной или керосинорезом. Изделия с помощью траверсы мостовым краном переносят и устанавливают на свободной площади, где осуществляют контроль качества и мелкий ремонт. Готовые изделия грузят на тележку и вывозят на склад готовой продукции.
Технико-экономические показатели типовых проектов стендового производства предварительно напряженных линейных конструкций для промышленного строительства
| Показатели | Типы стенда | |
| длинный | короткий | |
| Мощность проектная, тыс. м3 | 16 | 11 |
| Количество одновременно изготавливаемых изделий: | 2х5 | |
| балок пролетом 18000 мм | 2х7 | |
| балок пролетом 12000 мм | 4 | |
| ферм пролетом 18000 мм | 4 | |
| ферм пролетом 24000 мм | ||
| Продолжительность технологического цикла, ч | 36-40 | 24 |
| Число производственных рабочих, чел | 56 | |
| Выработка на одного производственного рабочего, м3/год | 292 | |
| Съем с 1 м2 площади основного производства, м3 | 6,5 | 4,4 |
| Металлоемкость технологического оборудования, кг/м3 | 28,2 | |
| Удельные расходы на технологические нужды | ||
| электроэнергии, кВт·ч/м3 | 16,4 | |
| пара, кг/м3 | 110 | |
| сжатого воздуха, Нм3/м3 | 1,5 | |
| трудозатраты, чел·ч/м3 | ||
- Бетоноведение
- Технология изготовления сборных железобетонных конструкций и деталей
- Бетонные работы в зимних условиях
- Производство сборных конструкций и деталей из легких бетонов
- Производство сборных изделий из плотных силикатных бетонов и бетонов на бесклинкерном вяжущем
- Производство бетонных и железобетонных изделий на полигонах
- Общие правила техники безопасности и противопожарные мероприятия на строительной площадке
Как сделать бетонные блоки
Как сделать монолитные бетонные блоки?
Важно помнить, что изготовление конструкционного бетонного блока, который предполагается загружать для жилищного строительства, — это не одно и то же, что отдельно стоящий блок, который будет использоваться, например, для внутренних стен и межкомнатных перегородок.
Как делать бетонные блоки : Изготовить полые или сплошные бетонные блоки высокого качества — это простая задача, если вы используете подходящее бетонное оборудование , современные технологические блочные машины, которые позволяют производить высококачественные бетонные блоки. качественные блоки для всех приложений.Наши блочные машины Compacta и их оборудование позволяют производить блоки очень высокого качества, любой прочности и плотности, которые требуются строительной отрасли во всем мире.
Хорошее знание продукта необходимо, чтобы уметь знать, как делать твердые бетонные блоки . Прежде всего, вы должны знать, что не все бетонные блоки бывают качественными и, следовательно, вы должны знать, как их отличить. Но как отличить высококачественный бетонный блок от другого, которого нет? Ответ прост: качество измеряется прочностью и плотностью блока.В зависимости от области применения продукта определяется его прочность и плотность. Также вам необходимо произвести блок по минимально возможной стоимости. Важно помнить, что изготовление конструкционного бетонного блока, который предполагается загружать для жилищного строительства, — это не одно и то же, что отдельно стоящий блок, который будет использоваться, например, для внутренних стен и межкомнатных перегородок. Однако в обоих случаях потребуется универсальная машина с отличной производительностью и рентабельностью.
Блок-машиныPrensoland включают в себя все новейшие технологии для достижения высокой производительности с оптимальным качеством, предлагая решения для удовлетворения всех текущих потребностей рынка.Его производственный процесс разделен на следующие этапы, чтобы узнать , как делать бетонные блоки :
.- Заправка автомобильного зарядного устройства
- Заполнение формы
- Опускание трапа и уплотнение бетона
- Зачистка предмета на подносе
- Выходной лоток готовой продукции и пустой входной лоток
- Опускание формы в рабочее положение
- Перезапустить цикл
Производство бетонного кирпича
ИЛИ
09 июля 2019
Производство бетонных блоков
Бетонный блок — это один из нескольких сборных железобетонных изделий, используемых в строительстве.В основном они используются при возведении стен.
Смешивание, формование, отверждение и измельчение — четыре основных процесса производства цемента
Этап 1 — Смешивание:
- Песок и гравий хранятся снаружи в штабелях и по мере необходимости транспортируются в складские бункеры на заводе. Портландцемент хранится снаружи в больших вертикальных силосах для защиты от влаги.
- Начинается производство, и необходимое количество песка, гравия и цемента под действием силы тяжести или механическими средствами переносится на весовой дозатор, который измеряет необходимое количество каждого материала.
- В течение нескольких минут смешиваются сухие материалы, поступающие в стационарный смеситель. Часто используются смесители двух типов. Планетарный или тарельчатый миксер, напоминающий неглубокую кастрюлю с крышкой, является одним типом, а горизонтальный барабанный миксер, напоминающий кофе, может быть повернут на бок, а смесительные лопасти, прикрепленные к горизонтально вращающемуся валу внутри миксера, — это другой тип.
- При смешивании сухих материалов в миксер добавляется небольшое количество воды. На это время также могут быть добавлены красящие пигменты и химические добавки.Затем бетон перемешивается почти десять минут.
Этап 2 — Формовка:
- После завершения смешивания смесь выгружается на наклонный ковшовый конвейер и транспортируется в приподнятый бункер. Снова начинается цикл смешивания для следующей загрузки.
- В верхней части блочной машины бетон транспортируется в другой бункер с измеренной скоростью потока. Бетон в блочной машине выдавливается в формы. Формы содержат внешнюю формовочную коробку, состоящую из нескольких вкладышей формы.Внешняя форма и внутренняя форма полостей блока определяется вкладышами. За один раз можно отлить пятнадцать блоков.
- Бетон уплотняется под весом верхней головки формы, опускающейся на полости формы, только когда формы заполнены. Цилиндры гидравлического давления могут дополняться воздухом, воздействующим на головку пресс-формы. Для дополнительного уплотнения в большинстве блочных машин используется короткая волна механической вибрации.
- Уплотненные блоки перемещаются вниз и из форм на плоский стальной поддон.Блоки и поддон выталкиваются из машины на цепной конвейер. Блоки в некоторых операциях проходят под вращающейся щеткой, которая удаляет рыхлый материал с верхней части блоков.
Этап 3 — Отверждение:
- Поддон блоков транспортируется к погрузчику, который удерживает их в стойке для твердения. На каждой стойке по несколько сотен книг. И он скатывается в рельсы и перемещается в сушильную печь только тогда, когда стеллаж заполнен.
- Печь представляет собой замкнутое помещение, в котором можно одновременно разместить несколько стеллажей блоков. Двумя основными типами сушильных камер являются паровые сушильные камеры низкого давления и паровые сушильные камеры высокого давления. В паровой печи низкого давления блоки выдерживают от одного до трех часов при комнатной температуре, чтобы дать им возможность немного затвердеть в печи. При контролируемой скорости 60 ° F в час (16 ° C в час). Подача пара отключается, и блоки могут впитаться горячим влажным воздухом в течение 12-18 часов, когда будет достигнута температура отверждения.Затем после замачивания блоки сушат, выпуская влажный воздух и повышая температуру в печи. Полный цикл отверждения занимает около 24 часов.
- В паровой печи высокого давления, также называемой автоклавом. В этом типе температура повышается до 300–375 ° F (149–191 ° C), а давление повышается до 80–185 фунтов на кв. Дюйм (5,5–12,8 бар). Блоки замачивают на пять-десять часов. Затем давление быстро сбрасывается, что заставляет блоки быстро высвобождать захваченную влагу.Процесс отверждения в автоклаве требует больше энергии и дорогостоящей печи, которая может производить блоки за меньшее время.
Этап 4 — Кубинг:
- Поддон блоков разложен, и стеллажи выдержанных блоков выкатываются из печи, которая помещается на цепной конвейер. Пустые поддоны возвращаются в блочную машину, когда блоки отталкиваются от стальных поддонов для получения нового набора формованных блоков.
- Когда блоки должны быть преобразованы в блоки с разъемными гранями, они сначала формуются как два блока, соединенных вместе.Если эти двойные блоки затвердевают, они проходят через разделитель, который ударяет по ним с помощью тяжелого лезвия по секции между двумя половинами. Это заставляет двойной блок разрушаться и образовывать грубую каменную текстуру на одной стороне каждой части.
- Блоки проходят между кубом, который выравнивает каждый блок, и который укладывает их в куб на три блока по шесть блоков глубиной и три или четыре блока по высоте. Таким образом, кубики перемещаются вилочным погрузчиком наружу и помещаются на хранение.
Преимущества бетонных блоков:
- Площадь коврового покрытия здания будет увеличена за счет небольшой ширины бетонного блока по сравнению с кирпичной стеной.
- Обеспечивает лучшую теплоизоляцию, повышенную огнестойкость и звукопоглощение.
- Результатом станет экономия ценных сельскохозяйственных угодий, которые используются для производства кирпича.
- По сравнению с кладочным кирпичом возведение кладки из бетонных блоков проще, быстрее и прочнее.
- Бетонный блок имеет идеальную форму и размер, что значительно облегчает работу каменщику.
- Блоки могут быть подготовлены путем автоматического смещения вертикальных швов за счет сокращения квалифицированного надзора.
- Метод строительства кладки из бетонных блоков может быть принят и широко распространен.
Теперь вы можете купить высококачественные высокопрочные бетонные блоки онлайн по лучшей рыночной цене на сайте materialtree.com!
Бетонные блоки — Производство и использование бетонных блоков
Материалы, необходимые для производства бетонных блоков, — это заполнители, цемент и вода.С разной степенью успеха использовались агрегаты различных типов, включая щебень, гравий, вулканический пепел, вспененный шлак, печной клинкер и т. Д. Заполнители выбираются с учетом веса, текстуры или состава спроектированного агрегата. Прочность, текстура и экономичность бетонного блока зависят от тщательной сортировки заполнителя. Если местный заполнитель подходит, это поможет в достижении экономии.
Используемый цемент — обычный портландцемент.Требуемая вода — это обычная питьевая вода.
Состав:
Производство бетонных блоков
Имеются полностью автоматизированные заводы для производства высокопрочных бетонных блоков. Эти автоматические машины производят бетонные блоки высшего качества. Но они предполагают большие капитальные вложения. Также доступны машины с ручным управлением, и они могут быть установлены на самой строительной площадке, что дополнительно снижает стоимость транспортировки бетонных блоков от места производства до места фактического использования.
При производстве бетонных блоков используются следующие процессы:
- Выбор и пропорции ингредиентов : Основным критерием выбора ингредиентов является желаемая прочность блока. Чем больше доля крупного заполнителя, тем больше будет прочность используемого количества цемента.
- Смешивание ингредиентов: Смешивание заполнителей, цемента и воды должно производиться очень осторожно.Желательно, чтобы перемешивание происходило в механической мешалке. При ручном перемешивании следует проявлять особую осторожность, чтобы цемент и заполнители сначала были тщательно перемешаны в сухом состоянии, а затем постепенно добавлялась вода.
- Размещение и вибрация: Смешанный бетонный материал подается в опалубку до верхнего уровня, и это обеспечивает равномерное заполнение коробки. Вибрация бетона осуществляется до тех пор, пока он равномерно не осядет в опалубке.
- Отверждение: Блок поливают примерно через один день заливки и продолжают как минимум 7 дней, предпочтительно до 28 дней.Чем дольше период отверждения, тем лучше будет блок.
Блоки ячеистые бетонные
Это легкий строительный материал, полученный путем автоклавирования отвержденной смеси мелкодисперсного кремнеземистого материала, такого как летучая зола, и связующего в виде извести. Блоки из ячеистого бетона обладают многими техническими преимуществами, такими как лучшее соотношение прочности и веса, лучшая звукоизоляция, устойчивость к колебаниям температуры и влажности, огнестойкость, низкая теплопроводность, сопротивление просачиванию воды и т. Д.
Поскольку эти блоки подвергаются машинной обработке и имеют одинаковый размер, блоки требуют сравнительно меньшего количества цементного раствора и штукатурки можно полностью избежать, поскольку блоки гладкие и однородно окрашенные.
Преимущества бетонных блоков
Использование бетонных блоков в качестве кирпичной кладки можно наблюдать на многих строительных площадках из-за следующих преимуществ:
- Увеличивает площадь коврового покрытия здания за счет малой ширины бетонного блока по сравнению с кирпичной стеной.
- Обеспечивает лучшую теплоизоляцию, повышенную огнестойкость и звукопоглощение.
- Это приводит к экономии ценных сельскохозяйственных угодий, которые используются для производства кирпича.
- Блоки могут быть подготовлены таким образом, что вертикальные стыки могут быть автоматически смещены, что снижает необходимость квалифицированного контроля.
- Возведение кладки из бетонных блоков проще, быстрее и прочнее, чем из кирпичной кладки.
- Идеальная форма и размер бетонного блока значительно упрощают работу каменщика.
- Экономия строительного раствора за счет уменьшения количества стыков.
- Полезность может быть дополнительно увеличена за счет производства блоков из железобетонных блоков (ЖБИ). В блоках предусмотрены два отверстия для размещения подходящих арматурных стержней, и конструкция с блоками RCB может безопасно противостоять ветру и землетрясениям, если таковая спроектирована. Можно полностью отказаться от традиционных балок и колонн, а конструкции с блоками RCB можно придать лучший внешний вид.
Применение бетонных блоков
Принимая во внимание вышеупомянутые преимущества, технология строительства из бетонных блоков может быть использована в крупномасштабных проектах массового жилищного строительства и различных строительных проектов.
Производство бетонных блоков из отходов строительства и сноса в Танзании
Реферат
В Танзании строительные и сносные отходы не перерабатываются, и знания о том, как их можно переработать, особенно в ценные продукты, такие как строительные материалы, все еще ограничены.Это исследование было направлено на изучение возможности переработки отходов C&D (в основном, цементного щебня) в строительные материалы в Танзании. Строительный материал, произведенный из отходов C&D, — бетонные блоки. Бетонные блоки должны были иметь несущую способность, соответствующую стандартам и спецификациям строительных материалов. Восемь образцов отходов C&D были собраны на строительных площадках C&D, доставлены на место переработки, измельчены и просеяны (просеяны) для получения необходимых переработанных заполнителей.Природные агрегаты также использовали в качестве контроля. Переработанные заполнители были протестированы в лаборатории в соответствии со стандартными методами, указанными в стандартах Танзании. Определены физико-механические и химические характеристики. Физико-механические результаты показали, что переработанные заполнители были слабее природных. Однако по химическому составу они были близки к натуральным заполнителям и поэтому подходили для использования в производстве новых бетонных блоков. В процессе производства в каждом эксперименте использовались 100% переработанные заполнители как для мелких, так и для крупных порций для замены натуральных заполнителей.Теория максимальной плотности Фуллера использовалась для определения пропорций смеси материалов, в которых использовался метод, определяющий бетонную смесь системой пропорций или соотношений. Процессы производства бетонных блоков включали дозирование, смешивание (которое выполнялось вручную для получения однородного материала), уплотнение и формование на ручной машине, а также отверждение в воде. После 28 дней отверждения бетонные блоки были испытаны в лаборатории на прочность на сжатие, коэффициент водопоглощения и плотность. Результаты показали, что блоки, изготовленные из 100% переработанных заполнителей, были слабее, чем блоки из натуральных заполнителей.Однако результаты также показали, что существует возможность переработки отходов C&D в строительный материал, поскольку 85% испытанных образцов бетонных блоков из переработанных заполнителей достигли прочности на сжатие 7 Н / мм 2 , что определяется как минимум требуемая несущая способность в Танзании. Следовательно, отходы C&D могут быть потенциальным ресурсом для производства строительных материалов для устойчивого строительства в Танзании, а не выбрасывать их. Дальнейшая работа должна быть сосредоточена на экономической целесообразности производства бетонных блоков из переработанных заполнителей в Танзании.
Основные моменты
► Строительный мусор и отходы сноса были переработаны в строительные материалы в Танзании. ► Восемь образцов кирпичной кладки переработаны в бетонные блоки. ► 85% протестированных бетонных блоков соответствовали минимальным требованиям. ► Строительные отходы и отходы сноса потенциально могут использоваться для производства строительных материалов в Танзании.
Ключевые слова
Строительный мусор и снос
Переработка
Строительные материалы
Бетонный блок
Танзания
Рекомендуемые статьи Цитирующие статьи (0)
Полный текстCopyright © 2012 Elsevier B.V. Все права защищены.
Рекомендуемые статьи
Цитирующие статьи
Рынок производства бетонных блоков и кирпича — глобальный отраслевой анализ, размер, доля, рост, тенденции и прогноз 2017
НЬЮ-ЙОРК, 18 января 2018 г. / PRNewswire / — Мировой рынок производства бетонных блоков и кирпича: обзор
Бетонный блок или бетонная кладка в основном используются в качестве строительного материала при возведении стен. Бетонные блоки формуются и затвердевают, прежде чем их доставят на место работы.
Прочтите полный отчет: https://www.reportlinker.com/p05286740
Бетонные блоки укладываются по одному и скрепляются свежим бетонным раствором для образования стены желаемой длины и высоты. Кирпичи производятся путем смешивания измельченной глины с водой, придания ей желаемой формы, сушки и обжига. Различные этапы производства кирпичей включают в себя такие этапы, как добыча и хранение сырья, подготовка сырья, формирование кирпичей, сушка, обжиг и охлаждение, снятие трещин и хранение готовой продукции.
Кирпичи различных форм и размеров могут быть получены путем экструзии, формования и сухого прессования. Обычный метод производства автоклавных блоков из газобетона заключается в добавлении в смесь аэрирующего агента, наиболее распространенным из которых является алюминиевый порошок. Он реагирует со щелочью, полученной из цемента или извести, с образованием сложных гидратов и газообразного водорода.
Газообразный водород образует пустоты и, таким образом, вентилирует блок. Сегмент кирпича занимает основную долю на мировом рынке производства бетонных блоков и кирпича в 2016 году.Сегмент глиняного кирпича занимает более 75% рынка производства бетонных блоков и кирпича благодаря своему размеру, простоте производства и широкому использованию в развивающихся странах.
Мировой рынок производства бетонных блоков и кирпича: объем исследования
В этом отчете анализируется и прогнозируется рынок производства бетонных блоков и кирпича на глобальном и региональном уровне. Прогноз развития рынка основан на объеме (миллиард единиц) с 2016 по 2027 год, с учетом 2016 года в качестве базового года.
Исследование включает факторы, сдерживающие мировой рынок производства бетонных блоков и кирпича. Он также охватывает влияние этих факторов и ограничений на производство для рынка производства бетонных блоков и кирпича в течение прогнозируемого периода. В отчете также освещаются возможности рынка производства бетонных блоков и кирпича на глобальном и региональном уровне.
Отчет включает подробный анализ цепочки создания стоимости, который дает всестороннее представление о мировом рынке производства бетонных блоков и кирпича.Модель пяти сил Портера для рынка производства бетонных блоков и кирпича также была включена, чтобы помочь понять конкурентную среду на рынке. Исследование включает в себя анализ рыночной привлекательности, где исходный код и приложение сравниваются на основе их размера рынка, темпов роста и общей привлекательности.
В отчете представлен фактический объем рынка производства бетонных блоков и кирпича за 2016 год и предполагаемый объем рынка на 2017 год с прогнозом на следующие десять лет.Мировой рынок производства бетонных блоков и кирпича представлен в натуральном выражении.
Объем рынка определен в миллиардах единиц. Рыночные показатели были оценены на основе источника и применения производства бетонных блоков и кирпича. Объем рынка представлен на глобальном, региональном и национальном уровнях. Отчет также включает в себя кирпичи, используемые во всем мире.
Мировой рынок производства бетонных блоков и кирпича: сегментация рынка
Исследование дает решающее представление о мировом рынке производства бетонных блоков и кирпича, сегментируя его по типу продукции.Что касается типа продукта, бетонный блок, кирпич и блок AAC.
Сегмент бетонных блоков подразделяется на полые, ячеистые, сплошные и другие. Сегмент кирпича подразделяется на глину, песчаную известь, зольную глину и другие. Эти сегменты были проанализированы с учетом нынешних и будущих тенденций.
Отчет также включает анализ производственных затрат для каждого производственного процесса и количество каменщиков, работающих по всему миру. Региональная сегментация включает текущий и прогнозируемый спрос на производство бетонных блоков и кирпича в Северной Америке, Европе, Латинской Америке, Азиатско-Тихоокеанском регионе, а также на Ближнем Востоке и в Африке.
Среди регионов Азиатско-Тихоокеанский регион занимает основную долю рынка. По оценкам, в течение прогнозируемого периода он будет расти со значительным среднегодовым темпом роста.
Рост населения, высокий спрос на жилье и потребность в недорогих строительных материалах являются основными факторами, движущими рынок производства бетонных блоков и кирпича в Азиатско-Тихоокеанском регионе. В Европе сегмент автоклавного газобетона (AAC) в регионе в первую очередь обусловлен повышенным вниманием к использованию легких строительных материалов.Таким образом, в ходе прогноза ожидается, что производственный сегмент ACC будет демонстрировать значительный рост.
Экономическое развитие в Латинской Америке стимулировало рост промышленности по производству бетонных блоков и кирпича в регионе. В области около 45 000 производителей кирпича, большинство из них неформальные. Сегмент кирпича сокращает свою долю в регионах Северной Америки, Ближнего Востока и Африки из-за увеличения использования легких строительных материалов в регионах.
Мировой рынок производства бетонных блоков и кирпича: методология исследования
Для составления отчета об исследовании мы провели подробные интервью и обсуждения с рядом ключевых участников отрасли и лидеров общественного мнения. Первичные исследования представляли собой основную часть исследовательских усилий, дополненных обширными вторичными исследованиями.
Мы изучили литературу по продуктам, годовые отчеты, пресс-релизы и соответствующие документы ключевых игроков для анализа конкуренции и понимания рынка.Вторичное исследование включает поиск недавних торговых, технических статей, интернет-источников, журналов и статистических данных с правительственных веб-сайтов, торговых ассоциаций и агентств. Это оказался наиболее надежным, эффективным и успешным подходом к получению точных рыночных данных, улавливанию идей участников отрасли и признанию деловых возможностей.
Вторичные источники исследований, на которые обычно ссылаются, включают, помимо прочего, веб-сайты компаний, годовые отчеты, финансовые отчеты, отчеты брокеров, презентации для инвесторов, документы SEC и внешние частные базы данных, а также соответствующие патентные и нормативные базы данных, такие как ICIS, Hoover’s, oneSOURCE, Factiva и Bloomberg, документы национального правительства, статистические базы данных, отраслевые журналы, рыночные отчеты, новостные статьи, пресс-релизы и веб-трансляции, посвященные компаниям, работающим на рынке.
Мы проводим первичные интервью на постоянной основе с представителями отрасли и комментаторами для проверки данных и анализа. Это помогает подтвердить и укрепить результаты вторичных исследований. Это также способствует развитию экспертных знаний и понимания рынка аналитической группой.
Мировой рынок производства бетонных блоков и кирпича: конкурентная среда
В отчете представлены профили крупнейших компаний, работающих на мировом рынке производства бетонных блоков и кирпича.Ключевыми игроками на рынке производства бетонных блоков и кирпича являются CRH plc, Wienerberger AG, Boral Limited, Acme Brick Company, UltraTech Cement Ltd., Xella Group, CEMEX S.A.B. de C.V., Lignacite Ltd, LCC Siporex Company, MaCon LLC, Midwest Block and Brick, Oldcastle, Magicrete Building Solutions Pvt. Ltd., General Shale, Inc., Monaprecast, Brickworks Limited, Midland Concrete Products, Inc. и другие. Участники рынка были профилированы с точки зрения таких атрибутов, как обзор компании, финансовый обзор, бизнес-стратегии и последние события.
Мировой рынок производства бетонных блоков и кирпича был сегментирован следующим образом:
Рынок производства бетонных блоков и кирпича: Тип продукта
Бетонный блок
Пустотелый
Ячеистый
Полностью цельный
Прочие (перемычки, косяк и т. Д.)
Кирпич
Глина
Песок Известь
Летучая зола Глина
Прочие (стабилизаторы грунта, инженерия и т. Д.)
Блок AAC
Рынок производства бетонных блоков и кирпича: региональный анализ
Северная Америка
U.С.
Канада
Европа
Германия
Великобритания
Франция
Испания
Италия
Остальная Европа
Латинская Америка
Бразилия
Мексика
Остальная часть Латинской Америки
Азиатско-Тихоокеанский регион
Китай
Индия
Вьетнам
Прочие страны АСЕАН
Остальная часть Азиатско-Тихоокеанского региона
Ближний Восток и Африка (MEA)
GCC
Южная Африка
Остальной Ближний Восток и Африка
Прочтите полный отчет: https://www.reportlinker.com/p05286740
О Reportlinker
ReportLinker — это отмеченное наградами исследование рынка решение.Reportlinker находит и систематизирует самые свежие отраслевые данные, чтобы вы могли мгновенно получать все необходимые исследования рынка в одном месте.
__________________________
Связаться с Клэр: [электронная почта защищена]
США: (646) -751-7922
Внутр. Тел .: +1 646-751-7922
ИСТОЧНИК Reportlinker
Ссылки по теме
http://www.reportlinker.com
Возможности для инвестиций: Производство бетонных блоков
Бетонные блоки производятся из литого бетона, портландцемента и заполнителя, обычно песка и мелкого гравия, для использования в строительстве.
Блоки с более низкой плотностью могут использовать промышленные отходы в качестве заполнителя, в то время как легкие блоки также могут быть произведены из газобетона.
Бетонный блок, построенный в тандеме с бетонными колоннами и балками и армированный арматурой, является очень распространенным строительным материалом для несущих стен зданий.
Персидская ежедневная газета Forsat-e Emrooz недавно опубликовала статью о создании завода по производству бетонных блоков и инвестиционном потенциале этого сектора в Иране.
По словам Хосейна Акбара, председателя Ассоциации производителей и продавцов цементной продукции и металлических строительных материалов, внутренний спрос на жилье в настоящее время составляет около 1,5 миллионов единиц жилья в год и может даже вырасти в ближайшие несколько лет.
Прогнозируемый экономический рост Ирана, вероятно, увеличит спрос на строительные материалы, от стали до цемента. По словам промышленного эксперта, с учетом масштабов строительной отрасли вложения в производство материалов с низким уровнем капиталовложений и с низким уровнем риска, таких как бетонные блоки, могут стать отличной возможностью.
Акбар отметил, что сектор производства бетонных блоков является одним из немногих секторов, который полностью самодостаточен с точки зрения производственного оборудования и сырья, что делает его безопасным вариантом для инвестиций.
«Для создания стандартного завода по производству бетонных блоков с производственной мощностью 3000 блоков в день требуется земельный участок площадью 6000 квадратных метров, цена которого зависит от выбранной инвестором провинции», — говорит Хамед. Шарифи, полевой игрок.
Шарифи сказал, что средний начальный капитал, необходимый для покрытия расходов на оборудование, покупку земли и трудоустройство примерно семи сотрудников, составляет около 150 000 долларов.
«Чтобы гарантировать хорошую норму прибыли, производитель должен поддерживать хорошее качество на протяжении всего строительного проекта, привлекать к себе строительные компании с крупной капитализацией с помощью таких стимулов, как бесплатный транспорт и диверсифицировать продуктовый портфель завода, чтобы привлечь более широкий круг потребителей», — заключил он.
Объясните процесс изготовления пустотелых бетонных блоков
Процесс производства пустотелых блоков из цементобетона включает следующие 5 этапов;
(1) Дозирование (2) Смешивание (3) Уплотнение (4) Отверждение (5) Сушка
(1) Дозирование: Определение подходящего количества сырья, необходимого для производства бетона желаемого качества при заданных условиях смешивания, укладки и выдержки, называется дозированием.Согласно спецификациям индийского стандарта, общее содержание заполнителя в бетонной смеси, используемой для изготовления пустотелых блоков, не должно превышать 6 частей на 1 объемную часть портландцемента. Если это соотношение принято в пересчете на массу, в среднем оно может составлять примерно 1: 7 (цемент: заполнитель). Однако были случаи, когда производители использовали обедненную смесь в соотношении 1: 9, когда полые блоки уплотнялись с помощью механических вибрационных машин. Для бетонных пустотелых блоков можно использовать водоцементное соотношение 0,62 по массе.
(2) Смешивание: Целью тщательного перемешивания заполнителей, цемента и воды является обеспечение полного покрытия цементно-водной пастой поверхности заполнителей. Все сырье, включая воду, собирается в бетономешалке, которая вращается в течение примерно 1,5 минут. Приготовленная смесь выгружается из смесителя и расходуется в течение 30 минут.
(3) Уплотнение: Целью уплотнения является заполнение всех воздушных карманов бетоном в целом без движения свободной воды через бетон.Чрезмерное уплотнение приведет к образованию водяных карманов или слоев с более высоким содержанием воды и плохим качеством продукта. Полуавтоматы с вибростолами широко используются для изготовления пустотелых блоков из цементобетона. Деревянный поддон удерживается на виброплатформе станка. Опалубка опускается на поддон. Бетонную смесь заливают в форму и равномерно разравнивают. Моторизованная вибрация заставляет бетон оседать в форме примерно на 1 ½ — 1 дюйма.Затем на уровень формы сгребает больше бетона. Головка съемника помещается над формой для прилегания к выровненному материалу. Вибрация заставляет бетон опускаться в крайнее положение. Затем пресс-форма поднимается рычагом. Формованные полые блоки, лежащие на поддоне, удаляются, и устанавливается новый поддон, и процесс повторяется. На станке можно установить сменную пресс-форму для производства блоков различных размеров из полых или сплошных блоков.
(4) Отверждение: Полые блоки, извлеченные из формы, защищаются до тех пор, пока они не затвердеют в достаточной степени, чтобы их можно было использовать без повреждений.Это может занять около 24 часов в укрытии от солнца и ветра. Закаленные таким образом пустотелые блоки отверждаются на дворе для отверждения, чтобы обеспечить полную миниатюризацию в течение как минимум 21 дня. Когда полые блоки затвердевают, погружая их в резервуар для воды, воду следует менять не реже одного раза в четыре дня. Наибольший прирост силы проявляется в течение первых трех дней, а ценный эффект сохраняется до 10–14 дней. Чем больше разрешено время отверждения, тем лучше продукт.
(5) Сушка: Бетон слегка усаживается при потере влаги.Поэтому важно, чтобы после завершения отверждения блоки должны были постепенно высохнуть в тени, чтобы завершилась первоначальная усадка блоков при высыхании до их использования в строительных работах. Полые блоки уложены друг на друга так, чтобы их полости располагались горизонтально, чтобы облегчить прохождение воздуха. Обычно период сушки от 7 до 15 дней доводит блоки до желаемой степени сухости, чтобы завершить их первоначальную усадку.